

Валы и оси могут иметь в результате эксплуатации следующие дефекты: износ и задиры посадочных шеек под подшипники; износ и смятие рабочих поверхностей, шпоночных канавок, шлицев, резьбы и т.п.; погнутость и скручивание вала; трещины и изломы. Существуют различные способы ремонта валов и осей, которые зависят от вида дефекта детали.
Перед началом ремонта вала следует проверить состояние центровых отверстий на торцах и при необходимости восстановить их точением на токарном станке.
Скрученность вала более 0,25° на длине 1000 мм считается недопустимым и вал выбраковывается. Валы, оси и цилиндрические гладкие толкатели с дефектами в виде трещин, отколов, выкрашивания, больших задиров также выбраковываются.
Видео:Как проводится дефектовка коленчатых валовСкачать

Восстановление и правка валов
Прогиб вала или оси устраняют правкой в холодном состоянии или с нагревом. Валы диаметром до 60-80 мм с прогибом до 6-8 мм на 1000 мм длины правят в холодном состоянии с применением винтовых скоб либо под прессом. Валы большого диаметра и с большим прогибом правят в нагретом состоянии (Т=500-650°C). При прогибе вала до 2-4 мм на длине 1000 мм возможна правка способом местного наклепа. Незначительные прогнутости обточенных валов (0,1-0,2 мм на 1000 мм длины) устраняют шлифованием. После правки для снятия внутренних напряжений вал подвергают термической обработке (нагреву до Т=400-450°C с последующей выдержкой в печи при этой температуре в течении 0,5-1 часа).
Посадочные шейки валов восстанавливают до номинальных размеров путем наращивания наплавкой, металлизацией, электролитическим покрытием, полимерами, способами пластического деформирования, точением на ремонтный размер и напрессовкой втулки.
Наиболее распространен метод восстановления размеров шеек вала наплавкой слоя металла. Наплавка в большинстве случаев выполняется по винтовой линии. Не жесткие валы наплавляются продольно, реже наплавка ведется крест-накрест. После наплавки вал очищают от шлака, правят и подвергают термической обработке. Затем вал точится и шлифуется до номинального размера.
При восстановлении шейки вала напрессовкой втулки необходимо предварительно обточить вал так, чтобы толщина стенок втулки была не менее 3 мм.
Шлицевые поверхности валов могут иметь износ, смятие и выкрашивание рабочих поверхностей. Шлицевую часть вала диаметром более 80 мм наплавляют ручной или автоматической наплавкой продольными валиками. Для уменьшения деформаций вала наплавку ведут крест-накрест. Шлицевые поверхности с шириной шлиц до 5 мм чаще заваривают сплошь.
При незначительном износе по ширине (0,1-0,2 мм) шлицы валов восстанавливают раздачей шлицев или электроискровым наращиванием боковых поверхностей с последующим их шлифованием. В отдельных случаях сильно изношенную шлицевую часть вала отрезают, приваривают новый конец заготовки с большим диаметром, обтачивают и нарезают новые шлицы методом обкатки. При любом способе ремонта окончательные размеры шлицев получают механической обработкой.
Шпоночные пазы валов могут иметь такие же неисправности, как и шлицы. Шпоночный паз при износе менее 15% его ширины можно расширить под ремонтный размер фрезерованием. Если геометрическая форма шпоночного паза не восстанавливается фрезерованием, то фрезеруют новый паз, смещенный на 90-120° по отношению к поврежденному, а старый заваривают. На валах крупных размеров изношенный паз заваривают с одной стороны, а затем фрезеруют с противоположной стороны.
Резьба. При незначительном смятии витков и наличии заусенцев, резьбы исправляют прогонкой плашкой на токарном станке или слесарной обработкой вручную. При значительном износе профиля резьбы или при срыве витков резьбовую часть наплавляют с последующей механической обработкой шеек вала резанием и нарезанием новой резьбы номинального размера. В отдельных случаях старую резьбу срезают и на этом месте нарезается резьба меньшего диаметра.
Видео:РЕМОНТ ШЕЙКИ КОЛЕНВАЛА: СВАРКА + ШЛИФОВКА. Минск. AvtoPro.byСкачать

Ремонт и монтаж валов
Ремонт валов
Вали и оси, применяемые в оборудовании, характеризуются большим разнообразием форм, размеров и материалов, из которых они изготовлены.
