
Обработка однородных элементов коленчатых валов различной конструкции и разных размеров имеет много общего. Коленчатые валы обладают сравнительно небольшой жесткостью и легко деформируются под воздействием радиальных и осевых нагрузок, поэтому при обработке, особенно чистовой, надо принимать меры, предотвращающие деформацию.
Обработка коленчатых валов ведётся обычно в три этапа: черновая, чистовая и отделочная. В том случае, когда заготовки коленчатых валов получают свободной ковкой, обработка ведётся в три-четыре этапа: обдирка, черновая, чистовая и отделочная обработка. Черновая и чистовая обработка коренных шеек и концов крупных коленчатых валов производится на токарных станках. Для устранения деформации вала в центрах обрабатывают только шейки, расположенные близко к концам, затем вал устанавливают этими шейками в люнеты, после чего обрабатывают другие шейки. Одновременно с этим обрабатывают торцевые поверхности, контуры и скосы щёк, то есть все поверхности, оси вращения которых совпадают с осью коренных шеек.
У валов небольших размеров коренные шейки часто обрабатывают на многорезцовых специальных токарных станках с двусторонним или центральным приводом. Вал устанавливают обработанными средней или крайними шейками во вращающийся люнет или специальные патроны. Одновременно обрабатывается часть или все свободные от зажима коренные шейки и торцовые поверхности щёк (см.рис1). каждая шейка или пара щёк обрабатывается тремя призматическими резцами: два резца переднего суппорта обрабатывают торцовые поверхности щёк, галтели и прилегающие к ним части шейки, а третий резец заднего суппорта – среднюю часть шейки. Резцы работают как фасонные, с радиальной подачей. Вследствие того что резцы расположены с двух сторон обрабатываемой шейки, уменьшается деформация вала.
 Рисунок №1 — обработка коренных и торцевых поверхностей шеек коленчатого вала |
Черновую и чистовую обработку производят на одинаковых станках, которые отличаются только настройкой (размерами посадочных мест в патронах и люнетах, размером и формой резцов). Специфической операцией при изготовлении коленчатых валов является обработка шатунных шеек и поверхностей шеек, оси которых не совмещены с осью коренных шеек. Для обработки шатунных шеек крупных коленчатых валов широко применяют станки с вращающимся суппортом (см.рис.2). Универсальность этих станков и достаточно высокая производительность позволяют применять их при различных выпусках.
Коленчатый вал закрепляют коренными шейками в призмы стоек 4, установленных на станине станка. Совмещение оси обрабатываемой шейки с осью вращения резцов достигается путём разворота вала и смещения корпуса 1 по направляющим 3 в поперечном направлении. На призматических направляющих 7, укреплённых на кольце 8, которое вращается в корпусе при помощи червячной пары, перемещаются два суппорта 6. Подача суппортов осуществляется от электродвигателя с редуктором 9 через ходовые винты. Установку вала проверяют при помощи скобы 5, которой изменяют расстояние от вращающегося кольца до накерненного на щеке центра шейки. Подрезание щёк производится одновременно двумя резцами, движущимися навстречу один другому. Протачивание шейки производится резцами, установленными на размер, при движении корпуса по направляющим 2 вдоль оси шейки.
Обтачивание шатунных шеек небольших валов при большом выпуске производится на станках с двусторонним приводом; при этом вкладыши в патронах для установки вала смещены на величину радиуса кривошипа (см.рис.3). С одной установки обрабатывают шейки, расположенные на другой оси. Угловое положение вала в патроне при обработке крайних шатунных шеек фиксируют по базовой площадке или риске на щеке, а при обработке остальных шеек – по обработанной крайней шатунной шейке.
 Рисунок №2 — Станок с вращающимся суппортом для обтачивания крупных коленчатых валов | 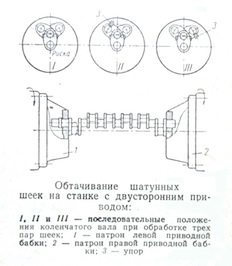 Рисунок №3 — Обтачивание шатунных шеек на станке с двухсторонним приводом |
Обработка ведётся двумя резцами с переднего суппорта и одним резцом с заднего суппорта, так же как при обработке коренных шеек. Прямоугольные щёки коленчатых валов обрабатывают на вертикально-фрезерных или продольно фрезерных станках торцевыми фрезами.
Щёки круглой формы обрабатывают на токарных станках, преимущественно с двусторонним приводом, аналогично обработке шатунных шеек. Обработку обычно ведут проходными резцами с продольной подачей. Щёки овальной формы обрабатывают или по частям такими же способами, как и круглые щёки, или на токарно-копировальных многосуппортных станках, конструктивно подобных станкам для обработки кулачковых валов, схема работы которых показана на рис.4.
Смотрите также
Шейки коленчатых валов после чистового обтачивания подвергают отделочной обработке. Шейки очень крупных валов подвергают отделочной обработке на токарных станках одновременно с чистовым обтачиванием. Эта работа ведётся вручную рабочими высокой квалификации. Форму поверхности шеек проверяют на краску по эталонным стальным вкладышам, а размеры и взаимное положение шеек – микрометрами и индикаторами.
В настоящее время отделка шеек коленчатых валов тепловозных и судовых двигателей производится так же, как и небольших коленчатых валов, на специальных шлифовальных станках. Шлифование коренных шеек производят с установкой вала в центрах и люнетах. При шлифовании крупных валов установку люнетов проверяют путём контроля изменения расстояния между щеками индикаторным приспособлением. Если вал при вращении изгибается, расстояние между щеками изменяется. При этом допускается изменение расстояния между щеками не более 0,01-0,02 мм. Регулировкой люнетов достигается правильное положение оси вала, и при этом положении шлифуются шейки. Шлифование шатунных шеек производится на шлифовальных станках с двусторонним приводом (см.рис.5). Коленчатый вал, так же как при обтачивании шатунных шеек, устанавливают концевыми коренными шейками в патроны 5 с эксцентрично расположенными вкладышами 2. На конце вала закрепляют делительный диск 6 с пазами 3, который фиксатором 4 удерживается в требуемом положении.
При незажатых делительном диске и патронах вал устанавливают так, чтобы шлифуемые шатунные шейки имели минимальное биение. Затем патроны и делительный диск закрепляют на валу, а вал прочно закрепляют хомутами 7, после чего производят последовательное шлифование шеек, оси которых совпадают с осью вращения шпинделей станка. Шлифование ведется с постепенным поджимом люнетов 1, установленных под шлифуемые шейки. После шлифования пары шеек вал поворачивают до совмещения осей следующей пары шеек с осью вращения шпинделей станка, фиксатор вводят в паз делительного диска и затем производят шлифование следующей пары шеек. При шлифовании шеек на специализированных станках размеры контролируют индикаторной трёхконтактной скобой.
Читайте также: Памятник вале котику у школы
 Рисунок №4 — Обтачивание кулачков на токарно-копировальном станке |  Рисунок №5 — Шлифование шатунных шеек на станке с двухсторонним приводом |
Шейки валов после шлифования полируют или подвергают суперфинишированию. Схема работы станка для суперфиниширования коленчатого вала показана на рис 6. К шейкам коленчатого вала, вращающегося в центрах станка, прижимаются абразивные бруски 1 головок для суперфиниширования. Головки закреплены на коленчатых валах 2, вращающихся синхронно с обрабатываемой деталью, вследствие чего обеспечивается постоянный контакт брусков с шейками. Вращающийся от электродвигателя эксцентриковый палец 4 сообщает брускам возвратно-поступательные движения вдоль шейки. Работа ведётся с обильным охлаждением детали керосином.
 Рисунок №6 — Схема работы станка для суперфиниширования шеек коленчатого вала |
Полирование шеек производят на подобных станках, но у них вместо абразивных брусков закреплены жимки, охватывающие шейку вала и прижимающие к обрабатываемой поверхности мелкозернистую шлифовальную шкурку.
Для подвода смазки к подшипникам в шейках и щеках коленчатых валов деталей делают отверстия. Эти отверстия имеют малый диаметр (6-10 мм) и большую глубину. В мелкосерийном производстве обработку отверстий для смазки производят по кондукторам на радиально-сверлильных станках. В крупносерийном и массовом производстве для этого используют специальные станки, часто многошпиндельные, работающие с частными отводами сверла для удаления стружки, или автоматические линии. Отвод и подвод свёрл осуществляется автоматически после сверления 4-5 мм. Чтобы предотвратить поломку свёрл, станки для глубокого сверления часто снабжают устройствами, отводящими сверла при появлении крутящего момента.
Статья создана с использованием литературы: «Технология производства двигателей внутреннего сгорания», М.П. Ягудин
Самые популярные типы токарных станков
Устройство станка предусматривает наличие шпинделя, который приводит в движение заготовку, подвергающуюся обработке. Ходовой вал и ходовой винт приводят в движение резец – основной инструмент, с помощью которого обрабатывается заготовка.
Оборудование используется для:
- обработки наружных и внутренних поверхностей заготовок;
- обработки конических и фасонных поверхностей;
- нарезания резьбы;
- подрезки и обработки торцов;
- сверления и зенкерования отверстий.
Токарные станки позволяют работать с заготовками самого разного размера, формы и конфигурации:
- цилиндрических;
- конических;
- фасонных;
- неправильной формы.
Виды обработки, выполняемые на токарных станках
Как и говорилось выше, практически все токарные станки можно отнести к классу универсальных. Устанавливая на них различный режущий инструмент и применяя всевозможную технологическую оснастку, можно выполнять следующие операции:
- Проточка внутренних и наружных поверхностей вращения с различной конфигурацией.
- Сверление, рассверливание, развертывание и зенкерование отверстий вдоль оси вращения заготовки.
- Нарезание резьбы при помощи резца, лерки или плашки.
- Обработка торцов заготовки.
- Центровка деталей.
- При использовании дополнительной оснастки возможно выполнение операции шлифования.
И это далеко не полный перечень операций, которые возможно выполнять с помощью токарного оборудования. Современные станки этого типа, оснащенные программным обеспечением, способны за одну или две установки производить уже полностью готовое изделие – именно поэтому их и относят к универсальному оборудованию, называемому обрабатывающими центрами.
Станки токарной группы
Станки токарной группы служат для обработки поверхностей тел вращения. Наибольшее распространение в группе токарных станков имеют станки универсальные и специализированные. Универсальные токарные станки
подразделяются на две основные группы: токарные станки, которые предназначены для выполнения разнообразных токарных работ, за исключением нарезания резьбы резцами, и токарно-винторезные станки. Они отличаются наличием ходового винта и специально рассчитанных гитар сменных зубчатых колес и коробки подач, обеспечивающих возможность нарезать резцами различные резьбы. Токарно-винторезные станки среди станков токарной группы получили наибольшее распространение.
Специализированные токарные станки
предназначаются для выполнения узкого круга операций над деталями определенного класса. К специализированным токарным станкам относятся токарно-карусельные, токарно-лобовые, токарно-револьверные, токарные многорезцовые, токарные автоматы и полуавтоматы, токарно-затыловочные станки, токарные станки для обработки коленчатых валов, кулачков распределительных валов и другие типы специализированных станков. Рассмотрим некоторые из них.
Токарные многорезцовые полуавтоматы
позволяют повысить производительность путем совмещения переходов операции и автоматического получения всех операционных размеров при соответственном снижении квалификации работы.
Наладка многорезцового станка трудоемка, поэтому применение его оправдывается в серийном и массовом производствах.
Такой станок имеет передний и задний (иногда также верхний) суппорты, каждый из которых может нести несколько резцов. Передний суппорт имеет продольную подачу, задний — поперечную. Задний суппорт предназначается для подрезания торцов, прорезания канавок или обтачивания цилиндрических участков широкими резцами. Его работу обычно совмещают с работой переднего суппорта (рис. 6 1 ).
Рис. 6.1 Рабочая зона много резцового станка
Классификация металлорежущих станков
| Станки | Группа | Типы (подгруппы) станкон | ||||||||
| Токарные | Автоматы и полуавтоматы | Револьверные | Сверлильно-отрезные | Карусельные | Токарные и лобовые | Многорезцовые | Специализированные | Разные токарные | ||
| одношпиндельные | многошпин дельные | |||||||||
| Сверлильные и расточные | 1. | Вертикально-сверлильные | Одиошпнн-дельиые полуавтоматы | Многошпиндельные полуавтоматы | Координат-но-расточ-ные | Радиально- сверлильные | Расточные | Алмазно-расточные | Горизонтально-сверлильные | Разные сверлильные |
| Шлифовальные | 2. | Круглошлифовальные | Внутришлифовальные | Обдпрочношлифовальные | .Специализированные шлифовальные | — | Заточные | Плоскошлифовальные | Притирочные, полировальные и хонинго-вальныо | Разные станки, работающие абразивом |
| Для электрофизической и электрохимической обработки, комбинированные | 3. | Универсальные | Полуавтоматы | Автоматы | Электрохимические | Электроискровые | — | Электроэрозионные, ультразвуковые | Анодно-ме-ханические | |
| Зубо- и резьбообрабатывающие | 4. | Зубодолбежные для цилиндрических колес | Зуборезные для конических — колес | Зубофрезерные для цилиндрических колес и шлиц валов | Зубофрезерные для червячных колес | Для обработки торцов зубьев колес | Резьбо-фрезерные | Зубоотделочные | Зубо- и резьбошлифовальные | Разные зубо- и резьбообрабатывающие |
Читайте также: Охранная зона камер коллежского вала
| Станки | Группа | Типы (подгруппы) станков | ||||||||
| Фрезерные | 6. | Вертикально-фрезерные консольные | Фрезерные непрерывного действия | Продольно-фрезерные одностоечные | Копировальные и гравировальные | Вертикальные бесконсольные | Продольные | Широкоуниверсальные | Горизонтальные консольные | Разные фрезерные |
| Строгальные долбежные и протяжные | 7. | Продольные | Поперечно-строгальные | Долбежные | Протяжные горизонтальные | — | Протяжные вертикальные | — | Разные строгальные | |
| одностоечные | двухстоечные | |||||||||
| Разрезные | 8. | Отрезные, работающие | Правильно-отрезные | Ленточные | Дисковые пилы | Ножовочные | — | — | ||
| токарным резцом | абразивным кругом | диском | ||||||||
| Разные | 9. | Муфто- и трубообрабатывающие | Пилонасекательные | — | — | Для испытания инструментов | Делительные машины | Балансировочные | — | — |
Обработка на револьверных станках.
Токарно-револьверные станки предназначены для выполнения многопереходных операций методом автоматического получения размеров.
Револьверные станки обладают очень широкими технологическими возможностями. Их применяют для деталей, изготовляемых как из прутков, так и из штучных заготовок. При одной установке детали на станке возможно обтачивание наружных поверхностей, сверление, зенкерование, растачивание, развертывание отверстий, подрезание торцовых плоскостей, вытачивание канавок, нарезание наружной и внутренней резьб и т. д. Причем, благодаря автоматическому получению размеров, даже сложная операция не требует высокой квалификации исполнителя.
Токарные автоматы разделяются на прутковые и магазинные. Устройства для автоматической загрузки станка штучными заготовками обычно являются конструкциями специальными и часто сложными. В связи с этим большее распространение имеют прутковые автоматы, которые в свою очередь разделяются на одношпиндельные и многошпиндельные. Из одношпиндельные автоматов чаще используют револьверные, которые строят для прутков диаметром до 40 мм (тип 1140 и меньшие).
Револьверный автомат имеет револьверную головку с горизонтальной осью поворота, перпендикулярной оси шпинделя, и два суппорта: передний и задний (иногда еще и третий — верхний). Головка получает только продольную подачу, суппорты — только поперечную. Разрабатывая операцию для такого станка, исходят в общем из тех же принципов повышения производительности, какими руководствуются при разработке операции для револьверного станка.
При совмещении работы инструментов, как обычно, избегают совмещать черновые переходы с чистовыми. Точение широкими фасонными резцами, очень часто применяемыми для работы с суппортов, намечают возможно раньше, пока сечение детали еще не ослаблено. При необходимости поддержать деталь применяют державки с люнетами. К револьверным автоматам, как и к револьверным станкам, имеется много нормализованных приспособлений для инструментов.
Разработка автоматной операции связана с расчетом положений инструментов и соответственно положений револьверной головки и суппортов относительно шпинделя станка в различные моменты операции. На основании этих расчетов и выбранных режимов обработки профилируют кулачки, управляющие движениями головки и суппортов.
Многошпиндельные прутковые автоматы
имеют четыре, шесть (бывает и восемь) шпинделей. Шпиндели несут прутки и помещены в одном поворотном барабане — шпиндельном блоке. Число позиций блока равно числу шпинделей. Суппорты ведут обработку одновременно во всех позициях.
В каждой позиции выполняется определенная группа переходов операции. По окончании обработки во всех позициях (в числе переходов последней позиции имеется отрезание детали от прутка) блок поворачивается. При этом шпиндель с прутком, находившийся в первой позиции, занимает вторую, занимавший вторую — переходит в третью и т. д. 3атем суппорты вновь вступают в работу и цикл повторяется. Таким образом, на многошпиндельном автомате меняются не позиции инструментов, а позиции детали. Штучное время операции равно промежутку времени, через который производится изменение позиций — поворот блока.
Поскольку поворот блока возможен лишь по окончании обработки во всех позициях, главной особенностью, отличающей разработку операция для многошпиндельного автомата, является необходимость обеспечивать одинаковую продолжительность обработки во всех позициях, чтобы избежать простоев инструментов. К этому условию приближаются путем рационального распределения переходов операции между позициями. В трудоемких позициях время сокращают применением более стойкого или комбинированного инструмента.
По точности обработки многошпиндельные автоматы несколько уступают одношпиндельным, но производительность их, естественно, намного больше. Для аналогичной обработки деталей более крупных, получаемых из штучных заготовок, пользуются многошпиндельными карусельными полуавтоматами.
Рис. 6.2. Горизонтальный шестишпиндельный прутковый автомат
Обработка на карусельных станках.
Токарно-карусельные станки применяют для обработки крупных и тяжелых деталей типа дисков и колец (диски роторов, корпуса, крупные зубчатые колеса и т. п.). Горизонтальное положение планшайбы станка сильно упрощает установку и закрепление таких деталей.
На карусельном станке выполняют операции такого же характера как на токарном или крупном револьверном. Высокая жесткость станка допускает обработку с большими сечениями стружки. Наличие двух — трех суппортов, из которых один имеет револьверную головку, позволяет выполнять на станке многопереходные операции, что особенно важно ввиду нежелательности перестановок тяжелых деталей.
По точности обработки карусельные станки равноценны токарным станкам соответствующих размеров.
Карусельные полуавтоматы принадлежат к станкам вертикального типа. Вертикальное положение шпинделей упрощает обслуживание станка — установку и закрепление тяжелых деталей.
По принципам разработки операций эти станки подобны многошпиндельным прутковым автоматам. Разница лишь в том, что в одной из позиций деталь не обрабатывается; в этой позиции шпиндель останавливается, чтобы можно было заменить обработанную деталь новой. На рис. 6.3 показан внешний вид шестишпиндельного полуавтомата и пример его наладки. Первая позиция — загрузочная, а остальные пять — рабочие.
Такие станки, как и автоматы, допускают применение дублированной или двойной наладки, если сдвоить смежные позиции и превратить станок из шестипозиционного в трехпозиционный с двумя шпинделями в позиции. В такой сдвоенной позиции оба шпинделя можно использовать одинаково (дублирование) или по-разному. Во втором случае (двойная наладка) три шпинделя (один загрузочный, два рабочие) заняты обработкой одной стороны детали, а три — обработкой другой стороны или обработкой другой детали.
Читайте также: Компрессор с регулятором давления автоматика два режима работы ресивер 1208
Рис. 6.3. Внешний вид и пример наладки карусельного полуавтомата
Принцип работы токарных станков
Принцип работы токарного оборудования достаточно простой, несмотря на то, что сами по себе станки этого класса являются довольно сложными агрегатами. Обработка заготовки осуществляется на них путем совмещения двух типов движения – вращения шпинделя, в патроне которого устанавливается заготовка и продольного перемещения каретки с установленным на ней резцом. Этот инструмент движется вдоль оси вращения заготовки, тем самым срезая с нее определенный слой. Точно по такому же принципу осуществляется обработка материала с помощью других инструментов.
Разновидности станков
На сегодняшний день существует множество типов токарных станков. Каждый из них отличается своими характеристиками, функциональными возможностями, системой управления и конструкцией.
Виды токарного оборудования:
- Токарно-винторезные. Считаются самыми распространёнными станками. Используются для изготовления единичных деталей и серийного производства. С их помощью можно изготавливать резьбу с наружной и внутренней стороны заготовок, обтачивать цилиндрические и конусовидные заготовки, обрабатывать торцы. Винторезные модели позволяют мастеру создавать отверстия различного диаметра, проводить зенкеровку и развертку. При наличии копировального устройства появляется возможность создавать сложные контуры без фасонных резцов.
- Сверлильные. Большая группа оборудования, к которой относится вертикальный токарный станок, радиальный, одношпиндельный, многошпиндельный и горизонтальный. С помощью таких машин сверлятся отверстия разного диаметра, создаётся резьба. При выборе сверлильных станков требуется уделять внимание ходу шпинделя, мощности электродвигателя, расстоянию от рабочего стола до патрона, максимальному диаметру создаваемых отверстий.
- Расточные. Многофункциональное оборудование, которое позволяет создавать отверстия в заготовках, нарезать резьбу мечиками, создавать пазы на поверхности деталей, зенкеровать и растачивать отверстия. Для точной обработки используют алмазные расточные станки.
- Шлифовальные. Станки, на которые устанавливаются диски со сменными шлифовальными кругами. С их помощью обрабатываются детали различной формы с наружной и внутренней стороны. Дополнительно можно разрезать заготовки, затачивать режущие инструменты. Качество обработки зависит от зернистости шлифовального круга. Крупной фракцией снимают грубые слои металла с заготовки. Мелкая фракция предназначена дли финишной шлифовки.
- Притирочные. На рабочей части устанавливаются специальные притиры, на поверхности которых нанесён абразивный порошок.
- Хонинговальные. На шпинделе таких станков закрепляется специальная головка (хонон), которая представляет собой бруски с нанесение абразивного порошка. Рабочая часть вращается и движется в двух направлениях, обрабатывая неподвижное отверстие в заготовке.
- Зубообрабатывающие. На таком оборудовании устанавливается множество фасонных резцов.
Также нельзя забывать про резьбообрабатывающее и фрезерное оборудование. Они используются для обработки отверстий, нарезания резьбы, торцевания, создания деталей различной формы. В магазинах можно увидеть универсальные токарные станки с ЧПУ. Это универсальное оборудование, которое может выполнять различные задачи. После настройки программы оператором, система сама начинает работу.
Важные характеристики
Прежде чем приобрести токарное оборудование, необходимо обратить внимание на его технические характеристики и сопоставить их с параметрами деталей, обработку которых предполагается выполнять. Среди этих характеристик особое внимание следует уделить следующим:
- Максимальный диаметр обрабатываемой заготовки.
- Расстояние между центрами – эта характеристика обуславливает максимальный размер заготовки по длине.
- Диаметр установки заготовки над суппортом.
Кроме того, немаловажными характеристиками токарного оборудования являются мощность главного привода станка, диапазоны рабочей подачи, максимальная скорость вращения шпинделя .
Виды станков и их особенности
На сегодняшний день существует 7 основных видов токарных станков
- Токарно-винторезные, которые еще называют универсальными. Это наиболее распространенная группа токарного оборудования, основной отличительной чертой которой является возможность совмещения скорости вращения и продольного движения инструмента. В роли объединителя этих движений выступает специальный червячный винт, благодаря которому эти станки и получили свое название.
- Токарно-карусельные станки. Их отличительная особенность – рабочий стол большого размера с вращающейся планшайбой.
- Лоботокарные станки. Их основное назначение – это обработка лобовых поверхностей. Этот тип токарного оборудования относится к узкоспециализированным.
- Токарно-револьверный станок. Отличительная черта этого оборудования – наличие револьверной головки, позволяющей выполнять быструю смену режущего инструмента, что в результате сокращает время производственного процесса.
- Токарный автомат продольного точения. Применяется в условиях массового и серийного производства для изготовления деталей небольшого размера.
- Многошпиндельный токарный автомат. Его основная особенность – это обработка деталей, имеющих сложную поверхность.
- Токарно-фрезерный обрабатывающий центр. Это универсальное оборудование, способное за одну или две установки полностью изготовить необходимую деталь. Применяется как для серийного, так и для штучного производства.
Кроме того, не следует выпускать из виду и тот момент, что практически все токарное оборудование может работать под зорким присмотром современного программного обеспечения.
Где купить токарный станок по металлу
Наша компания занимается продажей токарных станков различной конструкции и с разными техническими характеристиками, в том числе у нас вы всегда сможете купить токарный станок с ЧПУ.
На данный момент в каталоге предложены:
- токарно-карусельные станки;
- токарно-фрезерные центры;
- токарные станки и центры с ЧПУ;
- универсальные токарные станки.
У нас вы сможете купить токарные станки с ЧПУ от ведущих производителей, среди которых такие компании, как Frank Phoenix, Zanoletti, Force one, Manford и так далее.
Купить токарный станок по металлу у нас вы сможете по доступным ценам, с возможностью доставки товара, а также гарантийным и постгарантийным обслуживанием. Выбирайте качественное оборудование для организации эффективного производства и заказывайте его по доступной цене из нашего каталога.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности