
Лопатки компрессора изготавливают из коррозионностойких и теплостойких хромистых сталей, титановых и жаропрочных сплавов, композиционных материалов. Алюминиевые сплавы для этих целей практически не используются.
При температурах до 500 °С, применяют титановые сплавы ВТЗ-1, ВТ8М, ВТ9, ВТ18У, ВТ22, ВТ25У, ВТЗЗ и др.
При рабочих температурах 500 . 650 °С используются коррозионно-стойкие и теплостойкие стали 13Х12Н2В2МФА-Ш, 15Х12Н2ВМФАБ-Ш, 15Х16К5Н2ВМФАБ-Ш, 13Х14НВФРЛ, 1Х12Н2ВМФ и др.
При температурах 650 . 800 °С(лопатки последних ступеней компрессора)применяют жаропрочные сплавы на никелевой основе (ХН70МВТЮБ, ХН77ТЮ, ХН45МВТЮБР).
Ведутся активные разработки по использованию для изготовления лопаток компрессора композиционных материалов на металлической и неметаллической основе и интерметаллидных материалов, в частности боропластиков, бороалюминиевых композиций, сплавов системы Ti-Al.
В производстве заготовок лопаток компрессора применяются:
— штамповка на горячештамповочных прессах (винтовых и кривошипных);
— холодное и горячее (изотермическое) вальцевание.
Штампованные заготовки лопаток получают из горячекатаных прутков. Шероховатость поверхности исходных заготовок перед штамповкой должна быть не ниже Rz = 40 мкм.
Изотермическая штамповка позволяет получать за один или несколько переходов высокоточные заготовки лопаток разных конфигураций и размеров, включая заготовки лопаток с антивибрационными полками. В качестве деформирующего оборудования применяют универсальные гидравлические прессы с регулируемой скоростью рабочего хода ползуна или специализированные прессы (модели ПА2634, ПА2638, ПА2642) с усилием 2,5; 6,3 и 16 МН.
Высокоскоростное выдавливание заключается в пластическом формоизменении металла вследствие деформирующего усилия инструмента, движущегося со скоростью порядка нескольких десятков метров в секунду. Высокие скорости деформирования создают более благоприятные схемы напряженного состояния, что улучшает условия течения металла и способствует заполнению труднодоступных мест формообразующей полости штампа.
Основные преимущества высокоскоростного выдавливанияприменительно к производству лопаток:
— возможность получения заготовок с тонкими кромками;
— практически исключается теплообмен между заготовкой и штампом;
— уменьшается трение между поверхностями заготовки и штампа.
Высокоскоростное выдавливание используется для получения точных заготовок лопаток длиной до 150 мм из титановых сплавов и жаропрочных сталей. Припуск по перу для лопаток из жаропрочных сталей составляет 0,05 . 0,25 мм, а для лопаток из титановых сплавов — 0,2 . 0,6 мм на сторону.
При назначении режимов высокоскоростного выдавливания учитываются зависимости пластичности, структуры и механических свойств материала лопаток от температуры, степени и скорости деформации.
При температуре нагрева исходных заготовок 960 . 1050 °С допустимая степень деформации титановых сплавов ВТЗ-1, ВТ8, ВТ9, ВТ18У в условиях высокоскоростной осадки достигает 90 %.
Допустимая степень деформации жаропрочных сталей ЭИ961Ш, ЭП51ТШ в диапазоне температур нагрева исходных заготовок 830 . 1220 °С составляет более 90 %.
Выдавливание производится в постоянно нагретой до 300 . 350 °С матрице.
Рациональные области применения заготовительных технологических процессов выбираются с учетом себестоимости, физико-механических и технологических свойств материалов, технологии последующей обработки и многих других факторов.
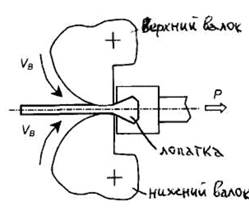
Холодное вальцевание. Это завершающая формообразующая операция в технологическом процессе изготовления лопаток, заключающаяся в том, что предварительно точно обработанную заготовку подвергают пластической деформации при комнатной температуре. Холодное вальцевание характеризуется распространением деформации вдоль заготовки и локальным очагом деформации.
