
Составной вал (из двух, трех и более частей)-собирают в жесткое соединение с помощью муфт: шлицевых, гладких, цилиндрических, конических и глухих свертных. При этом вал устанавливают и закрепляют на призматических опорах с регулируемой высотой, обязательно соблюдая соосность валов. Соосность проверяют, прикладывая контрольную линейку к валам в вертикальной и горизонтальной плоскости. Между линейкой и валами не должно быть никаких зазоров.
Совпадение осей валов можно проверить также хомутиком, оснащенным индикатором. Хомутик закрепляют на конце одного из валов так, чтобы измерительный стержень индикатора касался наружной поверхности конца второго вала (рис. 1, в). После этого начинают вращать вал с хомутиком вокруг его оси, наблюдая за показаниями стрелки индикатора. После проверки соосности осей валов приступают к установке и закреплению муфт.

Для проверки соосности концов валов двух разных сборочных единиц (агрегатов), например А и Б (рис. 2), применяют специальные поворотные приспособления, представляющие собой съемные кронштейны, закрепляемые на концах валов. Винтами в одном из положений крбнштейна устанавливают (по щупу) зазоры тип между измерительными поверхностями.
Если оси расположены правильно, то зазоры тип будут одинаковы в любом положении кронштейнов при повороте валов А и Б. Если при повороте валов на 180° зазор т увеличится или уменьшится, значит, вал Б перекошен, а если зазор т остается таким же, но изменится величина зазора п, значит, оси валов А и Б параллельны, но не совпадают.
Сборку муфты обычно начинают с подготовки деталей к сборке. Пригоняют шпонки, проверяют посадочные места деталей, собирают муфту. Ниже описана сборка многодисковой муфты. На вал насаживают зубчатое колесо, промежуточное кольцо и фланцевую втулку, которая укрепляется на валу шпонкой и стопорным винтом. Затем приступают к сборке фрикционных дисков, которые своими выступами должны входить в прорези зубчатого колеса и вала. Сначала ставят ведущий диск, затем ведомый и т. д. поочередно. Последним устанавливают ведомый диск.

После набора дисков ставят стопорный диск, у которого в торце имеются отверстия, затем навинчивают гайку, предварительно собранную с кулачками и фиксатором. Фиксатор вводится в любое отверстие диска. Далее устанавливают подвижную втулку, на которую действует рычажная система.
Муфту регулируют следующим образом. Вытянув фиксатор, подтягивают гайку до тех пор, пока при вращении вручную не почувствуется трение между дисками. После этого вращают гайку в обратную сторону, пока не исчезнет трение между дисками, затем в отверстие стопорного диска снова вводят фиксатор. После этого включают муфту. Если при этом усилие включения не превышает усилия, указанного в чертеже, регулирование считают законченным. Если усилие велико, то гайку отворачивают до тех пор, пока усилие станет нормальным.
Сборка валов и осей. Проверка соосности.
К качеству сборки валов, осей и муфт при монтаже предъявляются те же требования, что и к качеству сборки этих деталей на заводе-изготовителе.
При сборке валов практически невозможно добиться абсолютно полного совпадения геометрических осей соединяемых валов с прямой линией — те или иные отклонения неизбежны. Основными из них являются:
1. Перекос осей на некоторый угол, вызывающий торцевое биение плоскостей разъема полумуфт.
2. Радиальное смещение валов на некоторую величину, вызывающее радиальное биение валов и муфт, которое создает дополнительные напряжения в валах, муфтах и подшипниках.
При больших числах оборотов валов за счет радиального смещения возникает вибрация собранных узлов и всей машины, что влечет за собой вытекание смазки из подшипников, дополнительные напряжения в элементах. Таким образом, допустимые величины перекосов и радиальных биений валов зависят от числа их оборотов.
Нормы допустимой вибрации подшипников.
Читайте также: Шестерня пром вала змз 405
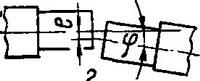
Рисунок 5.
Перекос и радиальное смещение валов чаще всего вызывают вибрацию узлов и перегрузку деталей, поэтому данные величины должны строго ограничиваться. Так, перекос валов не должен превышать 2 мм на каждый метр длины вала.
Величины определяются с помощью инструментов и приспособлений. Наиболее точно величина радиального биения валов определяется индикаторами, а менее точно — линейкой, щупом и приспособлениями. Величины радиального биения валов устанавливаются путем измерения величин при повороте валов на 90°, 180° и 270°. Величина торцевого биения (перекоса) устанавливается путем измерения величин, которые будут равны при отсутствии торцевого биения. Нормы на допустимые величины перекосов и радиального биения валов и муфт указываются в сборочных чертежах или в инструкциях на монтаж, а также приводятся в справочной и специальной литературе.
Муфты собирают при монтаже выходных валов крупных сборочных единиц (например, соединение валов редукторов с валами лебедок), а также при соединении отдельных элементов длинных (трансмиссионных) валов
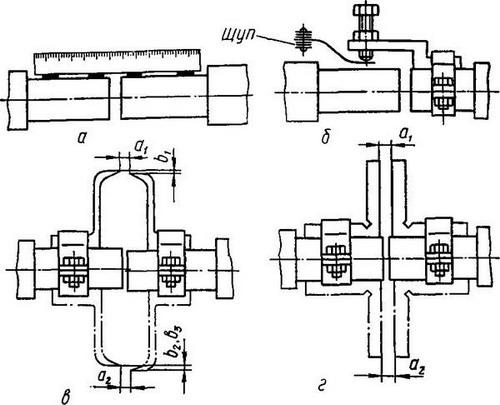
Рисунок 6.
Для проверки соосности концов валов двух разных сборочных единиц (агрегатов), например А и Б, применяют специальные поворотные приспособления, представляющие собой съемные кронштейны, закрепляемые на концах валов. Винтами в одном из положений крбнштейна устанавливают (по щупу) зазоры тип между измерительными поверхностями.
Если оси расположены правильно, то зазоры тип будут одинаковы в любом положении кронштейнов при повороте валов А и Б. Если при повороте валов на 180° зазор т увеличится или уменьшится, значит, вал Б перекошен, а если зазор т остается таким же, но изменится величина зазора п, значит, оси валов А и Б параллельны, но не совпадают.
Ремонт валов и осей
Валы и оси изготавливают из углеродистых и легированных сталей. Большинство валов и осей подвергается улучшению, т. е. закалке с высоким отпуском, поверхностной закалке рабочих поверхностей.
При ремонте валов и осей вначале выполняют сварочные и слесарные работы, так как при их осуществлении возможны деформации детали и могут быть повреждены чисто обработанные поверхности. После сварочных и наплавочных работ валы и оси подвергают правке и предварительной механической обработке. Чистовая обработка рабочих поверхностей вала должна производиться в последнюю очередь.
Ремонт изогнутых валов и осей. Незначительные прогибы валов (менее 0,5 мм) устраняют проточкой или шлифованием. Валы диаметром до 50 мм, прогиб которых не превышает 0,01 длины вала, правят в холодном состоянии с помощью пресса или винтовыми скобами. В выпрямленном без нагрева валу с течением времени частично восстанавливается стрела прогиба.
Для обеспечения неизменяемости формы вала и снятия внутренних напряжений после правки производят термическую обработку, состоящую в выдержке вала при температуре 400—500 °С в течение 0,5—1 ч.
Значительные прогибы валов устраняют горячей правкой под прессом, для чего место изгиба вала нагревают до 600 °С в горне или пламенем газовой горелки. После правки необходимо повторно проверить вал на биение и, если изгиб полностью не устранен, повторить операцию правки.
Центровка валов агрегатов: практическое руководство
Главная страница » Центровка валов агрегатов: практическое руководство







