
Главная страница » Центровка валов агрегатов: практическое руководство

Коллинеарность (соосность) валов считается идеальной, когда центры валов находятся на одной осевой линии. Соответственно несоосность показывает обратный результат. Отсюда логический вывод — центровка валов машин является обязательным действием, направленным на обеспечение качественной безопасной работы.
- Стационарный и подвижный вал
- Центр вращения стационарного вала
- Горизонтальная коллинеарность
- Вертикальная коллинеарность
- Центровка по видам несоосности
- Инструмент для центровки муфтовых соединений
- Пошаговая инструкция центровки пары электродвигатель-насос
- Процесс центровки пары мотор / насос часовым индикатором
- Последствия нарушения центровки валов
- О том, как центруют валы агрегатов анализатором часового типа
- КРАТКИЙ БРИФИНГ
- Центровка валов электрических машин: особенности, приспособление и устройство
- Параметры центровки
- Требования к муфтам
- Горизонтальность установки валов
- Устройства для контроля центровки
- Как центрировать агрегаты?
- Центровка насосных установок
- Балансировка карданного вала
- Приборы для центровки
- Лазерная центровка валов
- Система «Квант-ЛМ»
- Заключение
Стационарный и подвижный вал
Последствия нарушения коллинеарности выражаются следующими моментами:
- преждевременный выход из строя подшипников, сальников, муфтовых соединений;
- усиление осевой и радиальной вибрации;
- повышение температуры нагрева подшипниковых узлов и смазывающей жидкости;
- ослабление или поломка элементов крепежа к фундаменту.

Для центровки валов агрегатов удобно применять измерительные наборы, подобные серийным от фирмы Baltech
Когда проверяется, например, коллинеарность муфтового соединения насоса и электродвигателя, насосный вал определяется как стационарный, а вал электродвигателя как подвижный. Центровка соединения всегда производится, исходя из положения подвижного вала относительно стационарного.
Центр вращения стационарного вала
Центр вращения стационарного вала – это опорная линия с нулевыми координатами. В системе координат X-Y плюсовыми значениями являются перемещения вправо по горизонтали и вверх по вертикали.
Несоосность вычисляется путём определения положения центра подвижного вала в двух плоскостях, относительно положения центра оси стационарного вала (горизонтальная ось X и вертикальная Y).
Горизонтальная коллинеарность
Состояние несоосности (вид сверху), которое корректируется перемещением электродвигателя в боковых направлениях по оси X – это горизонтальная центровка.
Электродвигатель перемещают вправо-влево, добиваясь, таким образом, соосности и параллельности в горизонтальной плоскости.
Вертикальная коллинеарность
Состояние несоосности (вид сбоку), которое корректируется перемещением электродвигателя вниз или вверх по оси Y – это вертикальная центровка.
Необходимую величину смещения получают путём установки под лапы мотора регулировочных пластин разных по толщине.
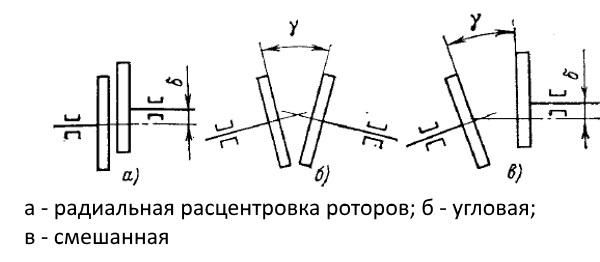
Центровка по видам несоосности
Параллельная несоосность – состояние, когда оси вращения валов расположены на одинаковом расстоянии одна от другой и по всей их длине.

Центровка в параллельной и угловой несоосности выполняется в соответствии с определёнными правилами и нормами. Применяется профессиональный инструмент
Угловая несоосность – состояние, когда оси вращения валов расположены на разных расстояниях одна от другой и по всей их длине.
Центровка соединения должна проводиться:
- после монтажа нового оборудования;
- после соединения оборудования с трубопроводами и арматурой;
- по завершении ремонтных работ;
- если при работе отмечается повышенный шум и вибрации;
- если температура подшипниковых узлов выше нормы.
Процедура центровки соединения валов агрегатов:
- Установить измерительное устройство.
- Проверить и скорректировать положение мягкой вставки.
- Вычислить значения несоосности.
- Выполнить качественную центровку валов.
- Составить отчёт о проделанной работе.
Инструмент для центровки муфтовых соединений
Существует целый ряд инструментов для центровки муфтовых соединений, начиная от простейших и завершая совершенными наборами.

Чем совершеннее и современнее набор измерительного инструмента, тем выше точность центровки
Самый простой и доступный набор содержит:
- штангенциркуль,
- линейку,
- пластинчатые щупы разной толщины.
Точность измерений этим набором невысока. Качество центровки обеспечивается не столько инструментом, сколько мастерством и опытом механика. Сама процедура центровки с помощью этих инструментов может занимать продолжительное время.
Цифровой анализатор центровки соединений – инструмент из серии наиболее совершенных приспособлений. Анализатор позволяет быстро и легко отцентрировать валы с высокой точностью.
Работу может выполнить любой человек, изучивший инструкцию по работе с цифровым анализатором. Однако стоимость цифрового измерителя очень высока и далеко не всем по карману.

Анализатор точности центровки валов часового типа позволяет достаточно точно провести измерения коллинеарности
Между тем есть экономичная альтернатива – ещё один вид измерительного анализатора, построенного на основе двух индикаторов часового типа. Один индикатор определяет отклонения по оси X, другой по оси Y. Удобный, эффективный, недорогой инструмент, помогающий быстро центровать, к примеру, муфтовое соединение между электродвигателем и насосом.
Пошаговая инструкция центровки пары электродвигатель-насос
- Проверить правильность установки рамы агрегата на фундаменте при помощи строительного уровня. Выполняется эта операция в продольном и поперечном направлениях.
- Если расстояние между анкерными болтами рамы превышает 800 мм, установить под раму дополнительные подкладки в центральной точке межанкерного расстояния. Подкладки должны плотно прилегать к раме и фундаменту.
- Ослабить болты крепления насоса и болты крепления подшипниковой опоры. Убедиться, что на подшипниковую опору не действуют какие-либо нагрузки.
- Затянуть крепёжные болты на основании насоса, оставив ослабленным крепёж подшипниковой опоры.
Читайте также: Обратный клапан воздушный для компрессора как работает

На картинке несколько первых шагов, показывающих как выполняется центровка валов агрегатов
Дальнейший процесс центровки:
- Измерить величину зазора между муфтами электродвигателя и насоса. Эта величина не должна превышать значений 3-5 мм. В случае несоответствия, ослабить крепление электродвигателя и выставить мотор на место до получения указанных цифр. Получив результат, закрепить двигатель.
- Проверить свободный ход вращения, прокручивая валы агрегата вручную. Свободное вращение, без наличия заеданий – свидетельство корректного состояния устройств.
- Используя червячные хомуты, разместить на полумуфтах механизм центровки. Основная и ответная часть механизма устанавливаются с осевым зазором между ними в 2-3 мм. При вращении валов, они не должны соприкасаться.
- Закрепить к механизму центровки индикаторы часового типа и приступить к операции центровки валов электродвигателя / насоса.



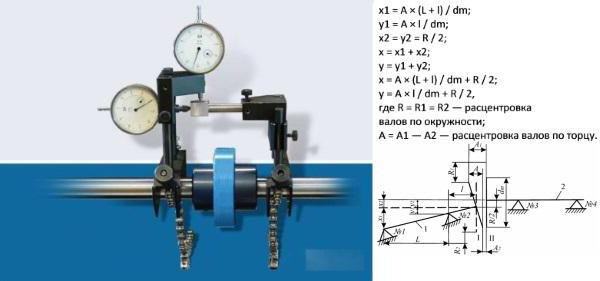
Процесс центровки пары мотор / насос часовым индикатором
Индикаторами часового типа измеряют боковые зазоры (А) и угловые зазоры (В). Для этого приборы закрепляют на оснастке с таким расчётом, чтобы их наконечники упирались в тело полумуфт на валу двигателя и насоса. Также при установке приборов следует учесть удобство считывания показаний.

Индикаторы часового типа нужно установить так, чтобы без затруднений снимать показания
Упирают измерительные стержни индикаторов в тело полумуфт с выбегом в 2-3 мм по шкале. Затем вращением ободков приборов совмещают стрелки с нулевой отметкой. Начинают измерение в четырёх пространственных точках:
- Первыми измеряют зазоры А и В верхнего положения.
- Поворачивают валы на 90º в направлении рабочего вращения привода.
- Вновь измеряют зазоры А и В по среднему положению.
- Повторяют процедуру для двух оставшихся положений.
Последним контрольным замером – пятым по счёту, будет повторное измерение в начальной верхней точке. Полученные цифры замеров в 1 и 5 положениях должны совпадать.
Последствия нарушения центровки валов
Изменения параметров центровки валов (соосности), прежде всего, вызывают эффект вибрации. Влияние вибрации на муфту и на близко расположенные подшипники очевидно: детали подвергаются ускоренному износу.

Такими обещают быть последствия посредственного подхода к центровке валов агрегатов
На муфте изнашивается эластичная вставка, появляются дефекты подшипников мотора и насоса, торцевого уплотнения. Если же перекос осей значительный, в конечном итоге неизбежен срез вала.
О том, как центруют валы агрегатов анализатором часового типа
Практическое пособие на видеоролике по теме центровки валов машинных агрегатов посредством часовых индикаторов. На видео демонстрируется полная последовательность процедуры, показываются все тонкости центровки:
КРАТКИЙ БРИФИНГ
Zetsila — публикации материалов, интересных и полезных для социума. Новости технологий, исследований, экспериментов мирового масштаба. Социальная мультитематическая информация — СМИ .
Центровка валов электрических машин: особенности, приспособление и устройство



Центровка валов электродвигателей и механизмов производится с целью, чтобы их оси находились на одной прямой. Несоосные вращающиеся валы создают значительные нагрузки, приводящие к разрушениям, преждевременному выходу деталей из строя и значительному шуму.

Соосно выставить механизмы не всегда получается, поэтому применяют соединительные муфты с компенсацией расцентровки осей упругими элементами. Они выполняют свои функции до определенной величины несоосности. Центровка валов по полумуфтам наиболее удобна. Их поверхности являются базовыми, на них и крепятся измерительные приспособления. В теплоэнергетике большая часть машин работает с упругими втулочно-пальцевыми муфтами (МУВП). В мощных агрегатах применяются зубчатые муфты (МЗ).
Параметры центровки
Центровка валов индикаторами проверяется по следующим параметрам:
- R — взаимное радиальное смещение цилиндрических поверхностей полумуфт (радиальная расцетровка).
- T — разница раскрытия торцов полумуфт в вертикальной и горизонтальной плоскостях (торцевая или угловая расцентровка).
Требования к муфтам
Допустимая расцентровка уменьшается с ростом частоты вращения. Она составляет для МУВП 0,12 мм при 1500 об/мин и 0,05 мм при 3000 об/мин.
Важно! При выборе муфты необходимо проверить соответствие ее характеристик техническим условиям, согласно которым ее осевое и радиальное биение не должно быть выше 0,05 — 0,08 мм. Посадка на валу создается плотная. До разборки на полумуфты наносятся метки, по которым можно будет восстановить их взаимное расположение. Нарушение этих правил может уменьшить точность центровки.
Читайте также: Поможет ли стабилизатор напряжения для запуска компрессора в гараже
Горизонтальность установки валов
Фактически ось не является прямой, поскольку изгибается под влиянием собственного веса и других нагрузок. При центровке агрегата нужно контролировать положение валов относительно горизонта. Контроль производится на шейках подшипников. Можно использовать рядом расположенную ровную поверхность вала с помощью уровня «Геологоразведка» (цена деления 0,1 мм на 1 м).
Устройства для контроля центровки
Опытные мастера способны произвести контроль центровки, приложив металлическую линейку к муфте и по просвету определив соосность. Но для большей уверенности, чтобы уложиться в норму, можно воспользоваться пластинчатым щупом или индикатором ИЧ-0,01. Последний обеспечивает необходимую точность 0,01 мм, которой достаточно, чтобы уложиться в норму.
Сначала разъединяются полумуфты, а затем на них или на валах рядом устанавливают приспособления для центровки валов электрических машин. Они должны быть достаточно жесткими, чтобы не прогибались в процессе измерений. Измерения можно проводить также при соединенных муфтах.
После установки и укрепления приспособлений проверяется работоспособность механизма индикатора. Для этого следует оттянуть и вернуть на место измерительные стержни. При этом стрелка должна прийти в исходное положение.
Осевые и радиальные зазоры проверяются путем одновременного поворота обоих роторов из исходного положения на углы 90°, 180° и 270° в сторону вращения привода.
Как центрировать агрегаты?
Перед измерениями проверяется затяжка анкеров и корпусов подшипников. Ослабление крепления, наличие трещин в раме, дефекты фундамента, неравномерная осадка пола являются причинами нарушения центровки при работе механизмов.
Приспособления устанавливаются на полумуфты, затем замеряется расцентровка:
- радиальная в вертикальной плоскости;
- радиальная в горизонтальной плоскости;
- торцевая в вертикальной плоскости;
- торцевая в горизонтальной плоскости.
По результатам измерений производится корректировка положения осей валов. Для этого опоры перемещают по вертикали с помощью прокладок, а по горизонтали болтами, расположенными на раме. Центровочную скобу устанавливают в положение большего значения параметра расцентровки, после чего опоры перемещают на величину фактической расцентровки.
Центровка валов производится поочередно в горизонтальной и вертикальной плоскостях. После окончания процесса перемещения и фиксации опор измерения производят повторно. Если это необходимо, их корректируют снова.
Центровка насосных установок
Центровка валов насоса и электродвигателя необходима для балансировки вращающихся деталей. Это относится не только к колесу и валу, но и к ротору электродвигателя. Обязанностью изготовителя является демонстрация агрегата в рабочем режиме подачи без превышения допустимого уровня вибрации. Цены на промышленные агрегаты высокие, а при дальнейшей эксплуатации доказать вину производителя будет почти невозможно.

Стандарты предусматривают, что после пуска ответственность за вибрацию в дальнейшем ложится на потребителя. Испытания насоса должны проводиться на штатном месте его эксплуатации. Особое внимание уделяется фундаменту и опорной раме, на которую устанавливаются двигатель и насос.
Места стыковки (монтажные приливы) должны быть тщательно обработаны, чтобы размеры зазоров не были больше 0,2 мм на 1 м стыка. В местах соединений предусматривается возможность регулировки уровней прокладками толщиной от 1,5 до 3 мм.
Для насосов мощностью выше 150 кВт по стандарту центрирование производится винтами в вертикальной и горизонтальной плоскостях (не менее шести винтов для горизонтального насоса и не менее четырех – для вертикального). Их количество зависит от веса оборудования.
Важно! Центровка соединения привода и насоса производится и контролируется перед монтажом и в течение всего периода эксплуатации. Также нужно обратить внимание, что двигатель и насос бытового назначения помещаются в общем корпусе и отцентрированы на заводе. Их контролировать и выставлять не нужно.
Если между насосом и двигателем установлен редуктор, в первую очередь следует отцентровать его и закрепить штифтами. Остальные валы агрегата ориентируются по нему. При поступлении насосов с завода в сборе с электродвигателями центровка валов агрегатов производится по двигателям. При сборке насоса на опорной раме вал двигателя выставляется по нему.
Балансировка карданного вала
Центровка карданного вала производится для устранения вибраций, возникающих при работающем двигателе. Причинами дисбаланса могут быть:
- нарушение требований в технологии изготовления вала или после его ремонта;
- неправильная сборка;
- нарушена центровка деталей вала и сопрягаемых частей трансмиссии;
- погрешности термической обработки изделия;
- механические повреждения.
Читайте также: Стучит подшипник первичного вала газель
Сначала выявляется дисбаланс, а затем производится его устранение путем установки противовеса. Работа производится на специальном оборудовании станции техобслуживания. Для этого используют балансировочные станки.
Реальные условия работы карданного вала имитируются за счет его вращения электродвигателем через передачу (обычно ременную).

Отклонения определяются датчиками, перемещающимися по длине вала. Специальная программа обрабатывает результаты измерения, после чего определяется место установки и величина балансировочного груза. Специалист по техобслуживанию добавляет груз, высверливает металл или устанавливает прокладки для обеспечения соосности.
Приборы для центровки
Произвести самые простые измерения при проверке центровки валов можно с помощью складного метра и металлической линейки. Для правильных измерений необходимо более точное приспособление для центровки валов: скоба с отсчетным устройством, пластинчатый щуп, микрометр, штангенциркуль.
- Штангенциркуль – прибор для измерения диаметров (наружных и внутренних) и длины деталей до 4000 мм. Отдельные типы позволяют определять глубины, расстояния до внутренних и наружных уступов, производить разметку. Уровень точности составляет от 0,01 мм до 0,1 мм. Приборы могут быть механическими и цифровыми – с выводом измеренных значений на дисплей. Измерения производят с ослаблением крепления штанги, после чего передвигают измерительную наружную губку, пока вал слегка не зажмется с двух сторон. Затем винтом микрометрической подачи подводится рамка с нониусом и закрепляется зажимом. Целые миллиметры отсчитываются по делениям на штанге, а доли – по нониусу.
- Микрометр – прибор для измерения наружных диаметров и длины деталей до 2000 мм с точностью от ±0,001 мм до 0,01 мм. При проведении измерений деталь зажимается мерительными поверхностями прибора путем вращения микрометрического винта с трещоткой, пока последняя не начнет проскальзывать.
- Скобы с отсчетным устройством служат для измерения внешних диаметров и длины деталей до 1000 мм. Прибор для центровки валов крепится на переставную пятку, а на подвижной находится индикатор с делениями. Измерения можно производить с точностью от ±0,002 до 0,01 мм.
- Пластинчатый щуп – набор калиброванных пластин для измерения зазоров между торцами полумуфт центрируемых валов. Его можно применять как индикатор зазора между штифтом центровочной скобы и корпусом полумуфты. Пластины щупа вставляют в зазор с небольшим трением, которое поддерживается приблизительно одинаковым при каждом измерении.
- Уровень – прибор для проверки горизонтальности плит фундамента и рам агрегатов с приводами, а также для выверки линий валов электроприводов и механизмов. Применяют рамное устройство типа «Геологоразведка», где угол наклона определяется перемещением микрометрического винта, пока воздушный пузырек в ампуле с жидкостью не достигнет нулевого положения.

Лазерная центровка валов
Системы лазерной центровки выпускаются одно- и двухлучевые. Последняя является более точной и функциональной.
Измерительный блок устанавливается на валу и создает лазерный луч вдоль его центра вращения. От противоположного блока, установленного на сопрягаемом валу, детектируется другой луч. Оба сигнала улавливаются фотоприемниками, и при разных угловых положениях валов с высокой точностью определяется их расцентровка. Путем сравнения показаний при разных угловых перемещениях валов можно производить их центровку в горизонтальной и вертикальной плоскостях.

Система «Квант-ЛМ»
Большой популярностью пользуется центровка валов с применением лазерной системы «Квант-ЛМ», разработанной компанией «БАЛТЕХ». Производится центровка машин горизонтального и вертикального исполнения. Встроенный вычислительный блок сравнивает и обрабатывает сигналы от измерительных блоков. Результаты выводятся на дисплей, где показано состояние центровки относительно допустимой области, выделенной зеленым цветом, и запредельной зоны (красный цвет).
Система «Квант-ЛМ» позволяет устранить вибрации, уменьшить количество простоев и ремонтных работ, увеличить срок службы подшипников, уплотнений и муфт.
Заключение
Расцентровка роторов агрегатов является распространенным дефектом, который можно устранить. Для этого необходимо знать влияющие на нее факторы и способы центровки валов. Обычно центровка валов производится концентричной и параллельной установкой торцовых поверхностей полумуфт с помощью специальных приборов.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала