
Коленчатый вал двигателя внутреннего сгорания, он же коленвал — это однородная деталь (если состоит она из нескольких частей, то это составной вал) сложной формы в виде стержня с коленами, функция которой является преобразование возвратно-поступательного движения в крутящее.
- Металл коленвала
- Марки стали состава коленвала в порядке распространенности:
- Марки стали коленвалов дизельных двигателей:
- Элементы коленвала
- Назначение коленвала
- Обработка коленвала.
- Сталь для изготовления коленчатых валов
- Материалы для коленчатого вала
- Материалы коленчатых валов
- Технология производства коленчатых валов
- 🔥 Видео
Видео:Производство Коленвала)Скачать

Металл коленвала
Коленчатый вал ДВС воспринимает большие нагрузки, поэтому он изготавливается с большим запасом прочности. Материалы для изготовления коленвала следующие:
- углеродистая сталь;
- хромомарганцевая сталь;
- хромоникельмолибденовая сталь;
- высокопрочный чугун.
Марки стали состава коленвала в порядке распространенности:
- Сталь 45. Означает, что в сплаве металла содержится от 0,42 до 0,5 % углерода (С).
- Сталь 45Х. Это конструкционный легированный сплав, в котором содержится хром в количестве 1%. Из справочников по ГОСТу хрома содержится в этой марке от 0,8 до 1,1 %.
- Сталь 45Г2. Буква Г в шифре стали означает, что содержится марганец (Mn) в количестве 2%.
- Сталь 50Г. Этот шифр обозначает, что это марганцевая сталь с содержанием 1% марганца (Mn) и 0,5% углерода (С).
Если в шифре сплава металла содержится более, чем 2,14% углерода (С), то — это чугун.
Марки стали коленвалов дизельных двигателей:
Видео:А вы знали как делают коленвал ? Изготовление коленвала в ГерманииСкачать

Элементы коленвала
Коленчатый вал (коленвал) ДВС состоит из:
- Коренная шейка.
- Шатунная шейка.
- Щёки.
- Передняя выходная часть вала или, по-другому — носок.
- Задняя выходная часть вала, или, по-другому — хвостовик.
- Противовесы.
Коренная шейка вала коленчатого вала — это специальное посадочное место для коренного подшипника, на котором сидит и вращается коленвал.

Обозначения рисунка «Коленчатый вал ДВС»:
- Фланец маховика.
- Противовесы.
- Шатунные шейки.
- Коренные шейки.
- Щека.
- Отверстия подвода масла к шейкам.
- Противовесы.
- Коренная шейка упорного подшипника.
- Посадочное место звездочки (шестерни) привода распределительного вала.
- Носок коленчатого вала.
В строении коленвала ДВС имеются коренные шейки, соединяющиеся с шатунныйми шейками посредством щёк. Помимо соединительной функции щек, они еще являются балансирами кривошипно-шатунного механизма, то есть выравнивают вес поршней и шатунов. Благодаря сбалансированному вращению коленвалу, двигатель работает плавно, без рывков.
На коренные и шатунные шейки надеваются подшипники скольжения, называемые вкладышами. Вкладыши тонкостенные располовинчатые из стальной ленты с антифрикционным слоем (то есть, устойчивым к трению).
Шатунная шейка является опорой для шатуна. Самой большой нагрузке в строении коленвала ДВС подвергаются места перехода от шеек к щекам.
Чтобы весь коленчатый вал двигателя не перемещался по оси, не имел осевой люфт, используется упорный подшипник скольжения. Подшипник скольжения удерживающий от перемещения по оси коленвала устанавливается на крайней или средней коренных шейках.
В конструкции шеек и щек коленвала конструкторами предусмотрены специальные отверстия для смазки. Через эти отверстия под давлением подается моторное масло к каждой шейке вала. Коренные шейки обеспечены такой индивидуальной смазкой. Через каналы в щеках, масло подается на шатунные шейки.
Задняя часть коленвала — это хвостовик, обеспечивающий передачу крутящего момента маховику, который закрепляется на хвостовике, а маховик, в свою очередь, передает вращение на коробку переключения передач.
Передняя часть коленвала — это носок. На носке монтируются такие детали:
- шестерня или звездочка привода распределительного вала (распредвала) газораспределительного механизма (ГРМ);
- шкив привода навесного оборудования. Кстати, как снять шкив коленвала, мы рассматривали подробно. Есть несколько способов.
На носке также монтируется, так называемый гаситель крутящих колебаний. Так как коленвал ДВС постоянно испытывает огромные нагрузки на кручение и излом, на носке необходимо подавлять вибрацию (колебания).

Гаситель вибраций коленвала состоит из двух дисков и растягивающегося элемента (резина, силикон, масляная жидкость, пружина). Вибрация на носке вала уменьшается благодаря гасителю крутильных колебаний.
Видео:Изготовление коленчатого вала на WFL M60Скачать

Назначение коленвала
Во всех сложно-технических устройствах происходит возникновение одной одного вида энергии, которая кинематическими схемами преобразуется в другую, например, вращательное — в поступательное, и т.д.
В двигателе ДВС коленчатый вал — это сердце двигателя. Принцип работы коленвала следующий: когда поршень удалился на самое максимальное расстояние — щёки и шатун вытягиваются в одну линию. Далее, в рабочей камере сгорания цилиндра происходит взрыв топливно-воздушной смеси, из-за чего поршень опускается вниз с шатуном. Основание шатуна проворачивается вокруг оси шатунной шейки коленвала, так как шатун сидит на ней. После достижения поворота на 180 градусов, шатун начинает движение вверх и поднимает поршень. Таким образом происходит цикл вращения деталей цилиндро-поршневой группы.
Максимально удаленное и максимально приближенное расстояния от коленвала до поршней называются мертвыми точками, в мертвых точках скорость движения равна нолю.
Видео:Самая точная работа станка ЧПУ, способна сделать из куска металла коленвал для автомобиля.Скачать

Обработка коленвала.
Коленвалы ДВС в процессе изготовления подвергаются механической и химико-термической обработкам. Так как коленчатый вал двигателей — это сложное устройство с высокой точностью, оно делается с высокими квалитетами только на заводах. Механобработка вала, в основном, понятна многим — это изменение формы по заданным параметрам.
Химическая обработка коленвалов — это закалка током высокой частоты (ТВЧ), азотирование, закалка поверхностного слоя. Изношенные азотированные валы не шлифуют, они подлежат замене. Благодаря всем этим хим и термическим обработкам повышается прочность и износоустойчивость.
Видео:Станок Saritas STH2200Скачать

Сталь для изготовления коленчатых валов
Видео:Восстановление коленчатых валов ПФ Универсал КоломнаСкачать

Материалы для коленчатого вала
Для изготовления коленчатых валов применяются стали 45, 45А, 40Х, 20Г2 и 50Г. В дизелях, работающих с давлением наддува рк ^ 0,15 Мн/м2 (1,5 кГ/см2), для коленчатых валов используют высоколегированные стали 18ХНМА, 18ХНВА и 40ХНМА с повышенными пределами текучести и прочности.
Обычно коленчатые валы изготовляют ковкой. В последнее время стали применять литые коленчатые валы из высокопрочного чугуна, модифицированного магнием, перлитного ковкого чугуна, легированного никельмолибдено-вого чугуна.
Наибольшее применение для литых коленчатых валов получил высокопрочный ВЧ 50-1,5 (НВ 187—255) и перлитовый чугун.
Литые коленчатые валы имеют следующие преимущества по сравнению с коваными: меньший расходметалла,сокращениечисла операцийпримеханическойобработке,возможность придания оптимальных форм в отношении распределения металла и повышения усталостной прочности.
Литые коленчатые валы из чугуна обладают лучшей способностью гашения крутильных колебаний.
Литые чугунные валы обладают меньшей прочностью (особенно на изгиб), чем штампованные стальные валы. Поэтому у чугунных валов увеличивают диаметры шатунных и коренных шеек, толщину щек и радиусы галтелей. Чугунные коленчатые валы изготовляют полноопорными. Шейки чугунных валов имеют высокую износостойкость, что позволяет применять подшипники из свинцовистой бронзы.
Масса обработанного литого коленчатого вала на 10—15% меньше массы кованого.
После ковки коленчатые валы отжигают или нормализуют для снятия внутренних напряжений и понижения твердости до НВ 163—269,чтобы облегчитьмеханическую обработку.После механической обработки коленчатые валы перед шлифованием подвергают вторичной термической обработке (закалка и отпуск), что значительно улучшает их механические свойства и повышает поверхностную твердость шеек. Обычно вторичная термическая обработка производится с нагревом т. в. ч. (токами высокой частоты).
Глубина закаленного слоя должна быть не менее 3—4 м.и, чтобы после перешлифования шеек коленчатого вала под ремонтные размеры толщина закаленного слоя была не менее 1 мм. Твердость шеек коленчатого вала из стали 50Г HRC52—62, а из стали 45Г2 — HRC48—50.
Видео:Изготовление коленчатого вала двигателяСкачать

Материалы коленчатых валов
Коленчатые валы могут быть изготовлены стальными кованными, стальными штампованными, чугунными литыми.
Применение углеродистой стали для изготовления коленчатых валов для двигателей малой и средней напряженности объясняется низкой стоимостью теромобработки и хорошими механическими свойствами этих сталей.
