
Схемы, описание, характеристики

Производитель универсального круглошлифовального станка для перешлифовки коренных и шатунных шеек коленвалов модели 3Д4230 — Лубенский станкостроительный завод в настоящее время ОАО «Шлифверст».
Завод «Феникс» основан в 1915 году и в 1918 году получил наименование «Коммунар». С 1957 году завод специализируется на производстве универсальных и специальных круглошлифовальных станков с различным уровнем автоматизации, от станков с ручным управлением до станков с современными ЧПУ.
- Станки, выпускаемые Лубенский станкостроительным заводом Коммунар
- 3Д4230 круглошлифовальный станок для перешлифовки коренных и шатунных шеек коленвалов. Назначение и область применения
- Краткое описание конструкции круглошлифовального станка 3Д4230
- Шлифование шеек коленчатых валов на круглошлифовальном станке
- 3Д4230 круглошлифовальный станок для перешлифовки коренных и шатунных шеек коленвалов Схемы, описание, характеристики
- Станки, выпускаемые Лубенский станкостроительным заводом Коммунар
- 3Д4230 круглошлифовальный станок для перешлифовки коренных и шатунных шеек коленвалов. Назначение и область применения
- Краткое описание конструкции круглошлифовального станка 3Д4230
- Шлифование шеек коленчатых валов на круглошлифовальном станке
- Станок для перешлифовки коленвалов модели 3Д4230, 3В423, 3Д4231
Станки, выпускаемые Лубенский станкостроительным заводом Коммунар
3Д4230 круглошлифовальный станок для перешлифовки коренных и шатунных шеек коленвалов. Назначение и область применения
Круглошлифовальный станок 3Д4230 предназначен для перешлифовки коренных и шатунных шеек коленвалов длиной до 1600 мм и весом до 150 кг, а также конических хвостовиков с уклоном до 3° коленчатых валов методом врезного шлифования при ручной подаче шлифовального круга.
Станки 3Д4230 могут применяться на авторемонтных заводах и других предприятиях, занятых восстановлением коленчатых валов, осуществляющих ремонт двигателей внутреннего сгорания легковых и грузовых автомобилей, тракторов, минитракторов, мотоблоков и другой техники.
Шлифование производится при ручной врезной подаче шлифовального круга. На станках 3Д4230 можно производить шлифование гладких цилиндрических и конических поверхностей с углом конусности до 3°30′.
Перешлифовка коренных шеек коленчатых валов может производиться как в центрах, так и в патронах, шатунных шеек — только в патронах.
Класс точности станков по ГОСТ 8—82Е: 3Д4230 — В, 3Д4230А — А.
Вид климатического исполнения станков УХЛ4.2 по ГОСТ 15150—69. Станки для стран с тропическим климатом должны быть изготовлены в климатическом исполнении ТВ4.2 по ГОСТ 15150—69.
Краткое описание конструкции круглошлифовального станка 3Д4230
По продольным направляющим передней части станины перемещается нижний стол, несущий на себе верхний поворотный стол.
В Т-образном пазу нижнего стола укреплены переставные упоры реверса. Перемещение столов может производиться вручную или гидравлически.
Шлифовальная бабка перемещается по направляющим качения. Это улучшает плавность и повышает точность подачи.
Шпиндель шлифовальной бабки установлен в двух гидравлических подшипниках специальной конструкции.
Шпиндель передней бабки вращается в подшипниках качения высоких классов точности.
Узлы и детали механизма быстрого подвода смонтированы в подкладной плите, имеющей направляющие для шлифовальной бабки.
Основными узлами механизма являются:
- червячный редуктор
- передача винт-гайка качения (или скольжения)
- цилиндр быстрого подвода
- узел угловой фиксации
- узлы соединения шлифовальной бабки с механизмом быстрого подвода
Механизм балансировки шлифовального круга закрепляется на фланце шлифовального круга и предназначен для устранения дисбаланса, возникающего в процессе износа круга. Балансировка производится во время вращения шлифовального круга торможением вручную одной из рукояток.
Для правки шлифовального круга со станком поставляются съемные настольные правильные приборы:
- прибор для правки периферии шлифовального круга
- прибор для правки круга по радиусу (правка производится алмазом)
Гидрофицированный прибор для правки круга закреплен на шлифовальной бабке. Правка производится алмазным карандашом за счет качательного движения алмазодержателя вдоль образующих периферии круга.
Читайте также: Сальник первичного вала кпп 21083
Левый патрон-центросмеситель крепится на планшайбе передней бабки. На патроне имеются два подвижных противовеса и грузы, предназначенные для балансировки коленчатых валов. Размещением противовесов на патронах достигается почти полная динамическая уравновешенность обрабатываемых валов, что позволяет повысить режимы и качество обработки.
Правый патрон-центросмеситель крепится на планшайбе задней бабки. Условия крепления и устройство патрона правого такие же, как у левого патрона.
Правый патрон отличается отсутствием делительного диска и фиксирующего устройства.
Разработчик — Лубенский станкостроительный завод «Коммунар».
Шлифование шеек коленчатых валов на круглошлифовальном станке
Коленчатый вал служит для восприятия усилий от шатунов, связанных с поршнем двигателя, и передачи этих усилий на трансмиссию автомобиля или трактора. Таким образом, коленчатый вал преобразует переменное возвратно-поступательное движение поршней во вращательное. В коленчатом вале подвергаются шлифованию коренные и шатунные шейки, при этом должны быть выдержаны допуски:
- допуск на диаметр 6 — 10 мкм
- допуск на некруглость и нецилиндричность 3 мкм
- шероховатость Ra = 0,63 мкм
- непараллельность осей коренных и шатунных шеек 6—8 мкм
Шлифование шеек коленчатых валов представляет значительные трудности из-за его сложной конфигурации, неуравновешенности, ограниченности шейки двумя бортами, большего отношения длины вала к диаметру шеек и поэтому пониженной его жесткости. Коренные шейки шлифуют на круглошлифовальных станках большой мощности.
Коленчатый вал должен быть предварительно сбалансирован совместно с передней и задней бабками.
Балансировка коленчатого вала при шлифовании шатунных шеек осуществляется подвижными грузами, размещенными сзади бабок изделия в нерабочей зоне. Балансировка тяжелых коленчатых валов осуществляется смещением дополнительных подвижных грузиков на планшайбе патрона.
Для достижения цилиндричности шлифуемой шейки верхний стол допускает небольшой поворот.
3Д4230 круглошлифовальный станок для перешлифовки коренных и шатунных шеек коленвалов
Схемы, описание, характеристики
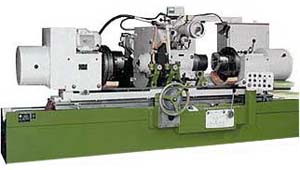
Производитель универсального круглошлифовального станка для перешлифовки коренных и шатунных шеек коленвалов модели 3Д4230 — Лубенский станкостроительный завод в настоящее время ОАО «Шлифверст».
Завод «Феникс» основан в 1915 году и в 1918 году получил наименование «Коммунар». С 1957 году завод специализируется на производстве универсальных и специальных круглошлифовальных станков с различным уровнем автоматизации, от станков с ручным управлением до станков с современными ЧПУ.
Станки, выпускаемые Лубенский станкостроительным заводом Коммунар
3Д4230 круглошлифовальный станок для перешлифовки коренных и шатунных шеек коленвалов. Назначение и область применения
Круглошлифовальный станок 3Д4230 предназначен для перешлифовки коренных и шатунных шеек коленвалов длиной до 1600 мм и весом до 150 кг, а также конических хвостовиков с уклоном до 3° коленчатых валов методом врезного шлифования при ручной подаче шлифовального круга.
Станки 3Д4230 могут применяться на авторемонтных заводах и других предприятиях, занятых восстановлением коленчатых валов, осуществляющих ремонт двигателей внутреннего сгорания легковых и грузовых автомобилей, тракторов, минитракторов, мотоблоков и другой техники.
Читайте также: Замена крестовины карданного вала ваз 2107 без ямы
Шлифование производится при ручной врезной подаче шлифовального круга. На станках 3Д4230 можно производить шлифование гладких цилиндрических и конических поверхностей с углом конусности до 3°30′.
Перешлифовка коренных шеек коленчатых валов может производиться как в центрах, так и в патронах, шатунных шеек — только в патронах.
Класс точности станков по ГОСТ 8—82Е: 3Д4230 — В, 3Д4230А — А.
Вид климатического исполнения станков УХЛ4.2 по ГОСТ 15150—69. Станки для стран с тропическим климатом должны быть изготовлены в климатическом исполнении ТВ4.2 по ГОСТ 15150—69.
Краткое описание конструкции круглошлифовального станка 3Д4230
По продольным направляющим передней части станины перемещается нижний стол, несущий на себе верхний поворотный стол.
В Т-образном пазу нижнего стола укреплены переставные упоры реверса. Перемещение столов может производиться вручную или гидравлически.
Шлифовальная бабка перемещается по направляющим качения. Это улучшает плавность и повышает точность подачи.
Шпиндель шлифовальной бабки установлен в двух гидравлических подшипниках специальной конструкции.
Шпиндель передней бабки вращается в подшипниках качения высоких классов точности.
Узлы и детали механизма быстрого подвода смонтированы в подкладной плите, имеющей направляющие для шлифовальной бабки.
Основными узлами механизма являются:
- червячный редуктор
- передача винт-гайка качения (или скольжения)
- цилиндр быстрого подвода
- узел угловой фиксации
- узлы соединения шлифовальной бабки с механизмом быстрого подвода
Механизм балансировки шлифовального круга закрепляется на фланце шлифовального круга и предназначен для устранения дисбаланса, возникающего в процессе износа круга. Балансировка производится во время вращения шлифовального круга торможением вручную одной из рукояток.
Для правки шлифовального круга со станком поставляются съемные настольные правильные приборы:
- прибор для правки периферии шлифовального круга
- прибор для правки круга по радиусу (правка производится алмазом)
Гидрофицированный прибор для правки круга закреплен на шлифовальной бабке. Правка производится алмазным карандашом за счет качательного движения алмазодержателя вдоль образующих периферии круга.
Левый патрон-центросмеситель крепится на планшайбе передней бабки. На патроне имеются два подвижных противовеса и грузы, предназначенные для балансировки коленчатых валов. Размещением противовесов на патронах достигается почти полная динамическая уравновешенность обрабатываемых валов, что позволяет повысить режимы и качество обработки.
Правый патрон-центросмеситель крепится на планшайбе задней бабки. Условия крепления и устройство патрона правого такие же, как у левого патрона.
Правый патрон отличается отсутствием делительного диска и фиксирующего устройства.
Разработчик — Лубенский станкостроительный завод «Коммунар».
Шлифование шеек коленчатых валов на круглошлифовальном станке
Коленчатый вал служит для восприятия усилий от шатунов, связанных с поршнем двигателя, и передачи этих усилий на трансмиссию автомобиля или трактора. Таким образом, коленчатый вал преобразует переменное возвратно-поступательное движение поршней во вращательное. В коленчатом вале подвергаются шлифованию коренные и шатунные шейки, при этом должны быть выдержаны допуски:
- допуск на диаметр 6 — 10 мкм
- допуск на некруглость и нецилиндричность 3 мкм
- шероховатость Ra = 0,63 мкм
- непараллельность осей коренных и шатунных шеек 6—8 мкм
Читайте также: С двумя цилиндрическими концами вала
Шлифование шеек коленчатых валов представляет значительные трудности из-за его сложной конфигурации, неуравновешенности, ограниченности шейки двумя бортами, большего отношения длины вала к диаметру шеек и поэтому пониженной его жесткости. Коренные шейки шлифуют на круглошлифовальных станках большой мощности.
Коленчатый вал должен быть предварительно сбалансирован совместно с передней и задней бабками.
Балансировка коленчатого вала при шлифовании шатунных шеек осуществляется подвижными грузами, размещенными сзади бабок изделия в нерабочей зоне. Балансировка тяжелых коленчатых валов осуществляется смещением дополнительных подвижных грузиков на планшайбе патрона.
Для достижения цилиндричности шлифуемой шейки верхний стол допускает небольшой поворот.
Станок для перешлифовки коленвалов модели 3Д4230, 3В423, 3Д4231
Станок для перешлифовки коленвалов модели 3Д4230 ,3В423, 3Д4231
Обращаем внимание клиентов на многофункциональный станок, основным предназначением которого является повторное шлифование коленчатых валов. Он будет незаменимым в условиях современного промышленного производства, поэтому «Станкоснаб» настоятельно рекомендует приобрести его тем, кто стремится наладить высокоточное и бесперебойное производство. Конструкционные особенности данной модели находятся на очень высоком уровне.
Расположение составных частей

- Станина
- Шлифовальная бабка
- Гидравлическое управления
- Механизм ручного перемещения стола
- Механизм поперечной подачи
- Бабка передняя
- Бабка задняя
- Кожух шлифовального круга
- Охлаждение
- Фланец шлифовального круга
- Прибор правки
- Ограждение
- Электрооборудование
- Патрон левый
- Патрон правый
Так, например, внешний диаметр шлифовального круга составляет 90 см, а внутренний – 30,5 см. Станок может проводить обработку заготовки, предельная масса которой составляет 160 кг. Максимально допустимый размер детали, которая будет установлена в центрах, – 160 см, а в патронах – 140.
Расположение органов управления

- Маховик поперечной подачи шлифовального круга
- Рукоятка толчковой подачи шлифовального круга
- Механизм ручного перемещения стола
- Рукоятка гидравлического перемещения стола, быстрого отвода и подвода шлифовальной бабки
- Пульт управления
- Рукоятка отвода пиноли задней бабки
- Механизм вертикального перемещения левого патрона
- Механизм вертикального перемещения правого патрона
- Рукоятка фиксации планшайбы передней бабки
- Рукоятка фиксации планшайбы задней бабки
- Рычаг реверса стола
- Кран охлаждающей жидкости
- Гидропанель стола
- Дроссель скорости стола
- Шестигранник под ключ для включения муфты привода изделия
Обработка заготовок происходит быстро и качественно.. Это только небольшой список функциональных характеристик, которые делают данную модель необходимой на современном промышленном производстве.
Технические характеристики
Высокие эксплуатационные характеристики и производительность обеспечиваются техническими особенностями и комплектацией модели. Технические параметры устройства:
- центры имеют высоту 30 см;
- максимальная высота шлифовального круга – 63 мм;
- кривошип имеет радиус 110 мм;
- самоцентрирующиеся патроны диаметром 25 см;
- электрические двигатели суммарной мощностью 11.22 кВт;
- вес 7500 кг — 8980 кг.
Для того чтобы заказать данный станок по заводской цене, обращайтесь за помощью в компанию «Станкоснаб». Низкие цены, компетентный персонал и широкий модельный ряд – вот основные достоинства нашей фирмы!
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала