
Параметры коленвалов мотора зависят от модели машины, года её производства и объема двигателя.
Коленчатый вал (коленвал) двигателя – это одна из важных деталей КШМ, расположенная в цилиндровом блоке. Вал преобразует поступательные движения поршней во вращательный момент, который через трансмиссию передается на колеса автомобиля.
В современных автомобилях материалом для изготовления коленвалов используют высокопрочный чугун и сталь. Чугунные валы изготавливают методом литья, а стальные — методом ковки.
Набор характеристик коленвалов, определяющий его выбор:
- Длина;
- Радиус кривошипа;
- Радиус противовесов;
- Диаметр фланца;
- Диаметр коренных шеек;
- Ширина коренных шеек;
- Диаметр шатунных шеек;
- Ширина шатунных шеек.
Факторами, влияющими на выбор этого устройства, также являются: его масса, чистота обработки, диаметр, конусность, овальность шеек коленчатого вала, а также соосность коренных шеек.
Использование в автомобиле оригинального коленвала обеспечит самый надежный режим работы мотора.
Важно: Ремонт коленвала очень сложный, если речь не идет о расточке вала после капитального ремонта двигателя, поэтому в случае необходимости коленвал покупается целиком и меняется вместе с другими деталями кривошипно-шатунного механизма.
Предостережение: несмотря на то, что данные представляют собой официальные цифры производителей, приведенная выше информация является справочной и не гарантирует однозначной точности.
Комментарии. Есть вопросы? Ответим на все.
- Ремонтные размеры коленвалов
- Когда требуются ремонтные размеры коленвалов
- Как узнать размеры коленвалов
- Ремонт коленчатых валов
- Заключение
- Как узнать размер пальца для кольца — таблица размеров колец
- Для чего предусмотрены ремонтные размеры коленвалов — AutoDoza — Автомобильный портал
- Необходимые размеры шатунов
- Коленвал КаМАЗ 740, Характеристики коленчатого вала КаМАЗ 740 и ремонтные размеры.
- Измерение сопряженных деталей
- В зависимости от деформации (биения) вала способы ремонта будут следующими:
- Суть проблемы с размерами колец на Алиэкспресс
- Какие бывают размеры колец вообще ( и в чем разница )
- Как правильно определить размеры колец на Алиэкспресс.
- Сборка коленчатого вала с подшипниками после ремонта
- Характеристика коленчатых валов
- Характеристика коленчатых валов фото, Инструкции по доработке двигателя, тюнинг двигателя
- Проверки и измерения коленвала
Ремонтные размеры коленвалов
Коленчатый вал (коленвал) — важный узел в составе кривошипно-шатунного механизма автомобиля. Его функция заключается в том, чтобы воспринимать возвратно-поступательное движение поршней и преобразовывать его в крутящий момент, обеспечивая таким образом плавную работу двигателя. Конструктивно состоит из нескольких коренных и шатунных шеек, соединенных между собой щеками. По мере износа вал перешлифовывают на ремонтные размеры, что соответственно меняет и размеры шеек коленвала. Обычно предусматривается до 6 ремонтных размеров, советские стандарты допускали 8 для ряда моделей.
Когда требуются ремонтные размеры коленвалов
Место перехода от коренной или шатунной шейки к щеке испытывает наибольшие нагрузки в конструкции коленвала, а потому износ в этом месте наиболее велик. По мере эксплуатации мотора на шейках появляются задиры и трещины, которые приводят к нарушению геометрии вала и должны быть устранены как можно скорее. Устраняются они шлифованием. Для того чтобы двигатель работал сбалансированно и без лишней вибрации, новые размеры коренных и шатунных шеек коленвала должны быть точно подогнаны к валу и друг другу. Делается это при помощи специальных вкладышей. Для удобства автомехаников диаметры шеек и толщина вкладышей были стандартизированы для каждой модели автомобиля.
Таким образом, ремонтные размеры требуются при каждой шлифовке коленвала. Определяются они в зависимости от метода обработки вала. В ходе производства каждый вал проходит несколько этапов закалки, повышающих прочность и износостойкость его поверхности. Чаще всего используется термическая обработка, но в ряде случаев для усиления прочности воздействие высоких и низких температур сочетают с химическим (закалка ТВЧ, азотирование, закалка поверхностного слоя). В результате достигается достаточная глубина закалённого слоя, чтобы шейки вала можно было шлифовать 4–6 раз без потери рабочих качеств вала.
Важно знать, что валы, закаленные методом азотирования, не подлежат шлифовке.
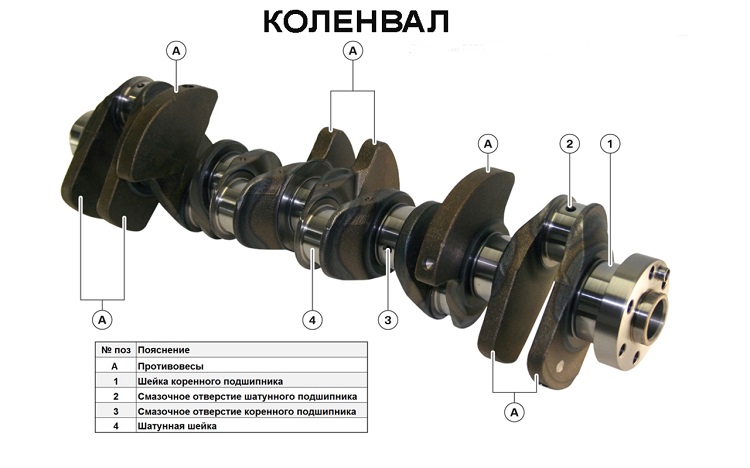
Конструкция коленвала:
- Коренная шейка — опорная часть вала. Находится в картере двигателя и опирается на коренной подшипник.
- Шатунная шейка соединяет вал с шатунами и одновременно обеспечивает поступление к ним смазки через специальные каналы.
- Щёки — детали, соединяющие коренные и шатунные шейки.
- Передняя выходная часть вала или носок — место крепления зубчатого колеса или шкива отбора мощности для привода ГРМ.
- Задняя выходная часть вала или хвостовик — место крепления маховика или шестернёй отбора мощности.
- Противовесы — конструктивно являются продолжением щек и снимают часть нагрузки с коренных подшипников.
Как узнать размеры коленвалов
Существуют специальные таблицы, где можно узнать размеры коленвалов для конкретной модели автомобиля или техники. Такие таблицы есть для всех видов транспортных и технических средств, на которых установлен двигатель внутреннего сгорания. Размеры вкладышей, имеющихся в продаже, соответствуют этим размерам.
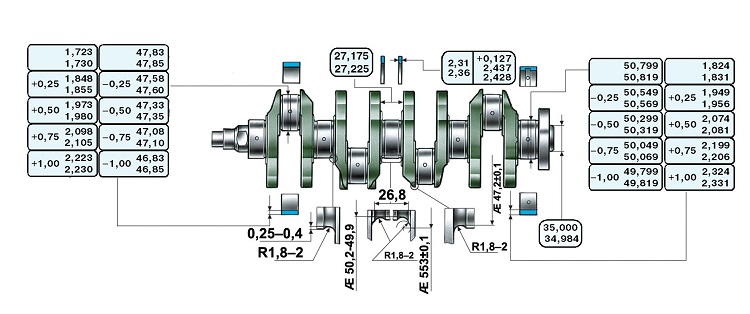
Например, для Opel Kadett 1,3S стандартные размеры коренных шеек составляют 54,972–54,985 мм, при шлифовке на глубину 0,25 мм – 54,722 – 54,735 мм, при шлифовке на 0,5 мм – 54,472 — 54,485. Размеры шатунных шеек, соответственно, составляют 42,971 — 42,987 в стандартном (нулевом) варианте, 42,721 — 42,737 при шлифовке на 0,25 мм и 42,471 — 42,787 при глубине обработки 0,5 мм. Для автомобиля ВАЗ-2108 стандартный диаметр составит уже 50,779–50,819 мм, а ремонтных размеров предусмотрено четыре: 50,549–50,569, 50,229–50,319, 50,049–50,069 и 49,799–49,819.
Как правило, при первом ремонте шейку шлифуют на глубину около 0,25 мм. Следующие размеры располагаются друг от друга на таком же расстоянии: 0,5, 0,75 и 1 мм. Для ряда моделей также возможны шаги в 0,125 мм. Таблицы допускают шлифовку ещё на два размера, 1,25 и 1,5 мм, однако такая обработка чревата разрушения вала в процессе работы. По этой причине в магазинах размеры вкладышей 1,25 и 1,5 представлены редко. При значительном износе иногда перешлифовывают «через размер», т. е. уменьшают диаметр сразу на два размера.
Ремонт коленчатых валов
Шлифовка коленвала выполняется на вращающемся наждачным круге. В процессе работы вал поворачивают вокруг осей базирования то коренных, то шатунных шеек. Также необходимо следить за соблюдением межцентрового состояния и крайне бережно отнестись к сохранению форме галтелей, иначе ремонт может только ускорить разрушение коленчатого вала.
После шлифовки вал необходимо динамически отбалансировать в сборе с маховиком, чтобы избежать вибрации в отремонтированном двигателе. Однако на практике это условие редко выполняется, особенно при индивидуальном ремонте.
В некоторых случаях устранить повреждения шеек шлифованием невозможно. Тогда можно рассмотреть вариант наплавке или напыления (в том числе — плазменного) с последующим шлифованием под нулевой (номинальный) размер. В зависимости от наплавляемого материала прочность шейки может даже повыситься по сравнению с заводскими значениями. На финальной стадии обработки шейки полируют и подвергают финишированию до получения оптимальной степени шероховатости.
Важно учитывать, что размеры шеек одного типа обязательно должны совпадать. Разные типы же могут иметь разные диаметры. Например, коренные могут быть второго ремонтного размера, а шатунные – третьего. Исключение – ситуации полевого ремонта, при котором шейки могут вообще не иметь стандартного ремонтного размера.
Также необходимо отметить, что специфика нагрузок, приходящихся на коленвал, часто вызывает его поломку. Чаще всего это случается из-за увеличения зазоров с вкладышем, что влечет за собой ухудшение смазки. Сломанный коленвал не ремонтопригоден и подлежит замене.
Заключение
Шейка коленвала испытывает основные нагрузки при работе двигателя, поэтому состояние этой детали должно регулярно проверяться. Ее повышенный износ приводит к появлению дополнительных вибраций в двигателе и может, в конечном счете, вызвать поломку коленвала. При должном опыте и наличии оборудования можно выполнить шлифовку самостоятельно, однако большинство владельцев легковых машин предпочитает поручить эту работу профессионалам.
Как узнать размер пальца для кольца — таблица размеров колец
Определение ремонтных размеров шеек вала
При восстановлении вала способом ремонтных размеров следует определить ремонтные размеры шеек вала. При этом следует иметь в виду, что для подавляющего большинства двигателей, выпускаемых не менее пяти лет, можно найти вкладыши подшипников коленчатого вала с ремонтным уменьшением 0,25 и 0,50 мм. Для более старых двигателей часто имеются ремонтные размеры 0,75 мм, реже — 1,0 мм. Вкладыши следующих ремонтных размеров (1,25 и 1,50) встречаются редко. Для относительно новых двигателей вкладыши некоторых ремонтных размеров (обычно 0,25 и 0,50 мм) могут поставляться в запасные части от фирм-производителей автомобилей.
Перед определением ремонтного размера шеек коленчатого вала конкретного двигателя желательно располагать информацией о том, какие ремонтные вкладыши существуют и могут быть приобретены. Поэтому, например, не следует шлифовать вал в какой-либо ремонтный размер до момента получения (приобретения) необходимых вкладышей.
Учитывая, что все способы восстановления коленчатых валов уменьшают надежность их работы, желательно шлифовать вал в один из существующих ремонтных размеров, даже если этот размер соответствует последним ремонтам — 0,75 мм, 1,0 мм и более. К восстановлению шеек следует прибегать только при таких износах, когда последний ремонтный размер уже не проходит, а другого (в том числе, нового) вала приобрести не удается.
Зазор в подшипниках — величина, наиболее сильно влияющая на весь результат ремонта. Так, при зазоре 0,07+0,09 мм увеличивается шум двигателя, может упасть давление масла, что снизит ресурс. В то же время: зазор менее 0,03 мм становится опасен задирами и заклиниванием подшипника. Кроме того, меньший зазор требует , точности обработки постели, в то время как после подготовительной работы и, особенно, после непродолжительного и прогрева, геометрия постели уже не будет идеальной. Вследствие этого не следует стремиться к очень малым зазорам.
Для чего предусмотрены ремонтные размеры коленвалов — AutoDoza — Автомобильный портал
Коленчатый вал изготавливается либо из чугуна, либо из легированной стали, оба материала довольно прочные, но дефекты все же со временем возникают, и как раз для их устранения нужны ремонтные размеры коленвалов. Это своеобразные допуски, до которых можно уменьшить толщину шеек без сильного ущерба для прочности детали. И, поскольку шейки обычно взаимодействуют с подшипниками, для последних предусмотрены вкладыши с ремонтным уменьшением.
Прежде всего, давайте рассмотрим различные виды возникающих дефектов, а также причины их появления. Если нарушена геометрия посадочных мест под опорные подшипники блока, следует ожидать быстрого износа шеек. Иными словами, если наблюдается данный процесс, причина, скорее всего, именно та, что указана выше, либо в некачественном материале самого вала. Из-за некачественного масла или нерегулярной его замены на шейках могут появиться задиры, также источником данной неприятности может стать засорившийся масляный фильтр, либо, что совсем уже плохо – слабое давление в системе.
Шейки у коленчатого вала бывают двух типов – опорные и шатунные. Последние, как ясно из названия, предназначены для того, чтобы на колена передавались поступательные движения шатуна, преображаясь, таким образом, в крутящий момент. По сути, получается принцип колодезного ворота, точнее, его изогнутой ручки, по отношению к которой человеческое предплечье может считаться шатуном. В стандартном двигателе размеры шеек коленвалов соответствуют 47.8 миллиметрам. Логично, что и подшипники, и кольца шатунов также подогнаны под этот размер. Однако спортивный тип коленвалов является исключением, у него шейки имеют диаметр всего 43 миллиметра, а значит, он требует специальных вкладышей для подшипников и установку соответствующих шатунов.
Читайте также: Технология изготовления вала шестерни
Собравшись отшлифовать шейки вала, позаботьтесь заранее о вкладках, при первом ремонте их можно использовать с уменьшением на 0.25 миллиметров. При необходимости последующие ремонтные размеры шеек коленчатого вала могут быть изменены на 0.5, 0.75 и 1 миллиметр, соответствующие должны быть приобретены и вкладыши. Последующие шлифовки связаны с прямым риском разрушения вала прямо в процессе работы, по этой причине размеры вкладышей 1.25 и 1.5 найти крайне сложно.
Необходимые размеры шатунов
В этот раз речь пойдет в большей степени о размерах шатунов которые следует учитывать при проектировании двигателя. Рассмотрим варианты установки как стоковых шатунов так и варианты с заменой на подходящие и особенности этой модернизации. Возможно из предыдущего поста Какой шатун выбрать вы решили устанавливать подходящие по прочности и весу шатуны и они отличаются от рекомендуемых производителем, то на пути установки могут возникнуть некоторые сложности, описанные в этом посте. Разберемся какие размеры стоит соблюдать и какие работы по замерам предстоит произвести.
Длина шатуна от центра к центру
Длина шатуна — это расстояние от центра верхней головки шатуна до центра нижней головки.
Измерение длинны шатуна для каждого цилиндра обусловлено необходимостью иметь одинаковый подъем поршня относительно плоскости блока цилиндров. Это позволит получить одинаковую степень сжатия, что очень важно при тонкой настройки всего двигателя.
Итак, для измерения собирается кривошипно-шатунный механизм, но без поршневых колец. Медленно проворачивается коленвал до подъема поршня к верхней мертвой точке, измеряется размер от плоскости блока до плоскости поршня, записывается размер и так же повторяем замер для остальных поршней находящихся в ВМТ, проворачивается коленвал до подъема остальных поршней и проводится точно такой же замер. Даже при заводской сборке можно наблюдать разброс в этих замерах, и производитель устанавливает допуски не критичные для этого двигателя. Однако если разброс ощутимый или же мы хотим тщательно подогнать размеры, есть много вариантов добиться необходимого путем перестановки поршней на шатунах или даже перестановки самих шатунов на коленвале. После того как мы добились желаемого, стоит учитывать, что развесовка нарушена и следует решать уже другую задачу, но об этом в другом посте. Точная подгонка размерности и веса очень долгая и кропотливая работа.
Размер между головкой шатуна и дном поршня
Верхняя головка шатуна не должна касаться на какой части поршня. При сборке поршень/шатун проверяется каждая группа, если используются оригинальные детали обычно не вызывает ни каких проблем. Следует учитывать тепловое расширение поэтому минимальный зазор от головки шатуна до любой части в поршне не должен быть меньше 2 мм.
Проверяем зазор между головкой шатуна и отливами в поршне для пальца. Зазор может быть в пределах нормы, но после установки на коленвал головка шатуна может касаться поршня, это обусловлено положением коленвала. Поэтому зазор проверяется в собранном состоянии и не должен быть в пределах 1-2 мм. Очень часты так и происходит, что после сборки шатуны прижимают поршни. Это решается пропилом касаемой части поршня или части шатунной головки. Только после всех подгонок описанных выше и замера между поршнем и клапаном( описание ниже) можно приступать к развесовке коленвала.
Размер между шатуном и блоком
Об этом стоит задуматься обычно при использовании строкер коленвала или с использованием алюминиевых шатунов, потому что они толще и объемнее. Полностью собирается поршневая группа и коленвал в блок, проворачиваем и если есть касание блока шатунами, то следует проточить сам блок обеспечив зазор по крайней мере 2 мм.
Размер между поршнем и клапанами
После всех манипуляций по доводке поршневой группы обращаем внимание на клапанный механизм. Для этого устанавливаем собранную головку блока и настраиваем фазы. После этого проводим проверку касания клапанов плоскости поршня осторожным проворачиванием коленвала. Если почувствуется усилие, следует остановиться и с помощью маленького фонарика по возможности обнаружить место касания. Есть и другой вариант, более точный. Для этого на очищенные клапана от масел и загрязнений наносится полоска глины толщиной примерно 3мм и повторяем прошлую процедуру. Для точности измерения если ранее не было обнаружено касаний, коленчатый вал раскручивают до полвины максимальных оборотов и после этого снимается головка для замера сжатой глины. Тут зазор от любой части клапана до поршня должен составлять не менее 1.5 мм. Вообще об этом стоит подумать за ранее при выборе коленвала, шатуна, поршня, распредвала. Однако если размер не очень большой, то это решается удалением лишнего метала в местах касания. Возможно удалить лишний метал как с клапана, так и с поршня. Рассматривается вариант эксцентриковой втулки в верхних головках шатунов или проточкой нижних крышек шатунов. Или рассмотреть вариант с другими фазами газораспределения, другим распредвалом.
Размеры шатунных вкладышей
Постараюсь доходчиво описать метод измерения. Перед всеми манипуляциями следует проверить все шейки коленвала на эллипс, задиры и толщину. Измерять следует все шейки, так как они могут отличаться даже на новом коленвале. После всех замеров решаем, что нужно делать. Если был обнаружен эллипс, это означает неравномерный износ шейки и следует восстанавливать перешлифовкой. Состояние шеек коленвла влияет на срок службы вкладышей, например, 100% — новый двигатель; 58% — первая замена вкладышей; 44% — вторая замена; 29% — третья замена без ремонта коленвала. И так один из вариантов в котором можно обойтись без точного измерительного инструмента. Для этого нам понадобятся специальная пластичная калибровочная проволока, например PLASTIGAUGE и новые вкладыши, тут можно ознакомиться с инструкцией
Так вот после установки пластичного калибра шатун стягивается болтами необходимым моментом, без смещения шатуна. Затем по откалиброванной шкале выявляется зазор. Следует так же измерить зазор приложив калибр на шейку коленвала через 90 градусов. Из полученных значений выносится решение о применении подходящих вкладышей.
Не буду заострять внимание на зазоре между шатуном и бугелем на блоке двигателя, отмечу лишь что зазор должен быть в пределах 0.35-0.5мм, легко можно измерить набором щупов. возможно при использовании алюминиевых шатунов зазор теоретически может быть больше в виду их большего температурного расширения.
Формы шатунов
Шатуны обычно имеют конструкцию I-или H-формы. Реже используются + формы, чаще на дизельных двигателях.
Разновидность крестообразной формы шатуна
Такая форма позволяет снизить вес шатуна не теряя его прочности. Форма шатуна обуславливается сопротивлением воздушному потоку во время работы и прилипаемости масла. Какая форма лучше? В теории шатуны H-формы более прочные, но в действительности H-форма может быть легче имея такую же прочность как I-форма. С точки зрения сопротивления воздуха (масло, цепляющаяся за шатун во время эксплуатации), I-форма теоретически лучше.
Коленвал КаМАЗ 740, Характеристики коленчатого вала КаМАЗ 740 и ремонтные размеры.
Peugeot 405 1.6 XU5JP Бортжурнал Новые поршневые кольца и ремонт упорных полуколец коленвала
Коленчатый вал КаМАЗ 740 изготавливается из высокоуглеродистой стали методом горячей штамповки а также упрочняется с помощью азотирования или же закалкой токами высокой частоты (ТВЧ). Закалке подвергаются шатунные и коренные шейки. Коленвал КаМАЗ 740 имеет четыре шатунных шейки и пять коренных опор, которые связывают щоки. Шатунные шейки вала изготовлены так, что имеют внутри полости, которые закрываются заглушками. Полости рассчитаны на дополнительную очистку масла посредством центробежных сил.
Для уравновешивания центробежных сил на так называемом носке (переднем конце коленвала) и хвостовике (заднем конце коленвала) установлены противовесы которые на щеках они выполнены вцелую с валом, а на носик напрессовываются в момент сборки и зафиксированы с помощью сегментной шпонки.
На переднем конце коленчатого вала закреплена шестерня привода насоса масляного, она является ведущей, а на хвостовике (заднем конце) — шестерня с маслоотражателем распределительная. В передней части (носика) коленчатого вала выполнены отверстия используемые для установки полумуфты. В передней части хвостовика — два отверстия предназначенные для запрессовки штифтов фиксирующих маховик, осевое отверстие для опорного подшипника первичного вала коробки передач и резьбовые отверстия для болтов крепления маховика.
Возможность осевых смещений исключается фиксацией вала с помощью четырех упорных сталеалюминиевых полуколец, которые устанавливаются в выточки блока-картера двигателя и крышки коренной опоре. На задней части (на хвостовике), коленчатый вал уплотнен сальником запрессованным в картер маховика.
Роль шатунных и коренных подшипников выполняют вкладыш которые устанавливаются в так называемые – постели. Вкладыши как коренные так и шатунные изготавливаются из стальной ленты, которая покрыта слоем свинцовистой бронзы. В коренных вкладышах верхние и нижние части не являются взаимозаменяемыми, так как на верхних расположены отверстия подводящие масло и канавки его распределяющие. А вот половинки шатунных вкладышей взаимозаменяемы.
В процессе работы двигателя происходит изнашивание шеек коленчатого вала КаМАЗ, и его разрешается шлифовать четыре раза, а вкладыши существуют выпускаются в семи ремонтных размерах.
Но еще одной особенностью коленвала КаМАЗ есть то, что блок и шатуны тоже можно растачивать в размер.
Ремонтные размеры шеек коленчатого вала и постелей под вкладыши
| Шатунный подшипник | Коренной подшипник | ||||
| диаметр, мм | маркировка вкладыша | диаметр, мм | маркировка вкладыша верхнего (нижнего) | ||
| шейки коленчатого вала | постели шатуна | шейки коленчатого вала | постели блока | ||
| 79,50-0,013 | 85,0+0,01 | 740.1004058 Р1 79,50—85,0 | 94,5-0,015 | 100,0+0,021 | 740.1005170 (740.1005171) Р1 94,50—100,0 |
| 79.00-0,013 | 85,0-0,01 | 740.1004058 Р2 79,00 | 94,0-0,015 | 100,0 -0,21 | 740.1005170 (740.1005171) Р2 94,00—100,0 |
| 80,00-0,013 | 85,5+0,01 | 740.1004058 РЗ 80,00—85,00 | 95,O-0,015 | 100,5+0,021 | 740.1005170 (740.1005171) РЗ 95,00—100,5 |
| 79,50-0,013 | 85,5+0,01 | 740.1004058 Р4 79,50—85,5 | 94,50-0,015 | 100,5+0,021 | 740.1005170 (740.1005171) Р4 94,50—100,5 |
| 79,00-0,013 | 85,5+0,01 | 740.1004058 Р5 79,00—85,0 | 94,0-0,015 | 100,5+0,021 | 740.1005170 (740.1005171) Р5 94,00—100,5 |
| 78,5О-0,013 | 85,0+0,01 | 740.1004058 Р6 78,50—85,00 | 93,50-0,015 | 100,0+0,021 | 740.1005170 (740.1005171) Р6 93,50—100,0 |
| 78,00-0,013 | 85,0+0,01 | 740.1004058 Р7 78,00—85,0 | 93,O-0,015 | 100,0+0,021 | 740.1005170 (740.1005171) Р7 93,00—100,0 |
Клейма ремонтного размера и диаметров шеек коленчатого вала и постелей в блоке или шатуне наносятся на тыльную сторону вкладыша недалеко от плоскости разъема.
Читайте также: Балансировка карданных валов астана
Маховик (рис.2 ) необходим для накопления кинетическойэнергии в течение рабочего хода и вращения коленчатого вала во время вспомогательных тактов, а также для вывода поршня из мертвых точек и уменьшения неравномерности вращения вала.
Маховик отлит из специального серого чугуна. Он закреплен на заднем торце коленчатого вала восемью болтами 3 из легированной стали. Точная фиксация маховика на коленчатом валу достигается с помощью двух установочных штифтов, запрессованных в торец коленчатого вала. На обработанную цилиндрическую поверхность маховика напрессован зубчатый венец 1, предназначенный для соединения с шестерней вала стартера при пуске двигателя. На заднем торце маховика устанавливается сцепление. Для регулирования двигателя на маховике имеются паз под фиксатор 2 маховика и 12 отверстий для проворачивания коленчатого вала ломиком.
Измерение сопряженных деталей
Другой способ определения ремонтного размера предполагает последовательное измерение сопряженных деталей. Измеряется диаметр постели нутромером. Затем с помощью микрометра и шарика подшипника определяется толщина вкладыша. Измерения толщины вкладыша выполняются ближе к середине. следует учитывать отклонения формы постёли и зазор нигде не должен быть меньше 0,03 мм.
Следует отметить, что при измерениях постелей подшипников нередко оказывается, что их размер превышает уже заданный в литературе максимальный на 0,02 мм. Для шатунов это может быть исправлено обработкой отверстия постели в то же время как обработка постелей коренных вкладышей без специализированного оборудования проблематична. Небольшая их деформация, может быть компенсирована соответствующим незначительным увеличением диаметра вала. В любом случае все измененения размеров должны выполняться только после тщательных измерений, чтобы избежать ошибок, приводящих к недопустимому уменьшению зазоров в подшипниках.
Для сильно изношенных валов (износ шеек более 0,10-0,15 мм) определение ремонтного уменьшения диаметра шеек имеет особенности. Если вал не деформирован или правился, то основное внимание должно быть уделено шатунным шейкам. Так, максимально возможный ремонтный диаметр зависит от износа и овальности шейки. Практика показывает, что сильно изношенные шейки всегда овальны, причем максимальный износ наблюдается в направлении, близком к радиусу кривошипа. Например , максимальный износ шейки 0,15 мм, а овальность 0,1 мм то шейка вала пройдет в ремонтное уменьшение 025 мм. Биение коренных шеек вала еще больше усложняет подбор ремонтных размеров для шатунных шеек, исходя из условия сохранения хода поршня. Кроме того, после длительной эксплуатации двигателя и, особенно, серьезных повреждений шатунных шеек вал может иметь остаточное скручивание, когда, например, оси попарно расположенных шатунных шеек не совпадают. Чем сильнее износ и эллипсность шатунных шеек и чем меньше припуск на шлифование, тем, очевидно, сложнее обеспечить равенство радиусов кривошипа и общую ось парных шеек. На практике эти требования часто удается выполнить только при неоправданно больших ремонтных уменьшениях диаметров, а в некоторых случаях не удается вообще.
При сильном износе шатунной шейки и минимальном припуске на шлифование нередко приходится переходить на новую ось шейки, смещенную относительно старой на меньший радиус на величину, близкую к половине эллипса .
Обычно эта величина не превышает 0,1-0,3 мм, что является допустимым для всех типов двигателей легковых автомобилей (включая дизельные). Смещение более 0,3-0,5 мм может быть нежелательно для дизелей, это вызывает заметное снижение степени сжатия. Поэтому во всех случаях, когда обеспечить одинаковые радиусы кривошипов невозможно, следует стремиться к минимальной их разнице.
Вследствие деформации вала происходит увод осей шатунных шеек на различное расстояние от оси вращения вала. В результате деформации вала оси крайних шатунных шеек слабо отклоняются от своих прежних радиусов, в то время как оси средних шеек переходят на новые радиусы вращения (рисунок3.3.19), если эти шейки находятся в плоскости деформации вала или рядом с ней (±30-40°). Шатунные шейки, расположенные в плоскостях, перпендикулярных плоскости деформации вала, смещаются в окружном направлении.
Рисунок 3.3.19 — Переход шатунных шеек на новые радиусы вращения при деформации вала:
а — деформированный вал; б — шейка имеет радиус вращения больше номинального.
На практике наиболее часто встречается случай, когда вал максимально деформируется по наиболее изношенной шейке, при этом направление биения коренных шеек получается к шатунной шейке (сжатие щек вала). Тогда происходит взаимная частичная компенсация износа и биения, в результате чего ремонтный диаметр можно сделать несколько больше.
Элементарный расчет показывает, что даже при не очень большом повреждении шатунной шейки из-за разрушения шатунного подшипника использовать ремонтное уменьшение -0,25 мм оказывается проблематично. Однако при оценке ремонтного уменьшения диаметров шеек необходимо ориентироваться в первую очередь на минимальный съем металла, а условия равенства радиусов кривошипов или общая ось попарно расположенных шеек второстепенны, но весьма желательны, особенно с точки зрения уравновешенности вала.
Если деформированный вал не правится, то часто наблюдается следующая картина. После разрушения крайнего шатунного подшипника образуется деформация вала у этой шейки в плоскости вала. Поскольку износ шейки имеет односторонний характер (сверху), он частично компенсируется биением. В то же время биение средних шеек может оказаться таким, что уже именно они будут определять ремонтное уменьшение размера. У валов шести и восьмицилиндровых двигателей наблюдается более сложная картина, поскольку их шатунные шейки не лежат в одной плоскости. Таким образом, ремонт деформированных валов без применения правки представляет собой достаточно сложную техническую задачу.
В зависимости от деформации (биения) вала способы ремонта будут следующими:
1)биение до 0,08-^0,10мм — традиционный ремонт — шлифование всех шеек в ремонтный размер 0,25 или 0,50 мм, возможно исправление передней центровой фаски; биение 0,10-0,20 мм — шлифование в ремонтный размер 0,25+0,50 мм, возможна наварка (наплавка) хвостовика и шлифовка от новой базы, не исключена необходимость шлифования торцевых поверхностей вала, балансировка;
2)биение 0,20-0,40 мм и более аналогично, но ремонтный размер шеек вала -0,50 мм или больше, возможна наварка (наплавка) коренных шеек с биением более 0,40 мм, обязательны наварка хвостовика, шлифование торцевых поверхностей, балансировка.
У многих двигателей на коленчатых валах применяются фланцевые коренные вкладыши, выполненные за одно целое с упорными полукольцами. В ремонт такие вкладыши нередко поставляются с увеличенным расстоянием между торцами (для некоторых двигателей есть варианты как с увеличенной, так и со стандартной шириной), что предполагает шлифование торцевых поверхностей соответствующей коренной шейки вала. Обычно увеличение размера между торцами в два раза меньше, чем уменьшение диаметра, например, для вкладышей 0,25 мм торцевой размер увеличивается на 0,10-0,15 мм, а для 0,5 мм — на 0,20-0,25 мм.
Для двигателей с упорными полукольцами, выполненными отдельно от коренных вкладышей, упорные полукольца не входят в ремонтный комплект и должны быть заказаны отдельно. Для некоторых двигателей поставляются также упорные полукольца увеличенной толщины.
Ремонтное увеличение толщины упорных подшипников обеспечивает возможность исправления биения, кругов; скол и царапин на опорных поверхностях вала при его ремонте. В практике ремонта встречаются ситуации очень большого износа задней поверхности упорного подшипника коленчатого вала (более 0,8-1,0 мм). Обычно это является следствием остаточной смазки при сильной нагрузке на упорный подшипник со стороны сцепления. Одним из немногих возможных способов ремонта вала с таким повреждением является растачивание торца на токарном станке. После токарной обработки упорная поверхность полируется. Далее в расточку вставляются дополнительные полукольца после чего вал с полукольцами устанавливается в блок. В данном варианте ремонта дополнительные «плавающие» полукольца позволяют использовать обычные вкладыши с фланцами или двойные стандартной толщины полукольца на расточенном упорном торце коленчатого вала, не прибегая к специальным нестандартным полукольцам увеличенной толщины.
Рисунок 3.3.20 — Конструкция ремонтного упорного подшипника коленчатого вала:
1— дополнительные полукольца, установленные в расточку на поврежденном торце коленчатого вала;2— штатный вкладыш с упорными полукольцами
Рисунок 3.3.21 — Растачивание поврежденной упорной поверхности коленчатого вала
Чтобы исключить или максимально ограничить деформацию вала после ремонта, рекомендуются следующие операции:
1.Предварительная термообработка перед шлифованием выдержка при 180°С в течение 3-4 часов с медленным охлаждением.
2.Шлифование коренных шеек только после шлифовании шатунных.
3.Термообработка после шлифования шатунных шеек перед шлифованием коренных.
Очевидно, выполнение подобных операций сопряжено с большими затратами времени и необходимостью применения специального термического оборудования.
Поскольку это не всегда реально сделать, можно упростить технологию ремонта, применив специальный порядок шлифования вала:
1.Предварительное шлифование коренных шеек но с припуском не менее 0,1 мм для окончательной обработки.
2.Шлифование шатунных шеек.
3.Выдержка в течение нескольких часов, контроль деформации вала (на призмах по индикатору)
Суть проблемы с размерами колец на Алиэкспресс
Учитывая что Алиэкспресс — это площадка международного уровня и продает свои товары и в РФ, и в США, и в Европу, то и размерные сетки товаров должны соответствовать региональным стандартам. Возникает вопрос – а какой размер кольца указан в лоте, в каком международном стандарте? И как этот размер перевести в привычный нам, покупателям из России?
Дополнительная сложность связана с традиционным свободным отношением китайцев к характеристикам своих товаров. Особенно если товар не дорогой, такой как кольца не из драгоценных металлов. Как узнать точный размер кольца, а не плюс-минус сантиметр?
Какие бывают размеры колец вообще ( и в чем разница )
В России указываемый размер кольца — это его внутренний диаметр в миллиметрах.
В Европе есть несколько внутренних стандартов, но сейчас в большинстве магазинов вы сможете узнать размер в виде длины внутренней окружности в тех же миллиметрах. Соответственно европейский размер легко узнаваем в лоте на Алиэкспресс. Европейский размер начинается с цифр в районе 40 мм, а российские размеры колец это цифры от 14 до 22. И его легко пересчитать, длина окружности кольца ( европейский размер ) = 3.14*диаметр кольца ( российский размер ).
Хуже обстоит дело с английскими размерами колец, американскими и японскими. Англичане так вообще обозначения размера колец используют буквы своего алфавита. В итоге для перевода этих размеров недостаточно математики. Для определения соответствия используют таблицы размеров колец. Их не сложно найти в сети и не будем забивать вам этим голову здесь. А приведем только одну короткую таблицу.
Читайте также: Почему может не работать компрессор от холодильника
Как правильно определить размеры колец на Алиэкспресс.
Можно ли по вину узнать комплектацию автомобиля. Как узнать комплектацию автомобиля
Размеры колец на Алиэкспресс у всех без исключения продавцов выражены в американской системе измерения.
Для того, чтобы правильно подобрать себе размер кольца необходимо заглянуть в таблицу соответствия размеров колец, предлагаемой продавцом в карточке товара. Если вы знаете свой стандартный российский размер кольца, то простая и понятная таблица размеров подскажет его соответствие американскому размеру. Для этого достаточно только выбрать российский размер, который равен окружности пальца в мм.
В противном случае покупателю придется измерить окружность пальца самостоятельно, как показано на картинках. Изображения у различных продавцов могут отличаться друг от друга, но сама процедура остается одной и той же. Необходимо взять кусочек нитки или узкую полоску бумаги и обвернуть ее вокруг пальца. Далее следует отметить маркером окружность пальца и проложить нитку или бумагу с отметкой к линейке. Полученное в мм число подставить в таблицу и определить правильный размер кольца.
На что надо акцентировать внимание при самостоятельном измерении окружности пальца? На форму собственных пальцев и вполне логичную разницу в методах измерения размера кольца в различных магазинах Алиэкспресс. Один китайский магазин может предложить измерить окружность сустава пальца, другой — окружность фаланги под пальцем
А лучше произвести замеры и того, и другого, а затем выбрать наибольший результат. Иначе купленное кольцо или не налезет на палец, или его будет очень трудно снимать.
Кстати, таблица размерных сеток колец у разных продавцов немного не совпадает. Ничего не поделаешь, Китай есть Китай. Поэтому для того, чтобы определить свой размер кольца, можно или выбрать усредненное значение показателей размера колец, или использовать сетку, предложенную конкретным продавцом.
Покупка различных типов колец требует к себе индивидуального подхода. Хорошо, если ваш выбор остановится на кольце с изменяемым размером. Тогда не придется морочить себе голову определением правильного размера, а просто немного разогнуть ободок кольца.
А при покупке китайской копии очень оригинального тройного обручального кольца Cartier Trinity придется выбрать на один размер больше своего. Этого требуют конструктивные особенности кольца — три тонких ободка желтого, белого и розового цветов соединены друг с другом особенным образом. Каждое кольцо по отдельности может быть вам идеально впору, но входящие друг в друга кольца из-за этого соединения будут вам малы. Чтобы, не чувствуя дискомфорта, свободно надевать и снимать такое кольцо, требуется дополнительный размер.
Перед тем, как окончательно определиться с размером и выбрать кольцо, надо еще почитать отзывы покупателей и на всякий случай проконсультироваться с продавцом о соответствии размерной сетки реальным размерам изделия.
Сборка коленчатого вала с подшипниками после ремонта
Сборка узла шейка вала-подшипник осуществляется по принципу полной взаимозаменяемости.
Для обеспечения полной взаимозаменяемости деталей сборочной единицы необходимо при изготовлении или восстановлении обрабатывать и шейку коленчатого вала и подшипник с определенными квалитетами точности, определяющими поля допусков деталей.
Если при обработке партии деталей инструментом, настроенным на размер отклонения размера от формируются под влиянием большого количества независимых или слабо зависимых случайных факторов, то кривая их распределения соответствует нормальному закону или кривой Гаусса. Для нормального закона распределения из условий полной взаимозаменяемости допуск принимают равным ±3σ
, т.е. 6
σ
(
σ
– среднее квадратическое отклонение).
Исходные данные для расчета сборки
коленчатого вала с подшипниками
| Марка дизеля | Ремонтный диаметр вала dр, мм | Предельные отклонения размера шейки вала, мм | Предельные отклонения погрешности К | Значение монтажного зазора, мм | Предельные отклонения диаметра подшипника, мм |
| Smax | Smin | ES(Dp) | EI(Dp) | ||
| Верхнее |
Определим число шеек коленчатого вала в партии 200 штук, отклонения которых находятся в пределах ±2,5σ
По таблице 6.1 находим, что Ф
(2,5)=0,09275, а так как кривая Гаусса симметрична относительно среднего арифметического размера, то 2
Ф
(2,5)=0,1855. Отсюда следует, что 86,64% шеек имеют заданные пределы отклонений.
Поскольку кривая симметрична, средний арифметический размер:
Значения отклонений диаметра деталей в пределах ±1,5σ
Таким образом, у 37 деталей из партии 200 штук размеры будут в пределах
с допуском 0,02 мм.
Предельные отклонения диаметра подшипника, обеспечивающие сборку узла по принципу полной взаимозаменяемости:
и
ei
– нижние предельные отклонения подшипника и шейки вала, мм;
и
es
– верхние предельные отклонения подшипника и шейки вала, мм;
и
Smin(M)
– максимальное и минимальное значения монтажного зазора, мм;
Средний арифметический диаметр:
Среднее квадратическое отклонение:
По таблице 6.1 находим, что Ф(К1)
Вычитание дает относительное число деталей в партии с отклонениями от К1до К2.
Число подшипников, обеспечивающих требуемые условия сборки с шейками вала:
Характеристика коленчатых валов
Характеристика коленчатых валов фото, Инструкции по доработке двигателя, тюнинг двигателя
Конечно, сложно выделить какую либо самую главную деталь в машине, но коленчатый вал можно отнести к одним из самых важных, ведь именно он преобразует усилия с поршней и шатунов в крутящий момент, который и движет машину.
В этой статье рассмотрим некоторые параметры коленчатых валов на «классику» и особенности их замены и установки.
Итак, у «классических» коленвалов есть несколько параметров, которые могут отличаться.
1.Ход коленвала — расстояние между осями шатунной шейки в нижней мертвой точке(НМТ) и верхней мертвой точки(ВМТ)
На классические двигатели на заводе ставили коленчатые валы с ходом 66 мм 80 мм и 84 мм. Кроме них есть спортивные коленвалы с ходом поршня 86 мм 88 мм и даже 90 мм. Однако не стоит думать, что поставив в блок коленчатый вал с ходом 90 мм мотор сразу станет намного мощнее. Большое влияние на поведение мотора оказывает соотношение длинны шатуна и хода коленвала — так называемое R/S. Многие считают, что «золотая середина» блока цилиндров является величина R/S, равная 1,75.
Если R/S большое, то поршень дольше находиться в ВМТ, поэтому происходит более полное сгорание топливной смеси, следовательно большее давление на поршень после прохождения ВМТ. В результате хороший момент на средних и высоких оборотах. Так же длинный шатун уменьшает трение свое трение об коленвал. Однакоесть и минусы — при длинном шатуне и малом ходе из-за снижения скорости воздушного потока (опять же из-за меньшей скорости движения поршня после ВМТ) не обеспечивается хорошее наполнение цилиндров на низких и средних частотах вращения коленвала. А так же существует большая вероятность появления детонации из-за высокой температуры в камере сгорания и длительного времени нахождения поршня в ВМТ.
Если R/S маленькое, то обеспечивается очень хорошая скорость наполнения цилиндров на низких и средних частотах вращения коленвала, а так же из-за малого времени нахождения в ВМТ(а следовательно и большей скоростью поршня в начале такта) смесь становится более однородной что способствует лучшему сгоранию. Но и тут есть минусы — малая величина R/S означает, больший угол наклона шатуна. Поэтому большая сила будет толкать поршень в горизонтальной плоскости. Поэтому возрастает нагрузка на шатун, на стенки блока цилиндров, поршни кольца, увеличивается рабочая температура из-за повышенного трения и ухудшается смазка. Ну и из-за увеличенной скорости поршня так же снижается ресурс двигателя.
Еще одной частой проблемой, при установке коленвала с большим ходом, является задевание шатуном стенки блока. В этом случае при помощи шлифовальной машинки или болгарки нужно доработать стенку.
Шейка коленвала- опора, при помощи которой вал связывается с шатунами.
Стандартный диаметр шатунной шейки в «классическом» двигателе 47.8 мм. Под этот размер сделаны и подшипники качения и шатуны, однако на «спортивных» коленвалах с ходом 86 мм, 88 мм и 90 мм диаметр шатунной шейки может быть 43 мм. Под него нужны специальные вкладыши, а так же шатуны, не забывайте про это!
3. Количество противовесов
Противовесы обеспечивают разгрузку коренных подшипников от центробежных сил инерции неуравновешенных масс кривошипа и нижней части шатуна. На стандартных коленчатых валах 2101 2103 противовесов всего 4, по сути с одной стороны на щеке (связывают коренные и шатунные шейки) от коренной опоры. На остальных коленвалах 21213 и с ходом 86 мм, 88 мм, 90 мм их уже 8, что обеспечивает более сбалансированую разгрузку коренных подшипников от инерционных сил.
Коленчатый вал 2103 с четырьмя противовесами
Коленчатый вал 21213 с восьмью противовесами
Спортивные распределительные валы
Многодроссельная система питания
Прямоточная системы выпуска
Характеристики распределительных валов
Характеристики распределительных валов
Характеристика коленчатых валов
Доработка блока цилиндров двигателя
Преимущества кованных поршней
Разрезная шестерня распределительного вала
Воздушные фильтры нулевого сопротивления
Проверки и измерения коленвала
См. также Устройство коленвала
| Установите крышку коренного подшипника. |
| Измерьте осевой зазор коленвала. |
| Если зазор не соответствует норме, замените упорный подшипник или коленчатый вал так, чтобы получился указанный осевой зазор. |
| Стандартный осевой зазор: 0,22–0,45 мм. |
| Рис. 2.165. Измерение осевого зазора коленвала |
| Максимальный осевой зазор: 0,55 мм. |
Измерение величины биения коленвала
| Снимите крышку коренного подшипника. |
| Измерьте величину биения коленвала. |
| Если величина биения коленвала превышает максимум, замените коленчатый вал. |
| Рис. 2.166. Измерение величины биения коленвала |
| Максимальное биение: 0,05 мм. |
Измерение диаметров шеек коленвала
| Рис. 2.167. Измерение диаметров шеек коленвала |
| Измерьте диаметры шейки вала в направлениях X и Y в двух точках (A и B), как показано на рисунке 2.167. |
| Если диаметры не соответствуют норме, замените коленчатый вал или прошлифуйте коренные шейки и установите подшипники меньшего ремонтного размера. |
| Максимальная овальность: 0,05 мм. |
| Максимальная овальность: 0,05 мм |
| Коренная шейка |
| Размер подшипника | Стандартный диаметр, мм |
| Стандарт | 51,980-52,000 |
| 0,25 уменьшенный | 51,730-51,750 |
| Максимальная овальность: 0,05 мм. |
| Палец кривошипа |
| Размер подшипника | Стандартный диаметр, мм |
| Стандарт | 49,980-50,000 |
| 0,25 уменьшенный | 49,730-49,750 |
| Максимальная овальность: 0,05 мм |
Измерение радиального зазора в коренных подшипниках коленвала
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности
Механика © 2023
Информация, опубликованная на сайте, носит исключительно ознакомительный характер