В процессе эксплуатации валов изнашиваются посадочные места шеек валов, шпоночные канавки, шлицы, резьба, появляется изгиб вала.
Способ ремонта изношенного вала выбирают в зависимости от характера и размеров дефекта, а также технической оснащенности ремонтной базы.
Шейки валов, имеющие небольшие царапины, риски, овальность до 0,1 мм, ремонтируют шлифованием. Если износ значительный, шейки валов протачивают и шлифуют под очередной ремонтный размер, при этом диаметр шеек при ударной нагрузке не должен уменьшаться более 5 %, а при спокойной нагрузке более 10 %.
В тех случаях, когда необходимо восстановить первоначальные размеры шеек, на шейки после их обточки напрессовывают переходные втулки, которые затем обтачивают и шлифуют. Изношенные поверхности валов можно ремонтировать также наращиванием металла металлизацией, хромированием, наплавкой и другими методами.
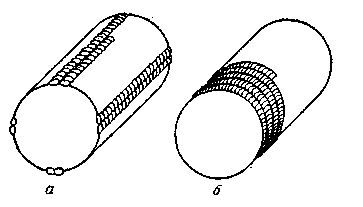
Рисунок – Способы наплавки поверхностей валов
а – вдоль вала; б – по спирали.
Трещины на валах заделываются сваркой. Для этого участок, охваченный трещиной, на всю глубину обрабатывают под сварку (снимают фаски, зачищают свариваемые поверхности). Сварку трещин следует проводить как можно быстрее, чтобы предотвратить закалку металла шва и околошовной зоны, иначе шов может оказаться хрупким.
Поломанные валы восстанавливают сваркой. Прочность восстановленного вала на участке сварки обычно не превышает 60 % прочности целого вала. Поэтому ответственные, сильно нагруженные валы при поломке не ремонтируются, а заменяют новыми.
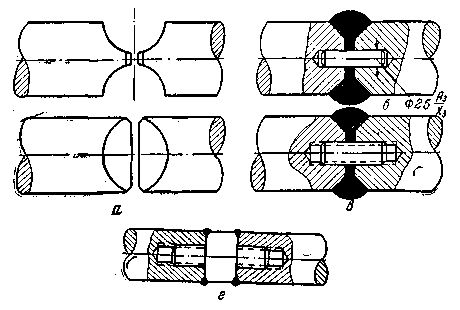
Рисунок – Способы сварки поломанных валов
а – только с подготовкой шва; б – с центрирующим шплинтом; в – с центрирующей шпилькой; г – со вставкой.
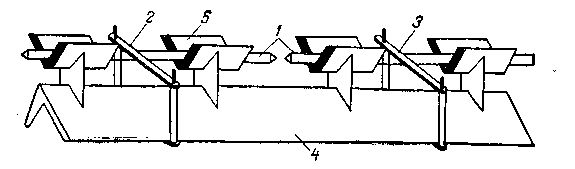
Рисунок – Кондуктор для сварки поломанных валов
1 – поломанный вал; 2, 3 – крепежные планки; 4 – жесткая рама; 5 – центровочная линза
Погнутые валы выправляют механическим способом в холодном состоянии или при нагреве. Правку проводят в центрах с помощью пресса или домкрата.
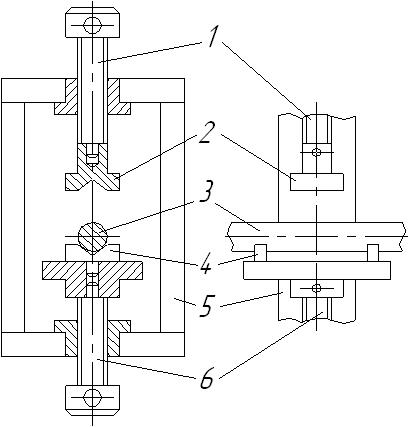
Рисунок – Пресс для правки валов
1, 6 – подвижные винты; 2, 4 – призмы; 3 – выпрямляемый вал; 5 — рама
Читайте также: Да вала 1оажал хьо доттаг1а вехьар
Незначительную погнутость небольших валов (до 0,05% длины) можно выправить молотком с шаровой головкой.
Валы больших диаметров можно выправить путем местного нагрева пламенем горелки до 200 – 600 °С. Температура нагрева и время выдержки при этой температуре должны быть тем выше, чем больше диаметр и прогиб вала. Нагревают только участок прогиба, остальные поверхности защищают от действия пламени горелок. Вал должен остывать медленно, поэтому его оборачивают асбестом. При исправлении больших прогибов методом нагрева восстановленный вал следует отжечь, чтобы снять остаточные напряжения.
Изношенные шпоночные пазы ремонтируют:
— обработкой пазов обеих деталей до следующего по стандарту большего размера шпоночного соединения (кроме пазов в ответственных деталях);
— заваркой шпоночных пазов электронаплавкой с обработкой новых в другом месте;
— заваркой стенок изношенных пазов больших размеров с последующим фрезерованием до стандартного размера.
При износе шлицев их можно ремонтировать путем раздачи зубьев вручную, на токарном или строгальном станках.
Сорванную и забитую резьбу на валу прорезают на другой диаметр, а если это сделать нельзя, то ее заваривают и нарезают новую. Возможна также посадка втулки на проточенное место и нарезание не ней резьбы прежнего размера.
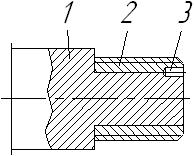
Рисунок – Установка резьбовой втулки на вал
1 – вал; 2 – втулка; 3 – стопорный штифт
Монтаж валов
Валы и оси устанавливают при сборке таким образом, чтобы они занимали правильное положение в пространстве по отношению к базовой детали и другим валам и осям. Это обычно достигается правильной сборкой опор, в которых они покоятся.
Тяжелые валы устанавливают в опоры с помощью подъемных механизмов. При этом валы стропятся пеньковым канатом или стальным тросом, но обязательно с деревянными подкладками, что позволяет предохранить обработанную поверхность валов и деталей, закрепленных на них, от повреждений.
Установка и выверка валов почти всегда связаны с регулированием положения, а иногда и соответствующей обработкой (подшабриванием) подшипников. Одновременно с точным соблюдением положения оси вала добиваются такого сопряжения подшипников с валом, чтобы в пределах допустимых зазоров между ними он проворачивался вокруг своей оси легко и плавно. Шейки валов должны прилегать к соответствующим вкладышам равномерно по всей опорной поверхности. Равномерность контакта проверяют по отпечаткам как на вкладыше, так и на поверхности вала (проверка на краску).
При сборке машин очень важно точно выдержать взаимное расположение валов.
Параллельность валов проверяют штангенциркулем. С его помощью измеряют расстояние между образующими проверяемых валов в нескольких точках, добиваясь равенства результатов замеров путем регулировки положения осей, т. е. подшипников.
Перпендикулярность валов проверяют с помощью специальных угольников.
Горизонтальность валов проверяют уровнемером с призматической опорной поверхностью.
Вертикальность валов проверяют с помощью отвеса.
В монтажной и ремонтной практике часто приходится проверять соосность совместно работающих валов. Соосность валов может быть нарушена в результате радиального смещения осей валов, остающихся параллельными друг другу, или наклона осей, вследствие чего валы оказываются расположенными в разных плоскостях, пересекающихся друг с другом.
Выверка соосности валов называется центровкой. Плохая центровка является причиной быстрого выхода из строя подшипников, узлов уплотнения (сальников), деталей соединительных муфт и самих валов.
Центрируемые валы проверяют одновременно на радиальное смещение и перелом осей в месте соединения. Способ центрирования зависит от конструкции и размеров валов, а также от деталей, насаженных на их концы.
Если на стыкуемые концы валов насажены детали, наружные цилиндрические поверхности которых обработаны концентрично посадочным отверстиям (полумуфты, шкивы), достаточная точность центровки достигается с помощью линейки. К поверхности детали на конце одного из валов прикладывают жесткую линейку и измеряют расстояние между ней и поверхностью детали на другом валу и расстояние между торцами этих деталей в плоскости линейки по периферии. Если валы не смещены и являются соосными, то при совместном их проворачивании эти расстояния должны быть постоянными в любом положении.
Если на концах валов нет точно обработанных деталей, то для их центровки используют специальные приспособления.
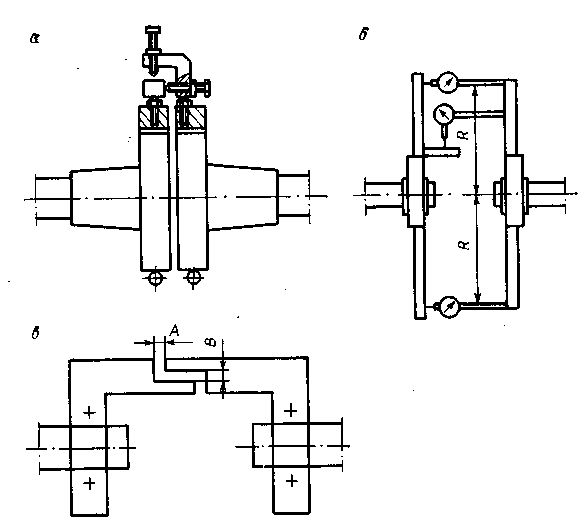
Рисунок – Проверка соосности вала.
а – центровка вала по муфтам; б – центровка с использованием индикаторов;
Видео:Восстановление шеек коленвала наплавкойСкачать

Способ восстановления изношенных шеек валов
Способ может быть использован для ремонта ступенчатых и коленчатых валов в изделиях широкого круга наименований. Изношенную поверхность детали предварительно обрабатывают и устанавливают на нее предварительно нагретый до 350 — 450 o С ремонтный элемент. Прикатывают его к поверхности шейки вала плоскими прикатывателями с приложением к валу крутящего момента. Прихватывают кромки элемента контактной сваркой. Приварку осуществляют сварочными точками в шахматном порядке. Возможно расположение точек в виде сетки со стороной ячейки 10 — 20 мм. Заполняют стыковой зазор между кромкам и ремонтного элемента высокотемпературным твердым припоем. Способ позволяет достичь высокого качества восстановления поверхностных слоев и высоких эксплуатационных показателей. 1 з.п. ф-лы, 3 ил.
Изобретение относится к ремонтной технологии машиностроения и может быть использовано для восстановления ступенчатых и коленчатых валов в изделиях достаточно широкого круга наименований: двигателей внутреннего сгорания, компрессоров, вакуумных насосов, коробок передач и других механизмов.
Известны многочисленные способы восстановления изношенных поверхностей (шеек) валов наплавкой, напылением, электролитическим наращиванием слоев, навивкой проволоки, ленты с последующим их креплением на поверхности электроконтактной сваркой (электроконтактной наплавкой), установкой разрезных втулок, гильз с последующим их закреплением склеиванием, пайкой, сваркой или комбинациями этих процессов.
Достаточно перспективны способы восстановления поверхностных слоев на изношенных деталях из целостного материала: широкой ленты, полосы, полувтулок и полугильз (оболочек), который покрывает цилиндрическую поверхность ступени или шейки вала полностью. Данные способы обеспечивают наиболее полное восстановление механических, технологических и эксплуатационных свойств.
Читайте также: Щеточные валы для моечной машины
Известны способы восстановления изношенных поверхностей составными полувтулками: а. с. 1597256, 1636168, 1690970, 1706828, 1734957, 1756090, 1756089, 1754388, 1785862, 1792817, 1814605, 1830327, 2007287, 2047457, 2062204 и другие.
Известны способы восстановления изношенной поверхности лентой: а.с. 1433739, 1459887, 1710259 и другие.
Общим недостатком перечисленных способов является низкая технологичность их осуществления, производительность, надежность, трудность предотвращения коробления и поводок деталей при достаточно большом объеме электросварочных работ.
Наиболее близким к предлагаемому способу восстановления изношенных поверхностей является а.с. 1278171 «Способ восстановления изношенных поверхностей», который принят за прототип.
Способ-прототип имеет своей целью повышение качества восстановления деталей машин путем предотвращения деформации ленты в поперечном направлении и снижении энергозатрат при электроконтактной сварке. Эта цель согласно описанию существа способа достигается нанесением насечки на подготовленную шлифованием поверхность детали, заполнением образующихся в результате насекания ячеек пастообразным припоем перед укладкой ленты и воздействием сварочного тока по схеме роликовой двухточечной электроконтактной сварки. Сцепление ленты и восстанавливаемой поверхности детали достигается за счет припаивания в области ячеек и образования сварных точек в области выступов (гребешков) на краях ячеек.
Прототип в технологическом отношении несовершенен, так как результаты механического переноса схемы роликовой сварки тонких листов на сварку деталей, где тонкий лист заменен цилиндром, неодинаковы. Выполнение насечки на поверхности детали является неудачной в техническом отношении попыткой реализовать схему рельефной сварки в комбинации с роликовой. Выполнение насечки на поверхности ответственных валов является нежелательным, так как местные углубления на шейках валов могут явиться концентраторами напряжений с последующим развитием усталостных микро- и макротрещин. Известно, что галтели шеек и их цилиндрические поверхности специально подвергают обкатыванию шариками или роликами, которые завальцовывают микротрещины, образующиеся в результате предыдущих обработок.
Представленная в прототипе технологическая схема обвертывания поверхности лентой возможна лишь для тонкого материала. При использовании толстых полос (лент) возможно проскальзывание ролика по поверхности детали или ленты. О применении тонких лент в прототипе свидетельствует и поставленная цель — предотвращение деформации профиля ленты в поперечном сечении.
Режим пайки и сварки в прототипе в первом полуобороте детали будет отличаться от их параметров во втором полуобороте, так как сварочные точки должны получаться у нижнего ролика, а затем после контакта ленты со вторым роликом одновременно и у нижнего, и у верхнего роликов. Во втором полуобороте из-за одностороннего контакта роликов с лентой, из-за деформации под действием усилий сжатия и наличия припоя — проводника будет затруднительно создать высокую плотность тока в отдельных точках-гребешках, а следовательно, и концентрацию тепла, необходимую для размягчения стали. Следовательно, практически будет иметь место расплавление припоя и образование только паяного соединения, а не паяно-сварного. Осуществлению сварки по типу рельефной в значительной степени будет препятствовать масштабный фактор, так как при рельефной сварке контактные выступы, которые специально штампуют, имеют более значительные размеры, чем ячейки при насекании в прототипе. Расход энергозатрат по способу-прототипу во втором полуобороте детали значительно возрастет при одновременном снижении эффективности сцепления ленты с восстанавливаемой поверхностью. Увеличение толщины ленты ведет к еще большему снижению качества закрепления ленты на детали и эффективности использования энергозатрат при сварке по сравнению с использованием тонкого материала из-за затруднений с созданием локальных участков с высокой плотностью тока и, следовательно, концентрированного выделения тепла, вызывающего создание сварочных точек.
Результатом использования способа-прототипа явится возникновение искажений структурно-напряженного состояния поверхностных слоев восстановленных деталей и недостаточная их надежность.
Задачей предлагаемого изобретения является совершенствование способа восстановления изношенных деталей, достижение высокого качества восстановленных поверхностных слоев, уменьшение отклонений в расположении поверхностей изделий и высокие эксплуатационные показатели качества, надежности и долговечности детали в целом.
Поставленная задача достигается последовательным выполнением ряда операций, из которых часть является общей с прототипом, а другие составляют существо предлагаемого изобретения. Общими операциями являются предварительное шлифование изношенной поверхности для устранения отклонений ее формы: овальности, огранки, местных углублений, укладка ленты или полосы на восстанавливаемую поверхность, ее соединение с изношенной деталью, заключительное шлифование и упрочнение поверхностных слоев восстановленных поверхностей.
Специфическими операциями, составляющими существо изобретения, являются прикатывание мерной нагретой полосовой заготовки к восстанавливаемой цилиндрической поверхности с одновременным регламентным соединением ее с деталью одноточечной контактной сваркой и использование в качестве заполнителя стыковочного шва высокотемпературного (твердого) припоя. Прикатывание (прикатка) осуществляется двумя плоскими плашками (прикатывателями), между которыми устанавливается деталь для восстановления поверхности. Нагретая мерная заготовка полосы или ленты подается с подогревателя под верхним прикатывателем на деталь и ее концевой участок соединяется с восстанавливаемой поверхностью точечной сваркой. Прикатывающие плашки совершают встречное поступательное движение и одновременно сжимают между собой восстанавливаемую деталь. Создаваемая схема сил и изгибающих моментов в зоне контакта верхнего прикатывателя с листовой заготовкой приводит к появлению растягивающих напряжений в ее наружных слоях и сжимающих напряжений во внутренних. Это приводит к плотному прилеганию мерной заготовки к восстанавливаемой поверхности детали в результате ее изгиба. Для исключения возможности скольжения прикатывателей по поверхности детали при прокатке достаточно толстых полос к валу следует приложить дополнительный крутящий момент.
На фиг. 1 показана деталь в начальный момент прикатывания к ней мерной заготовки; на фиг. 2 — продолжение прикатывания; на фиг. 3 — завершающий ее момент, где 1 — верхний прикатыватель; 2 — нижний прикатыватель; 3 — восстанавливаемая деталь; 4 — мерная заготовка; 5 — нагреватель; 6 — электрод.
Закрепление заготовки на детали осуществляется в два этапа. Первый этап ускоренный и состоит в приварке точечной сваркой начальных и конечных участков мерной заготовки к восстанавливаемой поверхности. Длительность этого этапа определяется скоростью вращения восстанавливаемой детали и временем приварки. Ускоренное проведение приварки необходимо для предотвращения резкого снижения температуры заготовки. Второй этап заключается в окончательной приварке прикатанной заготовки, сжимающей подобно бандажу восстановленную поверхность ступени или шейки. Сварка ведется, как и на первом этапе, по одноточечной схеме изолированными друг от друга сварочными точками. Сварочный ток подводится к электроду, которым при сварке упираются в поверхность привариваемой заготовки, и к контакту на детали вне прикатанной полосы. Это обеспечивает получение одной сварочной точки в момент прижатия электрода в любой фазе поворота восстанавливаемой детали. Сплошного перекрытия сварочных точек между восстанавливаемой деталью и прилегаемой к ней заготовкой не требуется, так как опыт использования напресованных втулок и гильз в машиностроении показывает достаточность размещения нескольких точек крепления в виде штифтов, заклепок и сварочных точек. Расположение сварочных точек осуществляют в шахматном порядке или в виде сетки со стороной ячейки 10 — 20 мм.
Читайте также: Как снять подшипник с вала электродвигателя от пылесоса
Предварительный нагрев мерной заготовки осуществляется до температуры 350 — 450 o C для достижения необходимой длины заготовки, равной длине окружности восстанавливаемой поверхности детали. Нагретая заготовка при плотном прилегании к детали обеспечивает при ее последующем охлаждении натяг средней величины, что способствует упрочнению восстановленной поверхности и созданию однородного структурно-напряженного состояния в поверхностных слоях восстанавливаемой детали. Мерные заготовки получают отрезкой по упору на гильотинных ножницах. Длину заготовки рассчитывают по формуле Lзаг = D[1 — a(t — 20 o C)], где D — диаметр восстанавливаемой поверхности до прикатки заготовки, мм; a — температурный коэффициент линейного расширения металла заготовки, град -1 (для углеродистой стали a = 13,5 10 -6 град -1 , для хромоникелевой стали a = 14,1 10 -6 град -1 ); t — температура нагрева мерной заготовки, o C.
Толщина заготовки выбирается на основе суммарной величины, складывающейся из припуска на окончательное шлифование после прокатки и приварки заготовки, припуска на деформирование металла под электродами, линейных изменений межремонтных размеров и остаточной толщины прикатываемой полосы после предполагаемого последнего ремонтного размера. Остаточная толщина заготовки принимается в процентах от диаметра восстанавливаемого вала и ее можно рекомендовать в пределах 2-3% от номинального размера.
Например, для вала диаметром 50 мм при плановых четырех ремонтах толщина заготовки для прикатывания составит h = 0,5 + 0,5 + 1 + 1 = 3 мм.
Здесь первое слагаемое равно припуску на деформацию металла под электродом, второе — припуску на окончательное шлифование, третье — припуску на изменение размеров при ремонтах, четвертое — остаточной толщине прикатываемой полосы.
Стык на поверхности заделывается медно-цинковым или медно-никелевым (высокотемпературным) припоем, после чего восстановленная поверхность подвергается предварительному и чистовому шлифованию.
Применение высокотемпературного припоя имеет своей целью уменьшение по сравнению со сваркой термического влияния на свойства стали.
Заключительной обработкой является накатывание поверхности вибрирующим роликом для ее упрочнения.
Пример конкретного осуществления способа.
Восстановлению подлежат две опорныe шейки стального штампованного распределительного вала двигателя внутреннего сгорания, мотопомпы, имеющиe первоначальные размеры 46-0,085 -0,069 и 43,5-0,085 -0,069 соответственно. После предварительного шлифования размеры -0,085 составили 44,5-0,062 и 42-0,062 соответственно. В качестве ремонтного элемента была выбрана полоса из стали 30Х толщиной 2 мм и шириной 20 мм. Длина полосы для расчетной температуры 400 o C составила для первой шейки 139 мм, а для второй — 131 мм. Восстанавливаемая деталь устанавливается в приспособление на нижний прикатыватель, на котором заранее укладывается полоса по толщине равная ремонтному элементу. Ремонтный элемент укладывается на электронагреватель, температура нагрева измеряется термопарой. Верхний прикатыватель опускается винтом для образования зазора в 2 мм между шейкой вала и прикатывателем. К валу медным зажимом (водоохлаждаемым) прикрепляется гибкая медная шина из жгутов от трансформатора установки МТПР-50. В зазор над шейкой вала сдвигается ремонтный элемент и прижимается прикатывателем с помощью винта. Электрод опускают через отверстие-вырез в прикатывателе и с его помощью сварочными точками приваривают край ремонтного элемента к валу, а затем поднимают. Встречное движение прикатывателей осуществляется винтами, одновременно с помощью хомута поворачивается вал.
Полоса на нижнем прикатывателе постукиванием в торец при ослаблении нажатия верхним прикатывателем перемещается для того, чтобы обрез ремонтного элемента совпал с ее торцом. Как только второй концевой обрез ремонтного элемента окажется под электродом, он приваривается несколькими точками к валу. Верхний прикатыватель поднимают и сдвигают в сторону. Дальнейшее закрепление ремонтного элемента осуществляют по окружности 6-7-ю точками с шагом 10 — 20 мм последовательно в три ряда: по бокам и в центре. Приварку ведут в режиме: Плотность тока, A/мм 2 — 100 Напряжение, В — 2 — 4 Диаметр пятна контакта, мм — 5 Усилие прижатия электрода, н — 800
После установки и закрепления элемента диаметры шеек составили 46,5 и 44 мм соответственно. Стык на поверхности шеек заполняется высокотемпературным припоем. Дальнейшая обработка ведется по обычному технологическому маршруту шлифованием и обкаткой роликом.
1. Способ восстановления изношенных шеек валов, включающий предварительную обработку изношенной поверхности детали, установку на нее ремонтного элемента и его последующую приварку контактной сваркой, отличающийся тем, что ремонтный элемент предварительно нагревают до 350 — 450 o С, прикатывают его к изношенной поверхности шейки вала плоскими прикатывателями с приложением к валу крутящего момента, производят прихватку кромок элемента контактной сваркой, приварку ремонтного элемента осуществляют сварочными точками, расположенными в шахматном порядке или в виде сетки со стороной ячейки 10 — 20 мм, а затем заполняют стыковой зазор между кромками ремонтного элемента высокотемпературным твердым припоем.
2. Способ по п.1, отличающийся тем, что в качестве ремонтного элемента используют ленту или полосу, или пластину.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
🔥 Видео
НАПЫЛЕНИЕ КОЛЕНВАЛА. РЕМОНТ ШЕЙКИ.Скачать

Восстановление прослабленного посадочного места. ( Возвращаем натяг )Скачать
РЕМОНТ ПОСТЕЛИ КОЛЕНЧАТОГО ВАЛА | Восстановление работоспособности двигателя | МеханикаСкачать
Как без станка проточить шатунные шейки коленвала 2103Скачать
Восстановление шеек валаСкачать
Восстановление шеек вала под подшипники методом проточки и наплавкиСкачать
ДЕФЕКТОВКА КОЛЕНВАЛА.Скачать
Ремонт поверхностей валов и штоковСкачать
Ремонт коленвала двигателя. Шлифовка коленвала на станке AMC-SCHOU (K1500-U)Скачать
Восстановление просаженых мест посадки подшипника на валу. Микросварка.Скачать
Как проводится обработка постели коленвалаСкачать
Провернуло шейку коленвала. Пример того, что будет с напылением после поворота вкладышаСкачать
работа мотора после клина без шлифовки коленвалаСкачать
РЕМОНТ РАСПРЕДВАЛА. ПОЛИРОВКА ШЕЕК И КУЛАЧКОВ. Минск. AvtoPro.byСкачать
Восстановление постели коленвала в блоке цилиндровСкачать
Ремонт шеек вала, проверка вала на биениеСкачать
НАПЫЛЕНИЕ КОЛЕНВАЛА. НАНЕСЕНИЕ МЕТАЛЛА НА РАЗЛИЧНЫЕ ДЕТАЛИСкачать
