Читайте также: Ремонт карданного вала в солнечногорске
Для подавляющего большинства коленвалов стационарных, судовых и тепловозных дизелей чаще применяют стали 35, 40, 50, 35Г, 40Г, 45Г, 50Г и др. Валы быстроходных двигателей изготовляют из тех же сталей, а также из хромовых, хромоникелевых, хромомолибденовых (40Х, 40ХН, 35ХМ, 30ХН2МА, 18Х2Н4МА и др.). Для коленвалов автомобильных и тракторных двигателей применяют стали 45,50Г, 40Х, 45Г2, 38ХГН, 40ХН2МА.
Стали, легированные ванадием, хромом, молибденом, никелем имеют повышенную твердость, пластичность, износостойкость (30ХМА, 20ХН3А, 38Х2МЮА, 40Х2Н2МА, 25Х2Н4МА, 38Х2МЮА и др.) и служат для изготовления коленчатых валов дизелей повышенной мощности.
В двигателях тракторной, автомобильной техники в последнее время нередко применяют литые коленчатые валы из высокопрочного чугуна с шаровидным графитом. Эта технология, известная еще с советских времен, снова стала популярной.
Изготовление литых чугунных валов технологически проще и существенно дешевле. Причем экономия металла увеличивается по мере усложнения конструкции вала, износостойкойсть шеек вследствие большего наличия в чугуне графита возрастает, надежность работы вала благодаря большой циклической вязкости чугуна повышается. Однако при изготовлении чугунных коленвалов особую роль играет качественное литье на современном оборудовании с целью исключения литейных пороков. Также прочностные свойства литого коленчатого вала полностью зависят от свойств используемого материала. В случае использования высокопрочных марок чугуна ВЧ или специального модифицированного чугуна марок СЧ коленчатый вал имеет достаточные характеристики прочности и не нуждается в дальнейшей термообработке. Литой коленчатый вал имеет равномерную твердость по всему сечению и она не снижается после шлифовки.
Как всегда, Вы можете получить подробную и персональную консультацию по телефону
т. 050-40-08-705, 098-79-33-152
Пожалуйста, если вам было интересно, поделитесь ссылкой на сайт и статью, с теми кому это важно, не прячьте это от своих друзей.
Видео:Как немцы делают огромные коленвалы.Скачать

Технология производства коленчатых валов
Коленчатые валы относятся к числу наиболее ответственных деталей ДВС, работающих в условиях знакопеременных динамических нагрузок. Шейки коленчатых валов испытывают высокие удельные нагрузки при наличии трения скольжения.
По конструкции коленчатые валы бывают (в зависимости от типа, размера и других показателей двигателей) целыми и составными из двух-трех групп кривошипов (колен), которые, в свою очередь, бывают целыми, полусоставными (отдельно выполняется рамовая шейка) и составными (отдельное изготовление рамовых и мотылевых шеек). Различия в конструкции определяют и различия в технологическом, процессе изготовления коленчатого вала.
К материалу коленчатых валов предъявляются весьма высокие требования. Для коленчатых валов обычно применяются углеродистые стали марок 35, 40, 45 и 50Г, которые по сравнению с легированными менее склонны к возникновению различного рода пороков и не требуют сложной термической обработки.
Коленчатые валы быстроходных двигателей, в зависимости от степени напряженности, изготовляют из сталей 45, 40Х, ЗОХМА, 40ХНМА и 18Х2Н4ВА. Последняя отличается высокими показателями прочности и ударной вязкости, а также износостойкости.
Для улучшения поверхностной твердости и износостойкости шеек валов их подвергают закалке токами высокой частоты до 50-55 HRC. Твердость шеек и усталостную прочность всего вала из сталей 18Х2Н4ВА и 40ХНМА иногда повышают азотированием, местным наклепом и дробеструйной обработкой.
Находят применение и коленчатые валы, изготовленные из модифицированного и высокопрочного чугуна (например, ВЧ50) с шаровидной формой графита для двигателей самого различного назначения.
Заготовки коленчатых валов получают свободной ковкой, штамповкой и отливкой.
Свободной ковкой получают заготовки валов крупных двигателей, выпускаемых малыми сериями, для которых нецелесообразно делать сложные и дорогие штампы. Из-за сложности конфигурации валов заготовки только отдаленно напоминают окончательную форму, поэтому при обработке удаляется большое количество металла.
При свободной ковке обжимаются только рамовые шейки (рис. 10, а). Колена выполняются способом передачи металла. На протянутой из слитка пластине делают кузнечным топором с двух сторон надрубку, а затем отжимают металл трехгранником. Передвигают несколько ниже боек и смещают металл. Последовательно путем передачи металла образуют колена I, II, III. Затем, делая по концам заготовки уступы, получают концевые рамовые (коренные) шейки, фланец и пробные бруски (рис. 10, б). Для получения колен, расположенных под углом, одно колено зажимают между бойками, а соединение с другим разворачивают рычагом и краном (шейку предварительно нагревают во избежание разрыва металла).
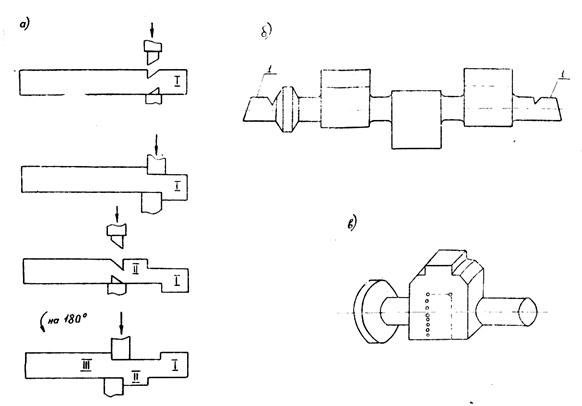
Рис. 10. Заготовки коленчатых валов
В валах, откованных подобным образом, мотылевые шейки получают вырезкой металла в сплошных коленах (рис. 10, б), что является существенным недостатком данного способа, так как при этом перерезаются волокна и ослабляется прочность металла вала.
Заготовки валов быстроходных двигателей, выпускаемых, как правило, большими сериями, получают штамповкой в закрытых штампах (при значительных размерах валов штамповка производится по частям в секционных штампах). При этом методе волокна в заготовке идут по контуру вала без отрыва.
Небольшие валы штампуют из проката, более крупные — из слитков. Для удаления пороков с наружной поверхности слиток подвергается механической обработке, затем его слегка осаживают по оси и протягивают на пластину.
Непосредственно после ковки (штамповки) заготовки подвергают термической обработке: обычной нормализации (при t = 850 °С) для углеродистых и низколегированных сталей и высокой нормализации для легированных сталей (например, для 18Х2Н4ВА при t = 950 °С). Цель термообработки — улучшить структуру металла после возможного перегрева или наклепа при ковке, устранить напряжение и облегчить последующую черновую обработку на станках.
Литые заготовки получают в земляных формах (для крупных двигателей), при этом шейки отливаются полыми, или в оболочковых формах (для автотракторных двигателей). Литые заготовки подвергаются рентгенографическому контролю для выявления внутренних скрытых раковин.

Требования к механической обработке заготовок коленчатых валов следующие:
1) оси всех рамовых шеек должны лежать на одной прямой. Несоосность рамовых (коренных) шеек при соосных опорах рамы приводит к появлению в вале дополнительных напряжений (постоянного знака) и к увеличению опорных реакций. Допуск абсолютного радиального биения составляет 0,03-0,04 мм при dШ £ 180 мм и 0,05-0,06 мм для шеек большего диаметра (абсолютное биение — биение шейки относительно оси, проходящей через крайние рамовые шейки), допуск относительного радиального биения соседних коренных шеек — не более 0,02 мм при dШ £ 180 мм и не более 0,03-0,04 мм для большего диаметра;
2) ось каждой мотылевой (шатунной) шейки должна быть параллельна оси рамовых шеек. Допуск параллельности осей — 0,03 мм на 100 мм длины;
3) торцевая плоскость соединительного фланца должна быть перпендикулярна к оси вала. Допуск торцевого биения при жестком соединении фланца — не более 0,005 мм на каждые 100 мм диаметра, при прочих соединениях — не более 0,03 мм на 100 мм диаметра.
4) углы разворота между мотылями относительно любого мотыля, принятого за базу, должны быть выдержаны в пределах ± 30 °;
5) обработка по размерам (рис. 11) ведется с точностью, указанной в табл. 3;
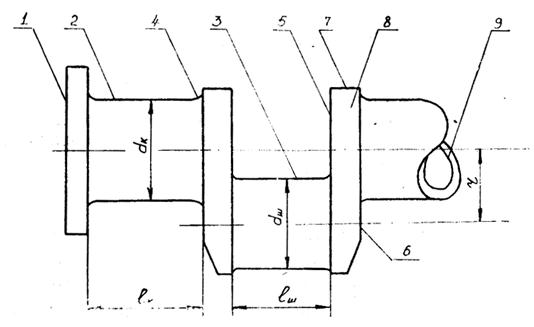
Рис. 11. Обрабатываемые поверхности коленчатого вала
Точность обработки коленчатого вала
| Размер | Поле допуска | Примечание |
| dК | h6 | Для валов всех диаметров |
| dШ | h6 | Для валов всех диаметров |
| lК | H10 | Длина коренных шеек |
| lШ | H10 | Длина шатунной шейки в случае фиксации по ней шатуна от осевого перемещения |
| r | ± 0,15 мм | На 100 мм радиуса кривошипа (r – радиус кривошипа) |
Читайте также: Технологическая карта по ремонту компрессора зил 130
6) механические свойства валов должны соответствовать показателям, установленным в зависимости от марки стали и категории прочности. Обязательными показателями механических свойств являются предел текучести, относительное сужение, ударная вязкость и твердость;
7) каждый коленчатый вал должен быть динамически сбалансирован. Одно- и двухколенные валы, а также валы, работающие с частотой вращения n-1, допускается балансировать статически. Допускаемый дисбаланс указывается в рабочем чертеже;
8) шероховатость обработанных поверхностей коленчатых валов указана в табл. 4.
Шероховатость обработки коленчатого вала
| Номер поверхности | Шероховатость поверхности Ra, мкм | Примечание |
| 1,6 | ||
| 2, 3 | 0,2 | Для шеек с dШ 100 мм |
| 0,8 | Для шеек на подшипниках качения | |
| 0,4 | Все галтели | |
| 5, 6, 7, 8 | 12,5 | Для тихоходных двигателей |
| 5, 6, 7, 8 | 0,4 | Для быстроходных двигателей (валы из легированных сталей) |
| 1,6…0,8 | Все отверстия |
Применяется следующий технологический процесс изготовления коленчатого вала двигателя средней мощности при мелкосерийном производстве из цельнокованой заготовки с учетом:
1) обдирочные операции отделяются от чистовых;
2) наибольшие трудности в механической обработке коленчатых валов обусловливаются их относительно малой жесткостью, поэтому для обеспечения наименьших деформаций валы устанавливают и закрепляют по поверхностям, расположенным как можно ближе к обрабатываемым частям вала;
3) пробные бруски у легированных сталей обычно отрезаются в механическом цехе после термообработки, у углеродистых сталей — в кузнечном цехе после поковки вала.
— операция 05 — проверка поковки, разметка под обработку. В механический цех поковка может поступать либо в виде пластины, либо в уже частично обработанном виде (рамовые шейки предварительно образованы, колена развернуты — рис. 10, б). Ниже рассматривается второй случай. Операция производится на разметочной плите с помощью обычных приспособлений;
— операция 10 — зацентровка торцев на горизонтально-сверлильном или специальном центровочном станке;
— операция 15 — обдирка рамовых шеек, наружных сторон щек, затылков мотылей, скосов. Операция выполняется на крупногабаритном токарном станке, как правило, снабженном двумя или четырьмя суппортами, которые располагаются с передней и задней сторон станка. Вал устанавливают одним концом в кулачки патрона, другой конец поддерживается центром. Прежде всего производят обдирку и обточку шеек под люнеты, причем вначале обтачивают крайнюю шейку со стороны задней бабки. Чтобы избежать быстрого износа и разработки центрового отверстия, используют вращающийся задний центр. После обработки крайней шейки вал снимают с центра и устанавливают на люнет. Обработка в люнетах дает возможность снимать стружку большого сечения, не опасаясь прогиба вала. После черновой обточки оставляют припуск 3-5 мм на сторону для чистовой обработки;
— операция 20 — фрезерование боковых поверхностей щек. Операция производится на продольно-фрезерном станке при установке коленчатого вала в призмах. Установочной базой служат рамовые шейки. На чистовую обработку оставляют припуск около 5 мм;
— операция 25 — разметка контура мотылей для вырезки металла (формирование мотылей). Поскольку вырезка может производиться несколькими способами (высверливанием, выстрогиванием и др.), то и разметка производится по-разному. В первом случае по контуру мотыля размечают и закернивают все отверстия, подлежащие сверлению, с перекрытием друг друга на 2-3 мм; во втором размечается только граница долбления и два вспомогательных отверстия в углах контура для поворота и вывода резца (рис. 10, в);
— операция 30 — вырезка (высверливание) металла для образования кривошипа (мотыля). Удаление металла может производиться следующими способами:
— вырезка круглой или ленточной пилой;
Метод высверливания материала требует последующей зачистки долблением оставшейся зубчатой поверхности, чтобы при обточке мотылевой шейки предохранить резец от ударов.
Весьма производительный метод — газовая резка. Ранее считалось, что она вредно влияет на структуру металла. Однако, оставляя припуски 5-10 мм, можно в дальнейшем полностью удалить дефектный слой;
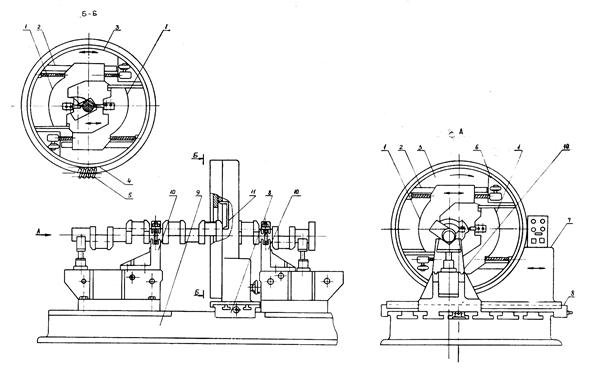
Рис. 12. Обточка мотылевых шеек вала на станке с вращающимся суппортом
— операция 35 — черновая обточка мотылевых шеек и внутренних сторон щек. Применяется специальный станок с вращающимся суппортом (рис. 12). Коленчатый вал укладывают рамовыми шейками как базовыми поверхностями на призматические стойки 10, установленные на станине станка 9. Коленчатый вал закрепляют неподвижно. Корпус 7 суппорта может передвигаться вдоль станины 9станка; кроме того, он снабжен направляющими 8 для поперечного перемещения. Внутри корпуса суппорта помещено кольцо 3, снабженное зубчатым ободом 4и получающее вращательное движение от червяка 5, — таким образом осуществляется главное движение инструмента. К кольцу прикреплены две призматические направляющие 2, по которым в радиальном направлении передвигаются два суппорта 1с резцами. Движение передается от электродвигателя 6.
Ось обрабатываемой мотылевой шейки совмещают с осью вращающегося кольца поворотом коленчатого вала вокруг оси и поперечным передвижением корпуса суппорта 7. Для проверки установки вала служит скоба 11, которой измеряют расстояние от накерненного центра мотылевой шейки на наружной стороне щеки до внутреннего пояска на вращающемся кольце. При обточке шейки резец подается продольным движением корпуса. Для подрезки внутренних сторон щек подачу осуществляют радиальным перемещением суппортов с резцами. Одновременно обтачивают закругления на нижних поверхностях щек.
При отсутствии станка с вращающимся суппортом моты левые шейки обтачивают на токарных станках (рис. 13). На концы коленчатого вала надевают диски 5, снабженные центровыми втулками 2, положение которых должно соответствовать осям обтачиваемых мотылевых шеек.
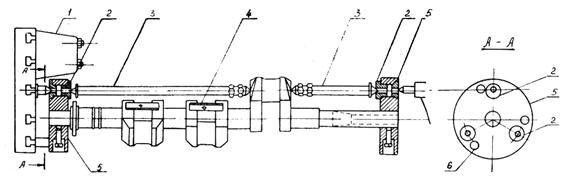
Рис. 13. Обточка мотылевых шеек на токарном станке
Диски для вала устанавливают на плите, тщательно выверяя их угловое положение по разметочным рискам. Чтобы увеличить жесткость вала и уменьшить деформации, между щеками и дисками по оси центров станка устанавливают распорки 3, а не обрабатываемые в данной установке мотыли скрепляют планками 4и болтами. Вращение валу передают поводком через отверстие 6в диске. Из-за вращения больших неуравновешенных масс такой метод малопроизводителен и недостаточно точен. Прикрепление к планшайбе тяжелого свинцового противовеса 1 лишь частично устраняет этот недостаток;
— операция 40 — сверление отверстий в шейках. Отверстия в рамовых шейках обрабатывают на универсально-расточном или горизонтально-сверлильном станке. Их сверлят спиральными сверлами, а затем растачивают борштангой с резцами. Подобным же образом обрабатывают отверстия в мотылевых шейках. Если эти отверстия недоступны для обработки инструментом, установленным в шпинделе станка (мешают фланцы или соседние колена), то используют угловые машинки с коническими передачами с приводом от электродвигателя или станка;
— операция 45 — термообработка. Для углеродистых сталей — отпуск (нагрев до 600-650 °С и охлаждение с печью), для легированных сталей — закалка при 800 °С и высокий отпуск при 500 °С;
— операция 50 — разметка под обработку боковых и наружных плоскостей, скосов и затылков щек — производится на разметочной плите;
— операция 55 — чистовая строжка или фрезеровка боковых сторон щек — производится на поперечно-строгальном или фрезерном станке;
— операция 60 — окончательная обточка затылков, скосов и наружных плоскостей щек — выполняется на токарном станке при установке в центрах;
— операция 65 — перецентровка вала. Необходимость этой операции обосновывается тем, что при обработке затылков, скосов, наружных сторон щек (особенно при обдирочных операциях) центровые отверстия разбиваются и уже не могут служить надежной установочной базой при обработке рамовых шеек. На универсально-расточном станке растачивают пояски в отверстиях рамовых шеек по концам вала. В эти пояски вставляют центровые пробки для последующей установки вала в центры токарного станка.
Читайте также: Валы волы что они обозначают
В некоторых случаях перецентровку производят после термообработки, а обработку затылков, скосов наружных плоскостей щек — в одной операции с обработкой рамовых шеек;
— операция 70 — окончательная обточка рамовых шеек.
Для обеспечения надлежащей точности обработку проводят в следующей последовательности. Сначала обрабатывают все шейки с припуском 0,4-0,5 мм на сторону, идя от крайних шеек к средним с установкой люнетов под обработанные шейки. Последние проходы часто ведут резцами с широкой режущей кромкой при глубине резания 0,1 мм и подаче 10-15 мм/об. Галтели обрабатывают широкими фасонными резцами;
— операция 75 — чистовая обточка мотылевых шеек и внутренних сторон щек — производится на станке с вращающимся суппортом. Ось мотылевой шейки совмещают с осью вращающегося кольца. В этой же операции может производиться полировка мотылевых шеек. Тогда на суппорте вместо резцов закрепляется деревянная колодка с наждачным полотном;
— операция 80 — разметка отверстий на фланце и шпоночного паза для посадки шестерни привода;
— операция 85 — сверление наклонных смазочных отверстий — производится на радиально-сверлильном станке, устанавливая вал под углом. У крупных валов эту операцию производят на универсально-расточном станке;
— операция 90 — сверление и зенкерование отверстий во фланце с припуском и развертывание их совместно с фланцем присоединяемого вала — производится на горизонтально-сверлильном или универсально-расточном станке;
— операция 95 — фрезерование шпоночного паза на вертикально-фрезерном станке;
— операция 100 — отделка рамовых шеек. Применяется шлифование, полирование, чаще микрошлифование (суперфиниширование). Для последнего создан ряд специальных станков, где бруски автоматически прижимаются к шейкам вала, а также специальные приспособления, позволяющие производить суперфиниширование на токарном станке. Суперфиниширование производится абразивными брусками с зернистостью 400-600. Продукты износа брусков с частицами металла смываются струей керосина. Припуск на суперфиниширование составляет 0,003-0,015 мм.
Полирование производится эластичными кругами, на которые нанесена абразивная паста. Круги изготавливаются из войлока, фетра, бязи, парусины и кожи; скорость вращения кругов до 40 м/с.
Суперфиниширование и полирование не устраняют погрешности формы.
Притирка применяется в тех случаях, когда необходимо обеспечить высокую точность размеров и требуемую шероховатость поверхности шейки. Она производится чугунными или медными притирами с притирочными пастами, состоящими из мелкозернистого абразивного порошка, смешанного с парафином, маслом, керосином и другими жидкостями. Припуск на притирку 0,005-0,020 мм.
Шлифование мотылевых шеек коленчатых валов меньших размеров может производиться на специальных шлифовальных станках, чаще всего с двухсторонним приводом (рис. 14).
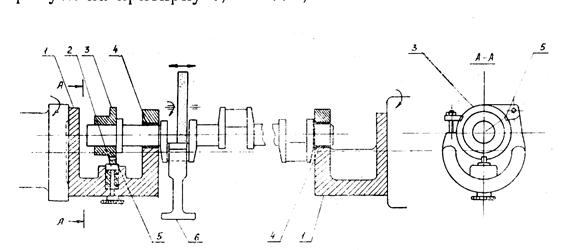
Рис. 14. Шлифование мотылевых шеек
Вал концевыми коренными шейками устанавливают в патроны 1 с эксцентрично расположенными гнездами 4. Все мотылевые шейки шлифуют на одном станке с трех позиций. Для этого на конец вала надевают делительный диск 3, снабженный тремя пазами 5для фиксирующего штифта 2. Положение паза 5 при надевании диска должно строго соответствовать отверстию ближайшей мотылевой шейки, что проверяется специальным калибром. На каждой позиции шлифуют пару мотылевых шеек, расположенных в одной плоскости. Шлифуемые шейки поддерживают люнетами 6. При шлифовании шеек используют приборы с индикаторами, позволяющие измерять диаметр во время работы станка;
— операция 105 — балансировка коленчатого вала — производится на специальном балансировочном приспособлении (статическая балансировка) или балансировочном станке (динамическая балансировка).
Балансировка коленчатых валов. На балансировку коленчатого вала следует обратить самое серьезное внимание, ибо при значительной частоте вращения неуравновешенные массы вызывают вибрацию, повышенный износ и даже нарушение правильного функционирования двигателя.
Устранение неуравновешенности решается путем включения в технологический процесс изготовления операции балансировки — статической или динамической. Балансировку не следует смешивать с уравновешиванием поршневых двигателей, при котором решается чисто конструктивная задача взаимного уравновешивания в самом двигателе сил инерции движущихся частей.
Статическая балансировка. При вращении вала, когда центр тяжести его не лежит на оси вращения, возникает центробежная сила
где m — масса вала, равная G/g; r — расстояние центра тяжести вала от оси вращения; w — угловая скорость вращения, равная (πn)/30; n — частота вращения вала; G — вес вала.
Неуравновешенность вала может являться следствием не только его неправильного изготовления и сборки, но и неравномерной плотности металла.
Задачей статической балансировки является совмещение центра тяжести коленчатого вала с осью вращения. Процесс осуществляется с помощью приспособления, состоящего из двух параллельных пластин-ножей. Коленчатый вал с неуравновешенной массой, перекатываясь по ножам, самоустанавливается так, что его центр тяжести занимает низшее положение. Уравновешивая вал путем удаления металла или добавления противовеса, добиваются его нейтрального положения. Таким образом центр тяжести вала совмещают с осью вращения и устраняют действие центробежной силы Q.
Динамическая балансировка. Рассмотрим два случая неуравновешенности (рис. 15).
В первом случае (рис. 15, а) отношение длины к диаметру невелико. Предположим, что влияние неуравновешенности сводится к действию груза М, расположенного в какой-либо точке на окружности диска.
При балансировке важно обеспечить положение центра тяжести диска на оси вращения, что достигается прикреплением груза М1. Причем взаимное расположение грузов М и М1 по длине диска в данном случае не играет существенного значения, так как длина диска невелика.
Во втором случае (рис. 15, б) длина детали значительно больше диаметра. Балансируя эту деталь статически, мы находим значение неуравновешенной массы. Однако здесь уже не безразлично положение уравновешивающего груза по длине, так как в случае расположения его в точках А или В при вращении детали возникает момент от пары центробежных сил, равный соответственно mrw 2 l2 или mrw 2 l1 (М=М1=М2).
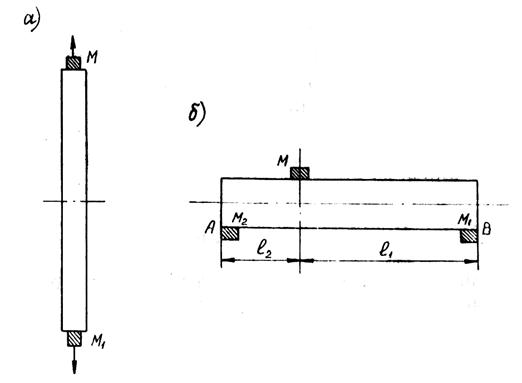
Рис. 15. Балансировка коленчатых валов
Отсюда следует, что при балансировке длинной детали (в частности, коленчатого вала) необходимо обеспечить совпадение оси вращения с осью инерции.
Балансировка, обеспечивающая соблюдение такого условия, называется динамической. Динамическое уравновешивание коленчатых валов основано на теоретической предпосылке, что любое число центробежных сил, действующих на вал, может быть приведено к двум равнодействующим центробежным силам, приложенным в плоскостях двух крайних торцов вала. При динамической балансировке добиваются уравновешивания как центробежных сил, так и пары сил. Следует отметить, что динамическое балансирование предполагает наличие и статического балансирования.
В процессе динамической балансировки:
— определяют значение и направление неуравновешенных сил;
— устраняют неуравновешенность, прибавляя или снимая уравновешивающие массы в двух произвольно выбранных плоскостях приведения, расположенных перпендикулярно к оси вращения.
Принцип работы балансировочных станков состоит в том, что вал устанавливается на две упругие опоры, поддерживаемые пружинами. При вращении неуравновешенного вала возникают колебания опор. Эти колебания измеряют при наибольших амплитудах, т.е. в условиях резонанса вала и опоры.
Балансировку выполняют сначала в одной плоскости приведения, для чего одну опору жестко закрепляют. Колебания системы происходят в вертикальной плоскости относительно неподвижной опоры. Для уравновешивания к валу прикрепляют грузы. Затем таким же образом уравновешивают вал и в другой плоскости, закрепляя уже другую опору.
Избыточные массы удаляют фрезерованием.
В настоящее время балансировочные станки снабжаются электрическими и оптическими устройствами. В частности, на станках с упругими опорами используют электрические методы компенсации дисбаланса с использованием индукционных датчиков.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
🔥 Видео
Строение и функция коленчатого вала (3D анимация) - Motorservice GroupСкачать

Производство крупных коленваловСкачать
Шлифовка коленчатых валов (отечественного и импортного производства)Скачать
Изготовление коленвалаСкачать
Manufacturing of Truck CrankShafts // The Most Amazing Production & Machining Complete ProcessСкачать
Шлифовка коленчатых валов. Устройство станкаСкачать
Изготовление коленвалаСкачать
Изготовление самых больших в мире коленвалов ! ЖестьСкачать
Токарная обработка коленчатого валаСкачать
Восстановление коленчатых валов ПФ Универсал КоломнаСкачать
Изготовление ободов из нержавеющей сталиСкачать
Немецкие технологии производства огромные размеры коленчатого валаСкачать











