

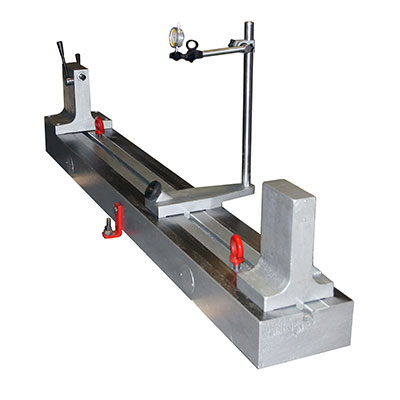
Приборы для проверки изделий на биение в центрах ПБ-200, ПБ-250, ПБ-300, ПБ-500, ПБ-1000, ПБ-1500, ПБ-1600, ПБ-2000 ТУ 26.51.66.140-016-04567838-2020 (взамен ТУ 3943-006-74229882-2007, ТУ 3943-002-45634966-2001 и ТУ2-034-543-81) предназначены для контроля допуска радиального и торцевого биения тел вращения, установленных в центрах методом непосредственной оценки по визуальному отсчетному устройству — индикатору. Принцип действия приборов механический. Они применяются в условиях металлообрабатывающих цехов машиностроительных предприятий.
Пример обозначения прибора для проверки изделий на биение в центрах ПБ-250 при заказе:
Прибор ПБ-250 ТУ 26.51.66.140-016-04567838-2020
Технические характеристики:
| Модель прибора | Диаметр контролируемых деталей, мм, не более: | Высота центров, мм, не менее | Габаритные размеры (длина x ширина x высота), мм, не более | Масса, кг, не более |
|---|---|---|---|---|
| ПБ-200-8 | 120 | 75 | 465х254х361 | 12 |
| ПБ-200-10 | 130 | 100 | 500х400х400 | 35 |
| ПБ-250-8 | 120 | 80 | 500х290х330 | 15 |
| ПБ-300-10 | 130 | 100 | 700х400х400 | 60 |
| ПБ-300-17 | 270 | 170 | 700х400х450 | 63 |
| ПБ-300-30 | 530 | 300 | 700х400х500 | 68 |
| ПБ-500-16 | 265 | 160 | 925х375х504 | 55 |
| ПБ-500-25 | 430 | 250 | 900х400х450 | 76 |
| ПБ-500-30 | 530 | 300 | 900х400х500 | 78 |
| ПБ-1000-17 | 270 | 170 | 1500х400х400 | 100 |
| ПБ-1000-25 | 430 | 250 | 1500х400х450 | 103 |
| ПБ-1000-30 | 530 | 300 | 1500х400х500 | 106 |
| ПБ-1500-23 | 390 | 230 | 2000х350х500 | 270 |
| ПБ-1600-25 | 340 | 250 | 2230х545х825 | 450 |
| ПБ-2000-23 | 390 | 230 | 2500х350х500 | 350 |
| ПБ-2000-30 | 530 | 300 | 2500х350х600 | 400 |
* Возможно размещение заказа на изготовление прямых и обратных центров для приборов
Ассортимент производимой продукции:
Прибор ПБ-200-8 ТУ 26.51.66.140-016-04567838-2020 (ТУ 3943-006-74229882-2007)
Прибор ПБ-200-10 ТУ 26.51.66.140-016-04567838-2020 (ТУ 3943-006-74229882-2007)
Прибор ПБ-250-8 ТУ 26.51.66.140-016-04567838-2020 (ТУ 3943-006-74229882-2007)
Прибор ПБ-300-10 ТУ 26.51.66.140-016-04567838-2020 (ТУ 3943-006-74229882-2007)
Прибор ПБ-300-17 ТУ 26.51.66.140-016-04567838-2020 (ТУ 3943-006-74229882-2007)
Прибор ПБ-300-30 ТУ 26.51.66.140-016-04567838-2020 (ТУ 3943-006-74229882-2007)
Прибор ПБ-500-16 ТУ 26.51.66.140-016-04567838-2020 (ТУ 3943-006-74229882-2007)
Прибор ПБ-500-25 ТУ 26.51.66.140-016-04567838-2020 (ТУ 3943-006-74229882-2007)
Прибор ПБ-500-30 ТУ 26.51.66.140-016-04567838-2020 (ТУ 3943-006-74229882-2007)
Прибор ПБ-1000-25 ТУ 26.51.66.140-016-04567838-2020 (ТУ 3943-006-74229882-2007)
Прибор ПБ-1000-30 ТУ 26.51.66.140-016-04567838-2020 (ТУ 3943-006-74229882-2007)
Прибор ПБ-1500-23 ТУ 26.51.66.140-016-04567838-2020 (ТУ 3943-006-74229882-2007)
Прибор ПБ-1600-25 ТУ 26.51.66.140-016-04567838-2020 (ТУ 3943-006-74229882-2007)
Прибор ПБ-2000-23 ТУ 26.51.66.140-016-04567838-2020 (ТУ 3943-006-74229882-2007)
Прибор ПБ-2000-30 ТУ 26.51.66.140-016-04567838-2020 (ТУ 3943-006-74229882-2007)
- Приборы для проверки изделий на биение в центрах модели ПБ-250, ПБ-500, ПБ-1600 ТУ 2-034-543-81
- Цена на Приборы для проверки изделий на биение в центрах модели ПБ-250, ПБ-500, ПБ-1600 ТУ 2-034-543-81
- Не нашли нужного товара или есть вопросы по характеристикам товаров доставке или оплате? Задайте его нам!
- Характеристики Приборы для проверки изделий на биение в центрах модели ПБ-250, ПБ-500, ПБ-1600 ТУ 2-034-543-81
- Описание: Приборы для проверки изделий на биение в центрах модели ПБ-250, ПБ-500, ПБ-1600 ТУ 2-034-543-81
- Купить Приборы для проверки изделий на биение в центрах модели ПБ-250, ПБ-500, ПБ-1600 ТУ 2-034-543-81 с доставкой по России
- Точные измерительные инструменты и приборы, используемые при центровке валов электрических машин
- Инструменты, применяемые при центровке валов электрических машин
- Штангенциркуль
- Микрометр
- Скоба с отсчетным устройством
- Микрометрический нутромер
- Пластинчатый щуп
- Приборы, применяемые при центровке валов электрических машин
- Индикатор
- Уровень
- Виброметр
- Виброграф ВР-1
- Приспособления, применяемые при центровке валов электрических машин
- Материалы, применяемые при центровке валов электрических машин
Приборы для проверки изделий на биение в центрах модели ПБ-250, ПБ-500, ПБ-1600 ТУ 2-034-543-81



- Страна производитель: Россия
- Год выпуска: 2020
- ГОСТ: ТУ 2-034-543-81
- Гарантия: 1 год
- Пример обозначения: Биениемер ПБ-500
- Товар внесен в госреестр
- Номер в росреестре: 43304-09
- Документы: Описание типа 43304-09, Сертификат ISO 9001-2015
- Оценка товара: 5
Цена на Приборы для проверки изделий на биение в центрах модели ПБ-250, ПБ-500, ПБ-1600 ТУ 2-034-543-81
Дата обновления цен: 27.08.2021
| Название | Наличие | Цена (с НДС), руб. |
|---|---|---|
| ПБ-200 | 1 |
Не нашли нужного товара или есть вопросы по характеристикам товаров доставке или оплате? Задайте его нам!
Характеристики Приборы для проверки изделий на биение в центрах модели ПБ-250, ПБ-500, ПБ-1600 ТУ 2-034-543-81
Характеристика контролируемых деталей
Радиальное и торцевое биение
Допуск радиального биения контролируемых деталей, мкм
Допуск торцевого биения контролируемых деталей, мкм
Диаметры контролируемых деталей, мм
Масса контролируемых деталей, кг
Расстояние между центрами, мм
Метод непосредственной оценки по визуальном отсчетному устройству — индикатору
Цена деления шкалы индикатора многооборотного 2МИГ, мм
Диапазон показаний шкалы индикатора многооборотного 2МИГ
Погрешность прибора с индикатором 2МИГ, мм
Цена деления шкалы индикатора часового типа ИЧ10 кл. 1, мм
Диапазон показаний шкалы индикатора часового типа ИЧ10 кл. 1, мм
Погрешность прибора с индикатором ИЧ10 кл.1, мм
Рабочие условия применения:
Температура окружающего воздуха, °С от +10 до +35. Верхнее значение относительной влажности воздуха при температуре 25 °С — 80%
Атмосферное давление, кПа (мм рт. ст.) от 86 до 106; (от 650 до 800).
Пример обозначения: Прибор для проверки изделий на биение в центрах модели ПБ-250.
Описание: Приборы для проверки изделий на биение в центрах модели ПБ-250, ПБ-500, ПБ-1600 ТУ 2-034-543-81
Приборы предназначены для проверки биения цилиндрических деталей (валов, шкивов, шестерен), установленных в центрах. Контроль может производиться как по цилиндрическим, так и по торцовым поверхностям.
Приборы состоят из станины, правой и левой бабок, узла каретки со стойкой индикатора, оснащенной микроподачей, индикатора часового типа . Правая бабка имеет подвижную пиноль с центром. Для закрепления пиноли бабка имеет стопорное устройство. Центр левой бабки перемещается только вместе с последней. По особому заказу оба центра оснащаются твердым сплавом. Обе бабки могут перемещаться по направляющим станины и закрепляются на ней зажимами в любом месте в зависимости от длины проверяемой детали. Каретка со стойкой индикатора устанавливается напротив проверяемого участка и крепится на станине аналогично бабкам. Индикатор закрепляется в державке зажимами.
Грубая установка производится путем перемещения узла микроподачи по колонке, точная настройка — с помощью микроподачи.
Купить Приборы для проверки изделий на биение в центрах модели ПБ-250, ПБ-500, ПБ-1600 ТУ 2-034-543-81 с доставкой по России
На сайте компании можно быстро сделать заказ измерительного инструмента онлайн. Добавьте товар в корзину, оформите заказ и получите через несколько секунд счёт на оплату. Где бы ни находилась ваша фирма — в Челябинске, Екатеринбурге, Москве, , Хабаровске, Крыму и любом другом регионе России — мы доставим вам заказ транспортной компанией без лишних хлопот. Доставка до терминала бесплатно.
Точные измерительные инструменты и приборы, используемые при центровке валов электрических машин
Дата публикации: 15 октября 2013 .
Категория: Статьи.
Инструменты, применяемые при центровке валов электрических машин
Простейшие линейные измерения при центровке валов электрических машин производят при помощи стальных линеек с делениями и складных метров. Точные измерения длин, диаметров и зазоров выполняют многомерным, точным измерительным инструментом: штангенциркулями, микрометрами, скобами с отсчетным устройством, микрометрическими нутромерами и пластинчатыми щупами.
Штангенциркуль
Штангенциркулями (рисунок 1) измеряют наружные и внутренние диаметры, а также длину деталей размером до 4000 мм. Кроме этого отдельными типами штангенциркулей могут измеряться глубины, удаленности наружных и внутренних уступов, а также выполняться разметочные работы. Штангенциркули различаются по типам, моделям, диапазонам измерений и уровням точности измерений. Точность измерений может быть от ± 0,01 до 0,1 мм.
Различают механические и электронные или цифровые штангенциркули. Механические штангенциркули имеют два вида отсчетных устройств – рамку с нониусом или стрелочный индикатор. Цифровой штангенциркуль вместо рамки имеет цифровое отсчетное устройство, в котором измеренные значения выводятся в виде цифр на жидкокристаллический дисплей.
Самый простейший штангенциркуль, позволяющий измерять диаметры и длины, состоит из штанги 1,с нанесенной на ней измерительной шкалой, на которой закреплены измерительные губки 2. По штанге, перемещается подвижная рамка 3 с нониусом 5. Затяжка рамки на штанге осуществляется с помощью зажима 4. В штангенциркуле предусмотрена микрометрическая подача 6 рамки.
Рисунок 1. Устройство штангенциркуля
Как измерять штангенциркулем? Перед началом измерений (например, диаметра конца вала) необходимо ослабит винт, освободить штангу и передвигать наружную измерительную губку до тех пор, пока обе губки слегка зажмут вал. Затем с помощью винта микрометрической подачи подводят рамку с нониусом и закрепляют последнюю зажимом. Отсчет целых миллиметров производят по делениям на штанге, а долей миллиметра по нониусу.
Для знакомства с конструкциями других типов штангенциркулей и более подробного изучения методов производства измерений штангенциркулями, посмотрите видео 1.
Видео 1. Измерение штангенциркулем
Микрометр
Микрометры (рисунок 2) применяют для измерения наружных диаметров (например, диаметр конца вала) и длины деталей размером до 2000 мм. Точность измерений может быть от ± 0,001 до 0,01 мм.
Рисунок 2. Устройство микрометра
Отсчеты целых и половин миллиметров производят на делениях стебля 7, а долей миллиметра – на нониусе, нанесенном на барабане 5.
Перед началом работы с микрометром следует отвинтить стопорный винт 3 и стопорную шайбу 8 на скобе 1 и передвигать пятку 2 до тех пор, пока не совпадут нулевые деления барабана и стебля (при соприкосновении измерительных поверхностей пятки и микрометрического винта 4). После этого стопорный винт вновь завинчивают и закрепляют пятку.
Для измерения деталь необходимо слегка зажать мерительными поверхностями микрометра. Для этого вращают микрометрический винт при помощи трещотки 6 до проскальзывания последней.
На видео 2 вы можете наглядно ознакомиться с тем, как нужно пользоваться микрометром.
Видео 2. Измерение микрометром
Скоба с отсчетным устройством
Скобы с отсчетным устройством (рисунок 3) предназначены для измерения наружных диаметров и длины деталей размером до 1000 мм.
Рисунок 3. Устройство скобы с отсчетным устройством
Скоба состоит из плоского полукруглого корпуса 3, в котором закреплены подвижная 1 и переставная 5 пятки, а также прикрепленное к подвижной пятке индикаторное отсчетное устройство 2 с делениями. Скоба снабжена теплоизоляционными накладками 4, предотвращающими влияние тепла рук замерщика на точность результатов измерений.
Точность измерений скобами составляет от ± 0,002 до 0,01 мм.
Микрометрический нутромер
Микрометрические нутромеры (рисунок 4) применяют для измерения внутренних диаметров (например, диаметр отверстия ступицы полумуфты) или расстояния между поверхностями. Нутромеры выпускают с пределами измерений от 50 – 75 мм до 400 – 10000 мм.
Рисунок 4. Устройство микрометрического нутромера
Нутромеры с пределами измерений 1250 – 4000 мм и более имеют две головки: микрометрическую и микрометрическую с индикатором.
Микрометрический нутромер состоит из трубки 2, соединенной с удлинителями 3 и прикрепленным к последним измерительным наконечником 4. Внутри второго конца трубки закреплен стебель (на рисунке 4 не виден) микрометрической головки 1, на котором плавно вращается барабан последней. Измерительные поверхности микрометрической головки и измерительного наконечника нутромера выполнены из твердого сплава. На стебле и барабане микрометрической головки нанесены деления.
После установки нутромера в рабочее положение и соприкосновения измерительных поверхностей его микрометрической головки и измерительного наконечника с поверхностями отверстия ступицы полумуфты необходимо совместить нулевой штрих на барабане микрометрической головки с продольным штрихом на ее стебле. При измерении диаметра отверстия в ступице полумуфты нутромер необходимо установит под прямым углом к оси отверстия, так как даже при незначительном его наклоне измерения будут неверны.
Пластинчатый щуп
Пластинчатые щупы (рисунок 5) применяют для измерения зазоров между плоскостями полумуфт центрируемых валов, а также между конусом стержня индикатора (или штифта центровочной скобы) и ободом полумуфты. Такой щуп 1 состоит из калиброванных пластин 2 толщиной от 0,02 до 1 мм. Длина пластин в щупах может быть 100 или 200 мм. Щупы с пластинами длиной 100 мм поставляют только четырьмя наборами от 9 до 17 пластин в каждом наборе. Щупы с пластинами длиной 200 мм поставляют в виде отдельных пластин.
Рисунок 5. Устройство пластинчатого щупа
Пластины щупа должны входить в зазор на глубину не более 20 мм не свободно, а с некоторым трением, которое должно быть примерно одинаковым при всех измерениях.
Приборы, применяемые при центровке валов электрических машин
Кроме перечисленных инструментов, при центровке валов электрических машин применяют индикаторы, уровни, виброметры, вибрографы, а также ряд приспособлений.
Индикатор
Индикаторы используют для измерения биения центрируемых валов, биения соединительных полумуфт, а также для проверки правильности формы названных выше деталей электрических машин. Индикатор (рисунок 6) представляет собой несложный прибор, состоящий из собственно индикатора 1 с измерительным стержнем 2, укрепленного при помощи держателя 3 на стойке 4, которая установлена на штатив 5.
Рисунок 6. Устройство индикатора
Для производства измерения (например, биения вала) индикатор устанавливают на неподвижной опоре, которая не испытывает вибрации, а измерительный стержень – перпендикулярно оси вала и слегка нажимают на проверяемую поверхность. Конструкция индикатора основана на применении зубчатого зацепления, преобразующего поступательное движение измерительного стержня во вращательное движение стрелки индикатора. Индикаторы изготавливают с пределами измерений 0 – 2; 0 – 3; 0 – 5 и 0 – 10 мм и точностью отсчета основной шкалы индикатора 0,01 мм.
Уровень
Уровни применяют при выверке лини валов соединяемых машин, а также для проверки горизонтальности фундаментных плит в процессе установки электрических машин и приводимых ими в действие механизмов. Для указанных целей используют уровни: рамный, с микрометрическим винтом типа «Геологоразведка» и гидростатический.
Рамные уровни выпускаются со сторонами размерами 200 × 200 мм и 300 × 300 мм и с ценой деления от 0,02 до 0,3 мм. Под ценой деления понимается угол наклона ампулы или величина подъема в миллиметрах на 1 м, соответствующие перемещению пузырька на одно деление.
Рабочие поверхности уровня – плоские; на нижней, верхней и одной из боковых поверхностей имеются призматические выемки.
Уровень типа «Геологоразведка» с микрометрическим винтом показан на рисунке 7. Верхняя часть его представляет собой цилиндрическую стеклянную ампулу, заключённую в металлический цилиндр с вырезом. Цилиндр с одно стороны шарнирно соединен с корпусом уровня, с другой стороны его находится микрометрический винт с делительной головкой, поворот которой вызывает подъем или опускание конца цилиндра с ампулой. Цена деления 0,1/1000 мм, то есть одно деление соответствует подъему в 0,1 мм на 1 м.
Рисунок 7. Внешний вид уровня типа «Геологоразведка» с микрометрическим винтом
Для определения уклона какой либо поверхности пузырек в ампуле приводится в нулевое положение вращением микрометрического винта, после чего отсчетом на микрометрической головке определяют величину уклона. Для проверки правильности полученных показаний следует повернуть уровень на 180°.
Виброметр
Виброметры (рисунок 8) предназначены для измерения амплитуды вибрации электрических машин или отдельных их частей и ее направления. Под амплитудой вибрации следует понимать величину перемещения контролируемой поверхности машины (например, поверхности полумуфты) от одного крайнего положения через положение равновесия до другого крайнего положения. Виброметр состоит из рамы 1, массивной призмы 2, подвешенной к раме на пружинах 3, встроенного в призму индикатора 4, упирающегося своей пуговкой 5 в кольцо 6, скрепленное с рамой, винтов 7 застопоривания призмы и ручки 8 для переноски виброметра. Индикатор свободно вращается вокруг своей оси, так что пуговка может занимать любое радиальное положение. Это дает возможность проверять не только амплитуду колебаний, но и ее направление. Для крепления прибора к вибрирующей поверхности в нижней части рамы имеется отверстие с резьбой. Применение массивной призмы вызвано ее свойством в силу инерции, будучи упруго подвешенной, оставаться при колебаниях корпуса прибора практически неподвижной; в этом случае перемещение корпуса относительно неподвижной массы измеряют индикатором.
Рисунок 8. Устройство виброметра
Вибрацию следует замерять в трех направлениях; вертикальном осевом (вдоль оси машины) и поперечном (в горизонтальной плоскости перпендикулярно оси машины).
При измерении вибраций от 0,05 до 6 мм у электрических машин с номинальной частотою вращения более 750 об/мин следует применять ручные вибрографы ВР-1.
Виброграф ВР-1
Виброграф ВР-1 (рисунок 9) состоит из передающего рычажного механизма, устройства для передвижения ленты и отметчика времени.
На оси 1 (рисунок 9, а) имеется штифт 2, прикасающийся к вибрирующей поверхности. Ось при помощи шарнира 3 связана со стальным пером 4, которое может поворачиваться вокруг оси рукоятки 5. Пружина 6, натяжение которой можно регулировать, предназначена для получения надлежащего контакта между штифтом и вибрирующей поверхностью. Кривая вибрации записывается острием пера, царапающего на бумажной ленте 7, покрытой слоем воска. Лента передвигается с определенной скоростью при помощи часового механизма с пружинным заводом. Отметчик времени делает отметку на ленте каждую секунду, что дает возможность определить частоту вибраций.
Рисунок 9. Устройство вибрографа
Общий вид вибрографа приведен на рисунке 9, б. Ось 1 со штифтом помещается в направляющей трубке 8. Для регулирования натяжения пружины используется винт 9. Рычажок служит для включения и отключения движения ленты и отметчика времени. Пружину часового механизма заводят рукояткой 5. За движением пера вибрографа наблюдают через лючок в корпусе. Прибор снабжен рычажным увеличителем записи колебаний, надеваемым на направляющую трубку и позволяющим увеличивать записи в 2 и 6 раз.
Приспособления, применяемые при центровке валов электрических машин
Для центровки валов применяют также специальные приспособления: центровочные скобы, приспособления для центровки с электромагнитным прижимом и индикаторами, приспособления для центровки машин с промежуточным валом, приспособления для шлифовки вала, для проворачивания валов, для подъема вала на небольшую высоту, упоры против осевого смещения вала, универсальные трех-захватные съемники полумуфт и другие. Ниже рассматривается конструкция отдельных типов центровочных скоб. Конструкция и принцип действия остальных приспособлений будут подробно рассмотрены в статьях «Подготовка к центровке валов» и «Центровка валов электрических машин».
Центровочные скобы изготовляют непосредственно перед монтажом или ремонтом электрических машин. В отдельных случаях это делают без предварительного расчета, что следует считать серьезным упущением, так как от правильного выбора конструкций скоб в большой степени зависит точность центровки.
В таблице 3 приведены основные размеры, по которым, зная длину скобы, можно подобрать сечение (высоту h и ширину b).
Основные размеры центровочных скоб
| Расчетная длина консольной части скобы, мм | Высота сечения скобы h, мм | Ширина сечения скобы b, мм | Расчетная длина консольной части скобы, мм | Высота сечения скобы h, мм | Ширина сечения скобы b, мм |
| 20 30 40 50 60 70 80 | 7 10 12 15 18 20 23 | 15 15 15 15 15 15 15 | 100 120 140 160 180 200 230 | 25 28 30 32 34 36 38 | 20 20 25 25 30 30 30 |
На рисунке 10 показаны отдельные конструкции центровочных скоб. Скоба, показанная на рисунке 10, а, применяется в случаях больших расстояний между полумуфтами. Ее площадь поперечного сечения должна обеспечивать достаточную жесткость для предотвращения смещения конца скобы в процессе центровки.
В том случае, когда на ободе полумуфты нет специального нарезанного отверстия для завертывания болта, крепящего скобу на полумуфте, применяется скоба, показанная на рисунке 10, б. Эта скоба крепится штифтом, устанавливаемым в отверстие для болта полумуфты.
Нашли также широкое применение скобы, закрепляемые на ободе полумуфты (рисунок 10, в).
Рисунок 10. Конструкции центровочных скоб.
а – для больших расстояний между полумуфтами; б – закрепляемая штифтом, устанавливаемым в отверстии для болта полумуфты; в – закрепляемая на ободе полумуфты
В СССР для монтажа средних и крупных электрических машин применяли бригадные наборы специальных инструментов.
Каждый из таких наборов включает следующие инструменты, приспособления и приборы, в том числе и необходимые для центровки валов: микрометр типа МК, предел измерений 0 – 25 мм, точность измерений 0,01 мм (ГОСТ 6507-90); комплект микрометрических нутромеров, пределы измерений 50 – 600 мм (ГОСТ 10-88); комплект щупов типа I 1 – 100, 5 – 100 и типа II 7 – 200 (ГОСТ 882-75); комплект гаечных ключей размером 8 – 36 мм (ГОСТ 2906-80); комплект конических разверток Ø 13 – 27 (ГОСТ 10082-71); комплект индикаторных скоб типа С, 300 – 800; индикатор валовый типа I, точность измерений до 0,01 мм; уровень типа «Геологоразведка» с микрометрическим винтом, с ценой деления 0,1 / 1000 мм; уровень рамный нерегулируемый; уровень гидростатический; щуп клиновый; ключ со сменными головками для больших гаек; набор инструментов слесаря монтажника; электрошарошка, бучарда пневматическая, приспособление для развертывания отверстий в полумуфтах; приспособление для проворачивания валов; приспособление для центровки валов с электромагнитным прижимом и индикаторами; приспособление для центровки машин с промежуточным валом; съемник подшипников качения (со скобой и хомутом); съемник трех-захватный универсальный; домкрат клиновый грузоподъемностью 50 тс; домкрат гидравлический грузоподъемностью 100 тс; виброметр с ценой деления 0,01 мм; тахометр центробежный ручной типа ИО-10; комплект отвесов; комплект стропов; призма длиной 100 – 150 мм (ГОСТ 5641-88).
Помимо этого для центровки валов электрических машин используют такелажные механизмы: лебедки тали и блоки, а также такелажную оснастку: канаты стальные и пеньковые, коуши и зажимы.
Материалы, применяемые при центровке валов электрических машин
В процессе центровки валов электрических машин расходуется также ряд материалов. К последним относятся: керосин и бензин – для очистки шеек и концов валов и посадочной части полумуфт от консервирующей антикоррозийной смазки; кроме того, керосин используют для разведения пасты ГОИ; бязь и марля чистые – для протирки указанных частей машин; цветной мел или цветные карандаши – для пометок на полумуфтах; тетради – для записи результатов замеров; мешковина в качестве защитного покрытия; тряпки чистые; концы обтирочные; нитки суровые, шпагат крученый; фетр и войлок – для шлифовки шеек вала; прессшпан, кожа, мел, паста ГОИ – для полировки шеек вала; уайт-спирит, ксилол – для снятия антикоррозийного покрытия на шейках валов; этиловый спирт – для протирки шеек вала.
Источник: Каминский М. Л., «Центровка валов электрических машин» – Москва: Энергия, 1972 – 72с.