Холодное вальцевание применяют при изготовлении одно-замковых и беззамковых лопаток длиной до 400 мм из сталей, титановых и жаропрочных сплавов. Вальцеванием формируют окончательный про филь пера лопатки из заготовок, полученных изотермической штамповкой, предварительным точением на специальных оправках, шлифованием или фрезерованием
При многопереходном вальцевании лопатку подвергают промежуточным отжигам для снятия деформационного упрочнения и остаточных напряжений. Число переходов устанавливается в зависимости от величины припуска (обычно предусматривается 1 . 4 перехода) и свойств деформируемого материала (допустимой степени деформации).
Например, допустимая степень деформации заготовок из стали 13Х12Н2В2МФА за один переход не должна превышать 35 %, а титанового сплава ВТЗ-1 -16 . 17 %. Скорость вальцевания зависит от обрабатываемого материала: для стали 13X11Н2В2МФ (ЭИ961) она составляет 10. 20 м/мин, а для стали 15Х16К5Н2МВФАБ (ЭП866Ш) и сплава ХН45МВТЮБР (ЭП718ИД) — 0,5 . 1 м/мин при длине до 100 мм и 1 . 2 м/мин при длине 200 . 250 мм.
После последнего перехода предусматривается термообработка в инертном газе или вакууме.
Шероховатость поверхности пера после холодного вальцевания Ra = = 0,32 мкм. Вальцевание позволяет исключить из технологического процесса изготовления лопатки операции шлифования, полирования и деформационного поверхностного упрочнения пера. Снижает трудоемкость изготовления лопатки на 35 . 40 %, объем ручных полировальных работ — на 50 . 55 %, повышает КИМ с 0,2 до 0,35.
Вальцевание производят на специальных установках типа УДЛ-100-7 (для лопаток длиной до 100 мм), ВС-2, ВС100М и др.
Наиболее распространенный материал для изготовления вальцованных лопаток — жаропрочный сплав ЭП718ИД.
Вальцевание выполняется от окончательно обработанных конструкторских базовых поверхностей, что обеспечивает взаимное расположение профиля пера и хвостовика лопатки.
Горячее вальцевание имеет следующие преимущества по сравнению с холодным вальцеванием:
— обеспечение необходимой величины деформации и получение в условиях равномерного и стабильного температурного поля профилей толщиной до 0,1 мм;
— снижение сил деформирования и достаточная стабильность процесса вальцевания;
— высокое качество поверхности пера;
— получение мелкозернистой равноосной структуры материала, обладающей высокими механическими свойствами.
В процессе вальцевания заготовку нагревают до требуемой температуры электрическим током, пропускаемым через зону деформации. Оптимальная температура изотермического вальцевания зависит от материала. Например, титановый сплав ВТЗ-1 вальцуют при температуре 920 °С. Ток подводится к штампам, вальцующим заготовку. Нагреву подвергается только зона деформации, перемещающаяся вдоль пера. Для нагрева используется регулируемый источник питания переменного тока с напряжением 10 . 20 В, мощностью 120 . 200 кВт.
Подходящие марки сплавов для изготовления лопаток паровых турбин
В лопатках паровых турбин используются коррозионностойкая и жаропрочная сталь согласно требованиям ГОСТ 18968—73 и специальные металлические сплавы на никелевой основе.


Характеристики сплавов для лопаток паровых турбин
Выбор марки стали для изготовления лопаток паровых турбин зависит от температурного режима в среде эксплуатации:
Указанные марки — это мартенситный и мартенситно-ферритный классы.
В процессе работы лопаток при 600—650°C и выше изготовление производится из аустенитной стали с повышенным составом марганца и никеля. К ним относятся марки 09Х14Н19В2БР1 и ХН35ВТ (до 650°C) и ХН35ВТК — до 700°C.
Читайте также: Почему не запускается компрессор ремеза
Сплавы на никелевой основе ХН70ВМЮТ, ХН80ТБЮ применяются для производства лопаток газовых турбин, действующих в температурном режиме до 800°C.
Свойства сплавов

Востребованность и актуальность использования сплавов для лопаток определяют следующие свойства:
- прочность;
- стойкость к коррозии;
- малая плотность.
Для последних ступеней применяются титановые сплавы, в случае, когда необходимо увеличение длины рабочей лопатки от 1000 мм, при неизменной частоте вращения ротора, равной 3000 оборотов в минуту.
Технические условия применения
В турбинах современного производства ступени с длиной рабочей части до 960 мм удовлетворительно работают на протяжении многих часов.
Применение сплава марки ТС5 для лопаток последних ступеней турбины К-1200-240 доказано опытным путем.
Химический состав должен находится в правильном соотношении процентов по массе. Такими же критериями определяются механические свойства заготовок, прошедших своевременную и правильную обработку.
Лопатки отличаются наличием специальных поверхностей с припусками или в финальные размеры, которые в большинстве случаев формируются на этапе заготовок. Это требует высокой степени пластичности материала.
Пластичность металла позволяет лопаткам эффективное расклепывание соединяющих с бандажной лентой шипов. Заготовки также производятся с помощью точного литья, что определяет свойства применяемых для производства материалов (металл должен обладать хорошими литейными характеристиками).
Механическая обработка производится путем использования определенного процесса резания: обработка на фрезерном станке, зенкерование и развертывание, шлифовка и полировка, сверление, точение и другие методы. Материалы для изготовления лопаток должны иметь хорошую обрабатываемость всеми перечисленными способами.
В компании МСК вы можете заказать высококачественные стали и сплавы для машиностроения. Редкие марки в наличии. Оставьте заявку на необходимый металл, мы свяжемся с вами и подробно проконсультируем по наличию и стоимости.
Познавательно — лопатки реактивного двигателя.
Наверное, всем известно, что как китайцы не стараются, скопировать современные реактивные двигатели они не могут. Все. что могли — скопировали и получили свою СУшку, а вот двигатель все равно приходится покупать в РФ. Вот только что прочитал статью на ВиМе :http://www.warandpeace.ru/ru/news/view/74298/ «Китаю до сих пор не удается скопироватьсовременный реактивный двигатель». Причем, я понимаю, что там имеют место ультрасовеременные технологии, наработки, математика и прочее, прочее, прочее. Но для того, чтобы понимать более детально в чем тут собственно дело рекомендую прочитать следующую статью.
Мощность любого теплового двигателя определяет температура рабочего тела — в случае реактивного двигателя это температура газа, вытекающего из камер сгорания. Чем выше температура газа, тем мощнее двигатель, тем больше его тяга, тем выше экономичность и лучше весовые характеристики. В газотурбин ном двигателе имеется воздушный компрессор. Его приводит во вращение газовая турбина, сидящая с ним на одном валу. Компрессор сжимает атмосферный воздух до 6-7 атмосфер и направляет его в камеры сгорания, куда впрыскивается топливо — керосин. Поток вытекающего из камер раскаленного газа — продуктов сгорания керосина — вращает турбину и, вылетая через сопло, создает реактивную тягу, движет самолет. Высокие температуры, возникающие в камерах сгорания, потребовали создания новых технологий и применения новых материалов для конструирования одного из наиболее ответственных элементов двигателя — статорных и роторных лопаток газовой турбины. Они должны в течение многих часов, не теряя механической прочности, выдерживать огромную температуру, при которой многие стали и сплавы уже плавятся. В первую очередь это относится к лопаткам турбины — они воспринимают поток раскаленных газов, нагретых до температур выше 1600 К. Теоретически температура газа перед турбиной может достигать 2200 К (1927 о C). В момент зарождения реактивной авиации — сразу после войны — материалов, из которых можно было изготовить лопатки, способные длительно выдерживать высокие механические нагрузки, в нашей стране не существовало.
Вскоре после окончания Великой Отечественной войны работу по созданию сплавов для изготовле ния турбинных лопаток начала специальная лаборатория в ВИАМе. Ее возглавил Сергей Тимофеевич Кишкин.
Первую отечественную конструкцию турбореактивного двигателя еще до войны создал в Ленинграде конструктор авиационных двигателей Архип Михайлович Люлька. В конце 1930-х годов он был репрессиро ван, но, вероятно, предвидя арест, чертежи двигателя успел закопать во дворе института. Во время войны руководство страны узнало, что немцы уже создали реактивную авиацию (первым самолетом с турбореак тивным двигателем был немецкий «хейнкель» He-178, сконструированный в 1939 году в качестве летающей лаборатории; первым серийным боевым самолетом стал двухмоторный «мессершмит» Me-262. Тогда Сталин вызвал Л. П. Берия, который курировал новые военные разработки, и потребовал найти тех, кто у нас в стране занимается реактивными двигателями. А. М. Люльку быстро освободили и дали ему в Москве на улице Галушкина помещение под первое конструкторское бюро реактивных двигателей. Свои чертежи Архип Михайлович нашел и выкопал, но двигатель по его проекту сразу не получился. Тогда просто взяли купленный у англичан турбореактивный двигатель и повторили его один к одному. Но дело уперлось в материалы, которые отсутствовали в Советском Союзе, однако имелись в Англии, и состав их, конечно, был засекречен. И все-таки расшифровать его удалось.
Приехав в Англию для ознакомления с производством двигателей, С. Т. Кишкин всюду появлялся в ботинках на толстой микропористой подошве. И, посетив с экскурсией завод, где обрабатывали турбинные лопатки, он возле станка, как бы невзначай, наступил на стружку, упавшую с детали. Кусочек металла врезался в мягкую резину, застрял в ней, а потом был вынут и уже в Москве подвергнут тщательному анализу. Результаты анализа английского металла и большие собственные исследования, проведенные в ВИАМе, позволили создать первые жаропрочные никелевые сплавы для турбинных лопаток и, самое главное, разработать основы теории их строения и получения.
Было установлено, что основным носителем жаропрочности таких сплавов служат субмикроскопичес кие частицы интерметаллической фазы на основе соединения Ni3Al. Лопатки из первых жаропрочных никелевых сплавов могли длительно работать, если температура газа перед турбиной не превышала 900-1000 К.
Лопатки первых двигателей штамповали из сплава, отлитого в пруток, до формы, отдаленно напоминающей готовое изделие, а затем долго и тщательно обрабатывали на станках. Но здесь возникла неожиданная сложность: чтобы повысить рабочую температуру материала, в него добавили легирующие элементы — вольфрам, молибден, ниобий. Но они сделали сплав настолько твердым, что штамповать его стало невозможно — формовке методами горячей деформации он не поддавался.
Тогда Кишкин предложил лопатки отливать. Конструкторы-мотористы возмутились: во-первых, после литья лопатку все равно придется обрабатывать на станках, а главное — как можно литую лопатку ставить в двигатель? Металл штампованных лопаток очень плотен, прочность его высока, а литой металл остается более рыхлым и заведомо менее прочным, чем отштампованный. Но Кишкин сумел убедить скептиков, и в ВИАМе создали специальные литейные жаропрочные сплавы и технологию литья лопаток. Были проведены испытания, после чего практически все авиационные турбореактивные двигатели стали выпускать с литыми турбинными лопатками.
Первые лопатки были сплошными и долго выдерживать высокую температуру не могли. Требовалось создать систему их охлаждения. Для этого решили делать в лопатках продольные каналы для подачи охлаждающего воздуха от компрессора. Идея эта была не ахти: чем больше воздуха из компрессора уйдет на охлаждение, тем меньше его пойдет в камеры сгорания. Но деваться было некуда — ресурс турбины необходимо увеличить во что бы то ни стало.
Читайте также: Как выбрать компрессор для автомобиля для накачивания колес
Стали конструировать лопатки с несколькими сквозными охлаждающими каналами, расположенны ми вдоль оси лопатки. Однако скоро выяснилось, что такая конструкция малоэффективна: воздух сквозь канал протекает слишком быстро, площадь охлаждаемой поверхности мала, тепло отводится недостаточно. Пытались изменить конфигурацию внутренней полости лопатки, вставив туда дефлектор, который отклоняет и задерживает поток воздуха, или сделать каналы более сложной формы. В какой-то момент специалистами по авиационным двигателям овладела заманчивая идея — создать целиком керамическую лопатку: керамика выдерживает очень высокую температуру, и охлаждать ее не нужно. С тех пор прошло почти пятьдесят лет, но пока никто в мире двигателя с керамическими лопатками так и не сделал, хотя попытки продолжаются.
Технология изготовления турбинных лопаток называется литьем по выплавляемым моделям. Сначала делают восковую модель будущей лопатки, отливая ее в пресс-форме, в которую предварительно вкладывают кварцевые цилиндрики на место будущих каналов охлаждения (потом стали использовать другие материалы). Модель покрывают жидкой керамической массой. После ее высыхания воск вытапливают горячей водой, а керамическую массу обжигают. Получается форма, выдерживающая температуру расплавленного металла от 1450 до 1500 о С в зависимости от марки сплава. В форму заливают металл, который застывает в виде готовой лопатки, но с кварцевыми стержнями вместо каналов внутри. Стержни удаляют, растворяя в плавиковой кислоте. Эту операцию проводит в герметически закрытом помещении работник в скафандре со шлангом для подачи воздуха. Технология неудобная, опасная и вредная.
Чтобы исключить эту операцию, в ВИАМе начали делать стержни из оксида алюминия с добавкой 10-15% оксида кремния, который растворяется в щелочи. Материал лопаток со щелочью не реагирует, а остатки оксида алюминия удаляют сильной струей воды.
В повседневной жизни мы привыкли считать литые изделия очень грубыми и шероховатыми. Но нам удалось подобрать такие керамические составы, что форма из них получается совершенно гладкой и отливка механической обработки почти не требуется. Это намного упрощает работу: лопатки имеют очень сложную форму, и обрабатывать их нелегко.
Новые материалы потребовали новых технологий. Какими бы удобными ни были добавки оксида кремния в материал стержней, от него пришлось отказаться. Температура плавления оксида алюминия Al2O3 — 2050 о С, а оксида кремния SiO2 — только около 1700 о С, и новые жаропрочные сплавы разрушали стержни уже в процессе заливки.
Чтобы форма из оксида алюминия сохраняла прочность, ее обжигают при температуре более высокой, чем температура жидкого металла, который в нее заливают. Кроме того, внутренняя геометрия формы при заливке не должна меняться: стенки лопаток очень тонкие, и размеры должны точно соответствовать расчетным. Поэтому допустимая величина усадки формы не должна превышать 1%.
ПОЧЕМУ ОТКАЗАЛИСЬ ОТ ШТАМПОВАННЫХ ЛОПАТОК

Как уже говорилось, после штамповки лопатку приходилось обрабатывать на станках. При этом 90% металла уходило в стружку. Была поставлена задача: создать такую технологию точного литья, чтобы сразу получался заданный профиль лопатки, а готовое изделие оставалось бы только отполировать и нанести на него теплозащитное покрытие. Не менее важна и конструкция, которая образуется в теле лопатки и выполняет задачу ее охлаждения.
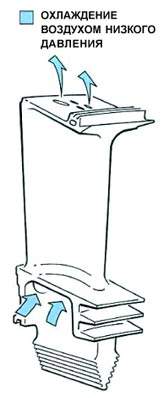
Таким образом, весьма важно сделать лопатку, которая эффективно охлаждается, не снижая температуру рабочего газа, и обладает высокой длительной прочностью. Эту задачу удалось решить, скомпоновав каналы в теле лопатки и выходные отверстия из нее так, чтобы вокруг лопатки возникала тонкая воздушная пленка. При этом разом убивают двух зайцев: раскаленные газы с материалом лопатки не соприкасаются, а следовательно, и не нагревают ее и сами не охлаждаются.
Здесь возникает некоторая аналогия с тепловой защитой космической ракеты. Когда ракета на большой скорости входит в плотные слои атмосферы, начинает испаряться и сгорать так называемое жертвенное покрытие, закрывающее головную часть. Оно берет на себя основной тепловой поток, а продукты его сгорания образуют своего рода защитную подушку. В конструкции турбинной лопатки заложен такой же принцип, только вместо жертвенного покрытия используется воздух. Правда, лопатки нужно защищать еще и от эрозии и от коррозии.
Порядок изготовления лопатки таков. Сначала создается никелевый сплав с заданными параметрами по механической прочности и жаропрочности, для чего в никель вводятся легирующие добавки: 6% алюминия, 6-10% вольфрама, тантала, рения и немного рутения. Они позволяют добиться максимальных высокотемпературных характеристик для литых сплавов на основе никеля (есть соблазн еще повысить их, используя больше рения, но он безумно дорог). Перспективным направлением считается использование силицида ниобия, но это — дело далекого будущего.
Но вот сплав залит в форму при температуре 1450 о С и вместе с ней охлаждается. Остывающий металл кристаллизуется, образуя отдельные равноосные, то есть примерно одинакового размера по всем направлениям, зерна. Сами же зерна могут получаться и крупными и мелкими. Сцепляются они ненадежно, и работающие лопатки разрушались по границам зерен и разлетались вдребезги. Ни одна лопатка не могла проработать дольше 50 часов. Тогда мы предложили ввести в материал формы для литья модификатор — кристаллики алюмината кобальта. Они служат центрами, зародышами кристаллизации, ускоряющими процесс образования зерен. Зерна получаются однородными и мелкими. Новые лопатки стали работать по 500 часов. Эта технология, которую разработал Е. Н. Каблов, работает до сих пор, и работает хорошо. А мы в ВИАМе нарабатываем алюминат кобальта тоннами и поставляем его на заводы.
Мощность реактивных двигателей росла, температура и давление газовой струи повышались. И стало ясно, что многозеренная структура металла лопатки в новых условиях работать не сможет. Нужны были другие идеи. Они нашлись, были доведены до стадии технологической разработки и стали называться направленной кристаллизацией. Это значит, что металл, застывая, образовыва ет не равноосные зерна, а длинные столбчатые кристаллы, вытянутые строго вдоль оси лопатки. Лопатка с такой структурой станет очень хорошо сопротивляться излому. Сразу вспоминается старая притча про веник, который переломить не удается, хотя все его прутики по отдельности ломаются без труда.
Читайте также: Газовый компрессор высокого давления frosp
КАК ПРОИЗВОДЯТ НАПРАВЛЕННУЮ КРИСТАЛЛИЗАЦИЮ
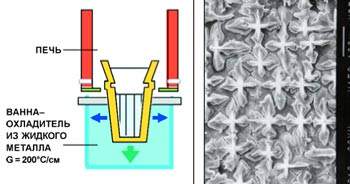
Чтобы кристаллы, образующие лопатку, росли должным образом, форму с расплавленным металлом медленно вынимают из зоны нагрева. При этом форма с жидким металлом стоит на массивном медном диске, охлаждаемом водой. Рост кристаллов начинается снизу и идет вверх со скоростью, практически равной скорости выхода формы из нагревателя. Создавая технологию направленной кристаллизации, пришлось измерить и рассчитать множество параметров — скорость кристаллизации, температуру нагревателя, градиент температуры между нагревателем и холодильником и др. Требовалось подобрать такую скорость движения формы, чтобы столбчатые кристаллы прорастали на всю длину лопатки. При соблюдении всех этих условий вырастают 5-7 длинных столбчатых кристаллов на каждый квадратный сантиметр сечения лопатки. Эта технология позволила создать новое поколение авиационных двигателей. Но мы пошли еще дальше.
Изучив рентгенографическими методами выращенные столбчатые кристаллы, мы поняли, что всю лопатку целиком можно сделать из одного кристалла, который не будет иметь межзёренных границ — наиболее слабых элементов структуры, по которым начинается разрушение. Для этого сделали затравку, которая позволяла только одному кристаллу расти в заданном направлении (кристаллографическая формула такой затравки 0-0-1; это означает, что в направлении оси Z кристалл растет, а в направлении X-Y — нет). Затравку поставили в нижнюю часть формы и залили металл, интенсивно охлаждая его снизу. Вырастающий монокристалл приобретал форму лопатки.
Американские инженеры применяли для охлаждения медный водоохлаждаемый кристаллизатор. А мы после нескольких экспериментов заменили его ванной с расплавленным оловом при температуре 600-700 К. Это позволило точнее подбирать необходимый градиент температуры и получать изделия высокого качества. В ВИАМе построили установки с ваннами для выращивания монокристалличес ких лопаток — очень совершенные машины с компьютерным управлением.
В 1990-х годах, когда распался СССР, на территории Восточной Германии остались советские самолеты, в основном истребители МиГ. У них в двигателях стояли лопатки нашего производства. Металл лопаток исследовали американцы, после чего довольно скоро их специалисты приехали в ВИАМ и попросили показать, кто и как его создал. Оказалось, что им была поставлена задача сделать монокристаллические лопатки метровой длины, которую они решить не могли. Мы же сконструировали установку для высокоградиентного литья крупногабаритных лопаток для энергетических турбин и попытались предложить свою технологию Газпрому и РАО «ЕЭС России», но они интереса не проявили. Тем не менее у нас уже практически готова промышленная установка для литья метровых лопаток, и мы постараемся убедить руководство этих компаний в необходимости ее внедрения.
Кстати, турбины для энергетики — это еще одна интересная задача, которую решал ВИАМ. Самолетные двигатели, выработавшие ресурс, стали использовать на компрессорных станциях газопроводов и в электростанциях, питающих насосы нефтепроводов. Сейчас стала актуальной задача создать для этих нужд специальные двигатели, которые работали бы при гораздо меньших температурах и давлении рабочего газа, но гораздо дольше. Если ресурс авиационного двигателя порядка 500 часов, то турбины на нефтегазопроводе должны работать 20-50 тыс. часов. Одним из первых ими начало заниматься самарское конструкторское бюро под руководством Николая Дмитриевича Кузнецова.
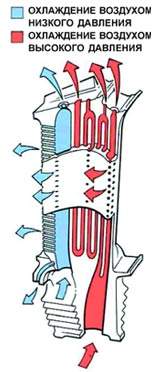
Монокристаллическая лопатка вырастает не сплошной — внутри у нее имеется полость сложной формы для охлаждения. Совместно с ЦИАМом мы разработали конфигурацию полости, которая обеспечивает коэффициент эффективности охлаждения (отношение температур металла лопатки и рабочего газа), равный 0,8, почти в полтора раза выше, чем у серийных изделий.
Вот эти лопатки мы и предлагаем для двигателей нового поколения. Сейчас температура газа перед турбиной едва дотягивает до 1950 К, а в новых двигателях она дойдет до 2000-2200 К. Для них мы уже разработали высокожаропрочные сплавы, содержащие до пятнадцати элементов таблицы Менделеева, в том числе рений и рутений, и теплозащитные покрытия, в которые входят никель, хром, алюминий и иттрий, а в перспективе — керамические из оксида циркония, стабилизированного оксидом иттрия.
В сплавах первого поколения присутствовало небольшое количество углерода в виде карбидов титана или тантала. Карбиды располагаются по границам кристаллов и понижают прочность сплава. От карбида мы избавились и заменили рением, повысив его концентрацию от 3% в первых образцах до 12% в последних. Запасов рения у нас в стране мало; есть месторождения в Казахстане, но после развала Советского Союза его полностью скупили американцы; остается остров Итуруп, на который претендуют японцы. Зато рутения у нас много, и в новых сплавах мы успешно заменили им рений.
Уникальность ВИАМа заключается в том, что мы умеем разрабатывать и сплавы, и технологию их получения, и методику отливки готового изделия. Во все лопатки вложен огромный труд и знания всех работников ВИАМа.
Кандидат технических наук И. ДЕМОНИС, заместитель генерального директора ВИАМа
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала