
Соединяемые между собой механизмы будут правильно работать в том случае, если их валы будут установлены так, чтобы упругие линии валов являлись продолжением одна другой без смещения и излома в плоскости сопряжения. Установка валов в соответствии с этими требованиями в практике получила название центровки.
Естественный прогиб валов вызывает необходимость устанавливать их с определённым уклоном к горизонту.
Установку валов можно выполнить двумя способами:
- По первому способу подшипники устанавливают так, чтобы шейки валов по обе стороны муфты были горизонтальны (рисунок 4.39а). Уровень, установленный на шейках 2 и 3 валов I и II, даёт нулевые показания, α2 = α3 = 0; в этом случае шейки 1 и 4 будут иметь некоторый подъём, величина которого будет зависеть от характера упругой линии валов.
- По второму способу вал I одной из машин (рисунок 4.39б) устанавливают горизонтально. При этом уровень, установленный на шейках 1 и 2 вала, даёт показания (α1 = α2), одинаковые по величине, но обратные по знаку, а уровень, установленный на шейке 3, должен дать такие же показания, что и на шейке 2, α2 = α3; шейка 4 имеет подъём. При значительной величине подъёма этого конца вала горизонтальная составляющая веса ротора машины II при работе агрегата будет нажимать на подшипник машины I. Учитывая этот недостаток, обычно, установку валов проводят по первому способу.
- Влияние несоосности
- Сборка соединительных муфт
- Порядок центрирования
- Пример
- Гост 30893.1-2002. основные нормы взаимозаменяемости. общие допуски. предельные отклонения линейных и угловых размеров с неуказанными допусками
- Нанесение отклонения на чертеже
- Виды допусков расположения
- Отклонения и допуски расположения
- Суммарные допуски
- Прямолинейные направляющие
- Допуск перпендикулярности
- Допуски цилиндричности, круглости, профиля продольного сечения
- 💡 Видео
Рисунок 4.39 – Различные способы установки линии валов двухмашинного агрегата
Устанавливая линии валов многомашинных агрегатов, стремятся к тому, чтобы подъём крайних подшипников агрегата был одинаковым, самый тяжёлый ротор агрегата, обычно, располагают горизонтально.
Уклон шейки вала измеряют уровнем при четырёх положениях вала, поворачивая вал на 90°, в каждом положении делают два измерения; при втором измерении уровень поворачивают на 180°. За величину уклона принимают среднеарифметическое значение восьми показаний. Такое определение уклона шеек валов необходимо во избежание ошибки при искривлении вала или отклонении оси шейки от оси вращения (о таких дефектах свидетельствуют значительные изменения показаний уровня, установленного на шейке вала, при различных положениях ротора).
Для проверки установки валов агрегата, находящегося в эксплуатации, необходимо снять все крышки подшипников и проверить уровнем уклоны всех шеек валов. Цена деления применяемых для этого уровней соответствует обычно подъёму 0,1 мм на 1 м. Отсутствие изменений в уклонах при сравнении полученных данных с данными монтажного формуляра указывает на сохранение центровки. Если же обнаружатся расхождения в величинах или в направлениях уклонов, то необходимо проверить центровку агрегата. Если при изменении уклонов шеек центровка не нарушена, то имеет место неравномерная осадка фундамента.
Оси вращения двух валов имеют параллельное смещение и угловой излом. Обычно несоосность – это комбинация двух указанных видов. В процессе работы, даже при использовании упругих муфт, перекосы приводят к увеличению нагрузки на опорные части машины, повышению вибрации и другим отрицательным эффектам.
Видео:Допуски и посадки для чайников и начинающих специалистовСкачать

Влияние несоосности
- На подшипники. Приводит к возникновению дополнительных сил. Повышение нагрузки на подшипники вследствие перекоса валов на 20% сокращает расчётную долговечность подшипников на 50%.
- На уплотнения. Приводит к износу уплотнений, увеличивает риск повреждения подшипников из-за проникновения грязи и вытекания смазочного материала.
- На муфты и валы. Вибрации, вызванные несоосностью, вызывают повреждения муфт (перегрев, ослабление, поломка болтов) и валов.
- На потребление энергии. Потребление энергии двигателем может возрасти до 20% вследствие перекосов.
Точность выверки. Для того, чтобы избежать отрицательных эффектов, перекосы валов должны быть в пределах установленных допусков (таблица 4.7, таблица 4.8). Высокоскоростные машины требуют точной выверки.
Таблица 4.7 – Допуски на несоосность валов
| Частота вращения, об./мин. | Угловая несоосность | Параллельная несоосность | ||
|---|---|---|---|---|
| мм / 100 мм | 0,001″ / 1″ | мм | 0,001″ | |
| 0…1000 | 0,1 | 1 | 0,13 | 5,1 |
| 1000…2000 | 0,08 | 0,8 | 0,10 | 3,9 |
| 2000…3000 | 0,07 | 0,7 | 0,07 | 2,8 |
| 3000…4000 | 0,06 | 0,6 | 0,05 | 2,0 |
| 4000…6000 | 0,05 | 0,5 | 0,03 | 1,2 |
Таблица 4.8 – Допуски на центровку при диаметре муфты 500 мм
| Тип соединяемой муфты | Разность средних величин зазоров, мм | |
|---|---|---|
| по окружности (радиальные зазоры) | по торцу (осевые зазоры) | |
| Жёсткая | 0,04 | 0,05 |
| Полужёсткая | 0,06 | 0,05 |
| Пружинная | 0,06 | 0,06 |
| Кулачковая | 0,08 | 0,08 |
| Зубчатая | 0,10 | 0,08 |
Для центрирования валов используют метод грубой выверки при помощи линеек, щупов, клиновых щупов и методы точной выверки при помощи индикаторов часового типа или лазерного центровщика. Обычно в качестве “неподвижной” выбирается часть механизма, положение которой в процессе выверки не меняется (насос, вентилятор), “подвижная” часть перемещается для устранения несоосности (двигатель).
Комплект для центровки включает:
- измерительные индикаторы;
- вычислительное устройство;
- приспособления для установки индикаторов на валах;
- комплект прокладок;
- инструмент для измерения линейных размеров;
- приспособления для подъёма и перемещения центрируемого узла.
Различают выверку ременных передач и центрирование валов.
Точная выверка ременных передач обеспечивает:
- уменьшение трения и потребления энергии;
- уменьшение вибрации и шума;
- продление срока службы подшипников и ремней;
- повышение безопасности;
- уменьшение простоев;
- снижение затрат на ремонты.
- угловой перекос валов;
- угловой перекос поверхностей шкивов;
- параллельное смещение шкивов.
Видео:Как правильно сделать центровку валов | Соосность | ВыравниваниеСкачать

Сборка соединительных муфт
Соосность горизонтальных валов определяется центровкой по полумуфтам. Радиальные и осевые зазоры при центровке измеряют при исходном положении 0° и после поворота валов на 90°, 180° и 270° в направлении рабочего вращения. При каждом положении полумуфт проводят замер радиального и осевого зазора между полумуфтами. Для контроля правильности измерений, после четырёх замеров необходимо установить полумуфты в первоначальное положение (0°). Результаты повторных измерений в этом положении должны совпадать с первоначальными, в противном случае следует найти причину отклонения и устранить. Результаты измерений заносят в круговую диаграмму. Правильность измерения проверяют, сопоставив суммы результатов, полученных при измерении на противоположных сторонах полумуфт. Эти суммы должны быть равны между собой. Допускаемое отклонение не должно превышать 0,02 мм.
Полученные замеры по торцу и окружности можно привести к нулю путём вычитания из полученных результатов наименьшего зазора. В случае неудовлетворительных результатов центровки и необходимости перемещения валов в горизонтальной и вертикальной плоскостях, определяют величины перемещения (рисунок 4.40):
где R = R1 – R2 – расцентровка валов по окружности; A = A1 – A2 – расцентровка валов по торцу.
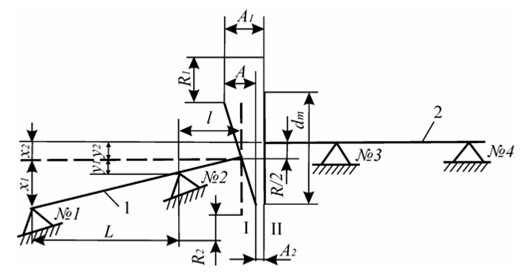
Рисунок 4.40 – Схема центровки валов: I, II – плоскости замеров; 1 – центрируемый вал; 2 – базовый вал; №1…№4 – опоры
Видео:Разбираем чертеж детали ➤ Технические требования ➤ Допуски и посадки размеровСкачать

Порядок центрирования
Достижимая в промышленных условиях точность центрирования составляет 0,005…0,100 мм. Целью центровки является установка двигателя так, чтобы его вал являлся продолжением вала механизма.
Перед установкой приспособлений для центровки полумуфты должны быть разъединены, чтобы не было касаний между полумуфтами. Затем проверяют свободное проворачивание каждого из роторов и убеждаются в отсутствии задеваний.
Для измерения радиальных и осевых зазоров применяют приспособления различных конструкций, укрепляемых на полумуфтах или на валах вблизи полумуфт (рисунок 4.41). Приспособления должны обладать достаточной жёсткостью для того, чтобы не прогибаться при выполнении измерений и под действием собственного веса. Для повышения точности измерений устанавливают индикаторы перемещения (точность 0,01 мм).
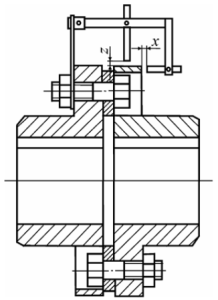
Рисунок 4.41 – Приспособление для центровки
Устанавливают роторы так, чтобы риски на обеих полумуфтах совпадали, укрепляют центровочное приспособление. Внешнюю скобу устанавливают на полумуфте выверенной машины. После установки индикаторов необходимо проверить надёжность закрепления и отсутствие заеданий в механизме индикатора. Для этого слегка оттягивают измерительный стержень индикатора и возвращают на место. Стрелка индикатора должна при этом возвращаться на установленный отсчёт. При измерениях необходимо периодически убеждаться в том, что все скобы не касаются каких-либо частей машины; не следует касаться скоб руками.
Для измерения радиальных и осевых зазоров оба ротора одновременно поворачивают от исходного положения (0°) на 90°, 180° и 270° в направлении вращения приводного двигателя или механизма и измеряют зазоры в каждом из этих четырёх положений и при совпадении рисок. Чтобы измерения были точными, их должно производить одно лицо. Лёгкие роторы можно поворачивать вручную или рычагом, тяжёлые приходится поворачивать краном.
Центрировать можно при соединённых и при разъединённых муфтах. Проверка центровки при соединенных муфтах требует меньше времени и обеспечивает совместный поворот валов. При центровке с разъединёнными муфтами нужно очень тщательно проводить совместный поворот валов, чтобы риски, нанесенные на втулках полумуфт, совпадали как при отсчёте, так и при проворачивании валов.
Вначале проводят совмещение осей в вертикальном направлении, а затем в горизонтальном.
Видео:Уроки фрезерования или как проверить симметрию и соосностьСкачать

Пример
Пусть вал прицентровываемого механизма и скоба для измерения осевых зазоров имеют размеры, показанные на рисунке 4.42а, то есть l1 = 350 мм, l2 = 2000 мм, r = 400 мм. При измерении радиальных и осевых зазоров получены данные, приведенные на рисунке 4.42б, что соответствует расположению валов, показанному на рис. рисунке 4.42в; внешняя скоба установлена на полумуфте выверенной машины.
Рисунок 4.42 – Пример центровки при помощи одной пары скоб
Пользуясь формулами, получим:
Следовательно, подшипник 1 необходимо поднять вверх на 0,24 мм и передвинуть влево на 0,22 мм (знак “-“), а подшипник 2 поднять вверх на 0,90 мм и передвинуть вправо на 0,03 мм.
Видео:Зависимый допуск. Просто, как апельсин. Оформление чертежа деталиСкачать

Гост 30893.1-2002. основные нормы взаимозаменяемости. общие допуски. предельные отклонения линейных и угловых размеров с неуказанными допусками
Видео:Как выставить соосность вала, и устранить эффект мягкой лапы.Скачать

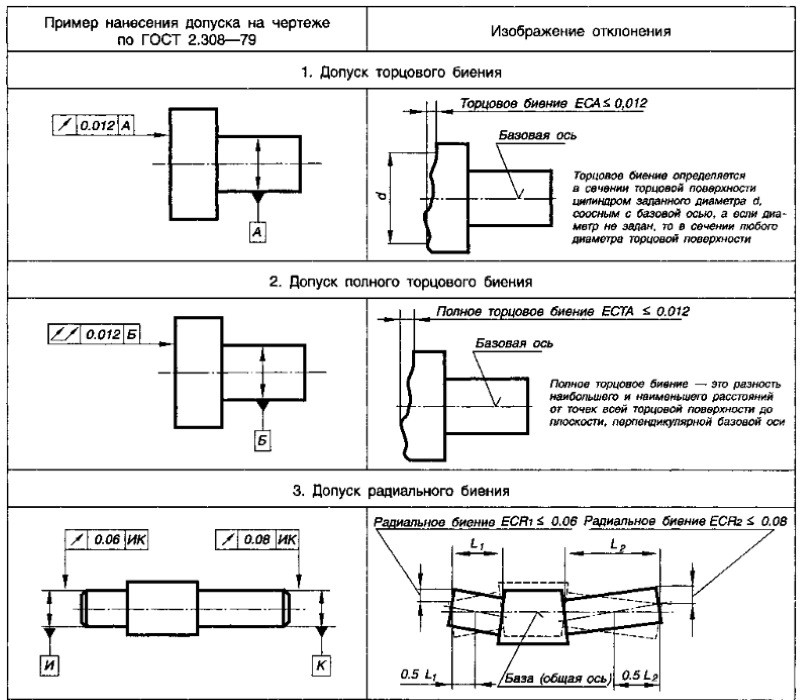
Нанесение отклонения на чертеже
Указание отклонений на чертежах производится с помощью текстовых записей на полях, в специально предназначенных для этого местах, а также условными обозначениями.
Текстовые записи чаще всего используют в тех случаях, когда применение условных обозначений грозит привести к «затемнению» чертежа, или в тех случаях, когда только с их помощью можно в полном объеме указать технические требования к детали.
Текстовые записи включают в себя такие обязательные элементы, как краткое наименование предусмотренного разработчиками отклонения, а также наименование элемента или его буквенное обозначение. Величины предельных отклонений номинируются в миллиметрах. В тех случаях, когда помечаются отклонения, относящиеся к взаимному расположению поверхностей, то в обязательном порядке указываются те базы, относительно которых они задаются. Это могут быть плоскости симметрии, общие оси, линии и т.п.
Чтобы те допуски, которые относятся к расположению поверхностей и отклонениям форм, не были перемешаны с другими допусками, их указывают в специальных рамках прямоугольной формы, соединенных выносными или другими линиями с контурными линиями поверхностей, осями симметрии или размерными линиями. При этом рамки делятся на две или три части, в первой из которых указывается символ отклонения, во второй – его предельная величина, а в третьей (при необходимости) – обозначение базовой поверхности.
Видео:100 2221 Проверка соосности валов.Скачать

Виды допусков расположения
Соблюдение всех размеров, разрешённых отклонений, указанных на рабочих чертежах, определяет качественную и долговечную работу собранного агрегата. С этой целью задают допуски расположения. Они определяют взаимное ориентирование и расстояния между отдельными плоскостями соседних деталей. К ним относятся следующие параметры:
- параллельности и перпендикулярности;
- угла наклона образованного поверхностями двух соседних деталей;
- соосности (стабильность расстояний между валами);
- пересечение осей;
- симметричности (степень сохранения симметрии одной части детали относительно другой).
Допуск расположения необходим при сборке отдельных деталей устанавливаемых в готовый агрегат. Его делят на две категории: зависимый и независимый.
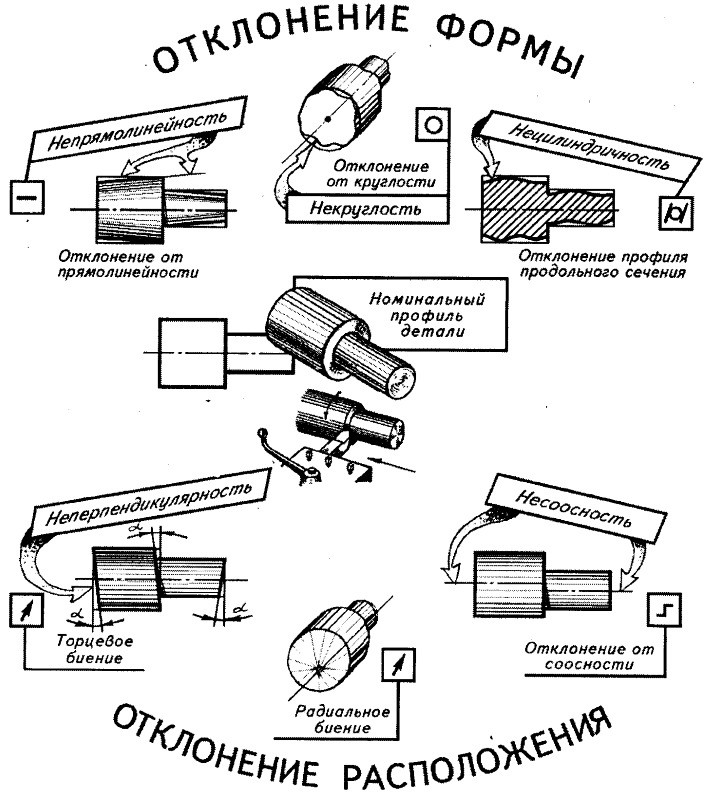
Отклонения и допуски расположения
От точного места взаимного расположения отдельных деталей зависит его правильное и длительное функционирование. Обеспечение правильности сборки определяет допуск расположения. Он устанавливает приемлемое ограничение параметров соседних поверхностей. Это ограничение задаётся специально выделенным полем. Отклонения расположения соседних поверхностей могут быть независимы друг от друга.
Суммарные допуски
Все виды разрешённых отклонений, указываются для конкретной части изделия. Отмеченные данные суммируются. Полученный результат называется суммарным допуском. К нему относятся:
- параметры различных биений (радиального, торцового);
- результирующие характеристики формы обработанной заготовки.
Итоговое значение определяется как расположение контрольных точек вдоль заданной прямой или линии более высокого порядка.
Видео:Допуски формы и расположения поверхностейСкачать

Прямолинейные направляющие
В процессе эксплуатации некоторых деталей и узлов оптико-механических приборов, возникает необходимость в их перемещении с прямолинейным или вращательным вектором движения.
Возвратно-поступательные движения в процессе измерений, которые совершают детали, например такие как: визирная сетка, стол для юстировки оптических изделий, микрометрические узлы и пр., требуют весьма жёстких параметров допуска прямолинейности.
Детали, которые обеспечивают перемещение по сопрягаемым поверхностям других сегментов деталей в определённом направлении, называются направляющими.
У направляющих деталей есть виды, которые определяют характер изделия. По виду движения детали делятся на направляющие прямолинейного движения и направляющие, которые совершают вращательные движения. По способу перемещения направляющие делятся на детали, работающие в режиме скольжения и детали, используемые для передвижения качением.
Одним из условий нормальной работы оборудования является прямолинейность перемещений рабочих органов, что в первую очередь зависит от прямолинейности направляющих, а так как большинство поверхностей деталей машин задействованы для различного рода, перемещений сопрягаемых кинематических элементов, их контроль является наиболее трудоёмкой частью работы по обеспечению качества.
Направляющие прямолинейного движения, как правило, выполнены в форме призматического или цилиндрического профиля, которые обеспечивают прямолинейность перемещений рабочих элементов станка в заданном направлении и принимают воздействующие на них определённой силы.
В ходе испытания станка на точность, в первую очередь, проверяют характер работы основных механизмов. Сюда относится погрешность вращения шпинделей, прямолинейность или плоскостность направляющих элементов, поверхностей столов, прямолинейность перемещения суппорта, работоспособность ходового винта станка и прочее.
Далее, проверяют соответствие взаимного положения и функционирования узлов и элементов станка. К данному контролю относится параллельность или перпендикулярность базовых направляющих или поверхностей рабочих столов и осей шпинделей.
Сюда же относятся отклонения параметров отклонений шпинделей, например параллельность шпинделя станка и вала внутришлифовального устройства или допуск соосности шпинделя токарного станка и осевого положения пиноли задней бабки.
При контроле точности станков, устанавливаемых на опоры в количестве более трёх точек, необходимо проверять прямолинейность перемещения в рабочей плоскости и отсутствие перекосов узлов при перемещении.
Все виды направляющих, используемые в тех или иных условиях, должны отвечать стандартным техническим требованиям: иметь необходимую точность, плавность движения, минимальное трение и соответственно малый износ.
Такие условия обеспечиваются за счет выбора качественных материалов сопрягаемых деталей со сходными параметрами, способом обработки, способствующим образованию малой величины шероховатости, а также за счет применения инновационных смазок.
Видео:Центровка валов. Приборы для центровки валов. Для чего нужна центровка валов?Скачать

Допуск перпендикулярности
Допуск перпендикулярности поверхности относительно базовой поверхности.
Допуск перпендикулярности боковой поверхности 0,02мм относительно базовой плоскости А. Отклонение перпендикулярности – это отклонение угла между плоскостями от прямого угла (90°), выраженное в линейных единицах D на длине нормируемого участка L.
Рис 23. Схема замера отклонения перпендикулярности
Замер можно проводить несколькими индикаторами выставленными на «0» по эталону.
Допуск перпендикулярности оси отверстия относительно поверхности в диаметральном выражении 0,01 мм на радиусе замера R = 40 мм.
Рис 24. Схема замера отклонения перпендикулярности оси
Допуск перпендикулярности назначается на поверхности, определяющей функционирование изделия. Например: для обеспечения равномерного зазора или плотного прилегания по торцам изделия, перпендикулярности осей и плоскости технологических приспособлений, перпендикулярности направляющих и т.д.
Видео:Разворот вала в центрах. Проверка соосностиСкачать

Допуски цилиндричности, круглости, профиля продольного сечения
| Интервалы номинальных размеров, мм | степень точности | |||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
| мкм | мм | |||||||||||||||
| ≤ 3 | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 0,08 | 0,12 | 0,2 | 0,3 |
| > 3 ≤ 10 | 0,4 | 0,6 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 0,1 | 0,16 | 0,25 | 0,4 |
| > 10 ≤ 18 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 0,12 | 0,2 | 0,3 | 0,5 |
| > 18 ≤ 30 | 0,6 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 0,16 | 0,25 | 0,4 | 0,6 |
| > 30 ≤ 50 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 12 | 0,2 | 0,3 | 0,5 | 0,8 |
| > 50 ≤ 120 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 0,25 | 0,4 | 0,6 | 1 |
| > 120 ≤ 250 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 0,3 | 0,5 | 0,8 | 1,2 |
| > 250 ≤ 400 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 0,4 | 0,6 | 1 | 1,6 |
| > 400 ≤ 630 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 0,5 | 0,8 | 1,2 | 2 |
| > 630 ≤ 1000 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 0,6 | 1 | 1,6 | 2,5 |
| > 1000 ≤ 1600 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 | 0,8 | 1,2 | 2 | 3 |
| > 1600 ≤ 2500 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 | 1 | 1,6 | 2,5 | 4 |
Примечание. Под номинальным размером понимается номинальный
диаметр поверхности
💡 Видео
Основы центровки валовСкачать

Позиционный допуск. Назначение баз, на примере прямоугольной крышки. Лекция 21Скачать
Выставить соосность при помощи проволоки? Показываем, как это сделать подручными средствами.Скачать

Допуски и посадки под подшипникСкачать

Грамотный контроль вала на соблюдение правила ТейлораСкачать

Читаем и создаем чертежи - Общие допускиСкачать

Общие допуски. Допуски форм и расположенияСкачать

ПлоскостностьСкачать

Приспособления для проверки соосности отверстийСкачать
