
В технологическом процессе изготовления некоторых изделий правка является обязательной операцией с целью их качественного изготовления. Если таких изделий требуется целая серия, то необходимо обеспечить производительность правильной операции. Здесь на помощь приходит специальное оборудование, конструкция которого преобразовывает механическую энергию в действия направленные на исправление дефектных заготовок. На этой странице идет речь о механическом оборудовании, о ручном инструменте для правки смотрите отдельную статью.
Оборудование, используемое в промышленных условиях, разделяется на виды в зависимости от формы и размеров заготовок. Такой способ правки, как машинная, применяется в основном для исправления крупного проката, к которому предъявляются жесткие требования к отклонениям формы и поверхностным дефектам.
Типы заготовок
Для любого из производимых промышленностью профилей: лист, полоса, круглая или профильная труба, уголок, швеллер и другие, можно подобрать для правки приемлемый вариант оборудования.
Современные станки, машины для правки холодным и горячим методом
Современные виды правильного оборудования значительно увеличивают производительность проведения технологической операции правка. Заготовки могут иметь несколько типов отклонений от нормативных показателей в разных плоскостях. Новейшие модели правильного оборудования исправляют дефекты одновременно, за одно действие.
Многие виды станков дополнительно производят резку и гибку заготовок. Так, например, станок для правки арматуры, широко применяемый в строительстве, выполняет резку ее на мерные прутки, что обеспечивает производительность последующих работ.
Универсализм современного оборудования повышается возможностью обработки заготовок, как в холодном, так и в горячем состоянии. Тем самым гарантируется качество производства работ в плане отсутствия остаточных напряжений в заготовках.
Листоправильные вальцы
Большая кривизна листа не позволяет выполнить условия для качественной его обработки на последующих технологических операциях. Убрать этот дефект позволяет обработка на листоправильных вальцах.
Деформированный лист пропускается между верхним и нижним рядами валков, которые установлены в шахматном порядке. Зазор подбирается немного меньшим, чем толщина листа. В зависимости от количества пар валков в машине, лист столько раз подвергается упруго-пластическому изгибу. В конечном итоге напряжения равномерно распределяются по всему телу листа и он выпрямляется.
Подача листа в рабочую зону осуществляется за счет принудительного вращения нижнего ряда роликов. Верхние ролики имеют привод к перемещению в вертикальной плоскости, тем самым создают нужные усилия при изгибе.

Правка полосового металла на листоправильных вальцах. Фото Подольский завод оборудования
Подача и выгрузка листов выполняется с помощью рольгангов, что позволяет упростить работу с такими габаритными заготовками, как листы. Если валки сделать с определенным профилем, то править можно профильный металл.
Существует много различных моделей листоправильных вальцов. Они отличаются по габаритам, характеристикам, обеспечивающим производительность, количеству дополнительного оборудования, способами регулировки зазора и другим показателям. На отечественном рынке представлены как отечественное оборудование (станки моделей ЛП 12.20; ЛП 16.30 Славгородского завода кузнечно-прессового оборудования), так и листоправильные станки зарубежных фирм ARKU (Германия), Roundo (Швеция), MG SP (Италия), Kohler (Германия) и других.
Популярные модели
ARKU Flat Master
Модель «ARKU Flat Master». Станки этой модели правят листы толщиной от 0,5 мм до 50 мм. Толстостенные заготовки из листов сложной формы после газовой резки обрабатываются буквально за несколько минут. При этом достигаются высокие показатели плоскостности и практически полное отсутствие остаточных напряжений.
Станки имеют удобное управление и функцию запоминания технологических параметров. Узел правки оснащен гидравлическим приводом, который надежно защищает станок от перегрузки. При достижении максимально возможного усилия оборудование отключается подниманием верхнего блока.
Конструкция станка позволяет оперативно заменить грязные, с остатками материала, правильные вальцы. Здесь применяется специально разработанная вспомогательная оснастка. Это повышает ресурсные показатели оборудования.
Серво-гидравлический принцип регулировки зазора позволяет эффективно править заготовки с различными поперечными сечениями, технологическими отверстиями, сложной геометрической формой.
Kohler Peak Performer GC
Модель «Kohler Peak Performer GC». Обладает такими же преимуществами, что и вышеперечисленная модель, разница в методе регулирования рабочего зазора. В данной модели он контролируется электромеханическим способом.
Читайте также: 6520 3506190 трубка 1 цил компрессора колено медная
Во время обработки заготовок со сложной формой на блок правки действуют различные усилия. Эти усилия влияют на величину первоначально выбранного рабочего зазора для правки. Электромеханический контроль реагирует на изменения усилия и поддерживает зазор в необходимой величине, чем обеспечивает качество правки. Регулирование зазора происходит за счет клиновидного привода, разработанного фирмой Kohler. Замена сложной гидравлической системы — основное достоинство электромеханического контроля.
ЛП 12.20 и 16.30
Модели ЛП 12.20; ЛП 16.30. Отечественные модели не обладают большим набором опций, как зарубежные. Однако цена и достаточная степень надежности в работе остаются их преимуществом.
Прессы
Правка относительно крупных заготовок типа валов выполняется на прессах. Они могут иметь механический привод, а для применения больших усилий для правки используют гидравлические пресса, которые дополнены специальной оснасткой, правят дефекты на толстостенных листах.
Классическая схема для правки валов состоит из трех опор. Две из которых представляют регулируемые по высоте призмы. Они устанавливаются на удлиненной станине пресса и являются опорами для заготовки. Третья опора выполняется заодно с пуансоном и передает усилие на дефектную часть вала. Обладает самоустанавливающимися свойствами в зависимости от геометрии поверхности исправляемой заготовки. Биение вала после правки проверяется индикаторным прибором.
Валы правятся как в холодном, так и в горячем состоянии. В последнем случае пресс и нагревательное устройство (печь, установка ТВЧ) должны находится рядом друг с другом.
Наиболее технологичными, при выполнении правки заготовок, являются гидравлические пресса. Малая скорость прессования и большое время выдержки создают условия для качественного выполнения операции. Практически все модели гидравлических прессов по требованию заказчиков могут оснащаться правильным столом и механизмом точной правки.
Моделей гидравлических прессов, способных участвовать в технологии правки, огромное множество как отечественных (ПБ6330-02, ПБ6334-02, П6324, ДЕ2428 и другие), так и зарубежных фирм.
Популярные модели
Гидравлический пресс PHCcR100. Предназначен для правки (рихтовки) длинномерных заготовок типа «вал». Станина выполнена в виде сварной стальной рамы, которая позволяет устанавливать длинные заготовки. На столе устанавливаются две призмы, которые могут менять свое положение и крепиться ручным зажимом. Нижняя часть штока гидравлического поршня имеет фасонную поверхность, которой выполняется давление на рихтуемую поверхность. Гарантированно защищена от проворачивания. Для определения отклонения пресс оснащен механическим микрометром, опционально лазерным.
Гидравлический пресс фирмы Schuler производства Германия усилием 400 т. Предназначен для правки заготовок типа круга или труб длиной до 6 метров. Стол оснащен подвижными тележками для изменения места гиба. Увеличение длины стола производится за счет установки дополнительных базирующих элементов.

Пресс гидравлический одностоечный ПБ6334. Фото ПромСтройМаш
На тележках установлены подпружиненные призмы, на которых заготовка может вращаться в свободном состоянии на подшипниках. Правка металла производится в трех призмах, третья закрепляется на гидроцилиндре с помощью шарнирной опоры.
Оперативное измерение производится лазерной линейкой и отображается на дисплее с помощью контроллера Siemens. Диаметр обрабатываемых деталей до 400 мм.
Помимо механического управления перемещениями тележек и вращением заготовок, существует автоматизированная система управления прессом. Установленные датчики позволяют определять место максимального прогиба и перемещать его к правильной призме.
Где купить
Высокопроизводительное оборудование для правки металла пользуется достаточно высоким спросом, что обеспечивает широкий выбор оснащения, предлагаемого изготовителями и поставщиками. Предприятия, предлагающие станки для правки металлических заготовок разного типа, представлены в отдельном разделе нашего сайта.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых оказывают услугу правки металла.
Станки для правки валов
§ 24. Машины для правки
Ручная правка является малопроизводительной операцией и ее применяют при небольших партиях деталей. В основном на предприятиях применяется машинная правка, осуществляемая на правильных вальцах, прессах и специальных приспособлениях.
Читайте также: Компрессор воздушный электрический 220в кратон 300 50
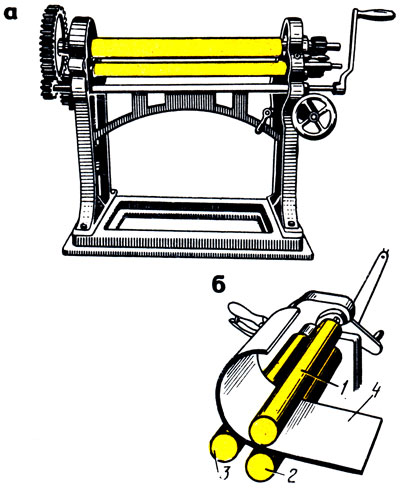
Рис. 91. Ручная трехвалка (вальцовка) (а), схема правки (б): 1, 2, 3 — валки, 4 — лист
Гибочные вальцы бывают ручные и приводные. На ручных и приводных трехвалках правят заготовки прямые и изогнутые по радиусу, имеющие на поверхности выпучины и вмятины. Заготовки из листа толщиной до 3 мм правят обычно на трехвалках с ручным приводом. На приводных трехвалках правят заготовки толщиной до 4 мм.
Ручная трехвалка (вальцовка — рис. 91,а) имеет валки 1 и 2 (рис. 91,6), расположенные один над другим, которые могут в зависимости от толщины заготовки удаляться друг от друга или сближаться. Так же может быть опущен или поднят расположенный сзади третий валок 3.
Заготовку (лист или полосу) устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками. Для полного устранения выпучин и вмятин заготовки пропускают между валками несколько раз.
Правка валов и угловой стали на винтовых прессах применяется в тех случаях, когда сила удара молотком не обеспечивает должной правки. Один рабочий устанавливает, удерживает и контролирует выпрямляемую заготовку, а второй вращает маховик. Вал или трубу (рис. 92,а) располагают на призмах таким образом, чтобы изогнутая часть была обращена вверх, а пруток (труба) плотно лежал в угловых выемках призмы. При этом призматический наконечник пресса должен находиться на месте наибольшей кривизны. Для предупреждения вмятин между наконечником и валом помещают «мягкие» прокладки.
Вращением маховика наконечник винта плавно подводят и нажимают на вал (трубу) до тех пор, пока не выправят, что определяют по величине просвета на поверочной плите.
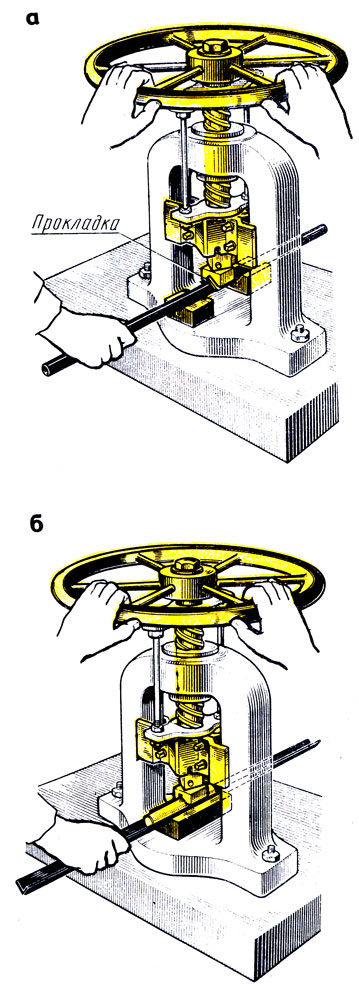
Рис. 92. Правка на прессе: а — трубы, б — уголка
Некоторые особенности имеет правка угловой стали. Деформированный уголок устанавливают в призме на столе пресса (рис. 92,6), между полками уголка укладывают закаленный стальной валик. При нажиме винтом пресса валик придает уголку соответствующую форму.
Большие листы, полосы и ленты с выпучинами и волнистостью правят на листоправильных станках, горизонтальных правильно-растяжных машинах и пневматических молотах.
KOHLER – станки для правки заготовок.
Здравствуйте, дорогие читатели. Наконец появилось немного времени, чтобы “закрыть долги”. Этот “долг” висит еще с прошлого года. Помните, я обещал после выставки BlechEXPO в Штуттгарте, что остановлюсь на машинах правки KOHLER подробнее? Ну вот, выполняю обещание.
Итак, KOHLER – довольно известный в Европе производитель оборудования для обработки листовой и рулонной стали. Одним из профильных направлений деятельности компании является изготовление многовалковых машин правки. Этим направлением компания занимается уже без малого 50 лет и накопила значительный опыт. Компания KOHLER может предложить и машины для правки листа и линии для правки рулонной стали. Кстати, обратите внимание, что станки для заготовок и для рулонов обычно отличаются друг от друга. Есть нюансы обработки на полную ширину рулона и особенности на входе/выходе материала из блока правки. Поэтому всегда при заказе подобного оборудования указывайте поставщику – детали будете править или рулоны.

Эта статья будет посвящена станкам KOHLER для правки заготовок – Peak Performer, что можно перевести с английского как “машина, работающая на пике производительности”.
Сразу приведу результаты работы Performer’а:

Думаю, вы без проблем определите где заготовка без правки, а где – с правкой.

Линейка Peak Performer’ов включает в себя 2 разновидности станков – серия PG, и серия GC. По характеристикам станки KOHLER позволяют найти решения для правки деталей в диапазонах: от 0,1 мм до 60 мм по толщине, от 400 мм до 2200 мм по ширине. Диапазон довольно внушительный, не правда ли? К тому же, ровнители эти многовалковые. Количество валов варьируется от толщины заготовок – от 13 до 21 шт.
Читайте также: Длина вала кикстартера ява 634
Peak Performer PG – упрощенная версия, собранная по принципу “максимальная эффективность при минимальной комплектации”. Станок укомплектован столами приема и вывода заготовок, системой управления, комплектами валов на опорных валках и системой легкого доступа к правильным валам для их чистки или замены. PG значительно дешевле представителей серии GC и, при этом, весьма эффективен на толщинах до 6,0 мм.
Peak Performer GC – гораздо более продвинутое решение. Эти машины, помимо всего прочего, могут похвастаться системой контроля зазора, защитой от перегрузок, приводом выдвижения валов, системой программируемого прогиба валов и реверсивным вращением. Эти машины сконструированы для более прочных металлов, бОльших толщин или более сложных и комплексных задач. Так что весь имеющийся инструментарий добавляется только в случае острой необходимости.
Отдельно хочу пояснить, предваряя возможные вопросы. Имея станок, к примеру, шириной 1000 мм, вы можете спокойно править заготовки меньшей ширины. Вот, например, диаграмма толщин станка PG type 30 (самый маломощный) с шириной 1250 мм:

Где по вертикали – толщина листа, по горизонтали – ширина. А линии (сверху вниз) – металл разной прочности: зеленая – сталь 150 Н/мм кв , синяя – сталь 235 Н/мм кв , желтая – 355 Н/мм кв , коричневая – 500 Н/мм кв , темно синяя – 700 Н/мм кв .
Таким образом, чем шире у вас станок, тем он более универсальный. НО при этом, чем больше ширина, тем меньшую толщину можно править.
Также на BlechEXPO мне удалось посмотреть, что у Peak Performer GC скрывается “под капотом”.

Как видите, 21-валковый ровнитель с программируемыми верхними валами. Привода наклона располагаются свеху: будет видно с другой стороны. Также на нас “смотрит” один из приводов контроля зазора. А вот и один из датчиков контроля зазора:

Система смещения надежная – клиновидная. Позволяет осуществлять корректировку положения валов в считанные миллисекунды и со значениями до сотых миллиметра.

..Мы видим привода наклона (сверху), главный привод с коробкой редуктора карданных валов. Обратите внимание на то, как выполнены карданные валы. Колени закрытого типа, не требующие технического обслуживания.
Панель оператора подчеркнуто проста:


Регулируем зазор на входе и на выходе.
Есть возможность быстрой калькуляции и нахождения необходимых значений:

Ну и, конечно, настройки контроля зазора:

Внизу располагается панель управления движением нижнего и верхнего выдвижных блоков с правильными валами, а также аварийный выключатель.
Одним словом, управлять машиной просто – можете мне поверить.
Также мне понравилась возможность переворота валков ровнителя. Очень полезная “фишка”!

Обратите внимание на фиолетовые полоски. Они показывают возможные места образования отпечатков – так называемых накатов. Если вы счастливый обладатель станка KOHLER вы можете просто перевернуть правильный вал и тем самым отложить процедуру замены вала.
Ну и напоследок мне рассказали о новой системе привода для станков высокой мощности.

Особенность в том, что устанавливается не один, а несколько мощных сервоприводов, которые подключаются параллельно и за счет этого появляются дополнительные возможности контроля в процессе правки (синхрон/рассинхрон) и, кроме того, дополнительная мощность. Интересно, не правда ли? Прогресс не стоит на месте.
И для закрепления материала смотрите видео:
Таким образом, я могу сказать, что станки KOHLER с большой долей вероятности оправдают ваши ожидания. Это тихие, экономичные, мощные и легкоуправляемые машины, которые пригодятся любому листообрабатывающему производству. Большие возможности в области автоматического контроля процесса правки в станках старшей серии GC и экономичная эффективность станков младшей серии PG удовлетворят любые ваши запросы в области многовалковой правки заготовок.
Как всегда, надеюсь, что вам было интересно. До новых встреч на Механологе.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала