
Главная страница » Центровка валов агрегатов: практическое руководство

Коллинеарность (соосность) валов считается идеальной, когда центры валов находятся на одной осевой линии. Соответственно несоосность показывает обратный результат. Отсюда логический вывод — центровка валов машин является обязательным действием, направленным на обеспечение качественной безопасной работы.
- Стационарный и подвижный вал
- Центр вращения стационарного вала
- Горизонтальная коллинеарность
- Вертикальная коллинеарность
- Центровка по видам несоосности
- Инструмент для центровки муфтовых соединений
- Пошаговая инструкция центровки пары электродвигатель-насос
- Процесс центровки пары мотор / насос часовым индикатором
- Последствия нарушения центровки валов
- О том, как центруют валы агрегатов анализатором часового типа
- КРАТКИЙ БРИФИНГ
- Портативная лазерная система центровки валов Теккноу VIBRO-LASER
- DS-2 — устройство для центровки валов в агрегатах
- Описание устройства для центровки валов в агрегатах DS-2:
- Достоинства устройства для центровки валов в агрегатах DS-2:
- Технические характеристики устройства для центровки валов в агрегатах DS-2:
- Комплект поставки DS-2
- Описание устройства для центровки валов в агрегатах DS-2:
- Достоинства устройства для центровки валов в агрегатах DS-2:
- Технические характеристики устройства для центровки валов в агрегатах DS-2:
- Комплект поставки DS-2
Стационарный и подвижный вал
Последствия нарушения коллинеарности выражаются следующими моментами:
- преждевременный выход из строя подшипников, сальников, муфтовых соединений;
- усиление осевой и радиальной вибрации;
- повышение температуры нагрева подшипниковых узлов и смазывающей жидкости;
- ослабление или поломка элементов крепежа к фундаменту.

Для центровки валов агрегатов удобно применять измерительные наборы, подобные серийным от фирмы Baltech
Когда проверяется, например, коллинеарность муфтового соединения насоса и электродвигателя, насосный вал определяется как стационарный, а вал электродвигателя как подвижный. Центровка соединения всегда производится, исходя из положения подвижного вала относительно стационарного.
Центр вращения стационарного вала
Центр вращения стационарного вала – это опорная линия с нулевыми координатами. В системе координат X-Y плюсовыми значениями являются перемещения вправо по горизонтали и вверх по вертикали.
Несоосность вычисляется путём определения положения центра подвижного вала в двух плоскостях, относительно положения центра оси стационарного вала (горизонтальная ось X и вертикальная Y).
Горизонтальная коллинеарность
Состояние несоосности (вид сверху), которое корректируется перемещением электродвигателя в боковых направлениях по оси X – это горизонтальная центровка.
Электродвигатель перемещают вправо-влево, добиваясь, таким образом, соосности и параллельности в горизонтальной плоскости.
Вертикальная коллинеарность
Состояние несоосности (вид сбоку), которое корректируется перемещением электродвигателя вниз или вверх по оси Y – это вертикальная центровка.
Необходимую величину смещения получают путём установки под лапы мотора регулировочных пластин разных по толщине.
Центровка по видам несоосности
Параллельная несоосность – состояние, когда оси вращения валов расположены на одинаковом расстоянии одна от другой и по всей их длине.

Центровка в параллельной и угловой несоосности выполняется в соответствии с определёнными правилами и нормами. Применяется профессиональный инструмент
Угловая несоосность – состояние, когда оси вращения валов расположены на разных расстояниях одна от другой и по всей их длине.
Центровка соединения должна проводиться:
- после монтажа нового оборудования;
- после соединения оборудования с трубопроводами и арматурой;
- по завершении ремонтных работ;
- если при работе отмечается повышенный шум и вибрации;
- если температура подшипниковых узлов выше нормы.
Процедура центровки соединения валов агрегатов:
- Установить измерительное устройство.
- Проверить и скорректировать положение мягкой вставки.
- Вычислить значения несоосности.
- Выполнить качественную центровку валов.
- Составить отчёт о проделанной работе.
Инструмент для центровки муфтовых соединений
Существует целый ряд инструментов для центровки муфтовых соединений, начиная от простейших и завершая совершенными наборами.

Чем совершеннее и современнее набор измерительного инструмента, тем выше точность центровки
Самый простой и доступный набор содержит:
- штангенциркуль,
- линейку,
- пластинчатые щупы разной толщины.
Точность измерений этим набором невысока. Качество центровки обеспечивается не столько инструментом, сколько мастерством и опытом механика. Сама процедура центровки с помощью этих инструментов может занимать продолжительное время.
Цифровой анализатор центровки соединений – инструмент из серии наиболее совершенных приспособлений. Анализатор позволяет быстро и легко отцентрировать валы с высокой точностью.
Работу может выполнить любой человек, изучивший инструкцию по работе с цифровым анализатором. Однако стоимость цифрового измерителя очень высока и далеко не всем по карману.

Анализатор точности центровки валов часового типа позволяет достаточно точно провести измерения коллинеарности
Между тем есть экономичная альтернатива – ещё один вид измерительного анализатора, построенного на основе двух индикаторов часового типа. Один индикатор определяет отклонения по оси X, другой по оси Y. Удобный, эффективный, недорогой инструмент, помогающий быстро центровать, к примеру, муфтовое соединение между электродвигателем и насосом.
Пошаговая инструкция центровки пары электродвигатель-насос
- Проверить правильность установки рамы агрегата на фундаменте при помощи строительного уровня. Выполняется эта операция в продольном и поперечном направлениях.
- Если расстояние между анкерными болтами рамы превышает 800 мм, установить под раму дополнительные подкладки в центральной точке межанкерного расстояния. Подкладки должны плотно прилегать к раме и фундаменту.
- Ослабить болты крепления насоса и болты крепления подшипниковой опоры. Убедиться, что на подшипниковую опору не действуют какие-либо нагрузки.
- Затянуть крепёжные болты на основании насоса, оставив ослабленным крепёж подшипниковой опоры.

На картинке несколько первых шагов, показывающих как выполняется центровка валов агрегатов
Дальнейший процесс центровки:
- Измерить величину зазора между муфтами электродвигателя и насоса. Эта величина не должна превышать значений 3-5 мм. В случае несоответствия, ослабить крепление электродвигателя и выставить мотор на место до получения указанных цифр. Получив результат, закрепить двигатель.
- Проверить свободный ход вращения, прокручивая валы агрегата вручную. Свободное вращение, без наличия заеданий – свидетельство корректного состояния устройств.
- Используя червячные хомуты, разместить на полумуфтах механизм центровки. Основная и ответная часть механизма устанавливаются с осевым зазором между ними в 2-3 мм. При вращении валов, они не должны соприкасаться.
- Закрепить к механизму центровки индикаторы часового типа и приступить к операции центровки валов электродвигателя / насоса.
Читайте также: Подшипник вторичного вала раздатки уаз



Процесс центровки пары мотор / насос часовым индикатором
Индикаторами часового типа измеряют боковые зазоры (А) и угловые зазоры (В). Для этого приборы закрепляют на оснастке с таким расчётом, чтобы их наконечники упирались в тело полумуфт на валу двигателя и насоса. Также при установке приборов следует учесть удобство считывания показаний.

Индикаторы часового типа нужно установить так, чтобы без затруднений снимать показания
Упирают измерительные стержни индикаторов в тело полумуфт с выбегом в 2-3 мм по шкале. Затем вращением ободков приборов совмещают стрелки с нулевой отметкой. Начинают измерение в четырёх пространственных точках:
- Первыми измеряют зазоры А и В верхнего положения.
- Поворачивают валы на 90º в направлении рабочего вращения привода.
- Вновь измеряют зазоры А и В по среднему положению.
- Повторяют процедуру для двух оставшихся положений.
Последним контрольным замером – пятым по счёту, будет повторное измерение в начальной верхней точке. Полученные цифры замеров в 1 и 5 положениях должны совпадать.
Последствия нарушения центровки валов
Изменения параметров центровки валов (соосности), прежде всего, вызывают эффект вибрации. Влияние вибрации на муфту и на близко расположенные подшипники очевидно: детали подвергаются ускоренному износу.

Такими обещают быть последствия посредственного подхода к центровке валов агрегатов
На муфте изнашивается эластичная вставка, появляются дефекты подшипников мотора и насоса, торцевого уплотнения. Если же перекос осей значительный, в конечном итоге неизбежен срез вала.
О том, как центруют валы агрегатов анализатором часового типа
Практическое пособие на видеоролике по теме центровки валов машинных агрегатов посредством часовых индикаторов. На видео демонстрируется полная последовательность процедуры, показываются все тонкости центровки:
КРАТКИЙ БРИФИНГ
Zetsila — публикации материалов, интересных и полезных для социума. Новости технологий, исследований, экспериментов мирового масштаба. Социальная мультитематическая информация — СМИ .
Портативная лазерная система центровки валов Теккноу VIBRO-LASER
Внимание! Приборы в наличии! Отгрузка на следующий день после оплаты.

№ Госреестра СИ РФ: 72238-18
Есть взрывозащищенная версия (Артикул: L1-0001)
(сертификат соответствия №ТС RU C-RU.BH02.B00451, до 2022 г.)
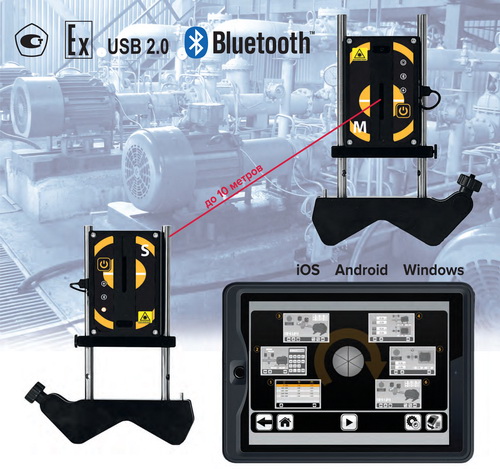
Портативная лазерная система центровки VIBRO-LASER предназначена для быстрой и точной центровки валов насосов, электроприводов, редукторов, компрессоров и других машин и механизмов.
Обучающее видео по работе с VIBRO-LASER
Более подробный видеоматериал можно посмотреть во вкладке «Видео».
• Модульное построение ПО с возможностью апгрейда систем «начального» уровня до «макс. комплектации»
• Дополнение новыми функциями на всем периоде эксплуатации
• Дисплейный блок — стандартный планшет до 10″
• Имеется взрывозащищенная версия (Ex)
• Корпус измерительных блоков из анодированного алюминия
• Отсутствие пластика в элементах крепления на вал
• Коррекция луча лазера по месту установки с обоих измерительных блоков
• Беспроводной интерфейс связи с планшетом — Bluetooth 4.0
• Компактные размеры измерительных блоков — толщина 3 см, высота 9 см
• Диаметр центрируемых валов до 600 мм (опция: не ограничено)
• Расстояние между измерительными блоками до 10 метров
• Возможность установить программное обеспечение на другое мобильное устройство (с техническими характеристиками соответствующими требованиям ПО).
Дисплейный блок —
Дисплейный блок 8” или 10″ имеет эргономичный дизайн и небольшой вес. Операционная система Windows, Android или iOS. Наличие встроенной видеокамеры. VIBRO-LASER обладает пошаговым, уникальным и удобным пользовательским интерфейсом, который позволяет избежать ошибок в процессе центровки благодаря простоте и наглядному отображению информации на каждом этапе центровки.

В измерительных блоках использованы последние технологии в области цифровой обработки и беспроводной передачи данных. Компактные размеры (толщина всего 32 мм) корпус измерительных блоков в алюминиевом корпусе позволяют работать даже в условиях с ограниченным пространством.
Применение большого CCD-детектора (30 мм) помогло исключить процедуру «грубой центровки», что существенно сокращает время на проведение работ.
DS-2 — устройство для центровки валов в агрегатах

 |  |
Описание устройства для центровки валов в агрегатах DS-2:
Центровщик марки DS-2 (универсальное приспособление для центровки валов в агрегатах) предназначен для центровки валов механизмов в агрегатах малой и средней мощности. В отличие от большинства лазерных устройств, представленных на рынке, центровщик DS-2 более компактен, проще в работе, имеет меньшую стоимость.
Читайте также: Как отремонтировать муфту компрессора кондиционера форд мондео 4
Принцип действия DS-2 основан на использовании двух бесконтактных датчиков перемещения большой точности, измеряющих взаимное угловое и параллельное смещение валов механизмов при повороте вала агрегата на 90, 180 и 270 градусов.
На одном валу агрегата устанавливается прибор с бесконтактными датчиками перемещения, а на другом металлическая пластина, относительно которой определяется расстояние до датчиков в разных угловых положениях вала.
Стандартным является измерения при положении датчиков на 9-12-3-6 часов условного циферблата часов. Эти положения автоматически контролируются и фиксируются прибором.
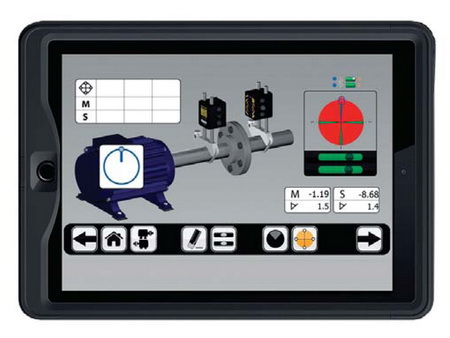
Значения относительных положений валов в агрегате передаются по беспроводному интерфейсу в смартфон (в поставку не входит) с ОС Android, в котором производятся все измерения и расчеты.
На рисунке показаны две копии экрана смартфона, на одном из которых показано задание начальных условий для центровки, а на другом приведены результаты измерения показаний датчиков и расчета взаимного положения валов.
В измерительный прибор встроен датчик углового положения корпуса прибора, использование которого позволяет упростить процесс центровки и помогает избежать ошибок.
Достоинства устройства для центровки валов в агрегатах DS-2:
- Прибор DS-2 является современным решением для проверки соосности валов и упрощения процесса центровки. Для этого в DS-2 использованы современные средства измерения, обработки и передачи информации;
- Использование в приборе вихретоковых датчиков высокой точности, на которые не оказывает влияния внешняя засветка. Автоматическое проведение измерений взаимного положения роторов с высокой точностью;
- Бесконтактная передача информации о взаимном положении роторов в смартфон;
- Отображение положения прибора и роторов на экране смартфона в режиме реального времени;
- Автоматические расчеты и формирование отчетов по результатам расчетов, которые передаются в компьютер по любому стандартному интерфейсу;
- Пользователь самостоятельно выбирает смартфон (планшет), максимально отвечающий его требованиям.
Технические характеристики устройства для центровки валов в агрегатах DS-2:
| Параметр | Значение |
| Расстояние между кронштейнами, мм | 0 ÷ 180 |
| Диаметры мест для кронштейнов, мм | 20 ÷ 160 |
| Погрешность измерения смещений, мкм | 5 |
| Диапазон рабочих температур DS-2, град | 0 ÷ +50 |
| Время непрерывной работы прибора, час | 8 |
| Размеры измерительного прибора, мм | 50*70*115 |
| Размеры упаковочного кейса для DS-2, мм | 120*290*380 |
| Вес упаковочного кейса с DS-2, кг | 3 |
Комплект поставки DS-2
При проведении измерений любая неточность может стать фатальной и исказить конечные расчеты. Поэтому к точности и надежности инструментов предъявляют самые строгие требования. DS-2 — устройство для центровки валов в агрегатах в своей категории можно считать эталоном. Качественное техническое оснащение гарантирует минимально возможную погрешность независимо от сложности операции. С измерителями и комплектующими из нашего каталога можно работать как в лабораторных, так и в полевых условиях. У них большой ресурс благодаря продуманной конструкции и впечатляющей стойкости к негативным внешним воздействиям.
- Безналичный расчет (для юридических лиц). Вместе с заказом вышлите нам реквизиты Вашей компании. Отдел продаж выставит Вам счёт и вышлет его по электронной почте и факсу.
- Банковский перевод (для физических лиц). Наши менеджеры вышлют Вам по электронной почте счет на оплату, который Вы можете оплатить через любой банк действующий на территории РФ (комиссия банка может составлять 2-5% от суммы стоимости заказа).
- Самовывоз При получении груза с нашего склада необходимо иметь при себе: Доверенность (форма № М-2, утверждённая постановлением Госкомстата России от 30.10.97 №71а) или печать от организации Получателя на право получения оборудования.
- ДОСТАВКА АВТОТРАНСПОРТОМ МЕРАТЕСТ по Москве и Московской области осуществляется бесплатно если сумма оплаченного Вами счета превышает 300 (триста тысяч) рублей. Стоимость остального вида доставки груза по Москве и Московской области составляет от 500 до 1500 рублей. Точную стоимость доставки просим уточнять у менеджеров Метрологического Центра МЕРАТЕСТ. ВНИМАНИЕ:ожидание водителя на месте разгрузки товара составляет не более 30 минут.Для получения продукции Вам необходима печать или доверенность.
- Доставка через транспортную компанию ДЕЛОВЫЕ ЛИНИИ Доставка Деловыми линиями является оптимальной с точки зрения соотношения скорости перевозки и цены. Доставка до склада транспортной компании по г. Москве осуществляется нашей компанией бесплатно.Сразу же после отправки груза к Вам на эллектронную почту придет уведомление об отправки груза, в виде отсканированной ТТН. По ее номеру на сайте ТК Деловые Линии Вы сможете отследить отправку и местонахождение Вашего груза.
Гарантия 12 месяцев, если иное не предусмотрено заводом производителем В течении 30 дней компании обязуется заменить прибор или произвести гарантийный ремонт.
Описание устройства для центровки валов в агрегатах DS-2:
Центровщик марки DS-2 (универсальное приспособление для центровки валов в агрегатах) предназначен для центровки валов механизмов в агрегатах малой и средней мощности. В отличие от большинства лазерных устройств, представленных на рынке, центровщик DS-2 более компактен, проще в работе, имеет меньшую стоимость.
Читайте также: Муфта карданного вала bmw e34
Принцип действия DS-2 основан на использовании двух бесконтактных датчиков перемещения большой точности, измеряющих взаимное угловое и параллельное смещение валов механизмов при повороте вала агрегата на 90, 180 и 270 градусов.
На одном валу агрегата устанавливается прибор с бесконтактными датчиками перемещения, а на другом металлическая пластина, относительно которой определяется расстояние до датчиков в разных угловых положениях вала.
Стандартным является измерения при положении датчиков на 9-12-3-6 часов условного циферблата часов. Эти положения автоматически контролируются и фиксируются прибором.
Значения относительных положений валов в агрегате передаются по беспроводному интерфейсу в смартфон (в поставку не входит) с ОС Android, в котором производятся все измерения и расчеты.
На рисунке показаны две копии экрана смартфона, на одном из которых показано задание начальных условий для центровки, а на другом приведены результаты измерения показаний датчиков и расчета взаимного положения валов.
В измерительный прибор встроен датчик углового положения корпуса прибора, использование которого позволяет упростить процесс центровки и помогает избежать ошибок.
Достоинства устройства для центровки валов в агрегатах DS-2:
- Прибор DS-2 является современным решением для проверки соосности валов и упрощения процесса центровки. Для этого в DS-2 использованы современные средства измерения, обработки и передачи информации;
- Использование в приборе вихретоковых датчиков высокой точности, на которые не оказывает влияния внешняя засветка. Автоматическое проведение измерений взаимного положения роторов с высокой точностью;
- Бесконтактная передача информации о взаимном положении роторов в смартфон;
- Отображение положения прибора и роторов на экране смартфона в режиме реального времени;
- Автоматические расчеты и формирование отчетов по результатам расчетов, которые передаются в компьютер по любому стандартному интерфейсу;
- Пользователь самостоятельно выбирает смартфон (планшет), максимально отвечающий его требованиям.
Технические характеристики устройства для центровки валов в агрегатах DS-2:
| Параметр | Значение |
| Расстояние между кронштейнами, мм | 0 ÷ 180 |
| Диаметры мест для кронштейнов, мм | 20 ÷ 160 |
| Погрешность измерения смещений, мкм | 5 |
| Диапазон рабочих температур DS-2, град | 0 ÷ +50 |
| Время непрерывной работы прибора, час | 8 |
| Размеры измерительного прибора, мм | 50*70*115 |
| Размеры упаковочного кейса для DS-2, мм | 120*290*380 |
| Вес упаковочного кейса с DS-2, кг | 3 |
Комплект поставки DS-2
При проведении измерений любая неточность может стать фатальной и исказить конечные расчеты. Поэтому к точности и надежности инструментов предъявляют самые строгие требования. DS-2 — устройство для центровки валов в агрегатах в своей категории можно считать эталоном. Качественное техническое оснащение гарантирует минимально возможную погрешность независимо от сложности операции. С измерителями и комплектующими из нашего каталога можно работать как в лабораторных, так и в полевых условиях. У них большой ресурс благодаря продуманной конструкции и впечатляющей стойкости к негативным внешним воздействиям.
- Безналичный расчет (для юридических лиц). Вместе с заказом вышлите нам реквизиты Вашей компании. Отдел продаж выставит Вам счёт и вышлет его по электронной почте и факсу.
- Банковский перевод (для физических лиц). Наши менеджеры вышлют Вам по электронной почте счет на оплату, который Вы можете оплатить через любой банк действующий на территории РФ (комиссия банка может составлять 2-5% от суммы стоимости заказа).
- Самовывоз При получении груза с нашего склада необходимо иметь при себе: Доверенность (форма № М-2, утверждённая постановлением Госкомстата России от 30.10.97 №71а) или печать от организации Получателя на право получения оборудования.
- ДОСТАВКА АВТОТРАНСПОРТОМ МЕРАТЕСТ по Москве и Московской области осуществляется бесплатно если сумма оплаченного Вами счета превышает 300 (триста тысяч) рублей. Стоимость остального вида доставки груза по Москве и Московской области составляет от 500 до 1500 рублей. Точную стоимость доставки просим уточнять у менеджеров Метрологического Центра МЕРАТЕСТ. ВНИМАНИЕ:ожидание водителя на месте разгрузки товара составляет не более 30 минут.Для получения продукции Вам необходима печать или доверенность.
- Доставка через транспортную компанию ДЕЛОВЫЕ ЛИНИИ Доставка Деловыми линиями является оптимальной с точки зрения соотношения скорости перевозки и цены. Доставка до склада транспортной компании по г. Москве осуществляется нашей компанией бесплатно.Сразу же после отправки груза к Вам на эллектронную почту придет уведомление об отправки груза, в виде отсканированной ТТН. По ее номеру на сайте ТК Деловые Линии Вы сможете отследить отправку и местонахождение Вашего груза.
Гарантия 12 месяцев, если иное не предусмотрено заводом производителем В течении 30 дней компании обязуется заменить прибор или произвести гарантийный ремонт.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала