
Большое количество деталей автомобилей и агрегатов, требующих капитального ремонта, в результате износа, усталости материала, механических и коррозионных повреждений утрачивает свою работоспособность. Следует заметить, что лишь некоторые из этих деталей — наиболее простые и недорогие в изготовлении — утрачивают работоспособность полностью и требуют замены. Большинство деталей имеет остаточный ресурс и может быть использовано повторно после проведения сравнительно небольшого объема работ по их восстановлению.
Восстановление деталей имеет большое значение. Стоимость восстановления деталей значительно ниже стоимости их изготовления.
Затраты на восстановление деталей, в зависимости от конструктивных особенностей и степени изношенности деталей составляют 10…50% от стоимости новых деталей.
Восстановление является одним из основных источников повышения экономической эффективности авторемонтного производства. Значение восстановления деталей состоит также в том, что оно позволяет уменьшить потребности в производстве запасных частей.
Эффективность и качество восстановления деталей в значительной степени зависят от применяемых технологических способов их обработки.
В зависимости от характера устраняемых дефектов все способы восстановления деталей подразделяются на три основные группы: восстановление деталей с изношенными поверхностями; восстановление деталей с механическими повреждениями; восстановление противокоррозионных покрытий.
Обзор способов восстановления деталей типа вал
Описания способов восстановления взяты из источников
Восстановление стальных деталей дуговой наплавкой
Электрической дугой можно наплавлять стальные детали вручную покрытыми электродами, автоматическим или полуавтоматическим способом под флюсом, а также в среде углекислого газа.
Ручная электродуговая наплавка применяется при ремонте деталей, имеющих местные дефекты: износ шпоночных канавок, износ сферической поверхности и торцов рычага нажимного диска сцепления, износ паза под рычаг выключения сцепления и др. Типичным примером наплавки вручную является ремонт вилки переключения первой передачи и заднего хода автомобиля ЗИЛ-130.
Вилка изготовляется из стали 10 и цементируется на глубину 0,3. 0,5 мм. Твердость поверхностного слоя НКСЭ 56. 62. Вилки, имеющие трещины любого характера, бракуются. Наплавкой восстанавливаются вилки, имеющие износ пазов более допустимого под фланец каретки синхронизатора по глубине паза, износ рабочей поверхности щек и лапок вилки по торцам. Изношенные пазы наплавляют электродом УОНИ-13/55 и отжигают на высокочастотной установке с последующим фрезерованием до номинального размера на вертикально-фрезерном станке. После этого вилка подвергается поверхностной закалке током высокой частоты. Аналогичным способом восстанавливаются изготовленные вилки переключения второй-третьей, четвертой-пятой передач. Режимы ручной электродуговой наплавки примерно такие же, как при сварке. Изношенные торцы вилок наплавляют твердым сплавом сормайт № 1 газовой горелкой.
Детали, изготовленные из среднеуглеродистых и низколегированных сталей, — скользящая вилка карданной передачи (сталь45), распределительный вал (сталь 45), крестовина заднего моста (18ХГТ) и др. — перед наплавкой подогреваются в печи или газовой горелкой до температуры 150. 200°С, затем производится наплавка электродом УОНИ-13/55 при силе тока 200 А и напряжении дуги 30.. .35 В.

Механизированная наплавка под флюсом
При наплавке с использованием флюса сварочная дуга горит под флюсом между электродной проволокой и изделием, образуя газовый пузырь и плавя металл. При кристаллизации расплавленного металла сварочной микрованны образуется сварной шов.
Достоинством наплавки под флюсом является высокое качество наплавленного металла, поскольку весь процесс плавления, кристаллизации и охлаждения происходит без доступа воздуха. Сам флюс, участвуя в металлургическом процессе сварки или наплавки, способствует получению металла шва заданного состава. Под слоем флюса жидкий металл кристаллизуется медленно, в результате чего из сварочной ванны успевают выделиться растворенные газы и шлаковые включения, что также способствует улучшению качества шва. Для наплавки под флюсом используется электродная проволока, причем электрический ток подводится к ней на небольшом расстоянии от дуги. Это позволяет при необходимости использовать повышенные сварочные токи, позволяющие увеличить скорость наплавки. Достоинством наплавки под флюсом является также отсутствие разбрызгивания металла благодаря статическому давлению флюса. Важным достоинством наплавки под флюсом является и возможность автоматизации технологического процесса.
К недостаткам наплавки под флюсом относится возможность наплавки только в нижнем положении шва (допускается наклон до 15°) и неприемлемость ее применения для изделий сложной конструкции. Вследствие этих причин в авторемонтном производстве нашли широкое применение наплавочные работы под флюсом.
При наплавке деталь совершает вращательное движение, а наплавочная головка — поступательное. При этом электродная проволока подается с некоторым смещением от зенита наплавляемой поверхности в сторону, противоположную вращению детали. Это предотвращает стекание жидкого металла сварочной ванны.
Смещение электродной проволоки для деталей диаметром 40. 50 мм составляет 4. 6 мм, а для деталей диаметром 60. 80 мм — 8. 10 мм.
При наплавке плоской поверхности наплавочная головка или деталь совершает поступательное движение со смещением электродной проволоки на 3. 5 мм поперек движения после наложения шва заданной длины. Наплавку шлицев производят в продольном направлении путем заплавки впадин, устанавливая конец электродной проволоки на середине впадины между шлицами.
Читайте также: Компрессор из двс с приводом от двс
Электродная проволока при наплавке подбирается в зависимости от материала восстанавливаемой детали и предъявляемых к ней требований в условиях эксплуатации. Для наплавки деталей, изготовленных из углеродистых сталей 30, 40, 45, используют проволоку из углеродистых сталей Нп-30, Нп-40, Нп-50, Нп-65 или из низколегированной стали — Нп-ЗОХГСА. Наплавку деталей из сталей ЗОХ, 35Х, 40Х и других низколегированных сталей производят проволокой Нп-ЗОХГСА или других марок. Для автоматической наплавки обычно применяют проволоку диаметром 1,6 мм для деталей диаметром до 70 мм и 2 мм диаметром 80. 100 мм.
Закаленные детали после наплавки и последующей механической обработки повторно закаливаются т. в. ч. для получения необходимой твердости поверхности.
Флюсы для автоматической наплавки должны способствовать устойчивому горению дуги, образованию плотного наплавленного металла и шлака, легко удаляемого с поверхности металла. Температура плавления флюса должна быть на 200. 300 °С ниже температуры плавления металла. Таким требованиям отвечают флюсы марок АН-348А, АНК-18 и др. В необходимых случаях во флюс вводят легирующие компоненты, например феррохром, графит. Режимы наплавки устанавливаются в зависимости от диаметра обрабатываемой детали (табл. 6.1)? напряжение холостого хода берется 30. 36 В, рабочее — 23. 32 В.
Для наплавки деталей с большим износом рекомендуется применять автоматическую наплавку порошковой проволокой под флюсом или открытой дугой без дополнительной защиты (табл. 6.2). Для повышения твердости наплавленной поверхности последняя подвергается пластической деформации.
Для наплавки применяют следующее оборудование: наплавочные головки АБС, А-384, А-409, А-580, ОКС-1252М; источники питания ВС-200, ВСУ-300, ВС-400, ПСГ-350, АЗД-7,5/30; подогреватели газа; осушитель, заполненный силикагелем КСМ крупностью 2,8—7 мм; редукторы-расходомеры ДРЗ-1-5-7 или ротаметры РС-3, РС-ЗА, РКС-65, или кислородный редуктор РК-53Б.
При наплавке используют материалы: электродную проволоку Св-12ГС, Св-0,8ГС, Св-0,8Г2С, Св-12Х13, Св-06Х19Н9Т, Св-18ХМА, Нп-ЗОХГСА; порошковую проволоку ПП-Р18Т, ПП-Р19Т, ПП-4Х28Г и др.
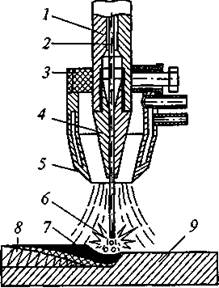
Рис. 3.5.1. Схема наплавки в среде углекислого газа: 1 — мундштук; 2 — электродная проволока; 3 — горелка; 4 — наконечник; 5 — сопло горелки; 6 — электрическая дуга; 7 — сварочная ванна; 8 — наплавленный металл; 9 — наплавляемая деталь.
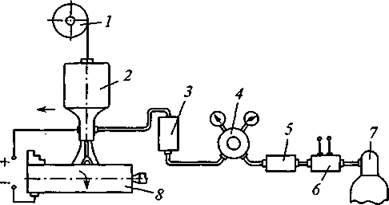
Рис. 3.5.2. Схема установки для дуговой наплавки в углекислом газе:
1 — кассета с проволокой; 2 — наплавочный аппарат; 3 — расходомер; 4 — редуктор; 5 — осушитель; б — подогреватель; 7 — баллон с углекислым газом; 8 — деталь.
Наплавку в среде углекислого газа производят на постоянном токе обратной полярности. Тип и марку электрода выбирают в зависимости от материала восстанавливаемой детали и требуемых физико-механических свойств наплавленного металла. Скорость подачи проволоки зависит от силы тока, устанавливаемой с таким расчетом, чтобы в процессе наплавки не было коротких замыканий и обрывов дуги. Скорость наплавки зависит от толщины наплавляемого металла и качества формирования наплавленного слоя. Наплавку валиков осуществляют с шагом 2,5. 3,5 мм. Каждый последующий валик должен перекрывать предыдущий не менее чем на 1/3 его ширины.
Твердость наплавленного металла в зависимости от марки и типа электродной проволоки 200. 300 НВ.
Расход углекислого газа зависит от диаметра электродной проволоки. На расход газа оказывают также влияние скорость наплавки, конфигурация изделия и наличие движения воздуха.
Механизированную сварку в углекислом газе применяют при ремонте кабин, кузовов и других деталей, изготовленных из листовой стали небольшой толщины, а также для устранения дефектов резьбы, осей, зубьев, пальцев, шеек валов и т.д.
Анализ основных дефектов и способов восстановления деталей автомобилей типа «вал» и «ось»
Рубрика: Технические науки
Дата публикации: 01.12.2014 2014-12-01
Статья просмотрена: 9653 раза
Библиографическое описание:
Захаров, Ю. А. Анализ основных дефектов и способов восстановления деталей автомобилей типа «вал» и «ось» / Ю. А. Захаров, Е. В. Ремзин, Г. А. Мусатов. — Текст : непосредственный // Молодой ученый. — 2014. — № 20 (79). — С. 138-140. — URL: https://moluch.ru/archive/79/14046/ (дата обращения: 27.08.2021).
Детали типа «вал» или «ось» присутствуют в любом механизме и играют важную роль в обеспечении функциональной работоспособности узлов и агрегатов. В процессе работы валы и оси подвергаются эксплуатационным нагрузкам, в результате чего могут возникать дефекты, основные из которых приведены в статье. Существующие способы устранения дефектов валов и осей имеют свои особенности, которые необходимо учитывать при выборе технологии ремонта и восстановления.
Ключевые слова: дефект, ремонт, восстановление, наплавка, напыление, гальваническое осаждение, полимерные композиции.
К деталям типа «вал» относят детали машин, предназначенные для передачи крутящего момента и восприятия действующих сил со стороны расположенных на нём деталей и опор. На валу закрепляются шкивы, зубчатые колеса, маховики и т. п. Некоторые из этих деталей, называемые ведущими, получают вращательное движение от постороннего источника энергии (двигателя). К другим деталям вращение передается валом. Они называются ведомыми. Таким образом, вал при своем движении обязательно передает усилие (вращающий момент), а поэтому испытывает деформации кручения и изгиба. Валы по форме разделяются на прямые или изогнутые (коленчатые), целые или составные (собранные из нескольких частей), сплошные или полые (пустотелые).
Читайте также: Гомеопатическая аптека вала в москве
Широкое распространение в автомобилестроении получили коленчатые, распределительные и карданные валы [1]. Они применяются в двигателях внутреннего сгорания, в паровых машинах, поршневых насосах (компрессорах). Длинные валы, например гребные валы кораблей, из-за сложности их изготовления делают составными (разъемными). Полые, или трубчатые, валы применяют тогда, когда необходимо уменьшить их все ли пропустить через внутреннее отверстие вала другие детали.
Если вал не передает вращательного движения, а только поддерживает вращающиеся части, его называют осью. Таким образом, ось в отличие от вала не испытывает кручения, а подвергается лишь изгибу. Оси делятся на неподвижные (например, оси колес велосипеда, мотоцикла, автомобиля и т. д.) и подвижные, которые вращаются вместе с закрепленными на них деталями (например, оси железнодорожных и трамвайных прицепных вагонов).
Валы и оси воспринимают во время работы большие нагрузки. Поэтому их изготавливают из углеродистой конструкционной стали, подвергают обработке давлением, поверхностной цементации, закалке и проверяют на прочность.
Формы валов и осей весьма многообразны от простейших цилиндров до сложных коленчатых конструкций. Форма вала определяется распределением изгибающих и крутящих моментов по его длине. Правильно спроектированный вал представляет собой балку равного сопротивления. Валы и оси вращаются, а, следовательно, испытывают знакопеременные нагрузки, напряжения и деформации. Поэтому поломки валов и осей имеют усталостный характер. К основным дефектам валов и осей относят [1–3]:
— Износы и задиры опорных шеек. В основном возникают при недостатке смазки между поверхностями терния при высокой частоте вращения.
— Прогибы, изгибы и скручивание. Образуются при превышении предельных нагрузок на вал или ось, или перегреве их во время работы.
— Трещины. Возникают в основном от воздействия ударных и вибрационных нагрузок, достаточно сложно выявляются и могут привести к аварийному износу и выходу из строя узла или механизма.
— Разрушение резьбовых поверхностей. Чаще всего встречается срез и смятие резьбы в результате воздействия резкого осевого нагружения или при возникновении повышенного крутящего момента на резьбовом соединении.
— Разрушение шпоночных или шлицевых пазов. Происходит так же при ударных и вибрационных нагрузках или при превышении допустимых значений крутящих моментов на шпоночном или шлицевом соединении.
— Выработка поверхностей под резиновые армированные манжеты (сальники). Происходит в результате механического, абразивного или эрозионного воздействия.
Дефектация и восстановление валов и осей проводится при капитальном или текущем ремонте автомобилей. Выбраковка валов и осей осуществляется по результатам измерений, по визуальному осмотру и по результатам металлографических исследований (при необходимости). При наличии возможности восстановления вала или оси принимают решение по выбору способа восстановления и ремонта [1, 4–6].
Основные способы восстановления валов и осей, применяемые в авторемонтном производстве можно условно разделить на способы позволяющие восстановить номинальный размер и исходную геометрию вала или оси и способы, использующие восстановление под «ремонтный размер», то есть под размер, для которого существует возможность применения «ремонтных» деталей.
«Ремонтной» деталью считается дополнительная деталь, изготовленная или восстановленная по «ремонтным» размерам. Ремонтные размеры определяться с учетом припусков на обработку для устранения дефектов формы поверхности, макро и макрогеометрии. Например, коренные шейки коленчатых валов подвергают механической обработке, протачивая их или шлифуя. При этом уменьшается номинальный диаметр коренной шейки, а коленчатый вал комплектуется «ремонтными» вкладышами увеличенной толщины.
В настоящее время восстановление способом «ремонтных размеров» применяется редко, так как, несмотря на все его положительные моменты (упрощение ремонта, возможность повторного восстановления) присутствуют и недостатки: необходимость наличия «ремонтных» запасных частей, снижение прочности ввиду съема слоя материала, снижение микротвердости поверхностей, а также значительное снижение взаимозаменяемости, так как отремонтированные таким способом детали становятся оригинальными.
Восстановление посадочных поверхностей валов и осей под номинальный размер может осуществляться следующими способами [1–7]:
1. Напылением — нанесение под высоким давлением воздуха расплавленного металла на поверхность вала или оси. По способу расплавления металла различают электродуговое, газопламенное, высокочастотное, плазменное и детонационное напыление. Наполненное таким образом покрытие имеет низкую прочность сцепления с основой, но при этом не происходит высокого нагрева поверхности, изменения структуры материала детали, не возникает коробление, не снижается усталостная прочность.
2. Наплавкой — в отличие от напыления наплавка осуществляется путем формирования слоя металла, расплавляемого непосредственно на поверхности вала или оси. Различают наплавку под слоем флюса, в среде защитных газов, газовую, вибродуговую и электродуговую. Можно наносить слои металла практически любой толщины, нанесенный слой отличается высокой твердостью, но при этом происходит сильный нагрев вала или оси, вызывающий коробление и изменение структуры поверхностного слоя металла, появляются затруднения в последующей механической обработке осажденного слоя ввиду его высокой твёрдости.
Читайте также: Кручение валов при кручении стержня
3. Термопластическим деформированием — изменением геометрических размеров оказывая механическое воздействие (осадка, вытяжка, высадка, протяжка, правка и так далее) на предварительно разогретую деталь. Таким способом можно проводить правку осевых деформаций валов и осей, а также устранять некоторые погрешности формы поверхностей. Способ весьма ограничен в применении ввиду его технологического несовершенства и трудностями в обеспечении требуемых результатов.
4. Гальваническим осаждением — формирование слоя металла на восстанавливаемой поверхности путем электрохимического осаждения из электролита. Способ обладает рядом преимуществ, такими как отсутствие нагрева детали, возможность нанесения слоя любого металла или их комбинации с заданными свойствами и требуемой толщины, возможность нанесения слоев металла с различными свойствами [1–3, 6–9]. Но технологический процесс восстановления поверхностей гальваническим осаждением достаточно сложен, ввиду чего имеется некоторая нестабильность получаемых результатов. Кроме того, реактивы для осуществления этого способа достаточно дороги и присутствует необходимость применения мер экологической безопасности для очистки сточных вод и улавливания испарений электролитов и кислот. Но, тем не менее, в ряде конкретных случаев, гальванические методы восстановления и защиты от коррозии изношенных поверхностей являются наиболее рациональными и дают отличные результаты. Так, например, восстановление отверстий небольшого диаметра особенно в тонкостенных деталях, боящихся перегрева и механического повреждения — гальваническое осаждения является приоритетным.
5. Полимерно-композитными материалами — формируется на предварительно подготовленной восстанавливаемой поверхности слой полимерной композиции с последующим ее отверждением [1–3, 10]. При необходимости отвержденный слой подвергают механической обработке. Свойства полимерно-композитного слоя можно формировать путем добавления различных наполнителей или их сочетания, образуя при этом полимерную композицию. Например, в эпоксидную смолу добавляют металлическую пудру или мелкую стружку, с последующим введением отвердителя и эластомера. При этом улучшаются прочностные характеристики и теплопроводность формируемого слоя композиции. Такие композиции имеют достаточную твердость и прочность сцепления с восстанавливаемой поверхностью, но плохо переносят нагрев и ударные нагрузки, кроме того нанесенный слой плохо отводит тепло и имеет невысокую износостойкость в парах трения.
Ремонтное производство в настоящее время располагает достаточным количеством способов, чтобы восстановить практически любую изношенную и поврежденную деталь. Но для практического использования необходимо выбрать один, применение которого технически возможно и экономически наиболее целесообразно. Выбор эффективного способа восстановления деталей является важной задачей совершенствования организации ремонтного производства.
На выбор способа восстановления деталей оказывает влияние: вид дефекта и величина износа; материал, размер, форма и масса детали; точность и вид обработки; специализация производства, обеспеченность оборудованием; себестоимость восстановления, и долговечность работы восстановленных деталей.
1. Захаров, Ю. А. Совершенствование технологии восстановления посадочных отверстий корпусных деталей проточным электролитическим цинкованием: дис. … канд. техн. наук [Текст] / Ю. А. Захаров. — Пенза, 2001. — 170 с.
2. Захаров, Ю. А. Анализ способов восстановления посадочных отверстий корпусных деталей машин [Текст] / Ю. А. Захаров, Е. Г. Рылякин, А. В. Лахно // Молодой ученый. — 2014. — № 16. — С. 68–71.
3. Захаров Ю. А. Восстановление посадочных поверхностей корпусных деталей машин проточным гальваническим цинкованием [Текст] / Ю. А. Захаров, Е. Г. Рылякин, И. Н. Семов // Молодой ученый. — 2014. — № 17. — С. 58–62.
4. Рылякин, Е. Г. Повышение работоспособности гидропривода транспортно-технологических машин в условиях низких температур [Текст] / Е. Г. Рылякин, Ю. А. Захаров // Мир транспорта и технологических машин. — № 1 (44). — Январь-Март 2014. – С. 69–72.
5. Обеспечение работы мобильных машин в условиях отрицательных температур [Текст] / Ю. А. Захаров, Е. Г. Рылякин, И. Н. Семов [и др.] // Молодой ученый. — 2014. — № 17. — С. 56–58.
6. Захаров, Ю. А. Восстановление металлизацией деталей транспортно-технологических машин и комплексов [Текст] / Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2014. — № 19. — С. 199–201.
7. Захаров, Ю. А. Анализ способов восстановления корпусных деталей транспортно-технологических машин и комплексов [Текст] / Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2014. — № 19. — С. 202–204.
8. Пат. 2155827 РФ, МПК: 7C 25D 5/06 A. Устройство для электролитического нанесения покрытий [Текст] / И. А. Спицын, Ю. А. Захаров // заявитель и патентообладатель ФГОУ ВПО «Пензенская государственная сельскохозяйственная академия» (РФ). — № 99115796/02, Заявлено 16.07.1999; Опубл. 10.09.2000.
9. Пат. 2503753 Российская Федерация, МПК: C25D19/00. Устройство для гальваномеханического осаждения покрытий [Текст] / Ю. А. Захаров, И. А. Спицын; заявитель и патентообладатель ФГОУ ВПО «Пензенская государственная сельскохозяйственная академия» (RU). — № 2012149639/02, заявл. 21.11.2012; опубл. 10.01.2014, Бюл. № 1. — 9 с.
10. Лахно, А. В. Восстановление деталей машин из полимерных материалов / А. В. Лахно, Е. Г. Рылякин // Молодой ученый. — 2014. — № 8. — С.196–199.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала