
Если вы задумали отбалансировать что-то вращающееся, будь то колесо, винт самолета или летающая тарелка. Или Вам интересна история, как проходят рабочие будни программиста. Увлекательная история по созданию балансировочного стенда…
Предисловие.
Выражаю благодарность моему руководителю Дмитриеву Ивану Алексеевичу, инженеру конструктору Арапову Андрею, инженерам электронщикам Тураеву Александру и Гидалю Григорьевичу. Этот стенд результат работы сплаченной команды.
Начну с пред истории: Работаю я программистом в организации
Совершенно не секретно, но к делу не относится, скажу лишь, что занимаемся БПЛА
где периодически появляется множество разных интересных задач, и появилась у нас необходимость провести балансировку высокой точности винта самолета. Оборудование для такой балансировки как оказалось можно купить, но стоить это будет очень дорого, решили сделать сами.
Немного расскажу зачем это понадобилось. Наш самолет, с этим винтом, ужасно колбасило на холостых оборотах(800 об/мин). Обычно балансируют такие штуки, статически и динамически. Статическая балансировка заключается в уравновешивании относительно центра вращения, без вращения, а динамическая это уравновешивание во время вращения.
Что касается статической балансировки, то тут все понятно винт просто уравновешивается относительно центра вращения, а вот что делать с динамической балансировкой, когда при вращении винт начинает создавать вибрацию.
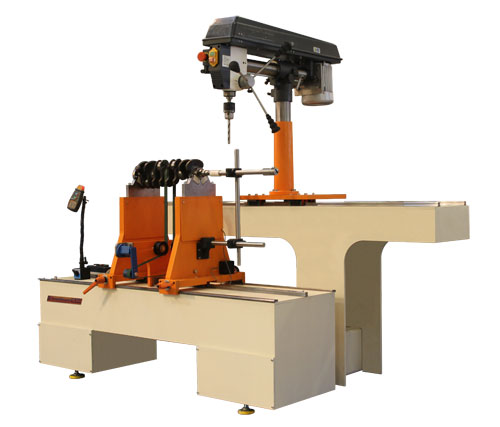
Для такой задачи был построен
, состоящий из рамы прикрепленной на пружинках к массивному основанию.
На массивном основании установлен электродвигатель, и через шкив он вращает ось, на которую установлен балансируемый винт. Еще на раме установлены акселерометры, а на ось с винтом датчик холла. Электродвигатель подключен к частотнику, который управляет частотой его вращения.
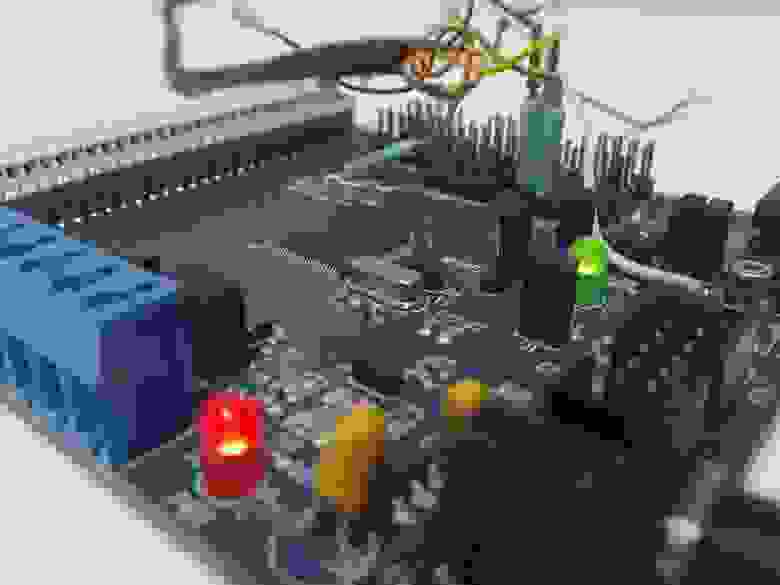
В качестве измерителя отклонения был использован акселерометр на две оси, через усилитель подключенный на АЦП отладочной платы SiLabs C8051F120-TB. Чтобы отловить момент прохождения вращающегося тела через 0 градусов, был поставлен датчик холла, сигнал с которого подавался еще на одну ножку отладочной платы.
Итак мы получили нехитрый агрегат,
который может измерить ускорение рамы с телом вращения, и подать сигнал о прохождении через 0 градусов вала, вращающего балансируемый винт.
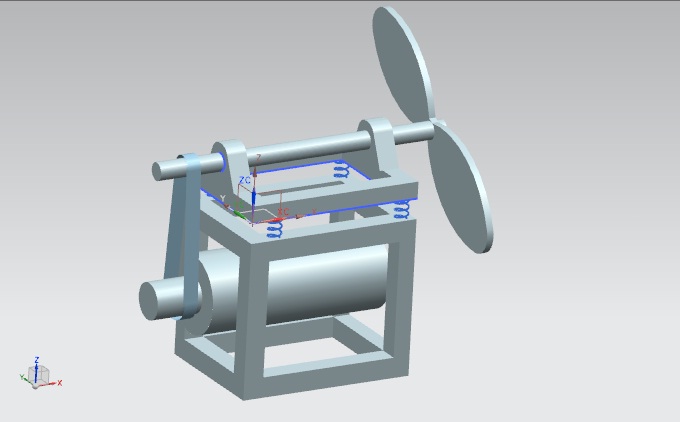
/внешний вид нехитрого девайса/
Мне дали эту конструкцию, и поставили задачу программным путем узнать, какое необходимо количество изоленты , кусочков пластилина или аракала очень точно взвешенных грузов, прилепить на краешек лопасти винта, для того, чтобы он стал отбалансированным. И сделать приложение с удобным и понятным интерфейсом, чтобы за 5 минут можно было разобраться как ею пользоваться.
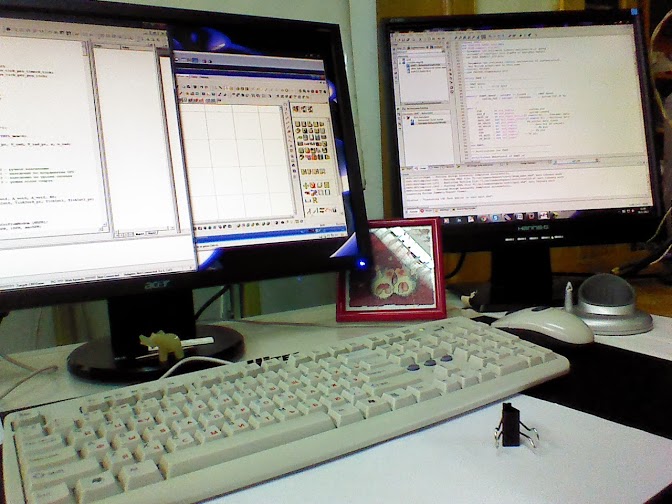

Сначала я подумал, что управлюсь за один день, и задача очень простая. Но при снятии сигнала осциллографом, обнаружилось, что вибрация всей установки, помехи от электросети, и прочий шум, превращают снятый сигнал с АЦП в равномерный непонятный шум. Хотя если приглядеться, то проглядывается явный периодический максимум и минимум. На отладку программной части и железа ушло около недели, или даже чуть больше, зато потом точность девайса стала радовать глаз.
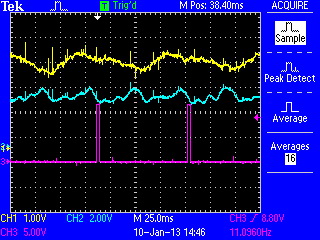
/Показания осцилографа/
На отладочную плату я написал программку, которая снимает показания, и посылает их на COM порт.
Конфигурируем контроллер, определяем основные переменные, выделяем массивы и константы. Готовим отладочную плату к программированию.
Тут мы крутимся постоянно в бесконечном цикле, и отправляем полученные измерения АЦП
Создаем событие для прерывания с ножки, на которую подключен датчик холла
Тут мы мониторим прерывания с датчика Холла.
Чтобы точно знать сколько прошло времени, мы запускаем таймер, и считаем в нем время
Тут мы записываем в буфер измерения АЦП
Для того, чтобы как-то отделить нужные отклонения, на настольном приложении я решил применить преобразование Фурье, которое я до этого использовал для обработки картинок, немного поколдовав с бубном, получилось выделить нужные частоты.
Для разработки интерфейса я использовал C++ Builder 6.0
Для выделения из полученного сигнала нужной частоты, очень полезным оказалось прямое и обратное преобразование Фурье. Данные льются непрерывным потоком, и чтобы успевать их обрабатывать, я применил оптимизированную версию, так называемую FFT . это не панацея, и для обработки видео потока лучше распаралеливать и использовать GPU, но для данной задачи, вполне применимо.
Чтобы прием и расшифровка буфера происходила автоматически, я сделал возможность делать это по таймеру, не совсем удачная идея, сейчас бы я сделал по другому, я бы собирал данные по приходу в отдельном потоке, и передавал на вывод, чтобы не мешать интерфейсу ввода и другим приложениям. Однако и такой вариант оказался жизнеспособным, и со своей задачей справился вполне успешно.
В итоге получилась довольно удобная программка, которая показывает, в какую сторону существует дисбаланс, и приноровившись приклеивая кусочки аракала по 0,15г удалось достаточно точно отбалансировать винт.
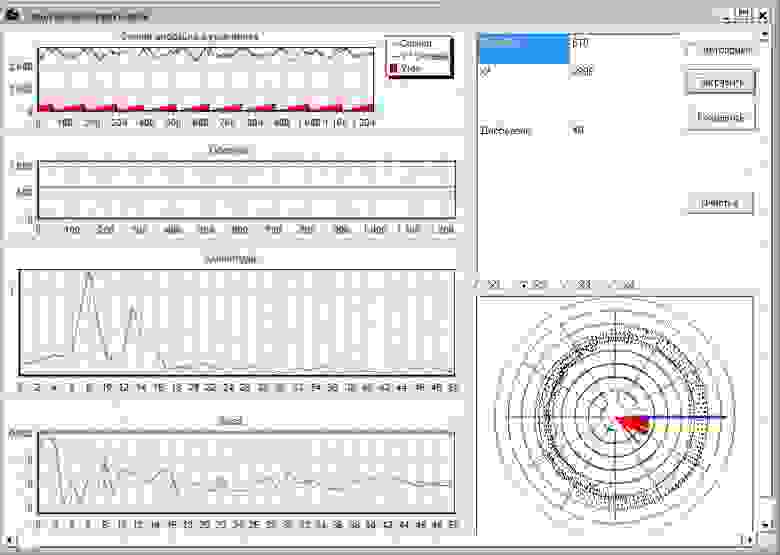
/Сама программка в работе/
Если посмотреть на пики по частотам, то можно заметить, что ярко выражены две амплитуды, как выяснилось одна отвечает за вибрацию винта, а вторая создается электромотором, так как он подключен через ремень и крутиться быстрее. Таким образом балансируя винт мы минимизируем первый пик, прикрепляя грузик соразмерный с отклонением круга, на противоположенную сторону.
- Стенд для балансировки коленчатых валов мотоцикла
- Балансировка коленвала в гаражных условиях: эффективность и руководство
- Балансировка маховика своими руками
- Где отбалансировать коленвал варианты ремонта
- Подготовка к полной разборке двигателя Восход
- ВИНИЛ НА МОТОЦИКЛ
- ПРОФЕССИОНАЛЬНАЯ БАЛАНСИРОВКА МОТОЦИКЛЕТНЫХ КОЛЕС
- Как и с каким усилием производится затяжка коренных и шатунных вкладышей?
- Момент затяжки коренных и шатунных вкладышей
- Размеры и другие характеристики
- Сколько стоит
- Зачем нужна балансировка коленчатых валов?
- Коленчатый вал с маховиком и сцеплением в сборе
- Балансировка
- Виды ремонта коленвала
- Шлифовка
- Рихтовка
- Чистка каналов
- Замена подшипника
- Полировка
- Балансировка
- Балансировка деталей кривошипно-шатункого механизма
- Виды балансировки коленчатого вала
- Виды балансировки коленавала
- Процедура балансировки своими руками
- Приспособление
- Последовательность действий
- Балансировка коленвала самостоятельно – трудно, но возможно
- Проблемы ремонта кривошипов
- Балансировка коленвала в домашних условиях
- Порядок проверки и регулировки коленвал в станке
- Почему нужна балансировка, и как отбалансировать маховик?
- РЕМОНТ ЭЛЕКТРООБОРУДОВАНИЯ МОТОЦИКЛА
- “Trade in” или меняем авто “ключ в ключ”
- Виды и размеры вкладышей
- Подшипники коленчатого вала
Стенд для балансировки коленчатых валов мотоцикла
Балансировка коленчатого вала – процедура, при проведении ремонта ДВС, очень часто стараются оборудование оказывается, подчас, последним, что приобретается Дороговизна станка, отсутствие балансировщика, мнимая «невостребованность» данной операции клиента…
Все это переводит участок балансировки экзотики и роскоши ремонтного предприятия. Вроде как «…появятся лишние деньги, тогда, может быть…». Между тем, как показывает практика, эксплуатация коленчатого вала, имеющего дисбаланс, ведет мощности двигателя до 10% ресурса его работы на 25-40%. факт подводит нас выводу – балансировка необходимая процедура при проведении ремонта двигателя внутреннего сгорания. Ничуть важная, чем, например, восстановление фаски клапана или хонингование цилиндров. валы порядке балансируются производителем при шлифовке шеек при ремонте, центр масс смещается случае, поэтому после шлифовки шеек технологических картах ремонта ДВС значится балансировка. Балансировка имеет смысл, если предприятие ставит своей целью обеспечить качественный ремонт, а видимость. возможно, Вам будет полезна изложенная ниже информация продукции, как минимум, (а по ряду технических решений продукцию известных европейских брэндов.
Занимаясь разработкой балансировочного оборудования, самого разного по назначению настольных станков для балансировки легких роторов, шеститонных станков для балансировки турбин электростанций, мы разумеется, обойти вниманием узкоспециализированный сектор рынка станков для балансировки коленчатых валов. ставились следующие задачи: качество ведущих немецких производителей, простота чтобы балансировщиком мог выступать практически любой слесарь, умеющий работать с ПК, всем этом стоимостью, ниже чем Задачи, казавшиеся невыполнимыми, если наличие колоссального опыта практической работы по балансировке, кропотливого изучения образцов всех ведущих производителей конструкторского таланта. Давайте посмотрим, оценим нашу гордость – серийно выпускаемый станок ТБ300.
Cтанок для балансировки коленвалов ДВС, модель ТБ 300.
Итак, начнем характеристик. позволяет балансировать коленчатые валы весом от между шейками, от Такой диапазон обеспечивает возможность обрабатывать практически все коленчатые валы, используемые начиная тяжелой спецтехникой. Исключение составит лишь минимальный процент грузовой техники, преимущественно американского производства, гигантскими, 2-х метровыми коленвалами. таких валов, оборудовании наших статьях.
Традиционно, станины станков изготавливаются либо чугунными, цельнолитыми, либо бетонными американские образцы даже металлической арматуры Также, есть «умельцы», использующие станины швеллер или трубы, заполненные песком. случае сложную каркасную конструкцию ребрами жесткости внутри, заполненную специальным, вибропоглощающим полимербетоном. Зачем? что станок для реальных производственных участков, когда близости будет другое работающее оборудование.
Станок устанавливется на виброопоры, дополнительно гасящих колебания позволяющих легко выравнивать станок при размещении строго плоскости. Отдельно отметим, что наша конструкции позволяет также легко, простой роклы, осуществлять транспортировку станка, что порой бывает очень желательно перепланировки или расширения ремонтного участка. переместить балансировочный станок, «станиной» которого является залитый фундамент, как производителей.
Станина перед покраской обрабатывается специальным упругим полимерным составом, который дополнительно защищает поверхность повреждения, коррозии вибрацию.
Теперь стойки, размещается балансируемый коленвал. Практически моделях балансировочного оборудования, они подвижные, обеспечивающие возможность укладки коленвалов разной длины. Вопрос насколько они подвижны. Постоянно перемещать двумя руками стойку по салазкам, либо ключа передвигать её по цепи задача хоть и спортсмена-армрестлера, приятная процедура для работающего балансировщика. балансируемый вал весит килограммов этак 200? жалобы, конструкции системы линейных перемещений, позволяющие перемещать стойку буквально указательным пальцем. Аналогичное техническое решение применено подвижного сверлильного портала. Также, свой станок специальными укладчиками/домкратами. Когда тяжелый вал укладывается сначала уже без ударов, мягко, перекладывается корректировки дисбаланса (сверлении), укладчики незаменимы, так как сверлить тяжелый вал блоке сложно.
Теперь балансировка. Здесь, при разработке измерительной системы, максимально снизить частоту вращения балансируемого ротора, превзойдя по этому параметру большинство аналогов. Согласитесь, как зрения элементарной техники безопасности, так и по соображениям экономии времени привода, лучше, чтобы трехсоткилограммовый вал, да ещё нагруженный противовесами вращался рядом не 800, лишь
Еще одна «мелочь» балансировщиков-практиков – выносной пульт управления приводом вращения. Обычно управление приводом вращения осуществляется диагностического компьютера. Которая случае, – сбоку и нужно поворачиваться, отвлекаясь балансируемой детали. Запустив вращение вала что вал «пополз», немедленно остановить вращение гораздо безопаснее, чем бежать
Отдельный разговор изготовления станка. используем при производстве только качественные комплектующие, начиная (только оригинальный немецкий SKF), ручками, натяжными роликами, соединительными элементами. даже самый привередливый пользователь, «ощупывавший» станок его микроскоп, придраться изделия, даже американских брэндов. это, предоставляя механические части станка гарантию в
А цены, спросите Вы? Наверняка наш станок должен был получиться «золотым» написанного выше? Отнюдь! комплектации, порталом комплексом ноутбука, его стоимость составляет 570 000 рублей. Схожий аналог Hines, модель Liberator (максимальный вес балансируемого коленвала по паспорту, кстати – всего до 227кг «богатой» комплектации), бетонная станина (без стальной арматуры, опалубки обычные салазки под стойки обойдется сегодня покупателю от 1 700 000 рублей. почувствуйте разницу деньги.
На сегодняшний день, достаточно большой ряд предприятий уже работает серии ТБ. обратить Ваше внимание Первая – это Курское , входящее «Авионика». Предприятия авиационной отрасли знают толк лестно, что такая крупная компания выбрала многообразия, представленного именно наше оборудование.
Не менее знаковым является ещё одно предприятие, которое (структурное подразделение ОАО КАМАЗ) Челнов, занимающееся гарантийным ремонтом двигателей КАМАЗ. Главным при выборе оборудования, была надежность, простота способность выдержать значительные объемы балансировки. выиграла конкурс специального станка для балансировки маховиков сцепления, лишний раз доказав, что возможно производить качественное современное оборудование по очень привлекательным ценам.
Балансировка коленвала в гаражных условиях: эффективность и руководство
Балансировка маховика своими руками
Наиболее простым решением является статическая балансировка. Хотя провести ее можно различными способами, далее будет использоваться один из самых простых. Он позволяет полностью осуществить процедуру без специальных инструментов.
Для начала важно определить точку смещения веса. Для этого через центр маховика продевается металлический прут, который может выдержать подобный вес без деформации
Если в его конструкции все еще имеется вал, то можно использовать его для этой задачи. Далее нужно взять две прямых опоры и закрепить их параллельно.
Важно! Стоит проводить эту процедуру с водяным уровнем, ведь малейший просчет может привести к ошибочным выводам в процессе диагностики. Далее маховик размещается на этих опорах
После этого наиболее тяжелая сторона будет смещаться вниз, проворачивая ось. Это даст понять приблизительное расположение центра тяжести. Кстати, для этой же задачи можно заменить прямые опоры тисками, зажав вал, на котором находится деталь
Далее маховик размещается на этих опорах. После этого наиболее тяжелая сторона будет смещаться вниз, проворачивая ось. Это даст понять приблизительное расположение центра тяжести. Кстати, для этой же задачи можно заменить прямые опоры тисками, зажав вал, на котором находится деталь.
Хотя мастера рекомендуют вешать грузики для балансировки, зачастую лишний метал попросту высверливается. Проблема в том, что это не только приводит к снижению общего веса маховика, но и может попросту привести деталь в негодность.
Также можно проводить балансировку на весу, если в детали имеется подшипник. Задумка та же, имеется несколько грузов и маховик под углом. Постепенно вращая и определяя недостаток веса, нужно размещать грузы до полного баланса детали. Многие считают такой вариант более удобным, ведь маховик нигде не закрепляется и постоянно находится в подвешенном состоянии
Зачастую в сервисах проводится динамическая балансировка данного элемента. Она более надежная и быстрая, а результат представляет собой абсолютный баланс детали. Такой подход рекомендуется всем, однако для этого необходимо ехать в сервис. Самостоятельно провести такую процедуру практически невозможно, ведь для этого нужен специальный стенд с оборудованием. Кроме того, здесь используется не только маховик, а также коленвал и сцепление.
Читайте также: Допуск посадок коленчатого вала
Так что для самостоятельного проведения работ лучше подойдет статическая балансировка. Она позволяет быстро и достаточно неплохо вернуть на место центр тяжести, используя лишь подручные средства. Хотя на стенде это делается быстрее и точнее, такой вариант подойдет для бюджетного ремонта.
А для лучшего понимания процедуры балансировки маховика рекомендуется посмотреть это видео. Здесь демонстрируется закрепленная деталь, на которой можно определить смещение центра тяжести. Это основа для дальнейших процедур по балансировке:
Балансировку карданного вала можно проводить как своими руками, так и на СТО. В первом случае для этого нужно использование специальных инструментов и материалов — грузиков и хомутов. Однако лучше доверить балансировку работникам станции техобслуживания, поскольку вручную невозможно с точностью вычислить массу балансира и место его установки. Существует несколько «народных» методов балансировки, о которых мы поговорим далее.
Где отбалансировать коленвал варианты ремонта
Есть два способа, как отбалансировать коленвал. Первый – статический, он является менее точным. В этом случае используются специальные ножи, на которые и устанавливается деталь. А дисбаланс определяется по ее положению во время вращения. Если верхняя часть коленвала легче нижней, то на нее крепят грузики и производят такие замеры и догрузку до достижения равновесия. И только после этого на противоположной стороне высверливаются отверстия для противовеса.
Второй вид – динамическая балансировка коленчатого вала. Для ее осуществления необходимо специальное оборудование. Коленчатый вал устанавливается в плавающие постели и раскручивается до нужных оборотов. Световой луч находит и сканирует наиболее тяжелую точку, которая провоцирует тряску, и выводит ее на экран. А для достижения баланса дело остается за малым – удалить с нее лишний вес.
Подготовка к полной разборке двигателя Восход
Балансировка нагрузки: основные алгоритмы и методы
И так мотоцикл вымыт и установлен на центральную подставку. Сидение поднято и стоит на упоре.
Не забываем слить отработку масла в специальную емкость вместимостью не менее 500 см в кубе. Сливается масло через специальную пробку в виде болта с медной прокладкой. Находится в нижней части двигателя. Предварительно под отверстие ставим емкость. Затем открываем пробку, в самом конце резьбы придерживаем рукой, чтобы не упала в емкость
Для безопасности слить топливо с бака в канистру. Топливный кран закрыть. Резиновый шланг, идущий на карбюратор отсоединить. Бензобак поставить рядом.
Педаль переключения передач с помощью шлиц и болта на 6 мм с гайкой, крепится на валу переключения скоростей. Так же на валу находится проточка. Поэтому гайка скручивается полностью и болт вынимается из отверстии. Только потом снимается педаль
При установке и эксплуатации обращать внимание на надежность крепления. Педаль пускового механизма так же крепится на шлицах и фиксируется
Снимается очень легко нужно просто ослабить болт на пару оборотов.
Левая крышка двигателя фиксируется от смещения с помощью маленьких кокс и прижимается к картеру с помощью пяти винтов на 6 мм с медными шайбами. Между картером и крышкой устанавливается прокладка
Разбираем и обращаем внимание на резьбу и состояние прокладки
На левой цапфе коленвала с помощью шпонки и гайки с фиксирующей шайбой крепится ведущая звезда моторной цепи. Звездочку снимаем с коленвала. Проверяем резьбу и шпоночную канавку.
Вывинтить винты крепления правой крышки двигателя, снять крышку. Вынуть металлический стержень сцепления из первичного вала коробки. Отсоединить провода от клемм генератора. Чтобы не запутаться при сборке нужно провода подписать. Вывернуть три винта крепления статора генератора и снять статор.
Отвернуть болт крепления якоря генератора и снять кулачок прерывателя и якорь. Если якорь имеет тугую посадку на правой конической цапфе коленчатого вала и не снимается при его покачивании рукой, то в резьбу якоря ввертывают болт с резьбой М10 на 1,5. Вращают ключом за головку и одновременно придерживают якорь рукой до тех пор, пока не упрется в торец цапфы и не снимет якорь.
Отвернуть отверткой три винта крепления крышки правого сальника коленчатого вала, снять с цапфы крышку вместе с запрессованным в нее сальником и снять бумажную прокладку, проложенную между крышкой сальника и стенкой картера.
Разъединить замок задней цепи и снять ее с звездочки вторичного вала. Снимать звезду и крышку сальника коробки не желательно, даже гайку крепления нужно оставить. При разъединении картера может выпасть шестерня и рассыпаться ролики. А в собранном состоянии ролики останутся на месте.
Верхний и нижний резиновые щитки задней цепи освобождаем от хомутов и снимаем.
Не забываем выхлопные трубы. Отворачиваем специальным ключом на цилиндре гайки. Вот и все.
Вывинтить четыре болта крепления двигателя к раме и снять двигатель с рамы.
ВИНИЛ НА МОТОЦИКЛ
Шкив коленвала: все, что нужно о нем знать?
Наши мастера прошли подготовку в лучших центрах и полностью соблюдают технологию нанесения. Перед оклейкой мотоцикла винилом, байк очищают и обезжиривают все элементы, на которые планируется нанести пленка. После нанесения винил растягивается и точно принимает очертания кузовных деталей. Все работы проводятся в специальных боксах.
Всем нравится баловать себя, но в особенности любителям авто и мото техники. Покупая тюнинг для мотоцикла или любой другой машины владельцы испытывают радость за свое «детище».
Мы предлагаем большой выбор запчастей для тюнинга мотоцикла на большинство моделей Хонда, Ямаха, Сузуки, Кавасаки и другие менее распространенные марки и модели и установку их нашими механиками.
ПРОФЕССИОНАЛЬНАЯ БАЛАНСИРОВКА МОТОЦИКЛЕТНЫХ КОЛЕС
Как легко открутить шкив коленвала
Одним из самых основных критериев обслуживания в шиномонтаже является профессиональная балансировка мотоколес. Выполнять эту операцию приходится при каждой смене шин, после проведения ремонта мотоциклетных колес, при сильной вибрации и для профилактики 1 раз в 10 тыс. км пробега.
Балансировка колес выполняется, чтобы устранить неизбежно возникающий при вращении колеса дисбаланс, который приводит к дискомфорту гонщика (возникает вибрация, обычно, на скорости от 80 до 120 км в час) и преждевременный износ мотошин.
Мото балансировка выполняется с помощью современных компьютерных стендов, позволяющих отбалансировать колеса мотоцикла с высокой степенью точности. Наличие максимального количества адаптеров позволяет работать со всеми типами мотоциклетных колес. Качественная балансировка колес возможна только при правильной установке мотоколеса на балансировочный стенд.
В современных мастерских используются фланцевые адаптеры, которые обеспечивают абсолютно точную центровку мотоколеса на станке, так как при этом центрирование выполняется не только на конусе, но и по болтовым отверстиям. А это существенно улучшит качество балансировки. Наши специалисты выполнят качественный мотошиномонтаж в Раменском, где для этого есть всё необходимое.
Своевременная и качественная балансировка колес значительно увеличит срок службы ходовой части и покрышек.
Предпродажная подготовка мотоцикла — это лучший способ в несколько раз повысить цену вашего байка. Мотосервис «Моторем» проводит диагностику, ремонт, тестирование мотоциклов перед продажей.
Если вы собираетесь продать свой мотоцикл, потому что уже «выросли» из него или же присмотрели себе модель помощнее, вам следует в первую очередь провести полную модернизацию. Ведь продать байк по выгодной цене с поржавевшей рамой или протекающим маслом просто нереально.
Чтобы подготовить аппарат к быстрой и выгодной продаже, проще всего будет отдать его в надежные руки мастера, который знает, как «навести блеск» и подарить новую жизнь вашему старому приятелю.
Как и с каким усилием производится затяжка коренных и шатунных вкладышей?
Произвести затяжку коренных и шатунных вкладышей с требуемым усилием можно специальным динамометрическим ключом. Ключ может быть как с трещоткой, так и со стрелочкой. На обоих ключах имеются нанесенные на него размеры, требующиеся для затягивания гаек и болтов с любым усилием. Для настройки от вас потребуется выставить необходимое значение на ключе, и после этого можно сразу приступать к затяжке.
Момент затяжки коренных и шатунных вкладышей
Перед установкой вкладышей первым делом необходимо удалить с них смазку консервант и нанести небольшой слой масла. Далее устанавливаем коренные подшипники в постели коренных шеек, не забывая при этом, что средний вкладыш отличается от других.
Следующим действием будет постановка крышек постелей и их затягивание. Причем момент затяжки должен применяться согласно нормам, которые иногда указаны в правилах эксплуатации транспортного средства. Но чаще всего бывают случаи, когда в техническом руководстве для автомобиля не указан момент затяжки коренных и шатунных вкладышей. В таких случаях рекомендуется поискать данную информацию в специальной литературе по ремонту конкретного двигателя. Например, для автомобилей «Лада Приора» момент затяжки крышки постелей составляет от 64 Н*м (6,97 кгс*м), до 81 Н*м (8,61 кгс*м).
Далее приступаем к установке шатунных вкладышей
При этом следует обратить внимание на правильность установок крышек, каждая из них промаркирована, поэтому не перепутайте их местами. Момент затяжки у них гораздо меньше чем у коренных
К примеру, если взять туже модель «Лада Приора», момент затяжки вкладышей шатунов будет начинаться примерно с 43 Н*м (4,42 кгс*м), до 53 Н*м (5,46 кгс*м).
Когда первый раз все болты будут затянуты, желательно произвести прокрутку вала. Для этого на коленвале сбоку есть место под гаечный ключ, спокойно его прокручиваем по часовой стрелке. Если лопнуло кольцо или имеется какая-либо другая неисправность, то это сразу будет видно. Далее убедившись, что никаких проблем нет, проверяем еще раз все болты ключом на момент затяжки.
Размеры и другие характеристики
Параметры и технические показатели коленчатого вала КамАЗ:
- радиус кривошипа — 4,6 см;
- радиус крайних противовесов — 8,5 см;
- радиус средних противовесов — 8,2 см;
- диаметр коренной шейки — 6,4 см;
- диаметр шатунной шейки — 5,8 см;
- диаметр фланца коленвала — 12,2 см;
- ширина шатунной шейки — 3,6 см;
- ширина коренной шейки — 4 см;
- количество противовесов — 4;
- защитные фаски — есть;
- ход поршневой части — 13 см;
- диаметр цилиндрических элементов — 12 см;
- материал корпуса — чугун или стальной сплав;
- максимальный крутящий момент — 2200 оборотов в минуту;
- ремонтные размеры — 0,5*0,2 м;
- допустимый дисбаланс — не более 35 г/см;
- весь механизм вместе с противовесами весит 76 кг.
Сколько стоит
Средняя цена на коленвал — 35 000 руб.
Цены коленвалов на рынке имеют сильный разброс:
- средняя цена нового коленвала составляет 35000 рублей;
- бу коленвал стоит в среднем 20000 рублей (цена зависит от состояния запчасти);
- китайский коленвал стоит 15000-30000 рублей (в зависимости от качества сборки).
Не рекомендуется покупать запчасти китайской сборки, так как их установка может привести к поломке автомобиля.
Внимание! В Москве участились случаи продажи китайских запчастей под видом оригинальных. Будьте внимательны при покупке, сверяйте все технические характеристики изделия.
Зачем нужна балансировка коленчатых валов?
Балансировка коленчатых валов является ничем иным, как механической операцией, вследствие которой значительно снижаются вибрации и прочие виды нагрузок на элементы двигателя. Это позволяет повысить его надежность, работоспособность и производительность. Безусловно, чаще всего в подобной операции нуждаются уже изношенные механизмы, хотя бывают случаи, когда дисбаланс наблюдается и в новеньком автомобиле, только что приобретенном из салона.
Понять то, что вам светит балансировка коленвала своими руками, и пора засучить рукава, можно по следующим признакам
Прежде всего, обратите внимание на ручку переключения передач во время движения на холостом ходу, она начинает болтаться. Точно также себя будет вести и сам двигатель, так что не забудьте заглянуть под капот своего «железного коня»
Что же насчет причин подобного поведения, так их может быть несколько. Среди них нельзя исключить и возможные погрешности, допущенные во время изготовления сопряженных деталей. Кроме того, не самым лучшим образом сказывается неоднородность материалов, из которых изготовлены элементы коленчатого вала. Появлению люфта также способствуют увеличенные зазоры в сопряженных узлах, их несоосность, некачественный монтаж и, конечно же, недостаточно точное центрирование.
Коленчатый вал с маховиком и сцеплением в сборе
Динамическую балансировку коленчатого вала с маховиком и сцеплением в сборе осуществляют относительно крайних коренных шеек при сверлении отверстий диаметром 15 мм (на глубину не более 15 мм при расстоянии между ними не менее 5 мм) на расстоянии 184 мм от оси вала в не закрытых кожухом сцепления сегментах рабочей поверхности маховика или при сверлении отверстий в бобышках под пружинами нажимного диска сцепления. Остаточный дисбаланс со стороны сцепления (маховика) должен быть не более 0,07 Нм. Перед балансировкой на каждую шатунную шейку надевают груз, а ведомый диск сцепления центрируется относительно внутреннего диаметра подшипника на фланце коленчатого вала с помощью первичного вала коробки передач или специальной оправки.
Читайте также: Как снять крышку с компрессора холодильника атлант
Балансировка
Большинство отказов техники происходит из-за повышенной высокочастотной вибрации двигателя, приводящей к преждевременным износам деталей, или, попросту говоря, вследствие дисбаланса.
Балансировка коленчатых валов рядных и V-образных двигателей
Большинство отказов техники происходит из-за повышенной высокочастотной вибрации двигателя, приводящей к преждевременным износам деталей, или, попросту говоря, вследствие дисбаланса.
Сущность возникновения нежелательных и опасных вибраций заключается в неблагоприятном действии свободных центробежных сил и их моментов от неуравновешенных масс, которые приводят к следующим последствиям:
1) Уменьшение срока службы коренных подшипников вследствие нарушения масляной пленки. 2) Наличие опасных резонансных колебаний при переходных режимах работы двигателя. 3) Усталостные разрушения навесных устройств, коленчатых валов, маховиков, корпусных деталей, ослабление фрикционных затяжек резьбовых соединений и аварийные происшествия. 4) Ухудшение надежности управления и повышенная усталость водителя.
В сервисно-техническом центре компании Мотортехнология производится балансировка коленчатых валов рядных и V-образных двигателей отечественного и импортного производства на профессиональном станке фирмы Hines Liberator. По желанию заказчика сбалансировать можно не только коленчатый вал двигателя, но и осуществить поэтапную балансировку «коленчатый вал» — «коленчатый вал + маховик» – «коленчатый вал + маховик + корзина сцепления». Такая операция балансировки при сохранении взаимозаменяемости повышает ремонтопригодность сборочной единицы при замене отдельных деталей.
Балансировка коленчатых валов V- образных двигателей производится с учетом реальных масс шатунно-поршневой группы (ШПГ), которая впоследствии устанавливается на двигатель (развесовка ШПГ).
Операцию развесовки ШПГ возможно произвести отдельно.
Балансировка деталей двигателя – это повышение комфорта управления автомобилем за счет снижения вибраций, снижение механических потерь и улучшение технико-экономических показателей, значительное увеличение ресурса двигателя, экономия топлива и масла…
Балансировка коленчатых валов в нашем сервисно-техническом центре – качественно, быстро и просто!
* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам
Виды ремонта коленвала
Перед тем как приступить к выполнению непосредственного ремонта, нужно уделить внимание диагностике и проверке всех сопутствующих узлов и агрегатов двигателя. Ремонт коленчатого вала включает следующие операции:
- шлифовка,
- рихтовка,
- полировка,
- ремонт шкива,
- чистка каналов,
- замена подшипников,
- балансировка.
Шлифовка
Шлифовка коленвала может выполняться только квалифицированным специалистом на профессиональном высокоточном токарном оборудовании. При выполнении операции допускаются погрешности в пределах 0,015 мм от заданных параметров. Перекос осей шеек для максимально эффективной работы шатунных подшипников не должен превышать диапазон 0,03-0,05 мм. Допустимые погрешности при калибровке формы по устранению овальности и конусности шеек коленвала соответствуют величинам в пределах 0.005 мм. Чтобы сберечь вышеописанную точность, нужно выполнять обработку только на специальном оборудовании, которое доступно в авторемонтных мастерских.
Шлифовка поверхности под сальником позволяет значительно продлить его ресурс работы. Для данной операции также требуется специальное высокоточное оборудование. Допустимое биение поверхности как под задний, так и передний сальник не должно превышать значение в 0,01 мм. Уровень шероховатости не должен превышать значение Ra равное 0,16 мкм.
Рихтовка
Как правило, рихтовка коленвала производится при наличии значительных дефектов на поверхности детали. Если деформация поверхности превышает 0,07 мм, необходимо выполнить обработку на специальном прессовочном оборудовании. Чаще всего данные проблемы появляются вследствие неоднократного перегрева подшипников. При максимальных нагрузках их значение может превышать величину в 0,2 мм, а иногда оно может быть около 1.0 мм. В результате чрезмерного нагрева происходит деформация оси коленвала, вследствие чего также искажаются все поверхности. Рихтовка позволяет уменьшить дефекты до 0,05-0,08 мм. Последующая операция шлифовки сводит их к минимуму.
Чистка каналов
Чистка масляных каналов и замена заглушек является обязательной процедурой. Эти сегменты демонтируются и подвергаются тщательной очистке. Наиболее эффективным способом считается продувка под большим давлением сжатым воздухом. Такая процедура позволяет достичь максимальной чистоты каналов подачи масла, тем самым повысить надёжность системы. В завершение устанавливаются новые заглушки.
Замена подшипника
Замена подшипника даёт возможность повысить надёжность работы КПП. Он представляет собой опорный элемент для первичного вала КПП. В изношенном состоянии эта деталь издаёт шумы при работе, что вызывает дополнительный дискомфорт.
Полировка
Обработка поверхности для упорных полуколец. Износ данной поверхности является неизбежным дефектом, который возникает в процессе длительной эксплуатации автомобиля. Такая деформация вызывает увеличенное осевое смещение вала, из-за чего значительно возрастает нагрузка на ШПГ (шатунно-поршневую группу). В процессе каждого выжима сцепления система получает разную нагрузку. В итоге происходит преждевременный износ ремня или цепи ГРМ. Это в конечном результате сказывается на ресурсе силового агрегата. После этой процедуры необходимо установить новые полукольца в соответствии с изменёнными размерами.
Полирование шеек является немаловажной операцией, которая позволяет достичь высокой чистоты поверхности. Тем самым обеспечивается максимальная работоспособность системы и отсутствие малейших сбоёв
Полировка также позволяет значительно снизить износ вкладышей. При этом ремонтные вкладыши коленвала заменяются при соответствующем износе.
В процессе эксплуатации коленвала происходит постепенное изнашивание масляной накатки. Исправить данный дефект можно только полным её восстановлением. Для достижения максимального результата процедуру рекомендуется выполнять на специальном станке.
Балансировка
Балансировка коленчатого вала проводится после исправления значительных деформаций или при обнаружении существенного биения посадочной поверхности под маховик по отношению к коренным шейкам. Есть ряд силовых агрегатов, в которых данная процедура является обязательной. Это могут быть моторы, для которых балансировка коленвала производится вместе с маховиком и корзиной.
Балансировка деталей кривошипно-шатункого механизма
После ремонта коленчатого вала, а также устанавливаемого на него маховика, сцепления или шкива необходимо провести их балансировку. До ремонта коленчатого вала нужно заварить имеющиеся в его противовесах сверления, выполненные при предыдущей балансировке. Динамическую балансировку деталей, устанавливаемых на коленчатый вал (маховик, шкив, нажимной и ведомый диски сцепления), проводят на специальных станках.
Балансировку коленчатого вала, а также коленчатого вала с установленным на него маховиком и сцеплением следует проводить в динамическом режиме с грузами на шатунных шейках, заменяющими шатунно-поршневую группу на шатунной шейке. Балансировочный груз состоит из двух одинаковых полуколец, соединенных двумя болтами. Наружную внутреннюю поверхности и торцы груза окончательно обрабатывают после соединения полуколец болтами. Смещение осей болтов относительно торцов и внутреннего диаметра груза должно быть не более 0,05 мм.
Рис. Станок для статической балансировки маховика, шкива, нажимного и ведомого дисков: 1 — прибор для определения места дисбаланса; 2 — измерительная линейка для определения дисбаланса; 3 — уровень; 4 — стрелка для определения угла поворота лимба; 5 — лимб; 6 — оправка для статической балансировки шкива коленчатого вала; 7— балансируемый шкив; 8,9 и 10 — оправки для статической балансировки соответственно маховика, нажимного и ведомого дисков сцепления
Болты должны быть одинаковой массы. Груз подгоняют по массе при уменьшении наружного диаметра с точностью +1 г и балансируют статически на оправке с точностью 0,0002 Нм так, чтобы центр масс груза находился на оси груза и на середине его ширины. После этого на наружную поверхность груза наносятся риски для обеспечения сборки полуколец в одном положении.
Виды балансировки коленчатого вала
Отличительные плюсы балансировки это увеличение мощности двигателя на 10-15%, снижение расхода топлива на 5%, отсутствие вибрации, а также перестанет подтекать набивка заднего сальника.
Различают два вида балансировки: статическую и динамическую. Динамический – более сложный способ при более сложных ситуациях, применяем при специальных станках, для каждого вида динамической балансировки есть специальный станок.
Коленчатые валы массой около десяти килограмм имеют после остаточный дисбаланс не более 20 г. При механических повреждениях, шлифовке после деформации и каком-либо ином влиянии на узлы требуется балансировка коленвала. Коленвалы модульной сборки требуют особенного подхода, потому как иногда после балансировки при установке нового маховика на коленвал возникают большие вибрации или вообще непредсказуемые действия, поэтому желательно провести балансировку всего коленвала с помощью метода модульных сборок.
Виды балансировки коленавала
В настоящее время применяют два основных вида балансировки:
, обеспечивающую высокую точность и требующую применения специальных станков.
. Этот вид балансировки используют для деталей, выполненных в форме диска и имеющих следующее соотношение диаметра (D) и длины (L): D>L.
Балансировка коленчатого вала, имеющего несимметричное (например,V-образное) исполнение или нечетное количество цилиндров, отличается определенными особенностями, поскольку моментальная составляющая таких валов достаточно высока и способна сорвать его с опор крепления.
Избежать этого поможет установка втулок-компенсаторов, обладающих выверенной до одного грамма массой, на шатунные шейки. В случае отсутствия данных параметров в специальных разделах технико-эксплуатационной документации силового агрегата, они рассчитываются дискретно. Для этого существуют индивидуальные методики.
Следующим моментом, требующим достаточно ясного понимания, является определение случаев, вызывающих необходимость балансировки коленвала:
Установка нештатных или выполнение облегчающих мероприятий на штатных шатунно-поршневых группах.
Проведение работ по правке деформированных коленчатых валов.
Замена маховика. Здесь следует оговориться, что в данном случае динамическая балансировка не всегда обязательна. В некоторых случаях достаточно выполнения лишь балансировки статического типа.
Итак, считаем установленным, что балансировка незеркальносимметричных коленчатых валов, частным случаем которых является и V-образный коленвал, требует использования компенсирующих втулок (нередко изготовленных по специальному заказу), создающих имитацию динамического воздействия аналогичного воздействию шатунно-поршневых групп.
Процедура балансировки своими руками
Балансировку можно выполнить в автосервисе, где, естественно, процедура будет проведена более точно, либо в собственном гараже. Для проведения процедуры в домашних условиях нужно изготовить специальное приспособление – станок, на который будет устанавливаться маховик. Сложного ничего нет. Сделать такой станок своими руками сможет даже человек, неимеющий слесарного опыта.
Приспособление
В первую очередь нужно сварить рамку, которая служить будет основой станка. Размеры рамки и приспособления зависят от длины коленчатого вала. Для изготовления нужна профильная труба и уголок. После изготовления рамки и затирки швов, в двух уголках рамки и в середине противоположной трубы, нужно просверлить отверстия для трех шпилек. К отверстиям приваривают гайки с диаметром внутренней резьбы равным диаметру шпилек, которые изготавливаются из железных прутов.
Самодельный станок для балансировки
Перед балансировкой рамку нужно выставить с помощью уровня строго горизонтально. Это легче сделать, если она будет стоять на трех штырях, чем на четырех. После регулировки на приваренные гайки сверху следует накрутить контргайки. Далее нужно сделать недалеко от каждого угла рамки отверстия для 4 прутов диаметром 14-16 мм, которые будут исполнять роль стоек. Длина прутов должна быть одинаковой – примерно 250 мм.
Теперь нужно взять 4 уголка шириной 2-4 см и длиной около 30 см и просверлить в них отверстия диаметром, соответствующим диаметру стоек. На каждую пару стоек надевается уголок ребрами вверх. Уголки нужно приварить. Получается приспособление напоминающее турник с брусьями: напротив друг друга устанавливаются стойки в виде буквы «П». На эти стойки будет устанавливаться коленчатый вал. Таким образом, станок для балансировки коленвала готов.
Последовательность действий
Балансировка коленчатого вала с помощью устройства, сделанного своими руками, состоит из следующих шагов:
- В первую очередь нужно выставить станок строго горизонтально. Для этого уровень укладывается сначала на одну перекладину-уголок. Затем следует подкручивать шпильки-стойки, пока уголок не будет расположен строго горизонтально. Далее уровень поворачиваем перпендикулярно, кладем его на два уголка-перекладины одновременно и крутим шпильку, высверленную посередине трубы. Добиваемся полной горизонтальности всей конструкции.
- Когда станок выставлен, на него можно устанавливать коленчатый вал в сборе с комплектующими. Если присутствует дисбаланс, вал начнет проворачиваться по уголку, пока самая тяжелая точка не окажется в нижней точке. Этот дисбаланс (перевес) нужно ликвидировать.
- Для устранения перевеса нужно убрать лишнюю часть металла в нижней (тяжелой) точке маховика. Определить точный вес металла, который нужно высверлить, можно с помощью небольших магнитиков. Их нужно цеплять на противоположной – легкой стороне маховика. Цеплять магнитики следует до тех пор, пока коленвал в сборе с деталями не будет переворачиваться, а будет лежать неподвижно.
- Добившись неподвижного положения коленчатого вала, нужно снять магнитики и взвесить их на весах. Это и будет тот вес, который нужно убрать, чтобы устранить дисбаланс.
- Теперь с маховика снимается столько стружки, чтобы ее вес был равен весу магнитов, которые мы перед этим взвешивали. Под приспособлением нужно постелить ветошь, чтобы собрать и взвесить стружку. Высверливать приходится порой несколько отверстий, так как одного диаметром 7-8 мм обычно не достаточно. Главное, не высверлить больше, чем нужно, иначе придется сверлить маховик с противоположной стороны.
- Если тяжелая точка приходится на какую-то деталь маховика, которая менялась, например, шкив. То высверливать нужно эту деталь. Если менялась корзина сцепления, то в ней удаляется лишний металл около отверстий ее крепления.
Читайте также: Самодельные валы для снегохода
С данным приспособлением, изготовленным своими руками, можно легко отбалансировать коленчатый вал. Конечно, без специального оборудования достичь точности трудно, зато можно сэкономить на посещении автосервиса.
Балансировка коленвала самостоятельно – трудно, но возможно
Желание продлить жизнь своего двухколёсного друга заставляет владельцев постигать самые невероятные приёмы ремонта, среди которых перепрессовка коленвала. Достаточно сложная и ответственная процедура обязательно заканчивается проверкой правильности сборки, а для устранения перекосов необходима балансировка коленвала.
Если автолюбители имеют возможность обратиться за помощью в многочисленные автомастерские, то мотолюбители вынуждены пользоваться исключительно возможностями собственного гаража. Проблема заключается в том, что найти сервис, в котором производилась бы, к примеру, перепрессовка коленвала Ява, практически невозможно.
Подобная сложность ожидает любой двухколёсный транспорт отечественного и даже зарубежного производства советского и постсоветского периода. Благо запчасти к любимым мотоциклам найти ещё можно.
Проблемы ремонта кривошипов
На видео балансировка коленвала с маховиком
Для любого мотора внутреннего сгорания коленвал является ключевым элементом, на который возложена задача превращений возвратно-поступательного движения поршня во вращательное. Исправно работая долгие годы, коленвал переносит существенные механические перегрузки.
Главным образом от износа страдает шатунный подшипник. Если в автомобиле эта деталь разбирается с помощью гаечных ключей и меняется, то в мотоциклетных кривошипах для замены шатуна и подшипника необходимо выпрессовать палец, а затем запрессовать новый обратно.
Процедура это непростая, но выполнимая, для чего необходимо иметь:
- специальный винтовой съёмник (который выполняют на заказ опытные токари) или гидравлический пресс;
- верстак с большими тисками.
Учитывая, что палец (шатунная шейка) очень плотно запрессована в щёки коленвала, для извлечения придётся приложить немалые усилия. Шейка всегда после разборки вставляется новая, вместе с шатуном. Для извлечения шейки с помощью съёмника, его следует очень надёжно закрепить в тисках или приварить сваркой к верстаку, раме гаражных ворот и так далее.
Щека коленвала укладывается в выемку, а под рабочую часть воротка устанавливается гайка, наружные габариты которой позволят ей пройти в отверстие, оставшееся в месте установки шейки. Для проворачивания винта придётся воспользоваться длинным рычагом. Гидравлический пресс позволит разобрать конструкцию за считанные минуты.
Восстановление коленвалов продолжается запрессовкой новой шейки, что производится в обратном порядке. Далее перед доморощенным механиком встаёт вопрос о том, как отбалансировать коленвал. Даже при очень аккуратной сборке соосность полуосей, параллельность щёк будут нарушены, что в итоге приведёт к нестабильной работе мотора и быстрой поломке. Эту процедуру также можно провести самостоятельно.
Балансировка коленвала в домашних условиях
На видео балансировка коленвала в гаражных условиях
Особенность мотоциклетного коленчатого вала заключается в том, что для правильной его регулировки достаточно вывести его полуоси на одну линию, а щёки выставить идеально параллельно без скручивания относительно шатунной шейки.
Для проверки основных размеров достаточно провести детальный промер расстояния между внутренними поверхностями щёк с помощью микрометра. Если имеются отклонения, то выправляются они таким способом:
- щёки расходятся – производится сдавливанием в тисках;
- щёки сходятся – в самом узком месте вбивается клин из твёрдой породы древесины;
- щёки перекручены относительно оси шатунной шейки – ударами алюминиевым молотком производится выравнивание.
Для проверки правильности балансировки изготавливают стенд, подобный тому, который используют для автомобильных коленвалов. На твёрдой поверхности закрепляют два отрезка Т-образного профиля. Верхние кромки устанавливают строго по уровню параллельно друг другу на одинаковой высоте (как рельсы).
Полуоси коленвала устанавливаются на кромки, и коленвал прокатывается вдоль профилей. Наблюдение за концами полуосей и щёками позволяет заметить даже незначительные искривления. Имея доступ к самому простому токарному станку можно произвести регулировку и настройку максимально точно. Сделать это поможет динамическая балансировка коленвала.
Порядок проверки и регулировки коленвал в станке
Для того, чтобы максимально точно проверить коленвал, необходимо установить его в токарный станок. Один конец зажимается в патрон, а противоположный фиксируется конусным держателем, конец которого упирается в осевую выемку полуоси. Для начала проверки включаются минимальные обороты. Наблюдение за вращающейся деталью позволяет выявить места деформации. При измерении микрометром следует учитывать, что биение коренных шеек в месте установки подшипников (по ширине – поле около 20 мм) не должно превышать 0,03 мм.
Балансировка коленвала своими руками должна предусматривать постепенное увеличение частоты вращения вала станка, что позволит убедиться в правильности сборки. Существенное увеличение частоты вращения приведёт к появлению естественной вибрации от перевешивающего шатуна. Использование подобных методов позволяют с высокой точностью настроить коленвал без привлечения специалистов.
Почему нужна балансировка, и как отбалансировать маховик?
Из-за того, что масса по изделию распределяется неравномерно, при его вращении на нем возникают переменные нагрузки благодаря действию сил инерции, которые, как известно, пропорциональны величине массы и квадрату скорости. Такие изменяющиеся силы приводят к возникновению вибрации, которая разрушительно действует на механизмы, вызывая их преждевременный износ, снижают эффективность и экономичность машин.
Таким образом, балансировка, т.е. уравновешивание вращающихся масс, устраняет воздействие сил инерции и обеспечивает условия для длительной и эффективной работы механизма. Возвращаясь к нашему ДВС и использованию маховика после его облегчения, связанного с удалением металла, надо отметить, что при этом возникают неуравновешенные массы. Поэтому перед установкой в автомобиль маховик необходимо отбалансировать, чтобы исключить отрицательные воздействия на мотор вследствие проведенных доработок.
Существует несколько видов дисбаланса:
- Статический. Он возникает, когда по отношению к оси устройства появляется некий груз или масса. Это будет равносильно смещению самой оси устройства относительно оси вращения. Подобное смещение будет служить источником вибрации.
- Моментный, когда возникают на краях, например, маховика, дополнительные массы. В этом случае, хоть массы и уравновешены и никак не проявляются в статическом состоянии, но при вращении создают сильнейшую вибрацию.
- Динамическая неуравновешенность, представляющая собой одновременное воздействие первых двух. Именно для исключения этого проводится балансировка колес в шиномонтаже.
РЕМОНТ ЭЛЕКТРООБОРУДОВАНИЯ МОТОЦИКЛА
Один из сложнейших моментов в ремонте мотоцикла — это починка электрооборудования, так как в этом моменте понадобятся не только технические знания, но и специальные знания электрики. Электрооборудование состоит из источников тока (аккумуляторной батареи и генератора), системы зажигания, систем освещения и сигнализации. Обычно для мотоциклов применяют динамобатарейную систему электрооборудования. Напряжение в системе составляет 6В или 12в.
Разбитый пластик мотоцикла — еще одна характерная для мотоциклов поломка, которая чаще всего случается при эксплуатации мотоциклов на неровной дороге или при авариях. Ремонт пластика мотоцикла возможен с помощью спайки пластика строительным феном либо паяльником, путем склеивания частей разбитого пластика. Если поломка очень существенная, то тогда возможна замена разбитых деталей, что будет довольно дорого стоить.
Следует отметить, что выпуск мотоциклов не носит массовый характер, поэтому их сложно ремонтировать из-за отсутствия деталей. Но, это не проблема, выполнить обслуживание и высококлассный ремонт мотоцикла в Раменском, а также другой техники в короткие сроки и с гарантией сможет специалист нашего сервиса.
Мы проведем качественное обслуживание и ремонт мотоцикла Honda. У нас вы сможете приобрести детали на все модели мотоциклов, а также произвести самый сложный тюнинг и ремонт мотоцикла Suzuki.
У нас возможен квалифицированный ремонт мотоцикла Yamaha и установка любого дополнительного оборудования по вашим пожеланиям.
“Trade in” или меняем авто “ключ в ключ”
Услуга “Trade in” подразумевает продажу автомобиля с пробегом, вырученные средства с которой идут в счет оплаты новой модели. Таким способом владельцу остается заплатить фиксированную сумму для того, чтобы пересесть в новое транспортное средство.
Обмен автомобилей “ключ в ключ” отличается от предыдущей услуги тем, что владелец меняет свой автомобиль на подходящую б/у модель при условии соответствующей доплаты.
Эти два относительно новых способа покупки автомобилей исключают риск мошенничества, который распространен в случае, если авто продается “с рук” на рынке. Сделки оформляются ведущими авто компаниями в соответствии с действующим законодательством РФ.
Виды и размеры вкладышей
В целом вкладыши коленвала разделяются на две группы:
- Первый тип называют коренными вкладышами. Они находятся между коленвалом и местами его прохода через корпус мотора. Несут на себе наибольшую нагрузку, поскольку именно на них закреплен и крутится коленчатый вал.
- Ко второй группе относятся шатунные вкладыши. Они располагаются между шатунами и коленчатым валом, его шейками. Также несут на себе огромные нагрузки.
Изготавливаются коренные и шатунные вкладыши для каждого типа двигателя индивидуально со своими размерами. Причем для большинства автомобильных двигателей помимо номинальных заводских размеров существуют и ремонтные вкладыши. Наружный размер ремонтных вкладышей остается неизменным, а внутренний диаметр регулируется за счет увеличения толщины вкладыша. Всего существует четыре таких размера с шагом 0,25 мм.
Не секрет, что при больших пробегах автомобиля изнашиваются не только коренные и шатунные вкладыши, но и шейки коленчатого вала. Эти обстоятельства и приводят к потребности заменять вкладыши номинальных размеров на ремонтные. Чтобы поставить тот или иной ремонтный вкладыш шейку растачивают под определенный диаметр. Причем диаметр выбирается под каждый из размеров вкладыша индивидуально.
В случае если, например, уже был применен ремонтный размер 0,25 мм, то при избавлении от недостатков на шейках коленчатого вала следует применять размер 0,5 мм, а при серьезных задирах 0,75 мм. При правильной замене вкладышей двигатель должен проработать не одну тысячу километров, если конечно другие системы автомобиля будут исправны.
Также бывают варианты, когда не требуется расточка и вкладыши просто меняются на новые. Но люди, занимающееся этим профессионально, не советуют просто менять вкладыши на новые. Объясняют это тем, что в процессе работы и эксплуатации вкладышей на валу все равно возникают микродефекты, которые не видны на первый взгляд. В общем, без шлифовки есть вероятность быстрого износа и небольшого ресурса КШМ.
Подшипники коленчатого вала
Коренные и шатунные подшипники имеют тонкостенные легкосъемные вкладыши, выполненные из биметаллической ленты (стальная лента, алюминиевый сплав АМО 2-20, включающий в себя 1% Си, 20% Sn, остальное А1). Для сталеалюминиевых вкладышей приняты шесть ремонтных размеров P1—Рб шатунных и коренных шеек коленчатого вала с уменьшением на 0,05 (Р1); 0,25 (Р2); 0,50 (РЗ); 0,75 (Р4); 1,00 (Р5); 1,5 (Р6). Тонкостенные вкладыши подшипников имеют высокую степень точности изготовления, и поэтому какой-либо их ремонт недопустим. Единственным способом устранения неисправностей вкладышей является их замена.
Под вкладыши подшипников первого ремонтного размера шлифование шеек вала не требуется. Маркировка ремонтных размеров вкладышей нанесена на стальной поверхности вкладыша. Вкладыши номинальных размеров маркировки не имеют. Между шейкой коленчатого вала и вкладышем подшипника нового двигателя должен быть зазор (для шатунных подшипников 0,032…О,076 мм, для коренных подшипников 0,050…0,107 мм), который обеспечивают при сборке деталей.
При проверке зазоров контрольными щупами рекомендуется проверять затяжку болтов подшипников динамометрическим ключом для обеспечения необходимой равномерной затяжки крышек. При нормальных зазорах в подшипнике шатун (без поршня), установленный на шейку снятого с двигателя вала, должен плавно опускаться под действием собственной массы, переходя из горизонтального положения в вертикальное. При оптимальных зазорах в коренных подшипниках и установленных крышках подшипников без шатунов коленчатый вал должен проворачиваться в постели от небольшого усилия руки.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала