
При рассмотрении технологии наплавки наплавленный металл разделен на типы в соответствии с проектом классификации МИС.
Нелегированные или низколегированные стали с содержанием менее 0,4% С типа А в качестве наплавленного металла используют главным образом для восстановления размеров деталей и образования подслоя при последующей наплавке износостойкими сплавами (табл. 13-6, 13-7, 13-8, 13-9). Применяют следующие способы наплавки: ручную дуговую штучными электродами, механизированную под флюсом и в защитных газах, реже — электрошлаковую. Типичные составы наплавленного металла: 15ХГ2С, 20Х2Г2М, 20ХГТ, 25ХЗГ2, 08Г, 08ГС и 15Г2С. Последние два со-
става получают при помощи стандартной сварочной проволоки в сочетании с обычными флюсами АН-348-А, АН-60 и ОСЦ-45. Основные технологические особенности наплавки те же, что и сварки близких по составу сталей.
Наплавку часто производят на основной металл с повышенным содержанием углерода (стали 45, 50, 50Х) и серы (35ЛК, ЗОЛ и т. п.). В данных случаях во избежание появления кристаллизационных трещин необходимо использовать приемы наплавки, обеспечивающие уменьшение доли основного металла (см. рис. 13-11).
На микроструктуру и твердость наплавленного металла, особенно в случаях комплексного легирования хромом, никелем и молибденом, оказывает влияние скорость охлаждения при температурах распада аустенита. Чрезмерное увеличение скорости охлаждения может привести к частичному образованию мартенсита в околошовной зоне и наплавленном слое. Это сопровождается увеличением твердости и хрупкости сплава, не говоря уже о возможности образования трещин. Наоборот, чрезмерное уменьшение скорости охлаждения, например при широкослойной наплавке, обусловливает распад значительной части аустенита при высоких температурах с образованием перлита. В результате снижаются твердость и износостойкость наплавки. При наплавке массивных деталей оптимальные свойства наплавленного слоя достигаются при предварительном подогреве до температуры 200— 250° С. При наплавке небольших деталей для подогрева достаточно теплоты дуги.
Наплавленный металл типа В (нелегированные или низколегированные стали с содержанием более 0,4% С) получают при дуговой наплавке посадочных мест различных валов, шеек коленчатых валов, а также при восстановлении и упрочнении деталей ходовой части гусеничных машин. Типичные составы наплавленного металла: 45Х5Г (табл. 13-6), 70ХЗМН (табл. 13-11), 80Х4СГ, 60Х2СМ и др. Основную трудность при наплавке металла этого типа представляет повышенная склонность наплавленного слоя к образованию кристаллизационных и холодных трещин. Предварительный подогрев до температуры 350—400° С позволяет в большинстве случаев избежать трещин. Если наплавленный металл подлежит механической обработке, то изделие отжигают, при этом твердость снижается до HRC 20—25. После механической обработки следует закалка до HRC 50—60.
Металлы 80Х4СГ и 60Х2СМ наплавляют соответственно электродами 13КН/ЛИВТ и ЭН-60М, а металлы 45Х5Г и 70ХЗМН — с использованием легирующего керамического флюса АНК-19 (проволока Св-08А) и металлокерамической ленты ЛМ-70ХЗМН.
Аустенитный высокомарганцевый металл типа С рекомендуется для наплавки деталей, испытывающих абразивный износ в сочетании с сильными ударами. Типичным представителем рассматриваемого типа является сталь ПО Г13, содержащая около 1,2% С
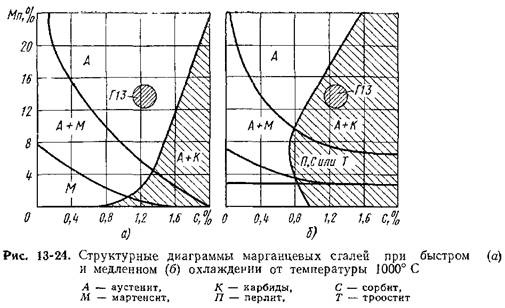
и 12% Мп. В зависимости от содержания углерода и марганца, а также скорости охлаждения с высоких температур наплавленный металл приобретает различную микроструктуру (рис. 13-24) и свойства.
При быстром охлаждении с температур выше примерно 950° С стали, содержащие 0,8—1,6% С и 12—20% Мп, приобретают стабильную аустенитную структуру и отличаются высокой прочностью и пластичностью. Благодаря высокой растворимости углерода в у-твердом растворе (при большом содержании марганца) карбиды отсутствуют. В таком состоянии твердость наплавленного металла невелика, всего НВ 180—220.
Примечательным свойством такого наплавленного металла является способность к упрочнению при холодной деформации благодаря появлению мартенсита по плоскостям скольжения. Твердость в деформированной зоне возрастает до НВ 550. Таким образом, указанные свойства (пластичность сердцевины и высокая твердость на рабочей поверхности) могут быть реализованы при условии получения исходной аустенитпой структуры и обязательного воздействия на рабочую поверхность ударов и давлений, способных вызвать пластическое деформирование. При отсутствии такого нагружения поверхностный слой не обладает какими-либо существенными преимуществами и изнашивается подобно обычной низкоуглеродистой стали.
При медленном охлаждении (см. рис. 13-24) происходит распад аустенита и выделение карбидов цементитного типа по границам зерен. Такой наплавленный металл хрупок, склонен к трещинам и отколам. Выделяются карбиды и при нагреве. Поэтому стали типа С не рекомендуются для работы при повышенных температурах, если требуется сохранить их пластичность.
Технологию наплавки сталей типа С строят с учетом рассмотренных выше особенностей. Для того чтобы избежать охрупчи-вания наплавленного слоя и околошовной зоны (при наплавке на сталь 110 Г13), процесс наплавки необходимо вести с минимальным тепловложением: малые силы тока и напряжения дуги, узкие валики, повышенная скорость наплавки, периодическое прекращение процесса и изменение места наплавки.
Читайте также: Реконструкция литовского вала в калининграде
При соблюдении этих условий, а также при наплавке на массивные детали скорость охлаждения оказывается достаточной для получения чистоаустенитной структуры. Широкослойную наплавку, которая в данном случае создает неблагоприятный термический цикл, чаще всего применить не удается. Для наплавки используют штучные электроды и порошковую проволоку.
При наплавке открытой дугой, при прочих равных условиях, обеспечивается более быстрое охлаждение валиков, чем при наплавке под флюсом. Поэтому наибольшее распространение получила наплавка самозащитной порошковой проволокой, например ПП-АН105 (см. табл. 13-8). Наплавленный металл дополнительно легирован никелем (3—4%), при этом увеличивается устойчивость аустенита и появляется возможность увеличить критическую скорость охлаждения. Частым дефектом являются кристаллизационные трещины, которые возникают при повышенном содержании фосфора. Наплавка стали 110Г13 на углеродистые стали применяется реже из-за отколов наплавленного слоя.
Технологические особенности наплавки аустенитного хромони-келевого металла типа D во многом совпадают с особенностями сварки хромоникелевых коррозионностойких сталей (см. гл. 10). При наплавке на углеродистую сталь важно обеспечить минимальную долю основного металла и минимальное содержание углерода в наплавленном слое, если от него требуется повышенная стойкость против межкристаллитной коррозии. Поэтому значительное распространение нашла широкослойная наплавка под флюсом электродной лентой.
Металлокерамическая лента, изготовляемая из чистых по углероду порошков, позволяет достичь при многослойной наплавке минимального содержания углерода и высокой стойкости слоя против межкристаллитной коррозии. Примером такой ленты является металлокерамическая лента ЛМ-00Х21Н9Г (см. табл. 13-11), применяемая для наплавки под пемзовидным флюсом АН-26 фланцев, патрубков и сосудов химической и нефтехимической аппаратуры, а также энергетических устройств.
Наплавленный металл типа Е — хромистые стали — в зависимости от содержания углерода и хрома имеет ферритную, полу-ферритную и аустенитно-мартенситную микроструктуру. При содержании более 1,0% С и более 10% Сг в структуре появляется карбидная эвтектика (ледебурит). По своей структуре и свойствам такие стали приближаются к доэвтектическим высокохромистым чугунам.
Коррозионностойкие хромистые стали применяют для наплавки деталей общепромышленной газовой и нефтяной трубопроводной арматуры, работающей при температурах до 400—450° С, плунжеров прессов и некоторых видов штампов, а также для наплавки камер проточного тракта гидротурбин. Для наплавки трубопроводной арматуры используют порошковую проволоку с внутренней защитой ПП-АН106, а для наплавки камер гидротурбин — порошковую проволоку ПП-АН138 (см. табл. 13-8 и 13-9).
Во избежание образования пор наплавку необходимо выполнять при напряжении дуги не более 24—26 В. Обрезные штампы, а также уплотнительные поверхности арматуры наплавляют электродами НЖ-2 (тип ЭН-25Х12-40). При содержании более 0,2% С наплавленный металл склонен к образованию трещин. Поэтому применяют предварительный и сопутствующий подогрев до температуры 300—350° С.
Ледебуритные стали Х12М, Х12ВФ наплавляют под флюсом порошковыми проволоками ПП-АНЮЗ и ПП-АН104 (табл. 13-8 и 13-9). Наплавка сталей Х12, содержащих 1,8—2,0% С, сопряжена с известными трудностями вследствие склонности наплавленного металла к образованию холодных и кристаллизационных трещин. Если холодные трещины удается устранить подогревом деталей до температуры 400—550° С и последующим замедленным охлаждением, то этого не всегда можно достичь в отношении кристаллизационных трещин.
Кристаллизационные трещины в ледебуритных сталях Х12 возникают вследствие выделения в процессе кристаллизации легкоплавких карбидных эвтектик. Трещины не возникают при условии, если наплавленный металл содержит 1,5—2,5% С. При таком содержании углерода количество эвтектики увеличивается настолько, что она свободно перемещается между дендритами аусте-нита и может залечивать трещины. Таким образом, при наплавке сталей Х12 на низкоуглеродистую сталь необходимо стремиться к минимальной доле основного металла, в противном случае первый слой будет поражен кристаллизационными трещинами из-за недостаточного количества карбидной эвтектики, способной залечивать трещины.
Твердость наплавленного металла Х12 сравнительно невысока и составляет HRC 40—44, что объясняется наличием в структуре большого количества остаточного аустенита. Твердость можно увеличить высоким отпуском при температуре 500—550° С (до HRC 55—60). Для возможности механической обработки наплавленное изделие отжигают. Отжиг заготовок следует выполнять по изотермическому циклу: нагрев до температуры 870—900° С, выдержка 1,0—2,0 ч, охлаждение с печью до температуры 700° С, выдержка 5—8 ч, дальнейшее остывание на воздухе. Твердость после такого отжига составляет HRC 25—29. Закалку производят на первичную или вторичную твердость с последующим отпуском по режимам для инструментальных штамповых сталей типа Х12.
Восстановление деталей наплавкой металла
Наплавкой называется процесс нанесения одного расплавленного металла (называемого присадочным) на поверхность другого (называемого основным). При этом основной металл также расплавляется на небольшую глубину для образования гомогенного соединения. Цель наплавки может быть различной: восстановление утраченной геометрии детали или придание ей новой формы, образование поверхностного слоя с заданными физико-механическими свойствами (такими как повышенная твердость, износостойкость, антифрикционность, коррозионная стойкость, жаростойкость и пр.), упрочнение наплавкой.
Читайте также: Вращающий момент вала это
Наплавку можно производить на любые поверхности — плоские, конические, цилиндрические, сферические. В больших пределах может меняться и ее толщина — от нескольких долей миллиметра до сантиметра и более.
Основные принципы наплавки
- Необходимо стремиться к минимальному проплавлению основного металла. Это достигается путем наклона электрода в сторону, обратную ходу наплавки.
- Должно быть как можно меньшее перемешивание наплавленного металла с основным.
- Нужно стараться достичь минимальных остаточных напряжений и деформаций в детали. Это требование во многом обеспечивается соблюдением двух предшествующих.
- Необходимо снижать до приемлемых значений припуски на последующую обработку детали. Говоря другими словами, нужно наплавлять металла ровно столько, сколько необходимо, и не больше.
Применяются различные способы наплавки металла — электродуговая, газовая, электрошлаковая, индукционная, плазменная, импульсно-дуговая, вибродуговая, порошковая наплавки. Наибольшее распространение получила дуговая наплавка.
Материалы для наплавки существуют в различных формах. Это могут быть присадочные прутки, порошкообразные смеси, наплавочные покрытые электроды, порошковая и цельностержневая проволока. В электродуговой наплавке применяются в основном покрытые электроды, присадочные прутки и проволока.
Наплавка покрытыми электродами
Наплавка требует определенных навыков в работе. Надо при минимальном токе и напряжении, чтобы не увеличивать долю основного металла в наплавленном, оплавить оба компонента. Состав металла будет определять тип электрода, а толщину и форму — диаметр электрода. Напряжение дуги определяет форму наплавленного валика, при его повышении увеличивается ширина и уменьшается высота валика, возрастает длина дуги и окисляемость легирующих примесей, особенно углерода. В связи с этим стремятся к минимальному напряжению, которое должно согласовываться с током дуги.
Наплавка деталей из стали осуществляется, как правило, постоянным током обратной полярности (на электроде «плюс») в нижнем положении.
Детали из низкоуглеродистых и низколегированных сталей наплавляют обычно без предварительно нагрева. Но нередко требуется предварительный подогрев и последующая термообработка с целью снятия внутренних напряжений. Более детальные требования к наплавке сообщаются в документации на применяемые наплавочные электроды. Например, для электрода ОЗИ-3 приводятся следующие технологические особенности: «Наплавку производят в один-четыре слоя с предварительным подогревом до температуры 300-600°С. После наплавки рекомендуется медленное охлаждение. Возможна наплавка ванным способом на повышенных режимах. Прокалка перед наплавкой: 350°С, 1 ч.»
Поверхность детали перед наплавкой очищается от масла, ржавчины и других загрязнений.
Применяются различные схемы расположения наплавочных швов. В случае плоских поверхностей различают два основных вида наплавки — использование узких валиков с перекрытием друг друга на 0,3-0,4 их ширины, и широких, полученных увеличенными поперечными движениями электрода относительно направления прохода.
Другой способ — укладка узких валиков на некотором расстоянии один от другого. При этом шлак удаляют после наложения нескольких валиков. После этого валики наплавляются и в промежутках.
Во избежание коробления деталей, наплавление рекомендуется проводить отдельными участками, «вразброс», а укладку каждого последующего валика начинать с противоположной стороны по отношению к предыдущему.
Наплавка цилиндрической поверхности выполняется тремя способами — валиками вдоль образующей цилиндра, валиками по замкнутым окружностям и по винтовой линии. Последний вариант (по винтовой линии) является особенно удобным в случае механизированной наплавки, при которой детали в процессе наплавки придается равномерное вращение.
Для восстановления и повышения срока службы режущего, штампового и измерительного инструмента, а также деталей механизмов, работающих при интенсивном износе, применяется наплавка рабочих поверхностей твердыми сплавами, представляющими собой соединения таких металлов, как титан, вольфрам, тантал, марганец, хром и других с бором, углеродом, кобальтом, железом, никелем и пр.
При изготовлении новых инструментов и деталей с твердосплавной наплавкой, в качестве заготовок (оснований) применяются детали из углеродистых или легированных сталей. В случае ремонта деталей с большим износом, перед наплавкой твердыми сплавами делают предварительную наплавку электродами из малоуглеродистой стали.
Для получения более качественной наплавки, предупреждения образования трещин и снижения напряжений, во многих случаях целесообразен подогрев заготовок до температуры 300°C и выше.
Наплавка металлорежущего инструмента и штампов. Металлорежущие инструменты и штампы, работающие при холодной и горячей штамповке, наплавляют электродами ОЗИ-3, ОЗИ-5, ОЗИ-6, ЦС-1, ЦИ-1М и прочие марки. Металл, наплавленный этими электродами, обладает высокой сопротивляемостью к истиранию и смятию при больших удельных нагрузках и высоких температурах — до 650-850°C. Твердость наплавленного слоя без термообработки составляет от 52 HRC (ОЗИ-5) до 61 HRC (ОЗИ-3). Наплавляется 1-3 слоя общей толщиной 2-6 мм. Деталь перед наплавкой подогревают до температуры 300-700°С (в зависимости от марки электрода).
Читайте также: Нижнее отклонение вала мкм
Наплавка деталей, работающих на истирание без ударных нагрузок. Если требуется получить наплавленный металл особо высокой твердости, можно использовать электроды для наплавки Т-590 и Т-620. Они специально предназначены для покрытия деталей, работающих на интенсивное истирание. Их стержень изготовлен из малоуглеродистой стали, зато в покрытия входят феррохром, ферротитан, ферробор, карбид бора и графит. Благодаря этим материалам твердость наплавленного металла может достигать 62-64 единиц по HRC.
Из-за того, что наплавленный металл обладает хрупкостью и склонностью к образованию трещин, изделия, наплавленные электродами Т-590 и Т-620, не предназначены для эксплуатации в условиях значительных ударных нагрузок. Наплавка твердосплавного металла производится в один-два слоя. Если требуется наплавлять большую толщину, нижние слои наплавляются электродами из малоуглеродистой стали и лишь заключительные — твердосплавными.
Наплавка деталей, работающих на истирание с ударными нагрузками. Детали из марганцовистых сталей (110Г13Л и подобные ей), работающие в условиях интенсивного поверхностного износа и высоких ударных нагрузок (в частности, рабочие органы строительного и землеройного оборудования), наплавляют электродами ОМГ-Н, ЦНИИН-4, ОЗН-7М, ОЗН-400М, ОЗН-300М и прочие марки. При их использовании твердость наплавляемого металла во втором слое получается 45-65 HRC при высоких значениях вязкости.
Наплавка нержавеющих сталей. Для наплавки деталей из нержавеющих сталей применяются электроды ЦН-6Л, ЦН-12М-67 и прочие марки. Стержень этих электродов изготовлен из нержавеющей высоколегированной проволоки. Кроме высокой коррозионной стойкости, наплавленный металл имеет еще и устойчивость к задиранию, что позволяет использовать эти электроды для наплавки уплотнительных поверхностей в арматурных изделиях.
При использовании некоторых электродов для наплавки нержавеющих сталей, рекомендуется производить предварительный и сопутствующий подогрев детали до температуры 300-600°С и осуществлять после наплавки термообработку.
Наплавка меди и ее сплавов. Наплавка меди и ее сплавов (бронз) может осуществляться не только на медное или бронзовое основание, но также на сталь и чугун. В этом случае создаются биметаллические изделия, имеющие необходимые эксплуатационные качества (высокую стойкость против коррозии, низкий коэффициент трения и прочие ценные свойства, присущие меди и ее сплавам) и обладающие при этом гораздо более низкой стоимостью в сравнении с деталями, изготовленными полностью из меди или ее сплавов.
Алюминиевые бронзы, в частности, обладающие высокими антифрикционными свойствами, очень хорошо работают в узлах трения, поэтому их наплавляют на червячные колеса, сухари и другие детали, работающие в условиях трения.
Наплавка деталей из технически чистой меди может производиться электродами «Комсомолец-100» или присадочными прутками из меди или ее сплавов. При наплавке меди на медь применяют предварительный подогрев до температуры 300-500°С.
Наплавленный слой желательно подвергать проковке, при температуре меди выше 500°С.
Если требуется наплавка бронзой, можно использовать электроды ОЗБ-2М, содержащие помимо, составляющей основу, меди также олово, марганец, никель и железо. Изделия, наплавленные электродами ОЗБ-2М, имеют высокую поверхностную износостойкость.
Наплавка меди и ее сплавов производится постоянным током обратной полярности в нижнем положении.
Наплавка в среде защитных газов
При восстановлении наплавкой деталей из углеродистых сталей можно использовать более дешевый углекислый газ. Учитывая тот факт, что CO2 окисляет расплавленный металл, наплавочная проволока в этом случае должна иметь раскислители (марганец, кремний и пр.).
Наплавку меди и ее сплавов можно производить в азоте, который нейтрален по отношению к меди.
Высоколегированные стали, сплавы на магниевой и алюминиевой основе наплавляются в аргоне, гелии или их смеси.
Наплавку неплавящимся вольфрамовым электродом осуществляют в аргоне и гелии. Вообще, инертные газы, особенно, аргон, являются универсальными, подходящими для сварки и наплавки практически любого металла.
В качестве материалов для наплавки полуавтоматами углеродистых и низколегированных сталей применяются сварочные проволоки сплошного сечения (Св-08ГС, Св-08Г2С, Св-12ГС), и специальные наплавочные (Нп-40, Нп-50, Нп-30ХГСА). Для наплавки нержавейки применяют проволоку из нержавеющей стали. Может осуществляться наплавка и порошковой проволокой, позволяющей получить наплавленный слой с особыми свойствами.
При восстановлении деталей наплавкой методом MIG/MAG применяют как и в случае MMA постоянный ток обратной полярности, обеспечивающий меньшее проплавление основного металла. При использовании вольфрамового электрода (метод TIG) используют прямую полярность, исключающую оплавление вольфрамового электрода. Наплавку нужно стараться вести как можно более короткой дугой — во избежание разбрызгивания металла.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала