
Станок ПР-140У предназначен для упрочняющей холодной продольной раскатки торсионного вала путём раскатывания стержня и галтелей роликами соответствующего профиля при заданном в технологическом процессе на вал контролируемом усилии.
Станок представляет собой специальный полуавтомат, на котором загрузка и снятие заготовок производится вручную.
Станок выполнен в соответствии с требованиями, предъявляемыми к металлообрабатывающим станкам по ГОСТ 12.2.009-75 и кузнечно-прессовому оборудованию по ГОСТ 12.2.017-76.
Одна из единиц данного оборудования поставлена в Индию.


Технические характеристики станка:
| 1. Габариты станка (с учетом электроуправления и гидропривода), мм: — длина — ширина — высота | 8 530 4 730 2 100 |
| 2. Масса станка, кг | 25 000 |
| 3. Тип привода | гидравлический |
| 4. Суммарная мощность приводов, кВт | 89 |
| 5. Напряжение силовой цепи, В | 415 (3-фазный) |
| 6. Частота, Гц | 50 |
| 7. Радиальное усилие упрочнения, кН (тс) | до 900 (60) |
| 8. Осевое усилие при упрочнении, кН (тс) | 600 (60) |
| 9. Размеры обрабатываемых деталей, мм — длина — диаметр стержня | 2 000-2 350 40-60 |
| 10. Производительность, шт/час | не менее 6 |
Специализированный двухпозиционный станок-автомат для упрочнения впадин шлицев мод.УШ-8
Станок предназначен для упрочнения впадин шлицев головок валов методом накатывания впадин шлицев роликами соответствующего профиля. Станок может быть использован для валов широкой номенклатуры в пределах размеров и необходимых усилий обработки.


Рабочая зона упрочнения впадин шлицев
Технические характеристики станка:
Специальный двухпозиционный станок-полуавтомат для упрочнения валов (мод. УВ-8).
Станок предназначен для поверхностного упрочнения стержня и галтелей торсионного вала методом обкатки роликами с целью улучшения их механических характеристик.
Видео:Мобильный расточной станок Пионер-МСкачать

Гидрокопировальные токарные станки полуавтоматы
Видео:Токарные ужасы - не смог вовремя остановитьсяСкачать

1. Компоновка и устройство гидрокопировального токарного полуавтомата
Гидрокопировальные токарные полуавтоматы (ГТП), как и многорезцовые и многорезцово-копировальные станки, являются типовыми горизонтальными одношпиндельными полуавтоматами, предназначенными для черновой и чистовой (однопроходной или многопроходной) токарной обработки в центрах деталей типа валов с прямолинейными и криволинейными образующими Благодаря возможности быстрой переналадки эти полуавтоматы эффективно применяются не только в массовом и крупносерийном, но и в серийном производстве. Они легко встраиваются в автоматические линии. В качестве примера токарного гидрокопировального полуавтомата рассмотрим специальный станок модели ЕМ473-1-02А.
Данный станок, выпускаемый Ейским станкостроительным заводом, предназначен для черновой и чистовой обработки деталей типа валов диаметром до 250 мм и длиной до 710 мм с прямолинейными и криволинейными образующими методом копирования одним или несколькими резцами, а также подрезки торцов и проточки канавок. Имеет один копировальный и один подрезной суппорты. Система копирования однокоординатная. Станок имеет 14 скоростей вращения шпинделя: 100, 125, 160, 200, 250, 315, 400, 500, 630, 800, 1000, 1250, 1600, 2000 мин -1 — и две автоматически переключаемые скорости вращения шпинделя.
В основу станка положен принцип однокоординатной гидрокопировальной системы для позиционных перемещений. Вращение шпинделя обеспечивается электродвигателем через кинематическую цепь шпиндельной бабки, рабочие и ускоренные подачи копировального суппорта — гидроприводом. Также от гидропривода работают ползуны копировального и поперечного суппортов, задняя бабка, смена копиров, поворот резцовой головки Станок имеет наладочный и полуавтоматический режимы работы.
Читайте также: Крепеж карданного вала рено дастер
Компоновка станка замкнутая, образующая жесткую раму, прямоугольного сечения с направляющими на передней поверхности, по которым перемещается каретка копировального суппорта, и направляющими на нижней поверхности, на которых базируются поперечный суппорт и задняя бабка. На верхней части станины размещаются механизм установки копиров, командоаппарат и жесткий упор для каретки копировального суппорта На левом торце крепится гидроцилиндр привода каретки копировального суппорта.
Копировальный суппорт имеет ход каретки 825 мм, ползуна — 165 мм, пределы рабочих подач от 10 до 1250 мм/мин и две автоматически переключаемые подачи Как и скорости, они нужны для черновой и чистовой обработки. У поперечного суппорта ход составляет 125 мм, а подача от 10 до 630 мм/мин. Электродвигатель асинхронный двухскоростной 735/1470 мин -1 и 17/25 кВт.
Основными составными частями станка являются (рис. 1): основание 8, станина 5, бабка шпиндельная 1, бабка задняя 7, суппорт копировальный 4, суппорт поперечный 3, привод копировального суппорта, механизм установки копиров, механизм щупа, командоап- параты копировального 2, поперечного суппортов и задней бабки, гидрооборудование, электрооборудование, педаль 9, и привод патрона, охлаждение, транспортер стружки 10, ограждение 6.
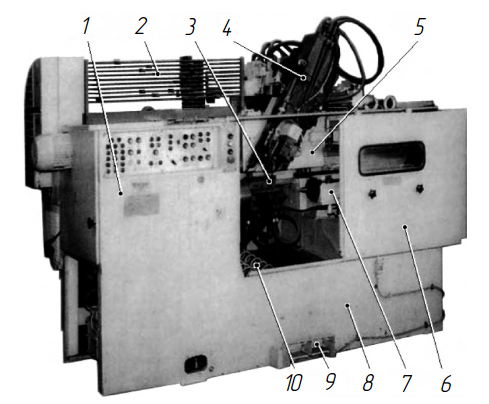
Рис. 1. Токарный гидрокопировальный полуавтомат ЕМ473
Шпиндель смонтирован на подшипниках качения 4-го и 5-го классов точности. Передней опорой служат радиальный роликовый двухрядный подшипник с коническим отверстием и упорнорадиальный шариковый сдвоенный подшипник, воспринимающий осевое усилие. Задняя опора шпинделя — радиальный роликовый двухрядный подшипник.
Копировальный суппорт состоит из каретки и ползуна. Каретка перемещается по направляющим станины от гидроцилиндра. Настройка величин подач каретки копировального суппорта и ползуна поперечного суппорта бесступенчатая и выполняется дросселями. Ограничение величины рабочего хода каретки копировального суппорта на каждом проходе, автоматическое переключение скоростей и подач, включение в работу поперечного суппорта производятся установкой соответствующих лепестков управления на дорожках линейки командоаппарата (рис. 2). Ползун копировального суппорта перемещается к оси центров станка с помощью гидроцилиндра Поршень гидроцилиндра через шток жестко соединен с кареткой, а корпус — с ползуном Перемещение ползуна к оси центров при отсутствии копира ограничивается упором.
Настроечные перемещения чернового и чистового копиров в горизонтальном и вертикальном направлениях задаются с помощью винтовых передач, отсчет положения — по лимбам. Смена копиров выполняется плунжерами гидроцилиндров.
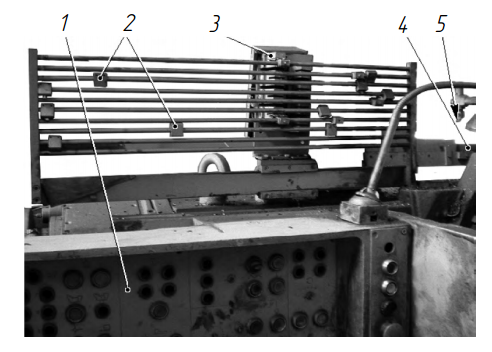
Рис. 2. Командоаппарат копировального суппорта гидрокопировального станка: 1 — пульт управления; 2 — упоры; 3 — блок конечных выключателей; 4 — копир; 5 — щуп.
Механизм щупа крепится к гидроцилиндру ползуна копировального суппорта с задней стороны. Он состоит из корпуса, в котором размещен следящий золотник, и рычага с наконечником щупа. При движении наконечника щупа по копиру движения рычага передаются через толкатель на следящий золотник, который распределяет поток масла в соответствующие полости гидроцилиндра ползуна, обеспечивая на изделии воспроизведение профиля копира. Наконечник щупа, независимо от хода рычага, имеет дополнительный регулировочный ход для точной настройки резца на диаметральный размер, обеспечиваемый с помощью винтовой и клиновой передач.
Командоаппарат станка выполнен восьмидорожечным (см. рис. 2) и смонтирован на верхней плоскости станины. Состоит он из бесконтактных выключателей 3, укрепленных на кронштейне, и держателей с лепестками 2 на линейке, закрепленной на каретке копировального суппорта.
По заказу станок оснащается двухпозиционной резцедержкой с резцовой головкой. Резцедержка предназначена для автоматической смены инструмента при переходе от черновой обработки к чистовой Смена производится гидравлически поворотом шпинделя резцедержки от двух плунжеров.
Читайте также: Шприцовка крестовин карданного вала
Станок оснащен автоматически включающимся при подведенных ползунах охлаждением.
Поперек оси станка в средней части основания установлен двухшнековый транспортер для удаления стружки. Имеется централизованная циркуляционная смазочная система, состоящая из станций смазки шпиндельной бабки и станции смазки суппортов.
Видео:Вальцы асимметрия RMEA-1300х6. Обзор станкаСкачать

2. Гидрокопировальный суппорт
Работа гидравлического копировального устройства, являющегося основой станка, базируется на использовании так называемых следящих золотников. Особенность этих золотников в том, что их перемещение вызывает одинаковое по величине и направлению перемещение поршня гидроцилиндра, связанного с суппортом. Профиль заготовки, зажатой пинолью 10 гидроцилиндра задней бабки 9, обрабатывается одним резцом 5 (рис. 3) . Резец устанавливают на копировальном суппорте 3, привод которого в продольном и поперечном направлениях осуществляется гидравлической следящей системой 1 и 4, управляемой по специальному копиру 8 или по эталонной детали. Размеры копира точно соответствуют размерам детали.
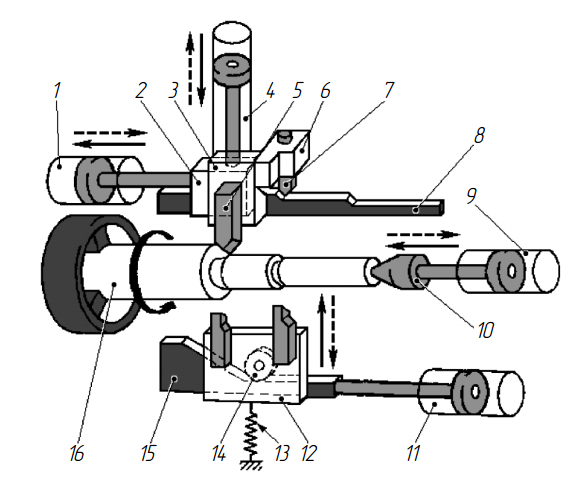
Рис. 3. Схема работы токарно-копировального полуавтомата
При продольной подаче каретки щуп 7 скользит по копиру 8 и, в зависимости от его профиля, поднимается или опускается Перемещаясь вверх, щуп передвигает золотник 6 управления копировальным гидроцилиндром в верхнее положение. При этом масло поступает в верхнюю полость годроцилиндра, а из нижней — сливается в бак. В результате салазки 2 и резец 5 поднимаются на такую же высоту, на какую щуп 7 поднялся по шаблону 8. Аналогично происходит и движение резца вниз. Если же щуп 7 движется по горизонтальному участку шаблона 8, то золотник, находясь в среднем положении, перекрывает поступление масла в цилиндр и резец 5 не перемещается вертикально. Во время продольного перемещения гидросуппорта упоры, расположенные на его командоаппарате, последовательно нажимают на конечные выключатели, в результате чего выполняются быстрый проход над необрабатываемыми участками детали, быстрый подвод и отвод, переключение скоростей, включение поперечного суппорта. Здесь же установлен и конечный выключатель, отключающий все движения на станке.
При обработке наклонных поверхностей гидросуппортом, когда складываются горизонтальная и вертикальная составляющие подачи, автоматический регулятор настраивает результирующую подачу примерно равной горизонтальной составляющей, независимо от угла наклона профиля копира. Переходы по прорезке канавок, снятию фасок, подрезке торцов выполняются резцами, установленными на поперечном суппорте 12, который приводится в движение с помощью плоского копира 15 с наклонной поверхностью. Копир перемещается с помощью гидроцилиндра 11. На станке возможна обработка поверхности в несколько проходов. Он может комплектоваться устройством активного контроля, позволяющим обрабатывать поверхности с точностью до 0,04. . .0,06 мм.
На рис. 4 показана принципиальная схема гидравлического привода суппорта токарно-копировального полуавтомата Копировальный суппорт 10, имеющий поперечное перемещение, жестко связан с корпусом 7 следящего золотника и со штоком поршня неподвижного гидроцилиндра 9 поперечной подачи. Продольная подача салазок суппорта осуществляется с помощью гидроцилиндра 4. Плунжер 8 следящего золотника прижимается пружиной к рычагу 6, наконечник которого (щуп) находится в контакте с неподвижным шаблоном или эталонной деталью. Таким образом, рычаг 6 удерживает плунжер золотника в определенном положении относительно копира При перемещении щупа вверх или вниз плунжер получит такое же перемещение.
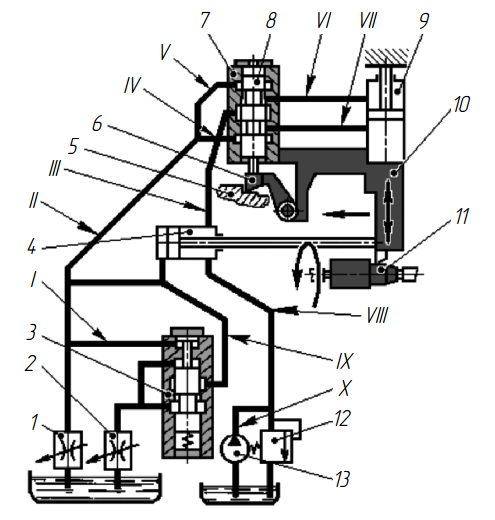
Рис. 4. Схема следящего гидрокопировального привода
При смещении плунжера вверх масло от насоса 13 по трассам X и II поступает в среднюю полость корпуса 7, а затем по трассе VII — в нижнюю полость цилиндра 9, и поршень вместе с суппортом 10 получит движение в том же направлении, что и плунжер. Вместе с суппортом будет перемещаться и корпус 7 золотника, который в результате займет первоначальное положение относительно плунжера (как показано на схеме). Подача масла через золотник прекратится, и суппорт остановится. То же произойдет при перемещении плунжера золотника по шаблону вниз.
Читайте также: Замена подшипника компрессора кондиционера пассат б5 adr
Таким образом, перемещение щупа, а вместе с ним и плунжера вверх или вниз вызывает такое же перемещение поршня гидроцилиндра и связанного с ним суппорта 10 с резцом. Поэтому резец, повторяя движение щупа, будет обрабатывать деталь по профилю копира. Масло, вытесняемое из верхней полости цилиндра 9 (при движении поршня вверх) или из нижней полости (при движении вниз), идет по трассам VI или VII, затем через крайние выточки в корпусе золотника поступает в трассу V или IV, далее — в трассу III и через дроссель 1 сливается в бак.
В процессе обработки каретке суппорта, помимо поперечного перемещения салазок (следящая подача — одна координата), сообщается и продольное перемещение (задающая подача — другая координата). При этом масло от насоса 13, пройдя по трассам X, II и VIII, через распределительное устройство (на схеме не показано) подается в правую полость цилиндра 4 и шток поршня перемещает каретку суппорта влево. Масло из левой полости цилиндра по трассе IX через автоматический регулятор скорости 3 и дроссель 2 сливается в бак. Таким образом, резец может получать движение подачи по двум координатам. Результирующая подача резца определяется величиной проходных сечений дросселей 2 и 1, первый из которых регулирует скорость продольной, а второй — поперечной подачи. Клапан 12 предохраняет систему от перегрузки и отводит излишки масла в бак.
Видео:Полуавтоматы для обработки шеек коленваловСкачать

3. Кинематическая схема гидрокопировального станка
Cхема построена на широком использовании гидравлического привода (рис. 5). Привод главного движения — четырехваловая коробка скоростей — расположен в шпиндельной бабке.
Крутящий момент от двигателя передается клиноременной передачей 200-230 на первый вал коробки скоростей. Затем с помощью электромагнитных муфт ЭМ! и ЭМ2 через зубчатые колеса 24-23 и 26-25 — на второй вал. Сменные зубчатые колеса 20-19 связывают второй и третий валы. Включение передач 6-7 и 22-21 осуществляется зубчатой муфтой. От шкива второго вала 4 вращение передается реле контроля скорости (РКС). Торможение шпинделя выполняется тормозной муфтой (не показана). Уравнение кинематического баланса главного привода имеет следующий вид:
n шп = 735(1470) • 200/230 • 0,985 • 24/35(35/44) × a/b • 25/62 (51/51) мин -1 ,
где а и b — сменные колеса 20 и 19 соответственно.
Задняя бабка имеет общие направляющие с поперечным суппортом. Перемещение пиноли осуществляется подачей масла под давлением в правую или левую полость гидроцилиндра, закрепленного на правом торце бабки. Шпиндель задней бабки, как и шпиндель передней бабки, смонтирован на подшипниках качения 4-го и 5-го классов точности. При зажатой в центрах детали гидравлический подпятник, закрепленный в шпинделе бабки, разгружает подшипник от осевой нагрузки, воспринимаемой им при отсутствии заготовки. На бабке смонтирован командоаппарат (конечный выключатель и регулируемый по положению кулачок), сигнализирующий о поджатом положении. Установочное перемещение задней бабки осуществляется посредством вала-шестерни 11 и зубчатой рейки 12.
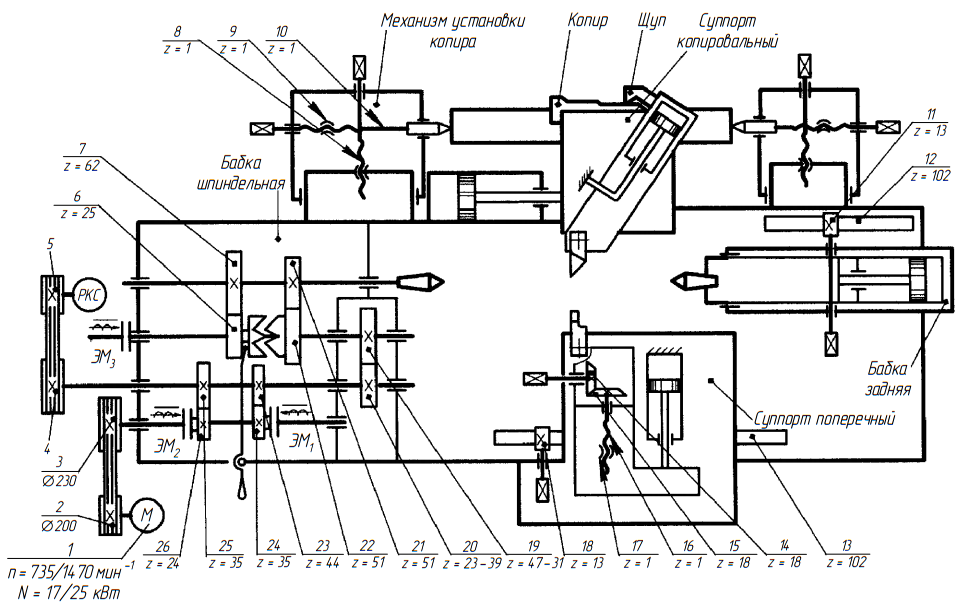
Рис. 5. Кинематическая схема станка ЕМ473-1-02А
Каретка поперечного суппорта базируется с нижней стороны станины (как бы на потолке) на направляющих и выполняет установочное перемещение вдоль оси шпинделя с помощью реечной передачи 18-13. Рабочая подача ползуну суппорта сообщается гидроцилиндром. Перевод с быстрого на рабочий ход выполняет золотник от кулачка, установленного на ползуне Крайние положения ползуна ограничиваются конечными выключателями и регулируемым жестким упором.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
🔍 Видео
Сварочный инверторов полуавтомат GANTA MIG/MMA-220Скачать

шлифовальные станки (УЛУЧШЕННОЕ ВИДЕО)Скачать
Проточка о-о-о-чень длинных валов на токарном станке.Скачать
Мобильный станок для наплавки валов и пальцевСкачать
Синергетический бюджетный полуавтомат Aurora Polo 175. Видеообложка. #aurora #aurorapro #аврораСкачать
3Д4230 станок кругло-шлифовальный 2А78, 3М433, 3К833, обкаточный стенд, балансировочный стенд.Скачать
Cтанок #EMAG PMD 2 для шлифования коленчатых валовСкачать
СВАРОЧНЫЕ ПОЛУАВТОМАТЫСкачать
Невероятный процесс обработки сверхтяжелых валов самые большие в мире токарные станки в эксплуатацииСкачать
Продам зубошлицефрезерный полуавтомат ВС-51П ,тел.+380976109661 РоманСкачать
МОЩНЫЙ СВАРОЧНЫЙ ПОЛУАВТОМАТ: ALLOY МС-501 МХ Pulse. Функции, режимы, комплектация | СВАРГОСкачать
Три ЗОЛОТЫХ правила при выборе сварочного ПОЛУАВТОМАТА!Скачать
Как выбрать токарный станок по металлу. Технические характеристики токарных станковСкачать
Обработка ВалаСкачать
ТОП—7. Лучшие сварочные полуавтоматы [MIG/MAG]. Рейтинг 2023 года!Скачать
Токарные станки по металлу. Виды и назначение токарных станковСкачать














![ТОП—7. Лучшие сварочные полуавтоматы [MIG/MAG]. Рейтинг 2023 года!](https://i.ytimg.com/vi/f3Nsuph4bEE/0.jpg)
