на производстве «ЦПК»
На производственной площадке завода «ЦПК» в Санкт-Петербурге выполняют задачи по серийному изготовлению промышленных валов по ГОСТ-у из легированной стали.
Инженерно-технические возможности производства «ЦПК» в Санкт-Петербурге позволяют выполнить задачи по изготовлению валов любой сложности.
Заказы выполняются по детализированным чертежам и требованиям ГОСТ, включая выбор марку нержавеющей стали.

- Промышленное изготовление валов «под ключ»
- О деятельности компании «ЦПК»
- Фотогалерея производства «ЦПК» по изготовлению валов
- Технологический процесс изготовления валов
- Ценообразование по изготовлению валов
- Нержавеющая сталь для изготовления продукции
- Высокий уровень допусков серийного производства валов
- Токарная обработка валов
- Общие сведения
- Обработка гладких валов
- Изготовление ступенчатых валов
- Технология изготовления валов
Промышленное изготовление валов «под ключ»
Основные параметры технологического процесса серийного изготовления валов на производственной площадке «ЦПК»:
- Технологический процесс изготовления валов «под ключ» выполняется по представленным Заказчиком чертежам и схемам в соответствии с требованиями ГОСТ-а.
- Марка стали выбирается в соответствии со стандартом качества для достижения оптимального срока службы валов на предприятии.
- Объем выпуска валов на токарно-фрезерной обработке зависит от сложности конструкций по чертежам.
- Техническое обслуживание по гарантии и под заказ выполняется после осмотра состояния вышедших из строя валов.
Высокий уровень допусков — преимущество в выборе изготовителя для серийного производства стальных валов.
О деятельности компании «ЦПК»
Компания «ЦПК» ведет целенаправленную деятельность по разработке и внедрению сервисов обслуживания корпоративных клиентов:
- Инженерный расчет валов, подшипников, муфт и других соединений по нагрузкам, износостойкости и стоимости изготовления.
- Ценовой расчет стоимости для серийного и единичного изготовления валов, муфт и других комплектующих.
- Поддержка клиентов по бесплатному федеральному номеру:
8 (800) 250-10-12 - Вспомогательные материалы для полноты информации о компании и процедурах взаимодействия с корпоративными клиентами:
- Ответы на вопросы
- Документы (стандарты качества, чертежи)
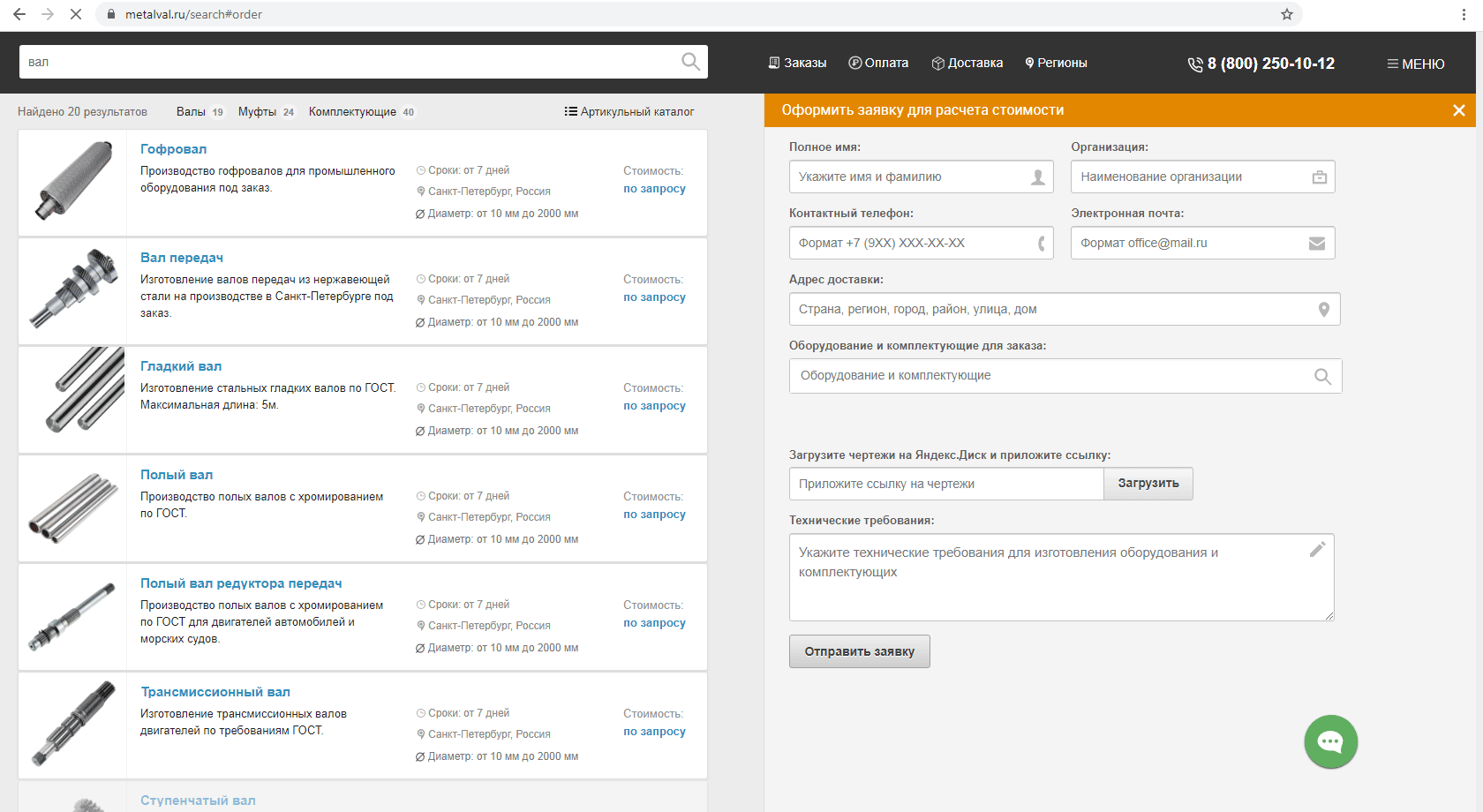
- Поиск по каталогу комплектующих и онлайн-заказ.
- Строгий контроль качества выпускаемой продукции: ГОСТ и ISO:9001.
- Предприятие расположено в Ленинградской области: это гарантирует удобную логистику по Северо-Западному Федеральному округу.
- Оптимальная логистика в зависимости от удаленности объекта монтажа на предприятии Заказчика.
- Чистовая готовность для поставки Заказчику — 14 дней. Быстрый поиск по каталогу валов и комплектующих — возможность для инженеров и менеджеров компаний найти необходимое оборудование и комплектующие для заказа изготовления на производстве.
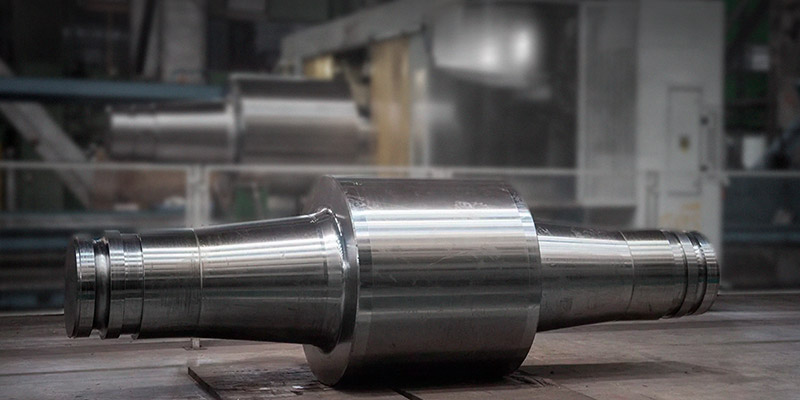
Фотогалерея производства «ЦПК» по изготовлению валов
Технологический процесс изготовления валов

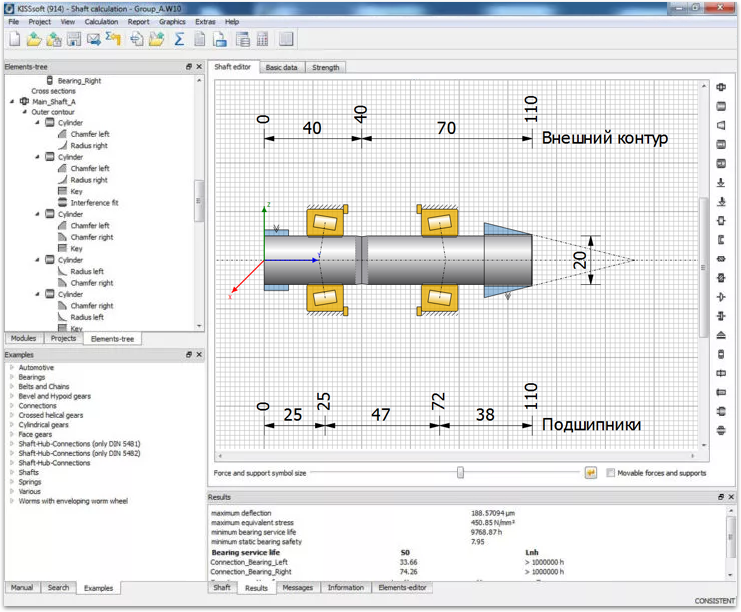
На производственно-технической площадке компании «ЦПК» технологический процесс изготовления валов происходит с применением современных инженерных систем проектирования, анализа и оптимизации элементов механических передач и узлов в сборе. Процесс исполнения задач по сервисному обслуживанию представлен в разделе «Фотогалерея».
Ценообразование по изготовлению валов
Реальная стоимость изготовления валов оценивается инженером производства «ЦПК» на основании чертежей, расчетных данных, стандарта ГОСТ и стоимости металла (в реальных ценах по курсу ЦБ РФ, включая НДС). Заказы на изготовление единичных валов для частного использования в расчет не принимаются.
Нержавеющая сталь для изготовления продукции
Необходимые по спецификации для изготовления валов марки нержавеющей стали в наличии от поставщиков в Санкт-Петербурге и Москве (со срочной поставкой без задержек по срокам исполнения заказов). Выбор марки стали в соответствии с требованиями ГОСТ позволяет обеспечить максимально качественно исполнение и долговечность службы валов в знакопеременных температурных условиях эксплуатации. Инженерная экспертиза детализированных валов на основе опыта работы по изготовлению валов для промышленных целей позволяет выполнять заказы с учетом всех нагрузок на оси в механизме.
Высокий уровень допусков серийного производства валов
Технологическая площадка производства «ЦПК» позволяет выполнить серийное производство промышленных валов, соединительных муфт и других комплектующих по детализированным чертежам с анализом нагрузок на оси и крепежные элементы с целью достижения максимального по качеству изготовления валов: Источник
Токарная обработка валов
Токарной обработкой металлических деталей называется процесс удаления припуска с поверхности заготовки за счет стружкообразования. При этом возникают механические деформации, сопровождаемые трением и, как следствие, нагреванием изделия и рабочего инструмента. Одним из видов токарной обработки является точение валов. Вал — это круглая цилиндрическая деталь, длина которой намного больше ее диаметра. Форма валов подразделяется на гладкую и ступенчатую. При обработке гладких валов должны выдерживаться заданные размеры и показатели шероховатости. К ступенчатым валам предъявляются дополнительные требования: соосность отдельных цилиндрических участков и соблюдение перпендикулярности уступов к оси вращения.
Общие сведения
Для изготовления валов используются заготовки с большим припуском, которые зажимаются в патроне и поджимаются задним центром. При черновой обработке необходимо максимально снять припуск, используя наибольшую глубину резания, определяемую мощностью станка. Оставшиеся припуски для окончательной обработки высчитываются исходя из конфигурации и размеров детали, методов последующей обработки. При соотношении диаметра вала к его длине более чем 1:15 применяются подвижные и неподвижные люнеты. Эти поддерживающие устройства принимают на себя реакцию сил резания, не допуская деформаций заготовки. Этим повышается жесткость режущей системы и уменьшается вероятность возникновения нежелательных вибраций. Чистовая обработка валов проводится в центрах, при этом конец вала закрепляется в поводковом патроне или используется хомутик. При обработке единичных изделий одна сторона вала проходится за одну установку с использованием всех необходимых инструментов. Крупные партии изделий изготавливаются на различных станках с использованием минимального набора инструментов. Чистовая обработка проводится на высокоточном оборудовании. При этом обработка начинается с наибольшего диаметра, последовательно переходя на следующий меньший размер.
Обработка гладких валов
Изготовление гладкого вала заключается в обтачивании наружной цилиндрической поверхности. Работа выполняется проходным резцом с использованием продольной подачи. При этом заготовка устанавливается в центрах. Центровые отверстия выполняются на различных станках: токарных, сверлильных, револьверных. На специальных двухсторонних центровальных станках проводится одновременное протачивание противоположных центров. В любом случае для этой операции применяются спиральные сверла, зенковки или комбинированный центровочный инструмент. От точности выполнения центровочных отверстий, называемых установочными базами, зависит качество изготовления всей детали. При изготовлении гладкого вала выполняются следующие операции:
- Отрезание заготовки от общего прутка.
- Обработка торцовой поверхности с последующим центрованием
- Изготовление противоположной торцовой плоскости и ее центрование.
- Черновая обработка одной половины заготовки, находящейся в центрах.
- Черновая обработка второй части заготовки.
- Последовательная чистовая обработка первой и второй части заготовки.
Надо сказать, что самым экономичным способом изготовления гладкого вала является применение калиброванной стали. При этом отпадает необходимость в обработке внешней цилиндрической поверхности. Но в большинстве случаев применяется сортовой прокат. Поэтому, выбирая заготовку, нужно брать наружный размер прутка с диаметром, наиболее близким к максимальному сечению будущего вала.
Изготовление ступенчатых валов
Ступенчатые валы изготавливают по двум схемам:
- Деление припуска на части.
- Деление длины заготовки на несколько отрезков.
Первая схема предполагает обработку заготовки с небольшой глубиной резания. При этом общее расстояние проходимое резцом получается больше. Во втором случае снятие припуска происходит за один проход с большой глубиной резания. При таком подходе необходим более мощный электропривод станка.
Перед обработкой цилиндрической поверхности подрезаются торцы. Операция проводится подрезным резцом с подачей в двух направлениях. Подрезание от центра к поверхности вала отличается менее шероховатым качеством плоскости.
Галтели (скругления между ступенями) выполняют проходным резцом с одновременной поперечной и продольной подачей. Радиус галтели зависит от диаметра ступени.
Канавки проходятся поперечной подачей фасонного резца с режущей частью равной ширине канавки. Широкие канавки выполняют в два приема: поперечной и продольной подачей.
Сверлят отверстия закрепленным в пиноли инструментом. Расточные резцы, закрепленные в резцедержателе, служат для прохода внутренних цилиндрических поверхностей.
Проходные резцы Для гладких сквозных отверстий применяются проходные резцы. Упорные расточные резцы используются для изготовления глухих и ступенчатых отверстий.
Для отрезки готовой детали устанавливают отрезной резец и применяют поперечную подачу. При этом, для получения чистого среза лучше использовать резец с наклонной режущей кромкой. Прямая кромка разрушает срез и требуется дальнейшая подрезка торца.
Массовое производство ступенчатых валов организуется следующими методами:
- Обработка на обычных станках без использования специальной оснастки.
- Обработка с применением дополнительных приспособлений на специально настроенных станках.
- Работа на станках с копировальными устройствами.
Для изготовления валов обычной точности необходимо не более двух установок заготовки. Токарная обработка за три-четыре установки требуется для изготовления валов высокой точности и в случаях, когда заготовка имеет неравномерные припуски.
Черновые и чистовые операции должны быть разделены по времени. Это необходимо для снятия внутренних механических напряжений металла, возникших при первичной обработке.
Технология изготовления валов
Особенности конструкций валов. Конструкции валов обычно имеют сложную форму и представляют собой сочетания гладких шеек, резьб, фланцев, зубчатых венцов и т. д. Осевые отверстия валов могут быть гладкими, ступенчатыми или фасонными. Некоторые валы имеют радиальные отверстия (для подвода смазки). Наибольшее распространение получили ступенчатые валы. При переходе от одной ступени к другой они имеют канавки или переходные поверхности. К валам предъявляются высокие требования по геометрической форме и взаимному расположению отдельных поверхностей. Некоторые валы должны быть динамически сбалансированы. Дисбаланс валов не должен превышать 10–40 гсм.
С целью повышения износостойкости рабочих поверхностей валы подвергают термической обработке. При изготовлении из низкоуглеродистых сталей их цементируют или нитроцементируют на глубину 0,7–1,2 мм, затем закаливают и отпускают (твердость рабочих поверхностей 58–62 HRC). Термическая обработка валов, изготавливаемых из высокоуглеродистых сталей, заключается в поверхностной закалке с последующим низким отпуском.
Валы в основном изготавливают из конструкционных и легированных сталей: 40, 45, 35Х, 40Х, 25ХГМ, 20ХГНМ, 19ХГН, 15ХГНТ2А.
Прогрессивные методы изготовления заготовок валов (штамповка в закрытых штампах, высадка на горизонтально-ковочных машинах, поперечно-винтовая прокатка, объемная холодная штамповка и др.) позволяют получить коэффициент использования металла 0,7 и выше. Заготовки гладких и ступенчатых валов с небольшим перепадом ступеней изготавливают из горячекатаного или калиброванного проката. После пластического деформирования для снятия внутренних напряжений выполняют термическую обработку заготовок валов: из низкоуглеродистых сталей – нормализацию, из стали 35Х – отжиг, из сталей 45, 40Х – улучшение.
Заготовки чугунных валов изготавливают литьем в оболочковые формы, что позволяет получать заготовки валов высокой точности.
Типовые технологические процессы обработки валов. Несмотря на большое разнообразие размеров и конструктивных форм, валы обрабатываются по единой технологической схеме. Типичными установочными базами являются центровые конусные отверстия. На некоторых операциях обработки при воздействии значительных сил резания (при фрезеровании плоскостей, сверлении радиальных отверстий) в качестве установочных баз используют обработанные шейки.
В зависимости от конструкций валов технологический процесс их изготовления может отличаться только последовательностью обработки или введением дополнительных операций. Типовой процесс обработки валов автомобилей можно представить в виде такой последовательности технологических операций:
♦ подготовка технологических баз (подрезание торцов и центрование);
♦ черновая токарная обработка концов вала, подрезание торцов и уступов;
♦ чистовая токарная обработка (выполняется в той же последовательности, что и черновая);
♦ черновое шлифование шеек вала, служащих дополнительными базами при фрезеровании, сверлении, растачивании отверстий на одном из концов вала;
♦ правка вала при обработке нежестких деталей;
♦ черновая и чистовая обработка фасонных поверхностей (нарезание шлицев, зубчатых венцов, шлифование кулачков и др.);
♦ обработка отверстий, резьб, канавок (сверление и развертывание отверстий, нарезание резьбы, фрезерование лысок, шпоночных канавок);
♦ термическая обработка (всей детали или отдельных ее поверхностей);
♦ черновое и чистовое шлифование наружных поверхностей, торцов отверстий;
♦ доводка точных поверхностей;
Оборудование для выполнения процесса обработки валов может быть различным, однако порядок и характер операций сохраняются.
Рассмотрим отдельные операции обработки ступенчатых валов.
Подрезание торцов и центрование – это первые технологические переходы при изготовлении ступенчатых валов, она служат для подготовки технологических баз.
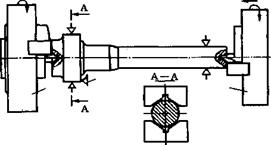
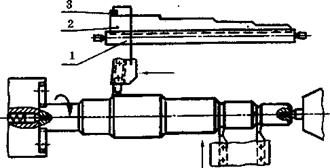
В серийном производстве обработку ведут на фрезерно-центровальных полуавтоматах с установкой заготовки по наружному диаметру в призмах и базированием в осевом направлении по упору. Подрезку торцов выполняют раздельно от центрования на продольно-фрезерных или горизонтально-фрезерных станках, а центрование – на одностороннем или двустороннем центровальном станке. В массовом производстве для фрезерования торцов и центрования применяют специальные станки (рис. 4.18), в которых установка детали осуществляется на две самоцентрирующие призмы с осевой фиксацией упором 3 по торцу головки. Подрезка торцов с одновременным сверлением центровых отверстий выполняется головками 1 и 2, оснащенными комбинированным инструментом.
Рис. 4.18. Схема обработки технологических баз
Обтачивание валов в зависимости от объема выпуска выполняют на универсальных токарных станках с программным управлением, на станках с многорезцовыми головками, на копировальных токарных станках.
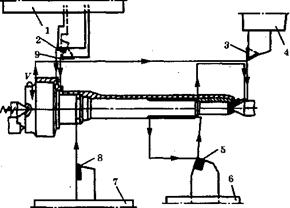
Обработка валов на станках с многорезцовыми головками (рис. 4.19) требует относительно длительной их наладки, поэтому данный метод применяют в серийном и массовом производстве. Черновая обработка контура и чистовое обтачивание хвостовика вала осуществляются резцом 3. Резцами 2 и 9 подрезают торцовые поверхности головки вала, а резцом 8 прорезают канавку под стопорное кольцо. Резец 5 служит для чистовой обточки поверхности под шлицы. Стрелками обозначены направления перемещения резцов.
Рис. 4.19. Схема обтачивания вала на многорезцовом станке:
1, 4, 6, 7 – каретки; 2, 3, 5, 8 и 9 – резцы
Для обработки ступенчатых валов широко используют одно-шпиндельные копировальные полуавтоматы (рис. 4.20). Схема обработки вала следующая: продольный суппорт обтачивает вал по копиру 2, а поперечный образует выточки. Поперечным суппортом можно выполнять и подрезку торцов. При обработке валов на копировальных станках снижается время наладки инструментов в 2–3 раза, обеспечивается при чистовом точении точность, соответствующая 9-му квалитету, и повышенное качество обработанной поверхности (отсутствуют уступы, характерные при обработке на станках с многорезцовой головкой).
Рис. 4.20. Схема обработки ступенчатого вала на копировальном полуавтомате:
1 – барабан; 2 – копир; 3 – щуп
В массовом и крупносерийном производстве широко используют многошпиндельные многорезцовые полуавтоматы. В мелкосерийном производстве эффективно применение токарных станков с гидросуппортами, а также станков с программным управлением.
Шлицевые поверхности на валах обрабатывают обкатыванием червячной фрезой на шлицефрезерных или зуборезных станках. При диаметре вала более 80 мм шлицы фрезеруют за два рабочих хода. У закаливаемых валов, центрируемых по наружной поверхности, обработка шлицев включает следующие операции: шлифование наружной поверхности; фрезерование шлицев с припуском на шлифование боковых поверхностей; термическую обработку; наружное шлифование; шлифование боковых поверхностей шлицев, которое выполняется одновременно двумя кругами с применением делительного механизма для поворота заготовки. У незакаливаемых валов обработка шлицев состоит только из наружного шлифования цилиндрической поверхности и фрезерования шлицев. Если шлицевое соединение центрируется по поверхности внутреннего диаметра, то последовательность операций до термообработки остается той же. После термической обработки шлифование боковых поверхностей шлицев и шлифование внутренних поверхностей по диаметру осуществляется либо профильным кругом (одновременно по боковым поверхностям и дну впадины), либо в две операции: шлифование двумя кругами боковых поверхностей, а затем шлифование внутренней поверхности кругом, заправленным по дуге. Шлифование одним профильным кругом дает лучшие результаты по точности и производительности.
Имеются и более производительные методы обработки шлицев: на шлицестрогальных и шлицепротяжных станках, а также образование эвольвентных шлицев накатыванием при твердости поверхности не более 220 НВ и модуле шлицев до 2,5 мм.
Шпоночные пазы в зависимости от их конструкции выполняют дисковой фрезой (если паз сквозной) или торцовой (пальцевой) фрезой, если паз глухой. Вал устанавливают в центрах или по наружной поверхности на призмы приспособления.
Шпоночные пазы выполняют на горизонтально- и вертикально-фрезерных станках. В серийном и массовом производстве для получения глухих шпоночных пазов применяют шпоночно-фрезерные полуавтоматы, работающие «маятниковым» методом: двухзубая пальцевая фреза за один рабочий ход подается на глубину 0,2–0,3 мм и фрезерует паз на всю длину. Затем вновь подается на ту же глубину и фрезерует паз в другом направлении (и так до получения полной глубины паза). В крупносерийном и массовом производстве фрезеровать пазы целесообразно с применением многоместных приспособлений комплектом фрез.
Резьбу на внутренних поверхностях валов нарезают машинными метчиками на сверлильных, револьверных и резьбонарезных станках в зависимости от типа производства. Наружные резьбы нарезают резцами, гребенками, плашками, а также получают фрезерованием, вихревым методом, накатыванием. В мелкосерийном и единичном производстве наружные резьбы изготовляют на токарно-винторезных станках с применением резьбовых резцов или гребенок, обеспечивая 6–8-ю степени точности. Резьбы 4-й степени точности нарезают на прецизионных токарно-винторезных станках. Нарезание резьбы плашками и резьбонарезными головками выполняют на револьверных, токарных и болторезных станках, а также на токарно-револьверных автоматах.
В крупносерийном и массовом производстве резьбы выполняют накатыванием, при этом получают резьбу 6-й степени точности. Накатывание резьбы производительнее нарезания ее резьбовыми головками.
Если вал не подвергается закалке, то резьбу нарезают после окончательного шлифования шеек. На закаливаемых шейках резьбу изготовляют до термообработки.
Валы шлифуют на круглошлифовальных и бесцентрово-шлифовальных станках. Для получения точности, соответствующей 6-му квалитету, шлифование выполняют в две операции (два перехода). При обработке валов на круглошлифовальных станках базой являются центровые отверстия. Шлифование напроход применяют при обработке поверхностей значительной протяженности, а врезное шлифование – при обработке коротких шеек.
В серийном и массовом производстве врезное шлифование часто выполняется по автоматическому циклу, что повышает качество обработки и производительность.
При шлифовании деталей размеры контролируют в процессе обработки без остановки станка, а также используют измерительные средства активного контроля, автоматически отключающие поперечную подачу при достижении заданного размера.
Бесцентровое шлифование выполняют как с продольной, так и с поперечной подачей (врезанием). Если вал гладкий, то применяют шлифование с продольной подачей напроход; если же ступенчатый – шлифуют с продольной подачей до упора. Шлифованием с поперечной подачей обрабатывают короткие буртики. Бесцентровое шлифование применяют при обработке небольших валов, обеспечивая точность, соответствующую 6–8-му квалитетам. Этот метод по точности несколько уступает шлифованию на круглошлифовальных станках.
Большой интерес представляет одновременное шлифование нескольких поверх-ностей, выполняемое широким кругом, расположенным под углом к оси детали (рис. 4.21).
Рис. 4.21. Схема одновременного шлифования пяти поверхностей одним шлифовальным кругом
Профиль круга обеспечивается его периодической правкой алмазным инструментом.
При изготовлении штоков гидроузлов для окончательной обработки применяют обкатывание поверхности роликами. В результате пластического деформирования повышается качество поверхности и ее износостойкость.
В табл. 4.2 в качестве примера приведены технологические процессы обработки первичных и вторичных валов коробок передач грузовых и легковых автомобилей.
Анализ показывает, что ступенчатые шлицевые валы и валы с зубчатыми венцами обрабатываются по единой технологической схеме. Основное отличие при их изготовлении заключается в том, что у шлицевого вала фрезеруют или накатывают шлицы, у вала-шестерни нарезают зубчатый венец.
При изготовлении первичного вала коробки передач (КП) автомобиля ВАЗ проводится ряд сборочных операций (установка медного кольца, диска, запрессовка зубчатого венца). Эти операции не отражены в таблице, так как они характерны только для данной детали. Для обеспечения заданной точности и шероховатости отдельных поверхностей вводятся доводочные операции: микрофиниширование или полирование (например, при обработке первичного вала КП автомобиля ЗИЛ-431411 и вторичного вала КП автомобиля ВАЗ).
Механическая обработка деталей типа валов осуществляется на автоматических и поточных линиях, состоящих из различных специализированных и специальных станков.
Эти линии оснащены средствами механизации, приборами активного контроля размеров в процессе обработки, устройствами для автоматической подналадки инструмента. Характерной особенностью современных автоматических линий является их комплексность, что позволяет в автоматическом цикле выполнять все виды обработки, предусмотренные технологическим процессом: черновые и финишные операции резанием, термообработку, мойку, контроль, сборку, балансировку. Автоматизация охватывает и вспомогательные операции (транспортировку, загрузку и выгрузку обрабатываемых деталей, смену и настройку инструментов).
Таблица 4.2. Технологические процессы обработки валов коробок передач
Операции механической обработки Первичный вал Вторич ный вал Промежу-точный вал 20ХГМ (ЗИЛ) 20ХГНМ (ВАЗ) 20ХГНМ (ВАЗ) 15ХГНТ2А (КамАЗ) Центровальная + + + + Черновая токарная + + + + Чистовая токарная + + + + Правка — — + — Черновое шлифование шеек под подшипник + — + — Токарная + — — — Нарезание шлицев + н • — Накатывание рифлений — — + — Фрезерование зубьев + + — + Долбление зубьев — — — + Закругление зубьев + + + Шевингование зубьев + + — + Калибрование зубьев — + — — Сверление отверстий + + + + Фрезерование шпоночных пазов — — + + Нарезание резьбы _ — + + Термообработка + • + + Зачистка центров — + + + Правка — + + + Окончательное шлифование шеек + + + + Шлифование отверстия под подшипник + + _ — Хонингование отверстия под подшипник + П — — Микрофиниширование шеек вала + — П — Хонингование зубьев венцов + — — • Обкатка с эталонной шестерней + + — + Мойка + + • + Окончательный контроль + + + + Примечание. Знак «+» означает наличие операции, знак «-» – ее отсутствие, знак «Н» – операция накатывания, знак «П» – полирование.
Межоперационное транспортирование валов осуществляется с помощью подвесных конвейеров, толкающих, тяговых, ленточных и других транспортеров. Загрузка и выгрузка деталей, перемещение их на позиции обработки выполняются автооператорами, портальными загрузчиками или промышленными роботами.
Технология изготовления коленчатых валов. У отечественных двигателей применяются стальные и чугунные коленчатые валы. Основным материалом являются стали 35, 40, 50, 40Г, 45Г, 50Г и др. (для мало- и среднеоборотных двигателей). Валы высокооборотных и среднефорсированных двигателей при диаметре цилиндров менее 200мм обычно изготавливают из легированных сталей 40ХН, 35ХМ, 38ХМЮА, 40ХНВА. 25Х2Н4ВА, 38XH3ВА и др. Применяются также литые коленчатые валы из высокопрочного чугуна с шаровидным графитом ВЧ45-5, ВЧ50-2, ВЧ60-2 и др. Распределение коленчатых валов по материалам выглядит следующим образом: чугунные – 20 %, стальные – 80 % (среднеуглеродистые стали – 45 %, легированные – 35 %).
Коленчатые валы большинства зарубежных автомобилей – литые из высокопрочного чугуна с шаровидным графитом. На высокофорсированных двигателях применяются кованные валы из высокопрочной легированной стали.
Технологический процесс обработки коленчатых валов более сложен по сравнению с обработкой других деталей класса валов. Коленчатый вал не обладает достаточной жесткостью, поэтому при обработке сравнительно легко деформируется под действием сил резания. Для разгрузки вала при его обработке задние бабки станков делают приводными.
Основными базами при обработке коленчатых валов служат поверхности коренных шеек, на отдельных операциях могут использоваться также центровые отверстия. Для повышения жесткости вала при обработке предусматривается использование дополнительных опор (люнетов). По мере приближения размеров коленчатого вала к заданным по чертежу упругие деформации обрабатываемой заготовки снижаются. Поверхности, регламентированные узкими допусками на их изготовление, обрабатываются в две операции (чистовую и отделочную).
В настоящее время обработку коленчатых валов осуществляют на частично автоматизированных участках с применением на ряде технологических операций высокопроизводительных автоматических и полуавтоматических станков.
В качестве примера рассмотрим технологию изготовления коленчатого вала двигателя автомобиля ВАЗ (рис. 4.22).
Рис. 4.22. Коленчатый вал двигателя автомобиля ВАЗ:
1 –8 – опорные технологические площадки;П1–П2– противовесы;
I–V– коренные шейки;VI–IX – шатунные шейки
Заготовку коленчатого вала отливают из специального высокопрочного чугуна в песчаные формы при машинной формовке. Припуски на обработку резанием составляют 2–3 мм (по средним шейкам), а по остальным шейкам 1,5–2 мм.
Обработка коленчатого вала резанием должна обеспечить правильное взаимное расположение поверхностей, высокую точность размеров и низкую шероховатость (табл. 4.3).
Таблица 4.3.Регламентируемые параметры обработки резанием основных поверхностей коленчатого вала
Параметры Единица измерения Значение параметра Точность размеров: ♦ коренных и шатунных шеек ♦ шейки под ведущие звездочку и шкив,фланца под сальник квалитет Овальность и конусность шеек мм 0,004 Отклонение от параллельности осей шатунных и крайних коренных шеек мм 0,03 Отклонение от плоскостности торца фланца маховика мм 0,05 Биение фланца маховика мм не более 0,03 Дисбаланс коленчатого вала г см Шероховатость поверхности Ra: ♦коренных и шатунных шеек ♦шейки под ведущую звездочку и шкив мкм 0,32–0,16 2,0–1,2 Обработка коленчатых валов осуществляется на автоматизированном участке. Заготовки подаются с загрузочной позиции и устанавливаются в самоцентрирующие призматические губки по коренной шейке 1 и поверхности С под сальник. Фиксация в осевом направлении осуществляется по торцу Т.
Технологический процесс реализуется следующим образом.
1. Обработку заготовки начинают с подготовки технологических баз. Подрезание торцов, центрирование с двух сторон и фрезерование восьми технологических бобышек выполняют на тринадцатипозиционной автоматической линии.
2. Обтачивание пяти коренных шеек, переднего конца вала и поверхности под сальник с протачиванием маслосгонной канавки и снятием фасок выполняют в один проход на специальных многорезцовых станках (заготовку устанавливают в центрах с осевой фиксацией по торцу фланца Т, а угловую ориентацию осуществляют по площадке 4 противовеса П3).
3. Получистовое шлифование одновременно пяти коренных шеек и поверхности под сальник выполняется на специальных круглошлифовальных автоматах с шестью абразивными кругами.
4. Обтачивание четырех шатунных шеек осуществляется на специальном двухпозиционном токарном автомате. Базирование заготовки вала выполняется по поверхностям I и Vкоренных шеек, фиксация в осевом направлении – по торцу Т, а угловая фиксация – по фрезерованным технологическим площадкам 1 и 6 противовесов П1и П4(жесткость заготовки повышает люнет, установленный на IIIкоренной шейке).
5. Обработка всех смазочных каналов, сверление отверстий и нарезание резьбы в торце фланца для крепления маховика, растачивание гнезда под подшипник, фрезерование лысок и шпоночного паза на переднем конце вала выполняются на 52-позицион-ной автоматической линии (заготовка устанавливается по поверхностямI и Vкоренных шеек, угловая фиксация происходит по фрезерованным площадкам 2, 5, 7 и 8, осевое ориентирование – по торцу Т (см. рис. 5.10).
6. Промывка смазочных каналов для удаления из них стружки осуществляется в автоматической моечной установке.
7. Закалка и отпуск пяти коренных и четырех шатунных шеек выполняются на специальной закалочной установке ТВЧ (твердость шеек 50 HRC, глубина закаленного слоя 2,0–2,3 мм).
8. Чистовое шлифование пяти коренных шеек и поверхности под сальник выполняется на том же оборудовании, что и получистовое шлифование (допуск на диаметр коренной шейки 20 мкм, овальность и конусность 4 мкм).
9. Чистовое шлифование опорного торца фланца под маховик осуществляется на угловом круглошлифовальном автомате (заготовка устанавливается в центрах, фиксация в осевом направлении – по торцу Т, вращение передается через шейку 1 вала).
10. Шлифование цилиндрической поверхности переднего конца вала под звездочку и шкив выполняется на угловом кругло-шлифовальном станке той же модели, что и на предыдущей операции.
11. Чистовое шлифование цилиндрической поверхности, торцов и галтелей четырех шатунных шеек осуществляется на автоматической линии, состоящей из одношпиндельных шлифовальных автоматов (установка заготовки производится по коренным шейкам I и V, а осевая фиксация – по каждой шлифуемой шейке).
12. Дефектоскопический контроль валов (100 %) и их последующее размагничивание.
13. Динамическая балансировка валов на автоматической линии.
14. Доводка торцов и образование галтелей на I–Vкоренных шейках выполняются на специальном токарном многорезцовом станке. Зачищаются заусенцы каналов, места под пробки, заплечики шатунных шеек, отверстия после балансировки и др.
15. Полирование поверхности пяти коренных и четырех шатунных шеек и поверхности под сальник осуществляется на автоматическом ленточно-полировальном станке.
16. Мойка валов в машине конвейерного типа.
17. Запрессовка заглушек масляных каналов с последующим раскерниванием, запрессовка шпонки и подшипника, установка ведущей звездочки привода распределительного вала.