
Стенд предназначен для обкатки и испытания редукторов типа ЕЮК-160-1М и ВБА-32/2 после ремонта в соответствии с требованиями руководства по ремонту редукторно-карданных приводов вагонных генераторов пассажирских вагонов ЦМВ Л2.0003/12-4694 РВ.
- Испытываются колесные пары трех видов: — без дисковых тормозов; — с дисковым тормозом российским; — с дисковым тормозом немецким КНОРР-БРЕМЗЕ ;
- Сборка и испытание редукторов
- Стенд для обкатки редукторов задних мостов с маховыми массами
- Описание работы
- Стенд СОИР-05П для обкатки осевых редукторов с приводом от средней части колесной пары
- НАЗНАЧЕНИЕ:
- КОМПЛЕКТ СТЕНДОВ ПОЗВОЛЯЕТ ПРОИЗВОДИТЬ:
- 💥 Видео
Испытываются колесные пары трех видов:
— без дисковых тормозов;
— с дисковым тормозом российским;
— с дисковым тормозом немецким КНОРР-БРЕМЗЕ ;
 Автоматизированный стенд АСИГ-5 предназначен для проведения испытаний вагонных генераторов DUGG, DCG.
Автоматизированный стенд АСИГ-5 предназначен для проведения испытаний вагонных генераторов DUGG, DCG.  Стенд предназначен для испытания электрооборудования вагонов с генераторами мощностью 28-32 кВт. Источник
Стенд предназначен для испытания электрооборудования вагонов с генераторами мощностью 28-32 кВт. ИсточникВидео:Стенд для обкатки стрелочных редукторов для РЖД (СЦБ)Скачать

Сборка и испытание редукторов

Сборка редукторов, как и других крупных узлов, включает операции узловой и общей сборки. К операциям узловой сборки относятся: соединение зубчатых колес; соединение валов с подшипниками качения; установка в корпус редуктора вкладышей подшипников скольжения (если они входят в конструкцию редуктора), слесарная подгонка и обработка подшипников; напрессовка на валы полумуфт; установка в корпуса редукторов сливных пробок. К операциям общей сборки относятся: установка валов в корпус редуктора с зубчатыми колесами и подшипниками; установка валов в подшипники скольжения, подгонка подшипников к валам и проверка прилегания; проверка зацепления зубчатых колес на плавность вращения вхолостую и на пятно контакта (касания); установка прокладок на плоскость разъема корпуса; установка на корпус крышки редуктора, болтов, гаек и предварительная затяжка болтов; проверка правильности сборки вхолостую (на плавность вращения); окончательная затяжка болтов, соединяющих корпус с крышкой; установка уплотнительных устройств, фланцев и крышек люков. Проверка на пятно контакта («на краску») состоит в том, что на боковые рабочие поверхности зубьев шестерни наносится тонкий слой краски, а боковые поверхности зубьев сцепляемого с ней колеса остаются сухими и чистыми. При медленном поворачивании вала шестерни на боковых поверхностях зубьев колеса остаются следы краски, характеризующие контакт зубьев. При нормальном вацеплении пятно контакта располагается симметрично относительно диаметра полоидной окружности и занимает в зависимости от степени точности передачи от 40 до 60% длины зуба и от 30 до 45% высоты зуба для 7—9 степеней точности (рис. 81, б и табл. 10). Рис. 82. Стенд для испытания редукторов: 1 — двигатель; 2 — редукторы; 3, 4 — промежуточные валы
Читайте также: Редуктор рм 500 количество масла
В зависимости от погрешности изготовления зубчатых колес (неточность направления зубьев, нарушение цилиндрической формы заготовки колеса) и неточности сборки (колебания межцентрового расстояния, перекос осей) фактические площади контакта собранной передачи могут быть меньше приведенных. Чтобы избежать этого явления, необходима приработка (притирка) зубьев, в результате которой площадь фактического контакта зубьев увеличится, а процесс их изнашивания замедлится. С целью ускорения процесса приработки зубьев колес применяется обкатка редукторов на специальных стендах. Это дает возможность проверить качество изготовления редукторов и их работу в условиях, близких к эксплуатационным. Стенды, предназначенные для испытания редукторов, в зависимости от метода создания нагрузок на зубчатые передачи делятся на два вида: с разомкнутым и с замкнутым силовым потоком. В стендах первого вида для нагрузки деталей редуктора используется процесс торможения выходного (ведомого) вала редуктора. Для этого применяются механические, гидравлические, ферропорошковые, магнитные и другие виды тормозов или электрические генераторы. В наибольшей степени режимам испытаний путем торможения отвечают ферропорошковые магнитные тормоза с водяным охлаждением, позволяющие производить испытания в режимах от 0 до 500 об/мин и развивающие тормозные моменты до 7500 кгс-м. Недостаток стендов с разомкнутым силовым потоком заключается в том, что при нагружении деталей происходит потеря электроэнергии, подводимой к электродвигателю стенда. У стендов с замкнутым силовым потоком детали нагружаются за счет нагружателей (обычно торсионов кручения), включаемых в систему двух одинаковых испытываемых редукторов, вследствие чего потери электроэнергии сведены к минимуму. Валы испытываемых редукторов 2 (рис. 82) соединяют друг с другом специальными промежуточными валами 3 и 4. Вал 4 выполняется тонким или со встроенным торсионным элементом. Перед соединением муфт вала 4 к нему прикладывают определенный крутящий момент, создающий упругие деформации кручения и нагружающий все валы и зубчатые передачи редукторов. После соединения вала 4 в нагруженном состоянии остаются и все детали, включенные в замкнутый силовой контур. При вращении редукторов двигателем 1 электроэнергия затрачивается только на преодоление сил трения. Во время обкатки редукторов происходит полезный процесс взаимной приработки контактирующих поверхностей, что приводит к увеличению площадей фактического контакта. Редукторы обкатывают вхолостую и под нагрузкой. При обкатке вхолостую проверяется, нет ли вибраций, ненормального шума, утечки масла, измеряется температура подшипников и масла, которая не должна превышать 60—70° С. Для ускорения процесса взаимной приработки зубьев колес в масло редуктора добавляют мелкий абразивный порошок или зубья колес покрывают специальными притирочными пастами (смесь электрокорунда и технического вазелина). Приработка зубьев вхолостую протекает в течение 1—2 ч. После проверки прилегания зубьев по пятну контакта из испытанного редуктора сливают отработанное масло, тщательно промывают редуктор керосином при помощи специальной насосной установки, заправляют свежим маслом и испытывают под нагрузкой. В начальный период испытаний редуктор нагружается моментом кручения при числах оборотов, составляющих 20—25% номинальных значений. После работы в этом режиме в течение 30—40 мин и при отсутствии нарушений редуктор нагружается моментом кручения при числах оборотов, составляющих 50% их номинальных значений. Постепенно нагрузка и число оборотов доводятся до номинальных значений. Продолжительность обкатки под нагрузкой от 3 до 12 ч. При испытании под нагрузкой проверяются те же параметры, что и при испытании вхолостую. Для серийно выпускаемых редукторов выборочно определяют передаваемый крутящий момент и коэффициент полезного действия.
Читайте также: Правильная настройка редуктора ловато
Источник
Видео:Испытание редуктора Т-150 на стенде.Скачать

Стенд для обкатки редукторов задних мостов с маховыми массами
 Стенд для испытания редукторов задних мостов легковых автомобилей Стенд для испытания редукторов задних мостов легковых автомобилей | 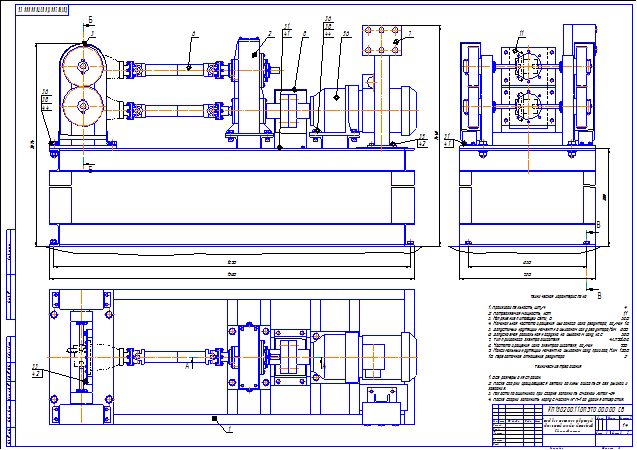 Стенд испытания редукторов задних мостов Стенд испытания редукторов задних мостов |
|---|---|
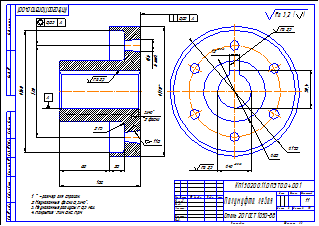 Полумуфта левая Полумуфта левая | 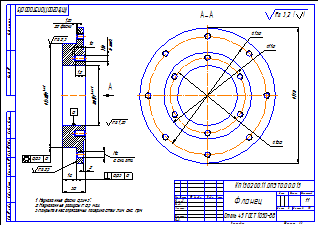 Фланец Фланец |
1. Техническое задание на разработку стенда для испытания и обкатки редукторов задних мостов легковых автомобилей. 2
1.1 Область применения. 2
1.2 Основание для разработки. 2
1.3 Цель и назначение разработки. 2
1.4 Источники информации. 2
1.5 Технические требования и рекомендации к проектируемой конструкции 3
1.6 Стадии и этапы разработки 5
1.7 Порядок контроля и приёмки 5
1.8 Приложения к техническому заданию и заинтересованные организации 5
2. Техническое предложение 6
2.1 Уточнение технического задания. 6
2.2 Анализ технического задания. 6
2.3 Подбор материалов. 6
2.4 Выявление, оценка и общее конструктивное устройство стенда. 8
2.4.1. Выбор схемы и общее конструктивное устройство стенда 8
2.4.2. Выбор оптимального решения при конструировании отдельных узлов и деталей стенда 10
2.5 Эстетические требования к разрабатываемому изделию. 13
2.6 Эргономические требования. 13
2.7 Техника безопасности в конструкции 13
3. Расчет конструкции стенда 14
3.1 Расчет зубчатой передачи, соединяющей выходные валы испытуемых редукторов. 14
3.2 Расчет упругой муфты. 15
3.3 Расчет валов редуктора и выбор подшипников. 16
3.4 Расчет зубчатой пары редуктора. 17
Приложение 1. Руководство по эксплуатации стенда обкатки испытания редукторов задних мостов легковых автомобилей 19
1. Технические характеристики 19
2. Комплект поставки 19
3. Устройство и принцип работы 20
4. Указание мер безопасности 20
5. Монтаж установки 20
6. Порядок работы 20
7. Техническое обслуживание 21
8. Гарантийные обязательства 21
Видео:Стенд для обкатки редукторовСкачать

Описание работы
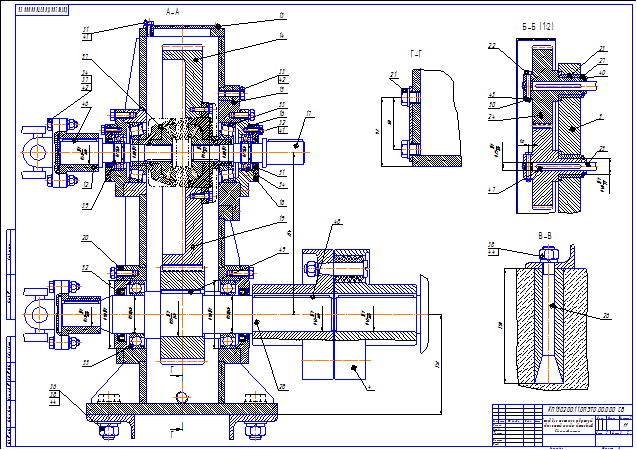
Стенд состоит из механической части и электрооборудования. Механическая часть включает в себя основание, на котором размещаются: привод, редуктор, кронштейн. на котором размещены испытуемые редукторы, связанные между собой двумя парами зубчатых колес через валы, заменяющие полуоси автомобиля и соединительные валы. В качестве привода используется двухступенчатый планетарный мотор-редуктор. Редуктор состоит из корпуса, в котором размещены дифференциал (использован дифференциал легкового автомобиля), ведущая шестерня, сидящая на валу, связанном через муфту с приводом, ведомое зубчатое колесо, которое закреплено на корпусе дифференциала. Дифференциал устанавливается на конических роликоподшипниках. Также в корпусе редуктора размещены два выходных вала, которые одним концом входят в шлицевые отверстия сателлитов дифференциала, выходные валы поддерживаются подшипниками. Соединительные валы предназначены для соединения выходного вала дифференциала и вала ведущей шестерни с быстроходными валами испытуемых редукторов. Соединительные валы представляют собой карданные валы. Электрооборудование включает в себя: шкаф, в котором размещены электроаппаратура управления и программно-управляющее устройство. Основная схема и трансформаторы расположены внутри рамы стенда за откидывающейся дверцей. Выбор оптимального решения при конструировании отдельных узлов и деталей стенда
Читайте также: Газовый редуктор для баллона для газовой плиты принцип действия
В исполнении а соединение вала с шестерней шлицевое. В данном случае шлицевое соединение нецелесообразно, т.к. в условиях АТП изготовить шлицевое соединение сложно (требуется специализированный дорогостоящий инструмент и хорошее техническое состояние оборудования). Наиболее целесообразно соединение шпоночное. Оно может быть получено в условиях АТП без особых сложностей (на фрезерном и строгальном станках). Технические характеристики:
1. Производительность, шт/ч 4
2. Потребляемая мощность, кВт 1,1
3. Напряжение питающей сети, В 380
4. Номинальная частота вращения выходного вала редуктора, об/мин 18
5. Допустимый крутящий момент на выходном валу редуктора, Н · м 600
6. Допускаемая радиальная нагрузка на выходном валу, кгс 560
7. Тип приводного электродвигателя 4АХ90LВ8
8. Частота вращения вала электродвигателя, об/мин 700
9. Максимальный крутящий момент на выходном валу привода, Н · м 1200
10. Передаточное отношение редуктора 2
11. Нагрузочное устройство маховые массы с регулируемым весом 1. Записка пояснительная.
2. ВО стенда — 2 — А1:
3. Деталировка сборочного чертежа — 1 — А1:
4. Сборочный чертеж — 1 — А3;
5. Спецификации 2 — А4; Остальные чертежи смотрите в папке «Скрины», архив Цена конструкторской работы 2684 ₽ Получить скидку 20% Источник
Видео:стенд "холодной обкатки" для проверки ДВССкачать

Стенд СОИР-05П для обкатки осевых редукторов с приводом от средней части колесной пары

НАЗНАЧЕНИЕ:
Стенд предназначен для обкатки редукторов следующих типов:
КОМПЛЕКТ СТЕНДОВ ПОЗВОЛЯЕТ ПРОИЗВОДИТЬ:
- f — частота вращения, об/мин;
- V — скорость, км/час;
- D — диаметр колеса, мм
- K — передаточное число редуктора.
Контроль температуры буксовых узлов и редуктора осуществляется выносными датчиками температуры и вибрации. Управление стендом в части управление процессами обкатки, а также проведением оперативной диагностики может осуществляться как в визуально-слуховом режиме, так и автоматически с помощью компьютерной стойки.
Конструктивно стенд выполнен в виде сварной рамы из двутаврового профиля и стальной плиты с установкой на виброопорах. На плите закреплены стойки со сменными резиновыми вкладышами под
крепления букс колесных пар разного диаметра, устройства крепления и фиксации редуктора от проворота, устройства крепления электродвигателей с возможностью перемещения с целью
натяжения ремней привода вращения, устройств ограждения колесной пары и приводов.
В состав стенда входит силовая стойка (шкаф) с частотным приводом, комплектом фильтров, нагрузок, пускателей.
Если у Вас возникли вопросы просьба обращаться по телефону: +7 (8452) 78-64-74 или при помощи формы обратной связи
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
💥 Видео
Стенд, для Настройки РедуктораСкачать

стенд для регулировки редуктора КамазСкачать
Стенд для измерения крутящего момента редукторовСкачать
Обкатка мотор-редуктора на нагрузочном стендеСкачать
Стенд для настройки редуктораСкачать
VL-21. Проверка работы редуктора на стендеСкачать
СТЕНД для ремонта редукторов заднего моста и двигателей разных модефикаций.Скачать
Стенд для горячей обкатки двигателяСкачать
Первым делом вертолеты! Стенд испытания маслоагрегатов вертолётных редукторовСкачать
Производство и испытание редукторов HDСкачать
Первая обкатка редуктораСкачать
стенд для проверки редуктора))))Скачать
стенд для переборки ДВС.Скачать
Стенд поверочный для червячных редукторовСкачать
Обкатка редукторовСкачать
Стенд электрифицированный "Виды редукторов"Скачать















