
Хочу перевести сомодельный станок для наплавки валов,пальцев на управления ардуино нано.
У меня нету образования кроме электро-газосварщика 4раз.
Но руки с правильного места растут, а вот извилин не хватает. Но тем имение я люблю изобретать и не только варить но и паять.
Нужна помощь с программкой для ардуино, я использую нано. Я слепил станок для наплавки изношеных пальцев,валов(
В общем включил зажог дугу на пистолете полуавтомата и он сам шпарит,передвигается.А логика его проста, работает он так:
Главный моторчик на 12в. крутится при заданных оборотах при помощи китайского ШИМ,он делает оборот, сбоку закреплён концевик который включает реле второго моторчика, второй моторчик из старого шурика(линейное передвижения пистолета) включился и тоже делает оборот и ( унего тоже концевик только на разрыв )выключает самого себя то есть процесс закольцован. Но как я познакомился с ардуино,то пропал интерес с использования релюшки и концевиков. Проблема их известная, подгорание контактов или залепание.С концевиками тоже бывают сбои часто приходится настраивать зазор. Я хочу перевести на ардуино, у меня есть два индукчионных концевика сенсоры.Я их запаралелил и через оптрон привезал к нано и использовал скейтч Alexa Gyvera из урока про реле. Я буду использовать твёрдотельное реле но пока так.
Всё работает, вроде как устраивает да не всё.
- Установка для наплавки одноосных деталей вращения
- Еще чертежи и проекты по этой теме:
- 4 КОММЕНТАРИЕВ
- Проект установки для наплавки коленчатых валов двигателей
- Как восстановить вал наплавкой ручной дуговой сваркой
- Наше решение восстановления вала дымососа
- Задача! Как и чем наплавить шейку вала, затем на какой станок установить эту “Дуру” для проточки.
- Технология наплавки вала электросваркой
- Процесс наплавки вала
- Наплавочно расточной комплекс своими руками чертежи
- Установка для наплавки одноосных деталей вращения
- Самодельный мобильный расточной станок
- Замеры
- Мобильный расточной станок: характеристика, наладка, схемы управления
- Процесс расточки
- Варианты обработки деталей при помощи мобильного станка:
- Резьбовое нарезание
- Плоскостное фрезерование
- Растачивание технических отверстий
- Обработка отверстий металлических деталей
- Развертывание отверстий на станке
- Расточка цилиндра на дому
- Общие положения и техника безопасности:
- Особенности конструкции мобильного расточного станка и схемы его управления
- Основные типы
- Координатные
- Алмазные
- Переносные токарные станки
- Горизонтально-расточные мобильные станки
- Изготовление «фрезы»
- Популярные модели мобильных расточных станков и их характеристика
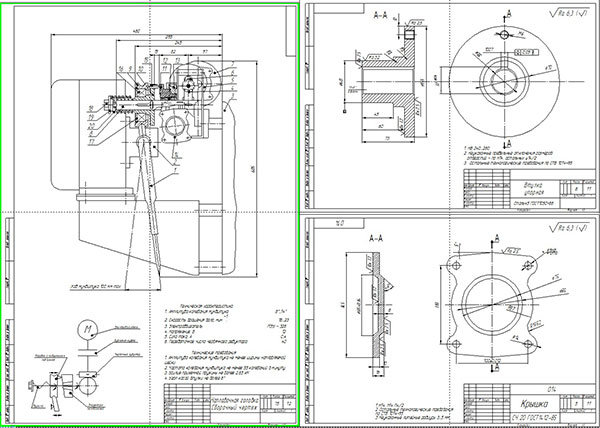
Установка для наплавки одноосных деталей вращения
Представлена конструкторская часть дипломного проекта. В ней проектируется Установка для наплавки тел вращения проволокой в среде защитных газов. Произведён расчёт механизма подачи наплавочной проволоки. Содержит 4 листа формата А1 графической части, 3 страницы расчёта.
Техническая характеристика
Мощность привода, кВт 3
Обороты шпинделя, мин 0 — 1500
Максимальный диаметр вала, мм 200
Максимальная длина вала, мм 1200
Ток наплавки, А 1 — 70
Напряжение наплавки (постоянное), В 0,5 — 100
Состав: Наплавочная установка. Вид 1 (СБ), Наплавочная установка. Вид 2 (СБ), Приспособление для наплавки (СБ), Механизм подачи проволоки (СБ), Спецификации, ПЗ (Расчёт и описание механизма подачи проволоки)
Софт: КОМПАС-3D 13

Дата: 2014-01-12
Просмотры: 2 711
238 Добавить в избранное
Еще чертежи и проекты по этой теме:
Состав: 3D сборка , чертежи , модели
Состав: Пояснювальна записка, Графічна частина: Лист 1 — графіки; Лист 2 — Графіки; Лист 3 — Генплан підприємства; Лист 4 — Моторне відділення; Лист 5 — Загальний вигляд пристрою; Лист 6 — Деталювання; Лист 7 — Детлювання; Лист 8 — Технологічна карта; Лист 9 — Технологічна карта; Лист 10 — Економіка
Состав: Пояснительная записка, Титульные листы, Генеральный план, Производственный корпус, План участка, Плакат отказов, БЖД плакат, Экономика плакат, Ремонтный чертёж, Центросместитель чертёж
Состав: лист №1 – Шнек золоудалителя (сборочный чертёж); лист №2 – Схема технологического процесса; лист №3 – План участка цеха; лист №4 – Специализированная установка для наплавки витков спиралей в среде углекислого газа; лист №5 – Приспособление для сборки и прихваток (общий вид); лист №6 – Кондуктор для сборки полуосей (общий вид); №7 – Винтовой прижим (общий вид); лист №8 – Оборудование для сварки шнека золоудалителя; лист №9 – Экономические показатели.
Состав: пояснительная записка, чертежи
Дата: 2014-01-12
Просмотры: 2 711
238 Добавить в избранное
4 КОММЕНТАРИЕВ
Если это конструкторская, то недоделанная. Так как к чертежам не хватает деталировки. Хотя бы на один лист А1 (4-8 деталей). Даже у техникума есть чертеж А1 как минимум деталировки. Доработайте пожалуйста.
Есть чертеж сварочной головки в среде защитного газа для наплавки вала на токарный станок
А что конкретно за модель? Или на базе чего сделана?
База — какой-то стандартный токарный станок (модель не помню, давно дело было), а остальное — полностью авторская разработка.
Проект установки для наплавки коленчатых валов двигателей
К недостаткам данных устройств можно отнести сложную конструкцию в следствии чего стоимость будет высокая.
Устройство УНВ-12 предназначено для широкослойной наплавки коленчатых валов, отличается от вышеперечисленных аналогов тем, что применено две наплавляющих головки, что позволяет независимо друг от друга выполнять наплавку тел вращения. Настройки каждой головки проводится индивидуально. Для повышения точности настройки колебания мундштука 1 (рис. 6.4) применена косая втулка 6. Применение стандартных деталей упрощает конструкцию и снижает затраты на изготовление установки.
Устройство УНВ-12 содержит мундштук 1, который установлен на шарнир 2, выходной вал 3, насадка с подшипником 4, эксцентрик 5 с косой втулкой 6, фиксатор 7, и механизмом подъема 8.
Применение установки обеспечивает одновременную широкослойную наплавку двух поверхностей, смещенных в пространстве по отношанию к продольной оси, вращения детали и относительно друг друга, при вращении детали относительно своей продольной оси, что ведет к увеличению производительности наплавки. Установка обеспечивает повышение качества наплавленного металла, повышение производительности труда за счет сокращении времени на переналадку установки.
Установка для наплавки изношенных шеек коленчатых валов работает следующим образом: сварочную головку устанавливают напротив середины шейки коленчатого вала(1), подлежащего наплавке. По средствам механизма подъема (10) устанавливают требуемую величину вылета электрода, путем перемещений сварочной головки относительно наплавляемой поверхности (шейки коленчатого вала). Усилие от электродвигателя постоянного тока (12), посредством зубчатой муфты (14) передается на червячный редуктор (11). На выходном валу редуктора (4) установлена упорная втулка (6), которая прижимается пружиной (3) к эксцентрику (7). За счет изменения положения эксцентрика относительно косой втулки (8) изменяется амплитуда колебания мундштука (1), частота колебания мундштука изменяется подачей напряжения на электродвигатель(12). Применение подшипника с насадкой (5), имеющей прорезь для конца мундштука, обеспечивает ровное колебание мундштука. Положение наплавочной головки можно менять в зависимости от того, какая шейка наплавляется. Если наплавляются коренные шейки коленчатого вала, то коленчатый вал крепиться в центра держателя коленчатого вала, а если необходимо наплавить шатунные шейки коленчатого вала, то коленчатый вал устанавливается в центросместители держателя коленчатого вала.
В основу разрабатываемого стенда положен принцип электроферромагнитной наплавки деталей направленного нанесения на восстанавливаемые поверхности ферромагнитных порошков и последующего их припекания токами высокой плотности. Этот способ позволяет путем подбора состава порошков получать покрытия с заданными физико-механическими свойствами.
Установка для восстановления коленчатого вала методом наплавки Чертеж общего вида

Обзор аналогов установок для наплавки коленчатых валов
Сборочный чертеж наплавочной головки и детали
6 Конструкторская часть 55
6.1 Обзор существующих способов восстановления изношенных поверхностей типа тел вращения 55
6.2 Обзор существующих устройств для наплавки коленчатых валов 7
6.3 Описание работы спроектированной установки для наплавки коленчатого вала двигателя 62
6.4 Восстановление коленчатого вала двигателя ММЗ Д-245 63
6.5 Расчет припусков на механическую обработку 63
Пояснительная записка 12 страниц расчетов и описания, спецификации.
Как восстановить вал наплавкой ручной дуговой сваркой
Опубликовано Эксперт в 09.02.2020 09.02.2020
Наше решение восстановления вала дымососа

Капитальный ремонт, разборка большого механизма-дымососа с рабочим колесом 3000 мм. При дефектации посадочных мест вала выявлено, что эти самые места не соответствует размерам чертежа, а проще говоря, внутреннюю обойму подшипника (диаметр вала 180 мм) провернуло на валу. Нам как ремонтникам необходимо восстановить посадочное место подшипников на двух таких валах.
Вал дымососа это толстостенная труба длиной восемь метров и диаметром 400 мм. По его концам приварены цапфы для опор подшипников качения.
Задача! Как и чем наплавить шейку вала, затем на какой станок установить эту “Дуру” для проточки.
Как обычно ставим задачу с известными и неизвестными.
- Обязательства перед заказчиком на ремонт его оборудования в установленные сроки.
- Вал длиной 8 метров который не установить не на один наш станок в токарном цехе.
- Материал вала-плохо свариваемая высокоуглеродистая сталь 45
Какие вопросы необходимо решить для выполнения обязательств?
- Найти фирму по восстановлению валов и проточке подобных деталей.
- Постараться разработать свою технологию и произвести наплавку ручной дуговой сваркой (на другие способы наплавки в нашей конторе нет оборудования и специалистов)
- Решить финансовые вопросы по транспортным расходам с заказчиком.
Сложность восстановления электросваркой валов из таких сталей в том, что необходим предварительный и сопутствующий подогрев наплавляемой детали во время наплавки. Затем после окончания наплавки требуется высокотемпературный отпуск.
Еще есть опасность, что при неправильной технологии наплавки шейку вала загнет (поведет) от неравномерного прогрева металла.
Читайте также: Как определить подшипник по диаметру вала
Технология наплавки вала электросваркой
Итак, посовещавшись, решили своими силами наплавить шейки вала ручной дуговой сваркой.
Технологию наплавки проработали на основании технологии восстановления арматуры высоких параметров. ГОСТа 33258 — 2015 и СТ ЦКБА 053-2008
Рекомендуемая технология наплавки вала дымососа на основании ГОСТа 33258 — 2015 и СТ ЦКБА 053-2008

Долго решали какими электродами производить наплавку, остановились на немецких электродах ZELLER 655-4мм. Это качественные электроды, предназначенные для наплавки различных сталей, в том числе плохо свариваемых и даже с неизвестным составом.
Процесс наплавки вала
Приступая к наплавке шейки вала выявляется проблема -электроды к металлу вала не прилипают, а просто вскипают как будто это и не металл. Анализ материала показал присутствие различных легирующих элементов, вроде как должно вариться. Оказалось, что когда-то ранее вал уже восстанавливался способом порошковой наплавки, а по метало порошку варить просто невозможно.
Пришлось пару смен сдирать вручную слой в 5 мм с помощью болгарок. После чего:
- Наплавляем шейки с подогревом и проводим термическую обработку с помощью установки термообработки стыков, валов у себя в ремонтном цехе. Наплавляет один или два квалифицированных сварщика в шахматном порядке. При этом постоянно проворачиваем вал в опорах для того,что бы его не прогнуло от разности температур

2. Отправляем валы на проточку на завод, в соседнюю область.
После наплавки и термообработки получили твердость поверхности по HB=190, что вполне всех устроило.
После токарной обработки,валы доставили к месту установки . Установили на них подшипники и рабочие колеса дымососов. Заказчик удовлетворен выполненной работой.
После установки рабочих колес произвели их статическую балансировку, о которой напишу в другой статье.
Оставьте комментарий,критику, как на вашем производстве восстанавливают валы?
Наплавочно расточной комплекс своими руками чертежи
Современные расточные станки представляют собой уникальное оборудование, используемое для обработки металлических изделий любой формы и исполнения. Мобильные варианты данных технических устройств имеют узкую специализацию, так как настраиваются под определённые технические требования. Рекомендуется при приобретении устройств этого формата, акцентировать внимание на том какие работы будут выполняться на представленном станке. Консультация с компетентным продавцом не будет лишней.
Установка для наплавки одноосных деталей вращения
Представлена конструкторская часть дипломного проекта. В ней проектируется Установка для наплавки тел вращения проволокой в среде защитных газов. Произведён расчёт механизма подачи наплавочной проволоки. Содержит 4 листа формата А1 графической части, 3 страницы расчёта.
Техническая характеристика Мощность привода, кВт 3 Обороты шпинделя, мин 0 — 1500 Максимальный диаметр вала, мм 200 Максимальная длина вала, мм 1200 Ток наплавки, А 1 — 70 Напряжение наплавки (постоянное), В 0,5 — 100Состав: Наплавочная установка. Вид 1 (СБ), Наплавочная установка. Вид 2 (СБ), Приспособление для наплавки (СБ), Механизм подачи проволоки (СБ), Спецификации, ПЗ (Расчёт и описание механизма подачи проволоки)
Софт: КОМПАС-3D 13
Автор: Иван
Дата: 2014-01-12
Просмотры: 2 527
Если это конструкторская, то недоделанная. Так как к чертежам не хватает деталировки. Хотя бы на один лист А1 (4-8 деталей). Даже у техникума есть чертеж А1 как минимум деталировки. Доработайте пожалуйста.
Есть чертеж сварочной головки в среде защитного газа для наплавки вала на токарный станок
А что конкретно за модель? Или на базе чего сделана?
База — какой-то стандартный токарный станок (модель не помню, давно дело было), а остальное — полностью авторская разработка.
Самодельный мобильный расточной станок
Решил создать новую тему по изготовлению самодельного мобильного расточного станка , вопросы- ответы, делимся опытом, , фото и видео
Вот нашел видео двух способов центровки борштанги
Ну и несколько фото , из инета, заводское оборудование, для наглядности ,каретка, бор штанга, резец
Буксы делал с подшипниками скольжения из фторопласта, плюс смазка маслом. Конечно лучше использовать подшипники качения как в заводских станках. Но для этого борштанга должна быть со шпонкой (посмотри внимательнее фото с резцом, поймешь о чем речь), а в подшипник запресовывается втулка с ответным пазом по которой скользит борштанга (продольное перемещение-подача). Без втулки борштанга начнет прокручиватся в подшипнике. На коленке мне такую борштангу не сделать, вот и придумал что попроще.
Думаю без надобности шпонка, на последнем фото при увеличении похоже как обойма подшипника , без втулки , будет немного прокручиваться , думаю некритично
Вот и Николая есть такой расточной
какой минимальный диаметр можно на мобильном расточном станоке обрабатывать
Зависит от борштанги , например если борштанга 20мм ну и соответственно резец должен выступать если с пол сантиметра , то соответственно 30 мм . Это насколько я понимаю
ну а меньше можно и сверлом просверлить
Борштангой на 32мм убирал элипс в отверстиях на 40мм, расточив их до 41мм.
Я пока собираю помаленьку, дрель прикупил, борштангу на 30 , дело за токаркой
Я пока собираю помаленьку, дрель прикупил, борштангу на 30 , дело за токаркой
Борштанга самодельная или покупал?
Борштангу купил в Станэксперт
Борштангу купил в Станэксперт
Кидай давай фото.тоже интерес и цена
По теме: Супер руки как накачать
Борштанга d 30мм, длина 1200мм, как сказали типа стандарт , цена 12 000р, под заказ можно длиннее, короче . Фото завтра могу сделать , отверстия в борштанге с шагом где то через 150мм , под державки, резцы 10мм. На борштанге продольных проточек нет. Как только забрал, сразу заехал в подшипниковый магазин, оказалось, что она чуть менее d 30мм. Подшипник ( 206 й закрытый ) свободно по борштанге передвигается, и без люфтов . Поэтому борштанга будет вращаться непосредственно в обойме подшипника.
Вот такая державка со сменной пластиной ( резцом)
а центровочные конуса из чего? будут? и размеры,
Где то видео смотрел , говорят что с центровочными конусами плохо выставляться, отверстия, на которые их ставить должны быть чуть ли ни идеальными, иначе ровно не выставить, чуть какая кривизна, и конус становится не по центру. Я сейчас сделал центровочные втулки, что регулируются на болтах , как на 2м видео 2 поста
штангу сам делал из шт ГЦ,
Сегодня каретку в кучу собрал, средняя часть двигается нормально ,
( самое ответственное, чтоб не заедало ) токарки много, процесс долгий
Сегодня каретку в кучу собрал, средняя часть двигается нормально , [изображение] ( самое ответственное, чтоб не заедало ) токарки много, процесс долгий [изображение]
Сегодня каретку в кучу собрал, средняя часть двигается нормально , ( самое ответственное, чтоб не заедало ) токарки много, процесс долгий
Ну как, собрали, попробовали?
Сегодня каретку в кучу собрал, средняя часть двигается нормально , ( самое ответственное, чтоб не заедало ) токарки много, процесс долгий
Ну как, собрали, попробовали?
уже как 2 месяца не появляется
Сегодня каретку в кучу собрал, средняя часть двигается нормально , ( самое ответственное, чтоб не заедало ) токарки много, процесс долгий
Ну как, собрали, попробовали?
Новерное забухал [изображение] уже как 2 месяца не появляется [изображение]
Что ж вы так сразу забухал
да не пью я совсем ( винца иногда по праздникам бокалик) а станок так и не доделал, осталось то мелочевка , работать как начал , так времени вообще нет , думал после Н.Г. заняться, так опять на работу выдернули
Сегодня каретку в кучу собрал, средняя часть двигается нормально , ( самое ответственное, чтоб не заедало ) токарки много, процесс долгий
Ну как, собрали, попробовали?
Новерное забухал [изображение] уже как 2 месяца не появляется [изображение]
Что ж вы так сразу забухал [изображение] да не пью я совсем ( винца иногда по праздникам бокалик) а станок так и не доделал, осталось то мелочевка , работать как начал , так времени вообще нет , думал после Н.Г. заняться, так опять на работу выдернули
Сегодня каретку в кучу собрал, средняя часть двигается нормально , [изображение] ( самое ответственное, чтоб не заедало ) токарки много, процесс долгий [изображение]
А то у меня знакомый тоже сам пытался собрать, сперва шток использовал в качестве борштанги, потом купил где-то, но в любом случае вибрация была жутка при работе, из разбитого отверстия получалось чуть менее разбитое
так ещё и клинило во время работы. Потом решил потратить денег купить готовое, купил станэксперт или сормат и ещё больше плевался. На самоделки хоть не так жалко когда клинит и ничего не получается, а тут отдал деньги и итог. Валяется без дела эта игрушка и продать некому.
Читайте также: 4g64 сальник балансировочного вала
Надеюсь у вас получится толковая вещь! Удачи!
А тот знакомый в итоге заказывает в конторе местной расточку, они с нормальным профессиональным станком приезжают (типа того что на видео с центровкой), разница кардинальная, но и цена такого как я слышал больше миллиона рублей
Замеры
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди
Пихаем разными сторонами, чтобы понять — где и что мешает. Если цилиндр работал в рисковых режимах — значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
Зеркало цилиндра — отличное, но вот выработка:
То что вы видите на гильзе цилиндра, это грязь . То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем.
Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял — что точит надо совсем немного. Если поршень совсем не лезет — тогда да, смотрим сколько нужно стачивать. Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Вы так долго этого ждали, приступим к процессу.
Мобильный расточной станок: характеристика, наладка, схемы управления
Мобильный расточной станок для обработки отверстий – высокопродуктивное, экономичное и удобное в эксплуатации оборудование. Оно стабильно пользуется популярностью у специалистов, несмотря на то, что находит свое применение в довольно узкой сфере. Рассмотрим его виды, особенности, режимы функционирования, решаемые задачи. Максимум полезной информации, чтобы вы могли составить свое впечатление.
В современной отечественной промышленности наиболее востребованы агрегаты серий Пионер (1, 2) и Сармат (200, 600), прошедшие проверку практикой в условиях реального производства и получившие достаточное количество отзывов от специалистов. Высокое качество их комплектующих, а также аккуратность поставки, сборки и пусконаладки известны и не вызывают сомнений.
Процесс расточки
Заправляем в технологический паз наждачку, даем краткий «газ» на дрели. После этого у нас наждачка плотно окутывает нашу форму. Подбираем эффективную длину наждачки следующим образом : отмеряем большой лоскут полотна, полностью его накручиваем на форму. На заглушенную дрель надеваем наш цилиндр. Не лезет ? Значит отматываем немного, и безжалостным образом отрываем лишний лоскут от наждачки. Эффективная толщина — это чтобы цилиндр зашел с небольшим усилием, но не совсем сильно туго. Начинать нужно с «10» зерна.
Погоняли немного, видим то что у нас гильза понемногу увеличивается в размерах. Поршень потихоньку начинает залезать. Парочка советов:
- НЕ гоните. Быстро растачивать не нужно. Водите цилиндр медленно, как бы вальяжно. Немного вперед, немного назад.
- Используйте всю заготовку во время расточки. Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы.
- Не спешите менять наждачку на новую. Точите лучше старой. Пусть она уже забитая стружкой, очистите её , и дальше работать
- Не выставляйте огромных оборотов на дрели. Чем выше обороты — тем больше шанс выбросить на свалку цилиндр.
- Эффективно не более 550 оборотов в минуту.
- Не зажимайте изделие во время расточки. Не делайте резкого движения «вперед» только из-за того, что цилиндр не идет дальше (встал на одном месте). Может замотать руки.
Варианты обработки деталей при помощи мобильного станка:
Основные из возможных к выполнению действий следующие:
- • резьбовое нарезание;
- • растачивание технических отверстий;
- • их последующая обработка прямо на металлоконструкции.
Теперь рассмотрим каждый вид работы подробнее.
Резьбовое нарезание
Инструмент за счет постоянного движения перемещается по направляющей вдоль вращающейся детали. Своим заостренным концом он прочерчивает винтовую линию с определенным углом подъема/увеличения (который зависит от частоты электродвигателя и величины подачи). Таким образом формируется рисунок винтового типа, то есть резьба, с характерным шагом и профилем одного из следующих видов:
- • прямоугольный;
- • треугольный;
- • трапецеидальный;
- • круглый;
- • упорный.
Все рабочие параметры можно задать при помощи ЧПУ во время наладки расточного станка, а потом изменить при необходимости. Резьбовые соединения просты в изготовлении и отличаются надежностью, позволяют состыковать два элемента с высокой точностью, выдерживают значительные осевые напряжения, обладают эффектом самоторможения – у них достаточно актуальных преимуществ.
Плоскостное фрезерование
В качестве основного рабочего инструмента можно установить цилиндрическую фрезу, имеющую особенную конфигурацию режущей части. Во время вращения она будет равномерно удалять материал сразу по всей поверхности. Данный процесс полностью контролируемый, благодаря чему не составит труда снять строго определенный объем металла и параллельно обеспечить необходимую гладкость.
Обратите внимание, что для кромок и вертикальных плоскостей применяются лезвия с другим профилем зубцов – угловые и торцевые соответственно.
Растачивание технических отверстий
Выполняется либо для дополнительной обработки заготовки после поковки или отлива, либо для корректировки ранее подготовленных посадочных мест (если после штамповки, ковки или литья их поверхности не отвечают заданным требованиям).
- • Основным инструментом в данном случае является твердосплавный резец, что позволяет достичь точность обработки H7, при чистоте отделки Ra = 1,6-2,5 мкм.
- • Вращение детали в процессе дает возможность обеспечить прямолинейность расширения, полностью совпадающую с осью движения шпинделя (увод минимизируется за счет использования направляющих втулок).
- • Электродвигатель поддерживает высокую скорость (до 3000 об/мин, в зависимости от конкретной модели).
С такими особенностями возможно даже тонкое растачивание, а оно особенно актуально для не жестких корпусов, для которых важно, чтобы возникающие силы зажима и деформации были небольшими (а лучше – минимальными).
Обработка отверстий металлических деталей
В общем случае является целой совокупностью технологических операций – сверления, зенкерования, зенкования и цекования. В нашей ситуации помогает выполнить следующие задачи:
- • привести к требуемым значениям форму и геометрию места под болт, винт или другой элемент;
- • уменьшить степень шероховатости внутренних кромок и поверхностей (довести ее до 1,6-2,5 мкм);
- • повысить точность параметров.
Для решения каждого вопроса могут использоваться разные инструменты, устанавливаемые на борштангу, причем некоторые из них требуют особых условий эксплуатации. Так, зенковкам нужны небольшие обороты шпинделя (до 100 об/мин).
Хотя есть и общие правила обработки отверстий на расточных станках – и они сформулированы так:
- • любые отклонения выбираются только по специальным таблицам допусков;
- • надежность фиксации корпусов и других объемных или сложных по форме деталей нужно постоянно контролировать;
- • все техпроцессы осуществляются в соответствии с нормами охраны труда при работе на слесарном оборудовании;
- • качество результата проверяется в обязательном порядке – с помощью специальных калибров.
Посадочные места, диаметр которых необходимо увеличить или шероховатость которых требуется уменьшить, могут быть созданы в толще материала любым способом, в том числе и методом продавливания или литья.
Развертывание отверстий на станке
Это процедура для расширения уже просверленных элементов с параллельным улучшением степени чистоты поверхностей. В теории может проводиться и вручную, но при наличии высокопроизводительного оборудования машинный метод выглядит гораздо предпочтительнее.
Режущий инструмент, устанавливаемый на борштангу, называется разверткой. Он бывает цилиндрическим, или коническим, чистовым или черновым. При его использовании, то есть при проведении операции по увеличению диаметра, следует придерживаться следующих рекомендаций:
- • выбирать допуски не произвольно, а по актуальным таблицам отклонений;
- • обращать внимание на материал детали – чугунные можно обрабатывать всухую, стальные – только с применением смазочно-охлаждающих жидкостей;
- • выполнять развертывание на переносном станке для расточки отверстий лучше сразу после сверления;
- • обязательно проведение последующей калибровки для проверки качества результата;
- • черновое расширение должно предшествовать чистовому.
Стандартные развертки состоят из заборной части (с канавками и режущей кромкой определенного профиля), из калибрующей, из шейки, хвостовика и квадрата. С их помощью (с классом точности H7 и шероховатостью поверхностей Ra = 0,4-0,8 мкм) можно получить посадочное место диаметром 1-300 мм. Хотя тот же «Пионер-2» поддерживает и 400 мм, а наплавочный «Сармат НК 450» – и вовсе 450 мм. В их случае на борштангу устанавливаются инструменты комбинированного типа, сочетающие в себе преимущества цилиндрических и конических.
Читайте также: Манжетные уплотнения для валов гост
По теме: Индийская гимнастика для пальцев рук при
Расточка цилиндра на дому
Всем привет. Каждый владелец бензиновой техники сталкивался (или столкнется в будущем) с проблемой — это износ цилиндра. Тут поступают всячески — либо покупают новый цилиндр и поршень, либо покупают новый поршень, и идут к токарю. Платят ему бабки, а он тоссчит. Многие токаря любят синьку (алкоголь) и пряморукость некоторых оставляет желать лучшего. Я же, предлагаю самому растачивать цилиндр! Это довольно просто.
Общие положения и техника безопасности:
За травмы, несчастные случаи при повторении, за «косяки» и дефекты, полученные при попытке повтора содержимого этой статьи — автор ответственности не несет.
- Если вам менее 16 лет — работы следует проводить со взрослыми (желательно муж. пола помощником).
- Следует помнить, вы работаете с вращающимися деталями, не одевайте перчаток! Работать голыми руками. Никаких рукавов на рабочей одежде быть не должно. Если даже есть -то закатать рукава не менее локтя.
- То что находится на фотографиях — процесс работы автора.
- ЭТИМ способом можно точить любой цилиндр. Был взят первый попавшийся под руку.
- Ради написания статьи был взят цилиндр от двигателя Д-6.
- Для расточки понадобится дрель, мощностью не менее 350 ватт. В статье я использовал дрель на 1050 ватт.
- Чем меньше обороты — тем лучше. У меня 550 об/мин.
Следует помнить, что вы работаете с электро-приборами. Нельзя допускать оголения проводов, и прочих дефектов кабельной сети. Работы желательно проводить на улице. Если мастерская позволяет — то можно и в ней.
Надеюсь все проверили провода, состояние розеток , своего рабочего места, и готовы продолжать.
Принцип расточки: по всей длине цилиндра должен пройти направляющий — он же «фреза»(вал,цилиндрическое тело). Он должен быть идеальной цилиндрической формы. НО он должен быть меньше текущего поршня, стоявший на двигателе. «Подмоткой» наждачной бумаги на этот вал даст нам определенный «захват» стачивания металла. То есть чем длиннее полотно, тем больше у нас «съедает» цилиндр. То что нужно! Для крепления к валу бумаги нам потребуется сделать паз. И зафиксировать в нем нашу наждачное полотно.
Особенности конструкции мобильного расточного станка и схемы его управления
Функцию опорного элемента выполняет станина, на которой находятся направляющие круглого вида.
- По последним передвигаются стойки (опционально) и/или салазки со столом (обязательно), и уже на нем закреплена борштанга.
- В этот вал вставляется резец и надежно фиксируется.
- Электропривод (дрель или серводвигатель) обеспечивает перемещение подвижных элементов.
Так выглядит строение в самом общем случае, в конкретной ситуации он может быть оснащен дополнительными элементами, в зависимости от модели и типа оборудования, а также от решаемых задач. Принцип же его действия всегда прост:
- • за счет энергии, получаемой от привода, борштанга совершает вращательно-поступательные движения, вместе с закрепленной на стойках деталью;
- • при контакте инструмент (развертка, фреза или подобный им) наносит на поверхность заготовки резьбу, снимает металл, зачищает и расширяет отверстие – выполняет свою функцию;
- • с помощью смены скорости и переключения подачи можно регулировать режим и влиять на конечный результат.
Характеристики, на которые стоит обращать внимание при покупке:
- • диаметр, длина, рабочий ход борштанги, возможность корректировки этих параметров;
- • вид, мощность, тип питания двигателя;
- • максимальное расстояние перемещения по осям;
- • допустимый вес и размеры деталей;
- • глубина и квалитет точности обработки;
- • диапазон скоростей и способ подачи.
Чтобы не сомневаться в соответствии всех реальных параметров заявленным, стоит заказывать оборудование у его прямого производителя (и стоимость приобретения в таком случае окажется дешевле). В таких условиях покупка техники от удобна еще и потому, что, как непосредственный производитель, она готова предоставить исчерпывающую консультацию.
Схемы управления расточными станками представлены ниже – вместе с описанием особенностей тех или иных их видов.
Основные типы
В зависимости от назначения и специфики конструкции, выделяют 4 варианта, каждый из которых стоит рассмотреть подробнее.
Координатные
Оснащены универсальными столами, способными поворачиваться. Это конструктивное решение позволяет обрабатывать любые детали, даже крупногабаритные или нестандартные. На таком оборудовании изготавливают штампы, шаблоны, кондукторы.
- • обладают набором дополнительных устройств – механических, оптических, электронных, – что обуславливает высокую точность расположения функциональных узлов;
- • обрабатывают без смещения режущего инструмента;
- • передвижение борштанги происходит в горизонтальной плоскости;
- • могут быть одно- и двухстоечными.
Алмазные
Предназначены для нарезания резьбы, расширения отверстий и выполнения других технологических операций на заготовках, выполненных из особенно прочных металлов. Также могут фрезеровать поверхности цилиндрических и конусных предметов. Актуальны в сфере приборостроения – с их помощью выпускают особо точную аппаратуру.
Конструкция не отличается чем-то принципиальным, алмазная модель оригинальна только исполнением режущей части инструмента, который может быть прямоугольной или квадратной формы, с резьбовым, канавочным, проходным или подрезным профилем.
Переносные токарные станки
Являются классическим решением для заводов. Могут быть прецизионными и обеспечивать высокую точность создания нужного диаметра низкую степень шероховатости посадочного места. Их плюсом является сравнительная жесткость – в процессе эксплуатации они эффективнее всего сопротивляются упругим деформациям, что позволяет поддерживать серьезные скорости вращения борштанги.
Способны выполнять широкий круг задач, но в данную категорию обычно относят не передвижное, а стационарное оборудование.
Горизонтально-расточные мобильные станки
Одни из самых распространенных видов. Свою популярность, несмотря на наличие и развитие высокоточных координатных, сохраняют из-за ключевой конструктивной особенности. Шпиндель у них не просто расположен в одной плоскости (давшей название всему типу), а еще и может выдвигаться. Такое решение позволяет расширять диаметры даже на труднодоступных участках рам, стрел и других подобных металлоконструкций.
Еще один нюанс в том, что вращательно-поступательные движения совершает и заготовка, а не только инструмент. Это расширяет возможности подачи, особенно вместе с использованием дополнительных комплектующих, например, шпиндельных бабок.
Изготовление «фрезы»
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги «10» , «6» , «5» и «0»(на тканной основе — на бумажной не подойдут). Сразу несколько оговорок — шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти «черновую» и вывести «на чистую воду» , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень.
Начнем — замерим штангенциркулем гильзу:
Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:
Наметим примерно, где у нас имеется «больше мяса», и установим там нехитрую разметку и просверлим:
Тут же берем стамеску что побольше — и скалываем лишнее «мясо». Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:
Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель — затягивайте до скрипа в зубах — раскручиваться будет на ура. Посильнее затянешь — не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав «на газ» у дрели. Делайте чаще технологические перерывы. В перерывах — затягивайте все гайки. Если открутится — результаты могут оказаться плачевными.
Популярные модели мобильных расточных станков и их характеристика
Сегодня на рынке РФ широко представлены как зарубежные, так и отечественные марки. Иностранные бренды обычно отличаются высокой стоимостью, поэтому имеет смысл искать более практичные варианты по соотношению «цена/качество». Хорошо себя зарекомендовала серия «Пионер» от ижевской . Купить оборудование можно по вполне доступным ценам, кроме того, производитель всегда готов предоставить развернутую консультацию и помочь выбрать мобильный расточный станок с подходящим, а также дополнительно оснастить устройство в зависимости от ваших нужд.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности
