
1.1. Стенд предназначен для контроля кривизны и правки валов ПЭД, ЭЦН и ГЗ в условиях ремонтных баз.
2. КРАТКОЕ ОПИСАНИЕ СТЕНДА.
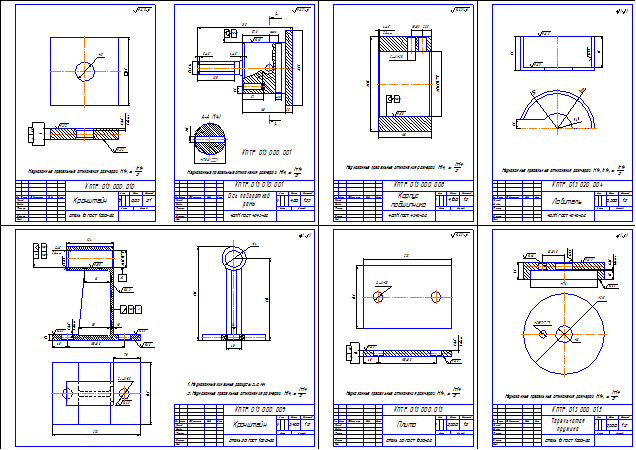
2.1. Стенд состоит из рамы с направляющей и передвижными призмами. Передвижной рихтовочный узел оборудован пневмоцилиндром (ОМА 1330.00.000-01) или ручным винтом (ОМА 1330.00.000-02). Для контроля кривизны вала используется индикаторная стойка.
2.2. В зависимости от конструкции стенд может иметь два исполнения:
| Единица оборудования | Обозначение | Характеристика |
| Передвижной рихтовочный узел | ОМА 1330.00.000-01 | Пневмоцилиндр |
| ОМА 1330.00.000-02 | Ручной ходовой винт |
2.3. По длине стенд может иметь различное исполнение.
3. КРАТКОЕ ОПИСАНИЕ РАБОТЫ.
3.1.Кривизна вала, определяемая при его вращении в призмах, устраняется методом деформации вала в точке выявленного превышения допуска на кривизну.
4. ТЕХНИЧЕСКИЕ ДАННЫЕ.
Габаритные размеры LxBxH, мм, не более — 8000*х800х1300
Усилие на штоке, кГс, до — 1500
* Могут отличаться для разных исполнений стенда
Стенд правки валов УЭЦН
Модель ДТ 01 (длина станины — 7,6 м)
Стенд предназначен для правки и контроля прямолинейности валов узлов УЭЦН при их изготовлении и ремонте.
Станина сварной конструкции является базовым элементом стенда. На станину монтируется каретка и устанавливается комплект оснастки. В основании станины закреплен желоб для цепного лотка с расположенными в нем гибкими рукавами высокого давления и кабелем, питающим местное освещение.
Станина устанавливается на фундамент и крепится к нему анкерными болтами.
Каретка является силовым модулем стенда. Каретка вручную перемещается вдоль станины в требуемую зону правки. На каретке смонтированы гидроцилиндр с гидрораспределителем , управляющим перемещением штока гидроцилиндра.
Контроль радиального биения вала до и после правки осуществляется индикатором , закрепляемым на поворотном кронштейне.
Комплект оснастки состоит из шести опор, в которых размещается вал, подлежащий правке. Сменный вкладыш (в комплекте шесть типоразмеров для диаметров валов 17, 20, 22, 25, 30 и 35 мм) устанавливается в корпус оснастки, который вместе с основанием имеет свободное перемещение в горизонтальной плоскости станины.
Гидропривод служит для подачи в полости гидроцилиндра рабочей жидкости под заданным давлением. Управление перемещением штока гидроцилиндра производится штурвалом гидрораспределителя. Гидростанция привода устанавливается на полу и соединяется со станиной гибкими рукавами. Давление нагнетания гидростанции – 3 МПа, при этом усилие на штоке гидроцилиндра – 1500 кг.
Электрошкаф управления электрооборудованием располагается по усмотрению потребителя в удобном для обслуживания месте в пределах длины кабелей, поставляемых в комплекте с ним.
Проверяемый вал, с надетыми на него сменными вкладышами, устанавливается в подвижные опоры. При перемещении каретки и вращении вала оператором производят замеры биения вала индикатором. При необходимости производят правку вала поворотом штурвала и повторную проверку.

- Станина;
- Каретка;
- Комплект оснастки;
- Гидропривод;
- Электрощит;
- Желоб;
- Шлангоукладчик;
- Гидроцилиндр;
- гидрораспределитель;
- индикатор;
- Кронштейн;
- Вкладыш ;
- Корпус;
- Основание
Стенд по восстановлению коленчатого вала
 Деталировка стенда восстановления коленчатого валов Деталировка стенда восстановления коленчатого валов | 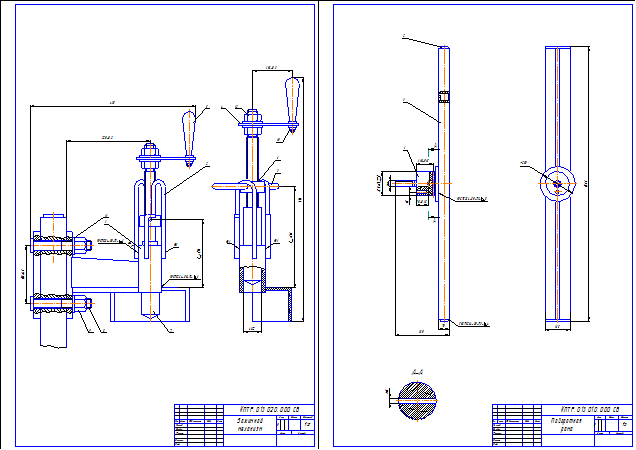 Зажимной механизм стенда по восстановлению коленвалов Зажимной механизм стенда по восстановлению коленвалов |
|---|---|
 Стенд для восстановления коленчатых валов Стенд для восстановления коленчатых валов | 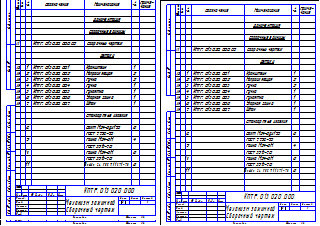 Специф механизм зажимной Специф механизм зажимной |
Аннотация
Введение
1 Ремонтная технологичность
1.1 Способы восстановления коленчатых валов
1.2 Разработка метода восстановления шатунных шеек коленчатых валов
1.3 Разработка технологического процесса восстановления коленчатых валов
2 Технологический раздел
2.1 Стенд для правки коленчатых валов
2.2 Универсальное приспособление для сборки и разборки коленчатого вала
3 Конструкторская часть
3.1 Описание установки
3.2 Прочностные расчеты
4 Техника безопасности при работе со стендом
5 Технико-экономическое обоснование
Заключение
Список используемой литературы
Читайте также: Подшипник первичного вала коленвала патриот
Описание работы
Разрабатываемый стенд является вспомогательным оборудованием и необходим для повышения производительности труда в моторном цеху АТП.
Стенд используется для закрепления коленчатого вала в вертикальном положении (при этом высокая точность позирования не требуется), для приварки ремонтных колец на шейки вала.
Коленчатый вал проворачивается вокруг своей оси с помощью рукояти, демонтируется и монтируется с помощью специальных зажимов.
1. Записка пояснительная;
2. Графическая часть (комплект чертежей):
— Деталировка стенда восстановления коленвалов;
— Зажимной механизм стенда по восстановлению коленвалов;
— Спецификация механизм зажимной;
— Спецификация поворотная рама;
— Стенд для восстановления коленчатых валов.
Остальные чертежи смотрите в папке «Скрины», архив
Цена конструкторской работы 610 ₽ Получить скидку 20%
Разработка стенда для правки коленчатых валов двигателей
Стенд предназначен для правки коленчатых валов, т.е. для коррекции геометрии, которая нарушается при долговременной работе двигателя.
Основой данной конструкции являются:
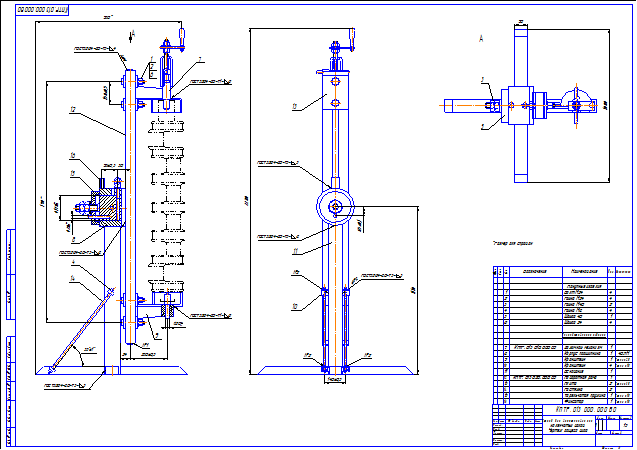
- рама, на которой крепятся все основные узлы и элементы установки. Рама состоит из продольного элемента, на него установлены базирующие зажимы, основной рабочий зажим с силовым гидроцилиндром, электродвигатель с насосом и пульт управления. К продольному элементу при помощи сварного соединения крепятся вертикальные опорные стойки.
- база с ручным зажимом представляет из себя устройство с подвижными кулачками. Данная конструкция зажима дает возможность базировать валы с диаметром 60-110 мм. Для возможности базировать валы различной длины предусмотрены подвижные основания патронов.
- силовой гидроцилиндр крепится к раме и посредством зажима осуществляет правку вала. Главный зажим предназначен для крепления вала к силовому гидроцилиндру, который при помощи осевого движения восстанавливает нарушенную геометрию вала.
- предохранительный клапан сбрасывает в системе давление при превышении его допустимого значения.
- насос раскручивается электродвигателем и создает в гидросистеме давление. При этом гидроцилиндр оказывает на вал необходимое усилие для правки.
- соединительная муфта предназначена для сообщения насоса и электродвигателя.
- электродвигатель передает крутящий момент на насос.
Технологический процесс работы установки начинается с того, что вал с нарушенной геометрией базируется на стенде с помощью зажимных устройств 2. Далее вал крепится главным зажимом к силовому гидроцилиндру 3. При помощи пульта управления запускается электродвигатель 7. Крутящий момент с электродвигателя через муфту 6 передается на насос 5, который создает давление в гидросистеме 10,4 мПа. При этом силовой гидроцилиндр перемещается в базовое положение по отношению к оси вала, осуществляя при этом коррекцию геометрии коленчатого вала. При завершении технологического процесса вал снимается со стенда и направляется на шлифовку опорных шеек.
Чертеж общего вида стенда для правки коленчатых валов двигателей

Обзор аналогов стенда для правки коленчатых валов

Сборочный чертеж предохранительного клапана стенда


Технологическая карта на восстановление коренных и шатунных шеек коленчатого вала
Читайте также: Ремонт карданных валов в москве алтуфьево

3.1 Анализ конструкции стендов для ремонта коленчатых валов
3.2 Описание конструкции установки для правки коленчатых валов
3.3 Расчет и конструирование стенда для ремонта коленчатых валов
- 3.3.1 Расчет усилия правки
- 3.3.2 Расчет силового гидроцилиндра
- 3.3.3 Расчет гидравлического насоса
- 3.3.4 Расчет трубопроводов
- 3.3.5 Расчет параметров предохранительного клапана
- 3.3.6 Расчет пружины предохранительного клапана
- 3.3.7 Расчет рамы
3.4 Технико-экономические показатели установки
Пояснительная записка 27 листов описания и расчетов, спецификации.
Чертежи выполнены в AutoCAD, есть возможность перевести в Компас.
Способ правки изогнутых коленчатых валов и стенд для его осуществления
Изобретение относится к ремонтному производству и может использоваться при правке коленчатых валов. Для этого один конец коленчатого вала фиксируют на одной неподвижной опоре, а две подвижные опоры, установленные на рычаге, размещают под коренными шейками, ближайшими к месту изгиба. При правке поднимают конец рычага с подвижными опорами, воздействуют ими на коленчатый вал и осуществляют нагрев участков изгиба. На опоры установлены проставки, что позволяет править коленчатые валы разных типоразмеров, т.е. расширяет технологические возможности изобретения. 2 с.п. ф-лы, 1 ил.
Изобретение относится к ремонтному производству, а именно к специализированному оборудованию для правки изогнутых коленчатых валов.
Существует несколько способов правки коленвалов. Один из них — холодная правка коленвала. Для правки вал устанавливается на призмы крайними коренными шейками, средняя шейка устанавливается под штоком гидравлического пресса таким образом, чтобы прогиб вала находился в верхней части. Вал прогибается на величину, превышающую изгиб вала в 10 раз. /См. Титунин Б.А. Ремонт автомобилей КамАЗ.- М.: ВО Агропромиздат, 1991, с.114/.
Второй способ — правка коленвала с подогревом. Для устранения изгиба деталь выгибают под прессом в другую сторону на размер в несколько раз больший, чем прогиб, и выдерживают в этом состоянии 1,5-2 мин. Сразу после холодной правки нагревают деталь до температуры 400 — 450 o C и выдерживают при этой температуре 0,5 — 1,5 часа. Стабилизирующий нагрев почти полностью снимает остаточные напряжения /См. Бабусенко С.М. Ремонт тракторов и автомобилей.- М.: Колос, 1980, с. 52, 53/.
К недостаткам вышеизложенных способов следует отнести то, что коленвал правится весь, а не в месте изгиба. Другой недостаток — большой прогиб коленвала /10 раз/ при правке, что ведет к образованию больших остаточных напряжений и микротрещин в местах перехода от одного сечения к другому.
Недостаток при подогреве после правки — использование термопечи, что ведет к большим затратам.
Известен способ правки изогнутых коленчатых валов, включающий размещение коленчатого вала на опорах, его правку в месте изгиба и нагрев участков изгиба (авт. св. SU 1722765, B 23 P 6/00, 30.03.92).
Известен стенд для правки коленчатых валов, содержащий раму и опоры (Воронцов И.А. и др. Технология ремонта быстроходных дизелей.- М.: Машиностроение, 1961, с. 217 и 218).
Задачей изобретения является расширение технологических возможностей за счет обеспечения возможности правки коленчатых валов разных типоразмеров. Это достигается за счет того, что при правке изогнутых коленчатых валов их размещают на опорах, осуществляют нагрев участков изгиба и их правку. В качестве опор используют одну неподвижную опору, на которой фиксируют один конец коленчатого вала и две неподвижные опоры, установленные на рычаге и расположенные под коренными шейками, ближайшими к месту изгиба, а при правке поднимают конец рычага с подвижными опорами и воздействуют ими на коленчатый вал. На опоры устанавливают проставки. На чертеже — стенд для правки валов.
Читайте также: Сколько заливать масла в компрессор кондиционера денсо
Стенд содержит раму, свободно размещенный на раме рычаг и опоры, одна из которых неподвижно закреплена на раме, а две другие — выполнены подвижными и установлены на рычаге с возможностью совместного с ним перемещения, опоры имеют проставки.
Стенд для правки коленвалов состоит из рамы 1, к которой приварена неподвижная опора 3, соединенная болтами 4 с крышкой 5. На раме 1 с одной стороны неподвижной опоры 3 устанавливается рычаг 6 с подвижными опорами 7, с другой стороны — подвижная опора 2. В раме установлен гидравлический домкрат 8, действующий на рычаг 6. На четырех опорах 2, 3, 7 лежит коленвал 9.
Коленчатый вал изгибает, коробит в районе шатунной шейки, которая в результате аварийного износа имела значительный нагрев. Правка вала осуществляется в месте изгиба. Коленвал 9 укладывается коренными шейками, ближайшими к месту изгиба, на неподвижную 3 и подвижные 2, 7 опоры стенда таким образом, чтобы шатунная шейка находилась в верхнем положении. Один конец коленвала крышкой 5 болтами 4 через опору 3 фиксируется в раме. Другой конец коленвала лежит на подвижных опорах 7 рычага 6. Один конец рычага 6, свободно лежащего на раме, находится под шатунной шейкой, другой — над гидродомкратом 8. Поднимая гидродомкратом 8 конец рычага 6, через опоры 7 правим коленвал 9, неподвижно закрепленный на раме 1. При достижении перепрогиба в 3-4 раза правка заканчивается. Для снятия остаточных напряжений шатунная шейка коленвала нагревается на стенде пропановой горелкой. Процесс правки заканчивается при остывании коленвала. Коленвал освобождается и снимается со стенда. Применение сменных проставок на опоры стенда дает возможность править коленвалы разных марок.
1. Способ правки изогнутых коленчатых валов, включающий размещение коленчатого вала на опорах, его правку в месте изгиба и нагрев участков изгиба, отличающийся тем, что в качестве опор используют одну неподвижную опору, на которой фиксируют один конец коленчатого вала, и две подвижные опоры, установленные на рычаге и расположенные под коренными шейками, ближайшими к месту изгиба, а при правке поднимают конец рычага с подвижными опорами и воздействуют ими на коленчатый вал, при этом на опоры устанавливают проставки.
2. Стенд для правки коленчатых валов, содержащий раму и опоры, отличающийся тем, что он снабжен свободно размещенным на раме рычагом, одна из опор неподвижно закреплена на раме, а две другие выполнены подвижными и установлены на рычаге с возможностью совместного с ним перемещения, при этом опоры выполнены с проставками.
Другие изменения, связанные с зарегистрированными изобретениями
Изменения:Публикацию о досрочном прекращении действия патента на изобретение считать недействительной
Номер и год публикации бюллетеня: 36-2004
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала