
Эти шлифовальные станки выпускаются в Италии фирмой ROBBI S.p.A. и продаются в США и Канаде под маркой RMC и Storm Vulcan. Станки ROBBI удовлетворяют техническим требованиям тех, кто должен восстанавливать одновременно как индивидуальные коленчатые валы, так и малых или средних размеров серии коленчатых валов. Есть различные версии станков данной модели, но все они имеют бабки с поперечным перемещением и быстрым вращением патронов на 360º согласно предварительно установленным углам, плавную стабилизацию вращения обрабатываемой детали, управляемую через потенциометр.
.jpg)
Эти недорогие станки выпускаются на основании 50-летнего опыта фирмы ROBBI в производстве прецизионного оборудования для восстановления двигателей. Каждый такой станок спроектирован так, чтобы обеспечить высокую точность и одновременно быть простым в использовании. Поэтому особенности наладки станка разработаны с учетом потребностей оператора и являются быстрыми и простыми. Главными преимуществами шлифовальных станков ROBBI является возможность шлифовки шатунных шеек без демонтажа патронов с планшайб, а также прецизионная шлифовка шатунных шеек при установке вала в центрах, недоступная в станках других производителей.
В зависимости от размера коленчатых валов Вы можете выбрать один из точных шлифовальных станков, который удовлетворяет Вашим потребностям лучше всего: REX 1200, REX 1500, REX 1800, REX 2200, REX 2700 или REX 3100. Можно также выбрать их оснащение – между быстрым гидравлическим столом с поперечной подачей и бесконечно переменным гидравлическим столом. Заключительный выбор легок: станки надежны, удобны и точны, их цены приемлемы, что означает выгодное возвращение Ваших инвестиций. Оперативная связь с производителем гарантирует, в случае необходимости, консультации и быструю поставку требуемых запчастей и расходных материалов. Окраска станка в любой цвет по выбору заказчика.


Отличительные особенности станков:
- На всех станках использована оригинальная и очень точная система выверки положения коленчатого вала. Взаимное скольжение патронов в 4 направлениях с надежной системой их зажима позволяет быстро центрировать коленчатый вал. При этом перемещение вала контролируется по индикатору, установленному на каждом патроне.
- Положение «O» устанавливается при перемещении головки против центрального стопора, который служит основой для возможной коррекции.
- Патроны имеют возможность вращения на 360°.
- Микрометрическое вращение патронов.
- Легкая замена патронов на центры.
- Только два ключа используются для всех перемещений, центрирований и зажимов.
- Возможность шлифовки коренных и шатунных шеек в центрах
- AZ Spa серия CGX — станки для шлифовки шеек коленчатого вала
- 100% гарантия и постгарантия
- Обучение в нашем НТЦ
- Доставка по России и СНГ
- Станки для шлифовки коленвалов
- Станок для шлифования коленчатых валов MQ8260A
- НАШ ОПЫТ
- Мы на YOUTUBE
- Мы в INSTAGRAM
- НАШИ ТЕХНОЛОГИИ
- НАШЕ ОБОРУДОВАНИЕ
- НАШИ УСЛУГИ
- НАША ИНФОРМАЦИЯ
- НАШ АРХИВ
- 📸 Видео
Видео:Станок Saritas STH2200Скачать

AZ Spa серия CGX — станки для шлифовки шеек коленчатого вала
100% гарантия и постгарантия
Обучение в нашем НТЦ
Доставка по России и СНГ

С 2018 года в ассортименте нашей компании имеются станки AZ Spa серии CGX для шлифовки цилиндрических и коленчатых валов. Серия станков CGX имеет систему управления станком ЧПУ.
Принципиальные отличия станков CGX от ранее выпускавшихся моделей заключаются в:
— отсутствии традиционного продольного перемещения рабочего стола, что позволяет повысить жесткость станины и более рационально использовать производственную площадь. Перемещается по двум осям только шлифовальная бабка (рис.2);
— применении станины из специального композиционного материала (в стальной сварной корпус заливается композиция «мраморная крошка-смола»), что обеспечивает снижение уровня вибрации и повышает точность обработки деталей;
— использовании современных прецизионных приводов на базе линейных направляющих и шаро-винтовых пар, управляемых сервомоторами, обеспечивающих высокую точность и снижающих трудоемкость обработки деталей (рис.3).
— неподвижной относительно рабочего стола передней (ведущей) бабки и подвижной (на воздушной подушке) только задней (ведомой) бабки;
— понятном для оператора и надежном алгоритме управления станком.
— усовершенствованная система центросмещения оси (рис.4).
Видео:Особенности шлифовки коленчатых валовСкачать

Станки для шлифовки коленвалов



Для перешлифовки шатунных и коренных шеек коленчатых валов тракторных, автомобильных и тепловозных двигателей, а также компрессоров и иных деталей используется шлифовальный станок для коленвалов. Он находит применение в автомастерских, на тракторных заводах и во многих других ремонтных организациях, специализирующихся на восстановлении коленвалов.
При шлифовании шатунных шеек балансировка коленвала выполняется при помощи подвижных грузов, которые располагаются в нерабочей зоне, сзади бабок. Для балансировки массивных коленвалов имеется дополнительный груз. Он фиксируется на планшайбе патрона. Сам станок изготавливают из отливок высочайшей прочности. Современные модели имеют противопригарное антифрикционное покрытие.
К отличительным особенностям устройств подобного типа следует отнести возможность быстро и без обратной реакции регулировать подачу круга, а также наличие стандартного охладителя масла на гидравлической станции.
Читайте также: Диаметр выходного конца тихоходного вала
Существует несколько разновидностей станков для шлифовки коленчатых валов:
- с одним кругом и одной шлифовальной головкой;
- со стандартными корундовыми кругами;
- с двумя шпинделями и двумя головками.
Кроме того, существуют модификации для выполнения диагонального врезания с применением кругов с CBN.
В нашем каталоге представлены различные модели станков для шлифовки коленвалов, отличающиеся по своим техническим и эксплуатационным характеристикам. К наиболее популярной модели следует отнести MQ8260F, которая оснащена следующими устройствами:
- центрирующим;
- УЦИ;
- балансировочным;
- подвесным измерительным;
- алмазным инструментом, который используется для правки;
- полировщиком.
© СК «Станкоснаб» – предлагаем купить недорого станки для шлифовки коленвалов.
Видео:Шлифовка коленчатых валов. Устройство станкаСкачать

Станок для шлифования коленчатых валов MQ8260A
Станок для шлифования коленчатых валов MQ8260A
Станок для шлифовки шеек коленчатого вала предназначен для применения в автомобилестроительной, тракторостроительной и судостроительной промышленностях, ремонтных мастерских при восстановлении шеек коленчатых валов в двигателях внутреннего сгорания и поршневых компрессоров. Шлифовальная бабка имеет быстрый подвод и отвод при помощи гидравлики, рабочая подача стола осуществляется либо вручную, либо от электродвигателя в соответствии со значением рабочей подачи. Перемещение стола, в левом или правом направлении, осуществляется мгновенно в зависимости от выбора направления и нажатии соответствующей кнопки на пульте управления. Этот механизм облегчает перевод стола с коленчатым валом на следующую рабочую позицию.
·4 различных скорости обработки достигаются через использование в шпиндельной головке двухскоростного двигателя и ремней;
·Единые патроны, используемые в передней бабке и задней бабке, регулируют отклонение от соосности до 120мм;
·Фрикционная муфта используется в приводе передней бабки для более легкой регулировки;
·Продольное перемещение стола производится с помощью двигателя или вручную;
·Быстрый подвод и отвод шлифовальной бабки производится гидравлической системой;
·Роликовые направляющие используются в шлифовальной бабке и изготовлены из материалов высокого качества;
·Шпиндель, с диаметром круга 80мм, является прочным и жестким
·Пластиковые направляющие с меньшим трением;
·Направляющие станины и шлифовальной бабки смазываются автоматическим циклом с помощью масляного насоса;
·установка УЦИ может быть опционально.
Опционально:
- подвесное измерительное устройство
- устройство балансировки круга
- центрирующее устройство
- правящее устройство
- цифровой экран для поперечной подачи
Аксессуары станка для шлифования коленчатых валов MQ8260A

© СК «Станкоснаб» – предлагаем купить недорого станок для шлифования коленчатых валов MQ8260A
Стандартная комплектация:
- универсальный патрон
- устройство правки шлифовального круга
- вал балансировки колеса
- регулировочные опоры
- поводок
- устройство вертикальной выверки
- устройство горизонтальной выверки
- неподвижный люнет
- шлифовальное колесо
Дополнительные опции
- подвесное измерительное устройство
- устройство балансировки круга
- центрирующее устройство
- правящее устройство
- УЦИ
- полировщик
- алмазный инструмент для правки
За дополнительную плату может быть доукомплектован
Видео:ОГРОМНЫЙ станок для шлифовки коленчатых валовСкачать

НАШ ОПЫТ
Специализированный моторный центр
«АБ-ИНЖИНИРИНГ» работает с 1997 г.
Основная деятельность компании — ремонт автомобильных двигателей. Компания имеет центр механич. обработки деталей двигателей, оснащенный импортным станочным оборудованием высшего качественного уровня производства фирм AMC-SCHOU, DALCAN-Machines (Дания), ROBBI (Италия), SERDI (Франция), PROVALVE (Турция).
СМЦ «АБ-ИНЖИНИРИНГ» является российским представителем известных мировых лидеров в производстве оборудования и инструмента — компаний ROBBI (Италия), GUYSON (Англия), PROVALVE (Турция), DALCAN Machines-Denmark (Дания), SERDI Srl (Италия) .
Благодаря передовым технологиям и квалифицированному персоналу в сочетании с современным шлифовальным, расточным и хонинговальным оборудованием компания обеспечивает высшее качество ремонтных работ и является одним из лидеров на рынке моторно-ремонтных услуг России.
Видео:Станок для шлифовки шеек коленчатых валов MQ8260C-18Скачать

Мы на YOUTUBE

Есть вопросы по ремонту двигателей? Хотите знать, как это делается? Не проблема! Только у нас — самые интересные видеоматериалы о ремонтных технологиях и еще о многих интересных вещах про двигатели! Смотрите и подписывайтесь на наш канал!
Видео:Ремонт коленвала двигателя. Шлифовка коленвала на станке AMC-SCHOU (K1500-U)Скачать

Мы в INSTAGRAM
Наши самые интересные новости и технические материалы — здесь!

Видео:Шлифовальный станок для обработки коленчатых валов Saritas STH 1800Скачать

НАШИ ТЕХНОЛОГИИ
Ремонт головок блока цилиндров:
как это делается
— смотрите видеорепортаж из нашего цеха.

Видео:запустили станок для шлифовки коленчатых валов.Скачать

НАШЕ ОБОРУДОВАНИЕ
Видео:Круглошлифовальный станок для шлифовки коленчатого вала MQ8260AСкачать

НАШИ УСЛУГИ
Видео:Новинка: AZ CGA 270 - станок для шлифовки шеек коленчатого валаСкачать

НАША ИНФОРМАЦИЯ
Видео:Фрагмент мастер-класса в ЮУрГАУ. Шлифовка коленвала и хонинговка гильзСкачать

НАШ АРХИВ
Наши моторные центры:
«АБ-Инжиниринг-Шереметьевский»:
тел. +7 495 545-6936, +7 495 502-5964 , e-mail: написать
«АБ-Инжиниринг-Рязань»:
тел. +7 960 5 777-999 ,
«АБ-Инжиниринг-Екатеринбург»:
тел. +7 343 226-7177 ,
«АБ-Инжиниринг-Одесса»:
тел. +38 0482 30-9192 ,

Станки для шлифовки коленвалов изготовлены из сверхпрочных отливок, чтобы гарантировать стабильность работы и высокую долговечность. Все подшипники имеют завышенные размеры, чтобы максимально повысить надежность. Антифрикционное покрытие рабочих поверхностей узлов устраняет эффект прерывистой подачи при малых скоростях перемещения. Быстрая и точная работа станка обеспечена планшайбами с интегрированной системой регулирования в 4-х направлениях. Угловое перемещение с фиксированным шагом 30° и 72° и с дополнительной плавной регулировкой +/-1° обеспечивает прекрасное регулирование при выполнении стандартных операций. Простота работы соединенных шариковинтовыми механизмами узлов, гарантирующих отсутствие обратной реакции при подаче круга, установка коленвала для шлифовки шатунных шеек, занимающая секунды.
Читайте также: Восстановление валов рулевого редуктора
Линия шлифовальных станков AMC-SCHOU имеет высокие технические характеристики, среди которых:
- Гидравлическое управление подводом круга.
- Регулирование положения вала в 4-х направлениях и минимум времени на переустановку вала благодаря уникальной конструкции планшайб и патронов.
- Точность установки вала (в том числе, параллельность осей шатунных и коренных шеек) — 0,010 мм.
- Гидравлическое педальное управление фиксирующими штифтами планшайб для удобства установки вала.
- Гидравлическое вращение шпинделя передней бабки с плавной регулировкой скорости (вместо традиционного электродвигателя) обеспечивает исключительную плавность работы станка и его долговечность.
- Плавнопеременная скорость подачи стола (U-станки) для круглого шлифования.
- Гидравлически управляемая задняя бабка (U-станки) с осевым ходом планшайбы 70 мм для облегчения установки вала.
- Гидравлическое управление прижимом центра задней бабки с плавной регулировкой усилия (U-станки).
- Быстрая проверка и регулировка дисбаланса вала с помощью манометра на передней бабке.
- Стандартный маслоохладитель на гидравлической станции с автоматическим поддержанием рабочей температуры гидравлической жидкости.
- Сдвоенные конические подшипники SKF в передней и задней бабках не требуют регулировки или замены в течение многих десятилетий.
- Легкость работы узлов, соединенных шариковинтовыми механизмами.
- Быстрое регулирование подачи круга без обратной реакции.
- Система автоматической центральной смазки направляющих стола и шлифовальной бабки со специальным антифрикционным покрытием обеспечивает работу станка в течение многих десятилетий без ремонта и с минимальным обслуживанием.
- Чрезвычайно простая и быстрая очистка системы охлаждения и замена СОЖ благодаря мобильной конструкции бака для СОЖ на роликах.
- Увеличенная высота центров над столом (для модификаций UF).
- Большое количество дополнительных приспособлений и инструмента для более удобного, быстрого и качественного шлифования.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ОСОБЕННОСТИ РАСТОЧНЫХ СТАНКОВ

Система установки вала.
Интегрированная система регулирования положения патронов в 4-х направлениях предполагает легкие, точные и быстрые действия оператора. Перемещение с фиксированным шагом 30° и 72° достаточно для любых коленчатых валов. Дополнительная плавная коррекция положения вала по углу +/-1° и в поперечном направлении +/-0,3 мм.

При установке вала достигается чрезвычайно высокая точность — непараллельность осей коренных и шатунных шеек не превышает 0,010 мм на длине вала, что может быть измерено специальным прибором.

Система регулирования патронов в 4-х направлениях позволяет использовать центры с цилиндрическим хвостовиком, зажимаемые непосредственно в патроны, что сокращает время переустановки вала до секунд при точности установки вала 0,010 мм.

Двойные конические подшипники SKF в передней и задней бабках смазаны и уплотнены на весь срок службы, что гарантирует непрерывную работу станка в течение десятилетий.

Сверхпрочная конструкция.
Непрерывное измерение размера в процессе работы, сверхпрочные люнеты, включая тяжелые, дополнительные противовесы и устройство для полировки шеек. Комплектная жесткая сверхпрочная конструкция для любых коленчатых валов — от самых маленьких до самых тяжелых.

Шариковинтовой привод.
Обеспечивает легкость и точность работы узлов привода круга и отсутствие обратной реакции.

Антифрикционное покрытие направляющих.
Обеспечивает легкость, точность и исключительную долговечность (десятки лет без ремонта) узлов привода круга и стола при отсутствии обратной реакции.

Передняя бабка.
Гидромотор в приводе шпинделя обеспечивает плавность включения вращения вала, плавную регулировку скорости и исключительную долговечность (десятки лет без ремонта) узла, в том числе, за счет отсутствия боковых усилий на подшипники со стороны привода. Быстрая и легкая регулировка противовесов с помощью манометра для любого вала.

Гидропривод пиноли обеспечивает быструю и легкую установку вала, а также плавную регулировку гидравлического прижима центра с контролем усилия по манометру. Зубчатый реечный механизм для перемещения бабки вдоль стола.

Шлифовальная бабка.
Быстрый гидравлический отвод-подвод шлифовального круга с плавной регулировкой скорости. Точность повторного подвода шлифовального круга — 1 мкм, отсутствие обратной реакции при подводе круга, торможение и медленный подвод вблизи детали. Специальная конструкция подшипников шпинделя шлифовального круга и система централизованной смазки направляющих обеспечивают чрезвычайно высокую долговечность узла без регулировки или обслуживания. Легкая и быстрая замена шлифовального круга, занимающая минуты.
Читайте также: Сталь для изготовления гребных валов

Стандартный маслоохладитель на гидравлической станции с автоматическим поддержанием постоянной рабочей температуры гидравлической жидкости.

Бак для СОЖ.
Бак имеет модульную конструкцию на роликах, что делает очистку бака и замену жидкости делом нескольких минут.

Блок EAM — электронный измеритель с функцией контроля некруглости.
Необходим для быстрой и самой точной работы. Два индикатора на дисплее — для текущего размера с ценой деления в 1 мкм и для эллипсности. Универсальные измерительные скобы для определения размеров всех коленчатых валов в процессе обработки. Кнопки сброса для изменения и задания нового размера. Автоматический останов при достижении заданного размера.
| ТЕХНИЧ. ХАРАК-КИ | K 1200 M | K 1500 U | K 2000 U | K 2700 U/UF | K 3700 U/UF | |
| Макс. расст. между патронами, мм | 1200 | 1625 | 2250 | 2750 | 4200 | |
| Макс. расст. между центрами, мм | 1220 | 1600 | 2190 | 2750 | 4200 | |
| Макс. смещение вала над столом, мм | 460 | 690 | 690 | 690 | 750 | |
| Макс. смещение вала над столом для модиф. UF, мм | — | — | — | 750 | 1100 | |
| Макс. двойное смещение вала от оси центров (двойной радиус кривошипа), мм | 160 | 280 | 280 | 280 | 280 | |
| Стандарт. люнет, мин. размер, мм | 20 | 25 | 25 | 25 | 25 | |
| Стандарт. люнет, макс. размер, мм | 100 | 180 | 180 | 180 | 180 | |
| Макс. диаметр изделия при уст-ке нового круга, мм | 410 | 600 | 600 | 600 | 600 | |
| Макс. диаметр, зажим. патроном передней бабки, мм | 155 | 190 | 250 | 250 | 275 | |
| Макс. диаметр, зажим. патроном задней бабки, мм | 155 | 190 | 250 | 250 | 275 | |
| Макс. вес изделия, зажатого в патроны, кг | 400 | 1000 | 1000 | 1400 | 1400 | |
| Скорость вращения шпинделя передней бабки (плавная гидравл. регул-ка), об/мин | 20- 100 | 15- 90 | 15- 90 | 15- 90 | 15- 90 | |
| Ручная подача стола, мм/об | 5 | 5 | 5 | 5 | 5 | |
| Скорость перемещ. стола (плавная гидравл. регулир.), мм/мин | 0- 4000 | 0- 4000 | 0- 4000 | 0- 4000 | 0- 4000 | |
| Скорость быстрого подвода круга, мм/мин | 3000 | 3000 | 3000 | 3000 | 3000 | |
| Двигатели | ||||||
| Двигатель шлиф. круга, кВт | 4.0 | 5.5 | 5.5 | 7.5 | 7.5 | |
| Гидравл. двигатель шпинделя передней бабки, л/мин | 25 | 25 | 25 | 25 | 25 | |
| Гидравл. насос, кВт | 2.2 | 2.2 | 2.2 | 2.2 | 2.2 | |
| Насос системы охлажд., кВт | 0.16 | 0.16 | 0.16 | 0.16 | 0.16 | |
| Размеры | ||||||
| Диаметр шлиф. круга, мм | 660 | 813 | 813 | 813 | 813 | |
| Миним. ширина круга, мм | 19 | 19 | 19 | 19 | 19 | |
| Макс. ширина круга, мм | 50 | 50 | 50 | 63.5 | 63.5 | |
| Высота от пола до центра шпинделя, мм | 1120 | 1120 | 1120 | 1120 | 1180 | |
| Высота машины, мм | 1475 | 1550 | 1550 | 1550 | 1610 | |
| Полная длина машины, мм | 2950 | 3700 | 4795 | 6000 | 9500 | |
| Полная ширина машины, мм | 1750 | 2030 | 2030 | 2030 | 2030 | |
| Требуемое рабочее место, мм | 4220 x 1700 | 5405 x 030 | 7045 x 2030 | 8850 x 2030 | 12500 x 2100 | |
| Вес NETTO приблиз., кг | 3300 | 4800 | 5600 | 6700 / 7200 | 7900 / 8400 | |
| Вес с упаковкой приблиз. (дерев. коробка), кг | 3850 | 5560 | 6600 | 7800 / 8300 | 9200 / 9700 | |
| Объем упаковки, м.куб. | 11.1 | 14.6 | 18.7 | 23.3 | 33,5 | |
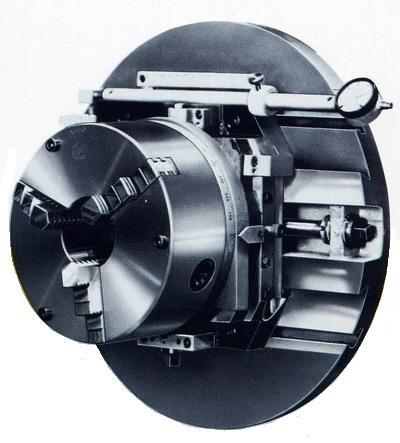
Стандартное оборудование: Универсальные патроны, установочный индикатор (1), люнет, V-образное приспособление для центрирования коленчатого вала (2), приспособление для правки радиуса, передней и боковых поверхностей круга (3), шпиндель для балансировки круга, шлифовальный круг и центры, подъемный крюк, гидравлическая станция (4), система охлаждения, защитные кожухи, комплект инструмента и руководство по эксплуатации.
    |

Дополнительное оборудование: ремень для полировки шеек, автоматическая система калибровки, электронный прибор для контроля размера и управления в процессе обработки, дополнительные шлифовальные круги и центры, гидравлическое приспособление для правки круга, легкие и прочные люнеты, внутренние противовесы, прибор для измерения перекоса вала, устройство для измерения радиуса кривошипа, система осевого контроля шеек, устройство для контроля установки смещения вала, тыльный тормоз для шлифовки всех диаметров, вспомогательный стенд для инструмента, фильтры, защитные средства, увеличенный ход стола от 690 мм к 750 мм.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
📸 Видео
РЕМОНТ ШЕЙКИ КОЛЕНВАЛА: СВАРКА + ШЛИФОВКА. Минск. AvtoPro.byСкачать

Самая точная работа станка ЧПУ, способна сделать из куска металла коленвал для автомобиля.Скачать
Как проводится дефектовка коленчатых валовСкачать
Cтанок #EMAG PMD 2 для шлифования коленчатых валовСкачать
Шлифовка коренных шеек коленвала с люнетом 01Скачать
Очередной новый станок для восстановления постелей коленчатых валов BAC 2000 от AZ S.p.a. (Италия)Скачать
Супер качественная шлифовка и фрезеровка ГБЦ на итальянском станке Rossi & KramerСкачать
Шлифовка шеек коленчатого вала на станке MQ8260CСкачать
Шлифовка коленчатого вала - круглошлифовальный станокСкачать








