


В каталогах автозавода УАЗ нумерация обозначений, характерных всем сборочным единицам и деталям, осуществляется в соответствии с единой семизначной системой. Например, обозначение вала вторичного в сборе коробки передач: 452-1701106-Б, где:
452 – 1-ые цифры до тире являются обозначением модели автомобиля или деталей, соответствующих двигателю, шасси, кузову, соответственно, моделям двигателя, шасси или кузова (кабины) автомобиля.
17 – 1-ые две цифры, входящий в 7-мизначный номер, являются обозначением номера группы, в данном случае “Коробки передач”
01 – 2-рые две цифры, входящие в 7-мизначный номер, являются обозначением номера подгруппы, в данном случае “Коробки передач”
105 – последние три цифры, входящие в 7-мизначный номер, являются обозначением порядкового номера детали, в данном случае “Вала вторичного”.
Буквенные обозначения А, Б, В и т.д. после обозначения деталей или сборочных единиц указывают о внесении изменений в конструкцию детали или сборочной единицы. Обозначения А, А1, А2 и т.д. являются указанием сохранения изменений детали взаимозаменяемости с основной деталью, не обозначенной буквой, и между собой. Детали, обладающие обозначениями Б, Б1, Б2 и т.д. не взаимозаменяемы с деталями, обладающими обозначениями А, А1, А2 и т.д. или с ранее выпущенными деталями (не обладающими буквами), но взаимозаменяемы между собой.
Параллельно для буквенных обозначений в соответствии со всеми последующими изменениями для указаний, связанных со взаимозаменяемостью или не взаимозаменяемостью деталей или сборочных единиц, осуществляется введение цифровых индексов:
01 – 1-ый взаимозаменяемый вариант
02 – 2-рой взаимозаменяемый вариант
09 – 9-тый взаимозаменяемый вариант
10 – 1-ый невзаимозаменяемый вариант
11 – 1-ый взаимозаменяемый вариант, соответствующий невзаимозаменяемому варианту 10
12 – 19 – линейка последующих взаимозаменяемых вариантов невзаимозаменяемого варианта 10
20 – 2-рой невзаимозаменяемый вариант
21 – 29 – линейка взаимозаменяемых вариантов, относящихся ко 2-рому невзаимозаменяемому варианту 20
Весь ассортимент деталей и сборочных единиц, заимствованных от автомобилей старых моделей, осуществляет сохранение своих прежних обозначений.
Ассортимент деталей или сборочных единиц, используемых исключительно для ремонта, обладает буквенными приставками Р, Р1, Р2 или АР, АР1, и т.д. Например, ВК-24-1000100-АР – комплект поршневых колец, обладающих увеличенным размером на 0,50мм.
- Ступица коленчатого вала змз 409
- Ступица шкива коленчатого вала (дв. ЗМЗ-402, 409; УМЗ-417, 4213, 4216, 4218) «УМЗ»
- Клуб УАЗ Патриот
- Как напрессовать ступицу коленвала
- Как напрессовать ступицу коленвала
- Как напрессовать ступицу коленвала
- Как напрессовать ступицу коленвала
- Как напрессовать ступицу коленвала
- Как напрессовать ступицу коленвала
- Как напрессовать ступицу коленвала
- Как напрессовать ступицу коленвала
- Как напрессовать ступицу коленвала
- Как напрессовать ступицу коленвала
- Как напрессовать ступицу коленвала
- Методика напрессовки ступицы шкива коленвала в ЗМЗшных моторах
- Фланец коленвала дв.УМЗ (ступица шкива) УАЗ, ГАЗель «УМЗ» / 4173.1005052
- Описание
- Сборка двигателей ЗМЗ–409051.10 и ЗМЗ–409052.10 («ZMZ PRO»).
- Сборка двигателей ЗМЗ–409051.10 и ЗМЗ–409052.10 («ZMZ PRO»).
- 🎥 Видео
Видео:Доработка ступицы коленвала с УМЗ 421 на ЗМЗ 409Скачать

Ступица коленчатого вала змз 409




ВНИМАНИЕ. Наш склад пополняется ежедневно, поэтому может отображаться не весь ассортимент. Полная информация у наших консультантов
Видео:Ступица шкива ЗМЗ 409Скачать

Ступица шкива коленчатого вала (дв. ЗМЗ-402, 409; УМЗ-417, 4213, 4216, 4218) «УМЗ»



Интернет-магазин: Имеется в достаточном количестве
Север: Товар заканчивается или зарезервирован
Юг: Можем предложить завтра
Откройте в новой вкладке браузера страничку на любом другом сайте с описанием товара, который Вы считаете лучшим аналогом текущего и скопируйте сюда адрес этой странички из адресной строки браузера.
Видео:Проще не придумаешь! Монтаж ступицы шкива коленвала ЗМЗ 409Скачать

Клуб УАЗ Патриот
Форум всероссийского клуба владельцев УАЗ Патриот
Видео:Ступица коленвала УАЗСкачать

Как напрессовать ступицу коленвала
Как напрессовать ступицу коленвала
Сообщение rusnat89 » Вт апр 11, 2017 08:06
Прошу помощи знатоков.
менял ГРМ (сам) снял ступицу КВ съемником. Туговата шла, 2 болта М8 и упор в головку болта КВ стянули её на ура. Поставить назад не могу. вчера 4 часа запрессовывал болтом (не идет) пришлось создавать натяг вкрученным болтом, и молотком подбивал.
Болт использовал М 16*1,5*90 от передней подвески (клюшек) прочность 10,9.
Проблема в том что в болтах срезает резьбу. Стоит один раз вкрутить, выкручиваеш уже зализанный болт. Крутил без рычагов простой трещеткой с головкой. ООсталось 1 см допрессовать ступицу. В основном шла поб действием не болта а молотка. Здесь находил информацию что болтом с шайбами запрессовывается. но складывается такое ощущение, что в КВ внутри резьба конусная, от того и срезает резьбу. и сама глубина резьбы не более 3,5-4 см.
Кто что посоветует?
Отправлено спустя 4 минуты 9 секунд:
Как напрессовать ступицу коленвала
Сообщение Alex[BY] » Вт апр 11, 2017 08:56
Как напрессовать ступицу коленвала
Сообщение rusnat89 » Вт апр 11, 2017 09:19
Как напрессовать ступицу коленвала
Сообщение Slava61 » Вт апр 11, 2017 17:22
Как напрессовать ступицу коленвала
Сообщение Yurgen_T » Чт апр 13, 2017 08:40
Как напрессовать ступицу коленвала
Сообщение rusnat89 » Чт апр 13, 2017 09:52
Как напрессовать ступицу коленвала
Сообщение luchsergey » Чт апр 13, 2017 15:34
Как напрессовать ступицу коленвала
Сообщение Slava61 » Чт апр 13, 2017 17:17
Как напрессовать ступицу коленвала
Сообщение luchsergey » Чт апр 13, 2017 17:19
Как напрессовать ступицу коленвала
Сообщение ligen » Чт апр 13, 2017 18:03
rusnat89 писал(а): Прошу помощи знатоков.
менял ГРМ (сам) снял ступицу КВ съемником. Туговата шла, 2 болта М8 и упор в головку болта КВ стянули её на ура. Поставить назад не могу. вчера 4 часа запрессовывал болтом (не идет) пришлось создавать натяг вкрученным болтом, и молотком подбивал.
Болт использовал М 16*1,5*90 от передней подвески (клюшек) прочность 10,9.
Проблема в том что в болтах срезает резьбу. Стоит один раз вкрутить, выкручиваеш уже зализанный болт. Крутил без рычагов простой трещеткой с головкой. ООсталось 1 см допрессовать ступицу. В основном шла поб действием не болта а молотка. Здесь находил информацию что болтом с шайбами запрессовывается. но складывается такое ощущение, что в КВ внутри резьба конусная, от того и срезает резьбу. и сама глубина резьбы не более 3,5-4 см.
Кто что посоветует?
Отправлено спустя 1 минуту 8 секунд:
когда выкручивал штатный болт КВ он весь был в стружке, а конец болта на 7 мм полностью стертая резьба
Тянул запасным клюшечным L=120 мм, но без порчи резьбы. Шаг там не 1 мм случайно?
Видео:Вал Коленчатый ЗМЗ 406, 409, 511,523Скачать

Методика напрессовки ступицы шкива коленвала в ЗМЗшных моторах

Методика напрессовки ступицы шкива коленвала в ЗМЗшных моторах
Короткий мануальчик, который существенно облегчит новичкам сию довольно ебкую с непривычки процедуру. На предшествующей процедуре снятия останавливаться не буду, ибо, как говорится, ломать на строить — снимать намного легче и на этом этапе обычно ни у кого проблем не возникает. Скажу только, что для стаскивания ступицы лучше всего использовать хороший 100мм трехлапый съемник. Хороший — это Force, Jonnesway и т.д.: дорого, но оно того стоит. Специализированный отечественный съемник (диск с кучей дырок, воронежского, по-моему, производства) не выдерживает никакой критики: металл сырой, отверстия просверлены криво — в общем выброшенные деньги.
В этот раз мне придется отступить от обычной практики фотографирования каждого шага: методику опробовал сходу, при этом не было никакой уверенности, что операция увенчается успехом. В процессе было не до фотографий, а после того, как она таки увенчалась — несложно понять, что у меня уже не было желания разбирать все снова, чтобы запечатлеть подробности :). Впрочем, процедура достаточно прямолинейна и, думается мне, устного описания будет вполне достаточно.
1. Болт М24х2.0 длиной 60мм.
Хинт: большинство резьбомеров заканчиваются на шаге 1.75, но нужный нам шаг вполне можно намерить щупом 1.0. Просто витки будут совпадать через зубец.
К сожалению, когда я пришел в магазин, меня там немного разочаровали. Поэтому пришлось брать два болта, один слишком короткий (50мм), другой слишком длинный (90мм). Под ключи на 30 и на 36 соответственно.

Для начала небольшое предупреждение: если у вас есть несколько ступиц и шкивов, не поддавайтесь соблазну хапнуть из горки первую попавшуюся пару и втулить не глядя, это все таки ЗМЗ. Прежде убедитесь что все дырки совпадают (они должны совпадать только в одном положении). Все ок? Тогда к делу.
В машине смазываем тонким слоем масла носок коленвала и забиваем в паз шпонку этак на сантиметр. С торца. По торчащей наружу части шпонки будет проще центровать ступицу.
Идем домой, берем ступицу и греем феном или на плите градусов до 100. После чего заворачиваем в капюшон от пуховика, меховую варежку или еще что-нибудь теплоизолирующее и неплавкое (чтобы не остывала в процессе) и несем к машине. Не забываем прихватить толстую перчатку, чтобы не смотреть потом на раскаленную железяку грустными глазами, размышляя, чем бы ее ухватить. Приносим, распаковываем, насаживаем на носок вала и застукиваем легкими ударами молотка. Повторяю, легкими, и не поддаемся соблазну забить ступицу до конца, раз уж она так хорошо идет. За счет нагрева она действительно первый стантиметр проскакивает влет, но дальше увязает, а стучать молотком по центровочному кольцу на торце — верный способ замять его и угробить все дело: шкив на замятую ступицу не наденется, посадка довольно плотная. В принципе на разных моторах натяг в этом сопряжении бывает разный, где-то ступица и без нагрева нормально зайдет. Если на холодную идет совсем легко, ступицу лучше заменить: от проворота ее страхует именно натяг, а не шпонка. Долгая езда с просаженным натягом чревата разбиванием шпоночного паза на колене.
Дальше берем наш волшебный болт и набираем из шайб проставку с таким расчетом, чтобы болт можно было свободно ввернуть в носок на два-три витка. Ставим машину на передачу, чтобы зафиксировать коленвал, смазываем шайбы и резьбу болта трансмиссионкой и начинаем закручивать. Видим, как ступица потихоньку движется в нужном направлении. Через какое-то время болт входит до упора — выкручиваем его обратно и добавляем шайб, чтобы снова получить два-три заходных витка. Снова крутим и так далее до победного конца.
Остается только завернуть вместо волшебного болта аутентичный болт храповика (под ключ на 46 или на 41, разные бывают), не забыв зубчатую шайбу.
ЗЫ: На шпонке по идее должна быть резиновая насадка, не дающая маслу течь через шпоночный паз. Если у вас ее нет, имеет смысл перед установкой промазать оба паза (на носке и на ступице) герметиком.
ЗЗЫ: Таким же макаром, только через дистанционную втулку, можно напрессовать и приводную шестерню распредвала.
Видео:съёмник ступицы шкива коленвала УАЗ . ЗМЗ двиг.Скачать

Фланец коленвала дв.УМЗ (ступица шкива) УАЗ, ГАЗель «УМЗ» / 4173.1005052

Обратите внимание! Фотографии носят исключительно ознакомительный характер и могут отличаться от товара, фактически имеющегося на складах. Если Вас интересуют какие-то определённые характеристики (цвет, форма, размер, соответствие с товаром на складе и иные), просим уточнять данную информацию у менеджеров при согласовании заказа.
* Цена действительна только при заказе в интернет-магазине.
Видео:Установка ступицы шкива коленвала Газель Уаз умз 4216, 4215 и Волга ЗМЗ 402 и их модификации.Скачать

Описание
Фланец коленвала дв.УМЗ (ступица шкива) УАЗ, ГАЗель «УМЗ» / 4173.1005052
- артикул 4173.1005052;
- есть в наличии и доступен для покупки;
- цена по состоянию на 26.08.21 — 865 рублей;
- доставка осуществляется по всей России.
Оформите заказ на данный товар онлайн прямо сейчас!
Нужно быть авторизованным на сайте, чтобы оставить вопрос по товару.
Телефон: 8-800-700-9-554 (звонок по России бесплатный)
© 1997-2021, «BAZA ВСЁ ДЛЯ УАЗА» продаёт запчасти в России для всех видов УАЗ: Буханка, Патриот, Карго, Пикап, Профи, Хантер, 469, Симбир. Выполняем доставку автозапчастей транспортными компаниями.

Заказать запчасти по VIN номеру
Чтобы подобрать запчасти по VIN-номеру, нужно авторизоваться на сайте.
Видео:уаз патриот 20000 км замена переднего сальника коленвалаСкачать

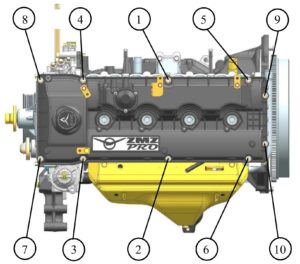
Сборка двигателей ЗМЗ–409051.10 и ЗМЗ–409052.10 («ZMZ PRO»).
Сборка двигателей ЗМЗ–409051.10 и ЗМЗ–409052.10 («ZMZ PRO»).
Подготовка к сборке.
Оборудование и организация работ в производственном помещении должны исключать наличие пыли, грязи в зоне рабочего места для сборки двигателя. Стеллажи, рабочий инструмент, спецодежда рабочего должны исключать загрязнение двигателя в процессе его сборки. Детали и узлы при установке на двигатель должны быть чистыми, без следов коррозии, грязи, пыли, волосовин и ниток от ткани. Распаковывать детали и расконсервировать следует только непосредственно перед установкой их на двигатель.
Другие записи по двигателям:
Перед сборкой двигателя необходимо все его детали очистить от нагара и смолистых отложений.
Нельзя промывать в щелочных растворах детали, изготовленные из алюминиевых сплавов (головку цилиндров, поршни, крышки и др.), так как эти растворы разъедают алюминий.
Для очистки деталей от нагара рекомендуются следующие растворы:
- сода (Na2 СО3 ), г – 18,5;
- мыло (зеленое или хозяйственное), г – 10,0;
- жидкое стекло, г – 8,5;
- вода, л – 1,0.
для стальных и чугунных деталей:
- каустическая сода (NаОН), г – 25;
- сода (Na2 СO3 ), г – 33;
- мыло (зеленое или хозяйственное), г – 8,5;
- жидкое стекло, г – 1,5;
- вода, л – 1.
При сборке двигателя необходимо соблюдать следующие условия:
- Протереть все детали чистой салфеткой и продуть сжатым воздухом, а все трущиеся поверхности (поверхности цилиндров, вкладыши и шейки коленчатого вала, опоры распределительного вала в головке цилиндров, шейки промежуточного вала и валика привода масляного насоса и т.п.) смазать чистым моторным маслом, применяемым для двигателя.
- Осмотреть детали перед постановкой на место (нет ли трещин, сколов, забоин и других дефектов), проверить надежность посадки запрессованных в них других деталей. Дефектные детали подлежат ремонту или замене на новые.
- Нанести на резьбовые части деталей и узлов, выходящие в полость масляной магистрали и в полость системы охлаждения, а также некоторые ответственные соединения (болты рычагов натяжных устройств, успокоителей и т.п. – см. по тексту), анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К») для надежной герметизации и стопорения соединения. Все неразъемные соединения, например, заглушки блока цилиндров и т.п., также должны ставиться на анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»). Перед нанесением герметика поверхность очистить и обезжирить.
- Рекомендуется устанавливать новые уплотнительные прокладки. Допускается повторная затяжка прокладки крышки клапанов при обеспечении герметичности.
- К постановке на двигатель не допускаются:
- шплинты, шплинтовочная проволока и стопорные пластины, бывшие в употреблении;
- пружинные шайбы, потерявшие упругость;
- поврежденные прокладки;
- детали, имеющие на резьбе более двух забитых или сорванных ниток;
- болты и шпильки с вытянутой резьбой;
- болты и гайки с изношенными гранями.
- Размеры сопрягаемых деталей, а также зазоры и натяги в сопряжениях при сборке двигателя и его узлов. При сборке двигателя соблюдать моменты затяжки резьбовых соединений.
- Необходимые специальные инструменты и приспособления для сборки двигателя.
Читайте также: Муфты для валов в самаре
Порядок операций сборки.
- Очистить все привалочные поверхности блока от прилипших и порванных при разборке прокладок.
- Закрепить блок цилиндров на сборочном стенде, внимательно осмотреть зеркало цилиндров, при необходимости следует снять шабером неизношенный поясок над верхним компрессионным кольцом. Металл следует снимать вровень с изношенной поверхностью цилиндра.
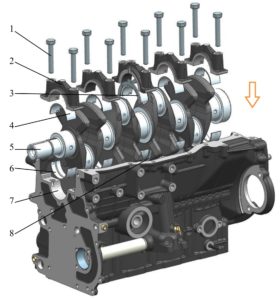
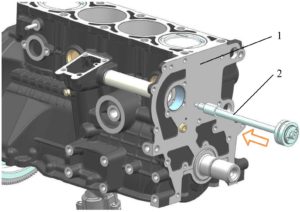
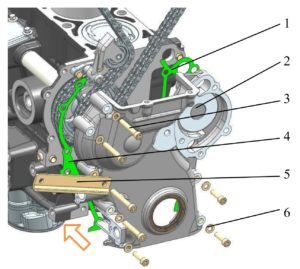
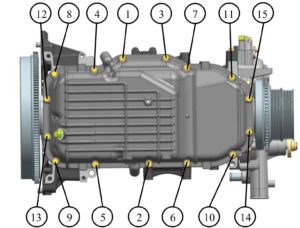
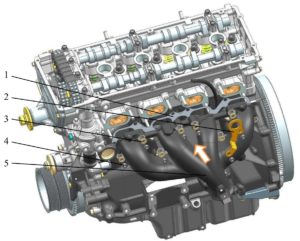
- Вывернуть пробки масляных каналов блока 1, 2, 3, 4 (рис.1) и головки цилиндров 1, 2, 3, 4, 5 (рис.2) и продуть все масляные каналы сжатым воздухом. Завернуть пробки на место.
Пробки масляных каналов блока цилиндров.
1, 2, 3, 4 – пробки.
Пробки масляных каналов головки цилиндров.
1, 2, 3, 4, 5 – пробки.
Перед заворачиванием пробок нанести на их резьбовую поверхность анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
Пробки блока цилиндров заворачивать моментом:
- Поз.1 – 8…25 Н∙м (0,8…2,6 кгс∙м);
- Поз.2, 4 – 20…50 Н∙м (2,1…5,1 кгс∙м);
- Поз.3 – 20…35 Н∙м (2,1…3,5 кгс∙м).
Пробки головки цилиндров заворачивать моментом 25…30 Н∙м (25…30 кгс∙м).
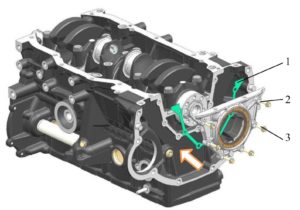
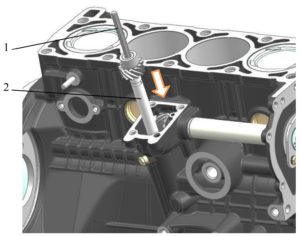
- Вывернуть пробки 2 (рис.3) грязеуловительных полостей 4 шатунных шеек коленчатого вала и удалить из них отложения, для чего промыть полости и каналы раствором каустической соды (NaOH), нагретым до плюс 80°С, и металлическим ёршиком тщательно прочистить полости 4 и каналы 3. Промыть полости и каналы керосином и высушить сжатым воздухом, после чего завернуть пробки на место моментом 37…51 Н∙м (3,8…5,2 кгс∙м), предварительно нанеся на их резьбовую поверхность анаэробный герметик «Стопор-9» или аналогичный («Гермикон-9», «Euroloc 6638»).
Пробки, каналы и грязеуловительные полости коленчатого вала.
1 – коленчатый вал; 2 – пробка; 3 – масляный канал; 4 – грязеуловительная полость.
Проверить состояние рабочих поверхностей коленчатого вала. Забоины, задиры и другие наружные дефекты не допускаются.
Протереть салфеткой постели 7 (рис.4) под вкладыши в блоке и в крышках 2 коренных подшипников.
Установить в постели блока вкладыши коренных подшипников верхние 6 (с канавками и отверстиями), а в постели крышек – нижние 4 (без канавок), протереть вкладыши салфеткой и смазать их маслом, применяемым для двигателя.
Протереть салфеткой коренные и шатунные шейки коленчатого вала 5, смазать их чистым маслом и установить коленчатый вал в блок цилиндров.
Смазать моторным маслом и установить полушайбы 3,8 упорного подшипника, ориентируя их поверхностью с канавками в сторону коленчатого вала:
- верхние – в проточки третьей коренной постели;
- нижние – вместе с крышкой третьего коренного подшипника. Выступы нижних полушайб должны зайти в пазы крышки.
- Пластмассовые полушайбы подлежат установке только в передние (ближайшие к переднему торцу блока цилиндров) проточки коренной постели и крышки опоры, ориентируя поверхностью с канавками к щеке коленчатого вала.
Установить крышки остальных опор на соответствующие коренные шейки, завернуть и затянуть болты 1 крепления крышек коренных подшипников моментом 98…107, 9 Н·м (10…11 кгс·м).
На нижних поверхностях 1, 2 и 4 коренных крышек выбиты их порядковые номера. На нижней поверхности крышки третьей коренной опоры расположено резьбовое отверстие для крепления держателя масляного насоса, а на боковых поверхностях – проточки и пазы для установки полушайб. Крышки коренных опор устанавливаются согласно их нумерации, ориентируясь так, чтобы пазы под ус вкладыша в крышке и блоке располагались с одной стороны.
Провернуть коленчатый вал, вращение его должно быть свободным при небольшом усилии.
Установка коленчатого вала.
1 – болты крышек коренных опор; 2 – крышки коренных подшипников; 3 – нижняя упорная полушайба; 4 – нижний коренной вкладыш; 5 – коленчатый вал; 6 – верхний коренной вкладыш; 7 – постель блока цилиндров; 8 – верхняя упорная полушайба.
- Проверить величину осевого зазора коленчатого вала (рис.5), который должен быть не более 0,36 мм. Для неизношенных коленчатого вала и полушайб упорного подшипника зазор составляет 0,06…0,27 мм. При превышении осевого зазора максимально допустимой величины заменить упорные полушайбы на новые или ремонтные, увеличенной на 0,13 мм толщины, и вновь замерить величину осевого зазора. Если при замере он окажется более 0,36 мм, заменить коленчатый вал.
Проверка осевого зазора коленчатого вала.
1 – коленчатый вал; 2 – полушайба упорного подшипника коленчатого вала нижняя; 3 – полушайба упорного подшипника коленчатого вала верхняя; 4 – штатив; 5 – индикатор.
- Взять сальникодержатель с сальником заднего конца коленчатого вала, проверить пригодность сальника к дальнейшей работе. Если сальник имеет изношенную рабочую кромку или слабо охватывает фланец коленчатого вала – заменить его новым.
Запрессовку сальника в сальникодержатель рекомендуется производить при помощи оправки (рис.6). Сальник (резиновая манжета с пружиной или без пружины с конической рабочей кромкой, имеющей винтовую насечку) должен быть установлен пыльником наружу двигателя, рабочей кромкой внутрь. Перед запрессовкой на наружную поверхность сальника нанести смазку, для облегчения запрессовки.
Запресовка сальника в сальникодержатель.
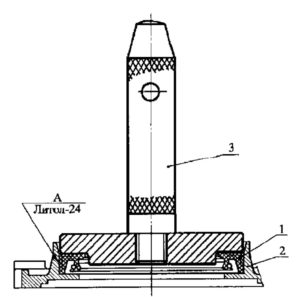
1 – сальник; 2 – сальникодержатель; 3 – оправка.
Заполнить на 2/3 полости между рабочей кромкой и пыльником резиновой манжеты смазкой «ЦИАТИМ-221» или «ЦИАТИМ-279». Установить сальникодержатель 2 (рис.7) с прокладкой 1. Для установки сальникодержателя с сальником рекомендуется использовать специальную оправку с целью правильного расположения рабочей кромки.
Для установки сальникодержателя с сальником, имеющим пружину, используется оправка ЗМ 7853-4215.
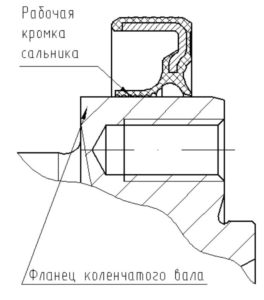
Для установки сальникодержателя с сальником без пружины в дополнение к оправке ЗМ 7853-4215 используется приспособление ЗМ 7820-4733. Рабочая кромка сальника без пружины должна быть расположена на валу согласно рис.8.
Установить оправку ЗМ 7853-4418 для центрирования заднего сальника на фланец коленчатого вала и в сальникодержатель. Закрепить сальникодержатель болтами 3 (рис.7) моментом 5,9…8,8 Н∙м (0,6…0,9 кгс∙м) и снять оправку.
Установка сальникодержателя.
1 – прокладка; 2 – сальникодержатель с сальником; 3 – болт.
Ориентирование рабочей кромки на валу для сальника без пружины.
- Установить маховик 1 (рис.9) на задний конец коленчатого вала, совместив отверстие в маховике под штифт с установочным штифтом, запрессованным во фланец коленчатого вала.
Установка маховика.
1 – маховик; 2 – шайба; 3 – болт.
Установить шайбу 2 болтов маховика, наживить и затянуть болты 3 моментом 70,6… 78,4 Н·м (7,2…8,0 кгс·м).
Внимание! Не допускается повторное использование болтов крепления маховика, они допускают только одну затяжку.
- Запрессовать подшипник 1 (рис.10) в гнездо маховика 2. Подшипник запрессовывать, прикладывая усилие к наружному кольцу. Запрессовка за внутреннее кольцо приведет к повреждению подшипника.
Установка подшипника.
1 – подшипник; 2 – маховик.
- Подсборка шатунно-поршневой группы.
9.1 Подобрать поршни к цилиндрам.
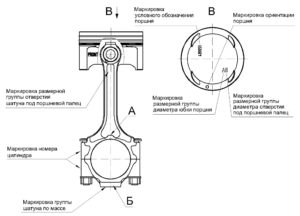
Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на пять размерных групп. Поршни маркируются буквами на днище (рис.11). Буква обозначения размерной группы диаметра цилиндра наносится краской на заглушках на левой стороне блока цилиндров.
Поршни к цилиндрам должны быть подобраны группа в группу, в соответствии с таблицей.
Размерные группы поршней и цилиндров блока.
Допускается подбор поршней к цилиндрам, в том числе к работавшим цилиндрам без их обработки, из соседних групп при прохождении поршнем нижеприведенной проверки.
Рекомендуется проверить пригодность поршня для работы в цилиндре, как указано далее:
1) Поршень в перевернутом положении под действием собственной массы или под действием лёгких толчков пальцев руки должен медленно опускаться по цилиндру.
2) Замерить усилие протягивания динамометром ленты-щупа толщиной 0,05 мм и шириной 10 мм, опущенного на глубину 35 мм между стенкой цилиндра и вставленным в него в перевернутом положении поршнем. Нижний край юбки поршня должен быть углублен на 10 мм относительно верхнего торца блока.
Ленту – щуп размещать в плоскости, перпендикулярной оси поршневого пальца, т.е. по наибольшему диаметру поршня. Усилие при протягивании ленты-щупа должно быть 29…39 Н (3…4 кгс) для новых цилиндров и поршней.
Замеры цилиндров, поршней и протяжку поршней производить при температуре деталей плюс 20±3°С.
9.2 Подобрать пальцы к поршням и шатунам и собрать поршни с шатунами и пальцами
Поршни по диаметру отверстия под палец сортируются на 2 размерные группы и маркируются римской цифрой на днище.
Шатуны по диаметру отверстия втулки под палец сортируются на 4 размерные группы и маркируются краской на стержне в зоне поршневой головки.
Поршневые пальцы по наружному диаметру сортируются на 2 размерные группы, которые маркируются римской цифрой на торце.
Поршневые пальцы должны быть подобраны к поршням и шатунам в соответствии с таблицей.
Соответствие пальцев поршням и шатунам.
Шатуны в сборе с крышкой по массе сортируются на четыре группы и маркируются краской на крышке шатуна. Цвет маркировки:
- белый – соответствует массе шатуна 900…905 г;
- зелёный – 895…900 г;
- жёлтый – 890…895 г;
- голубой – 885…890 г.
Для установки в двигатель следует брать шатуны одной группы по массе.
Разница массы устанавливаемых в двигатель узлов (поршень с шатуном) не должна превышать 22 грамма.
Смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна. Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом: надпись «FRONT» на поршне, выступ А на кривошипной головке шатуна должны быть направлены в одну сторону (рис.11).
Маркировка шатуна и поршня.
9.3 Проверить зазор в стыке поршневых колец, зазор между кольцом и канавкой и установить кольца на поршень.
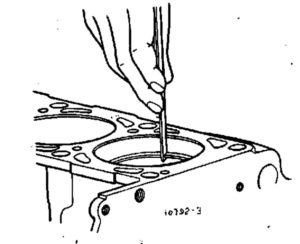
Замерить тепловой зазор в стыке колец (рис.12), помещенных в верхнюю неизношенную часть цилиндра (от верхней кромки цилиндра до места расположения первого компрессионного кольца при нахождении поршня в ВМТ), который должен быть:
- Вернее компрессионное кольцо – 0,20…0,35 мм;
- Нижнее компрессионное кольцо – 0,35…0,50 мм;
- Маслосъемное кольцо – 0,20…0,70 мм.
Для работавших колец зазор должен быть не более 1,5 мм. Установка изношенных колец с зазором более 1,5 мм приведет к повышенному угару масла.
Поверхность цилиндра перед проведением замера должна быть очищена от нагара.
Замер теплового зазора в стыке поршневых колец.
Очистить днища поршней и канавки для поршневых колец от нагара.
Замерить щупом боковой зазор между компрессионными кольцами и стенкой поршневой канавки (рис.13). Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм. Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец. Заменить, при необходимости, изношенное кольцо или поршень.
Проверка бокового зазора между поршневым кольцом и канавкой в поршне.
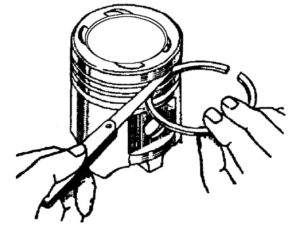
Надеть с помощью приспособления (рис.14) поршневые кольца на поршень. Нижнее компрессионное кольцо устанавливать надписью «TOP» (верх) или маркировкой товарного знака предприятия-изготовителя в сторону днища (верха) поршня. Кольца в канавках должны свободно перемещаться.
Установка поршневых колец на поршень.
- Вставить поршни в цилиндры следующим образом:
- сориентировать поршень с шатуном таким образом, чтобы надпись «FRONT» на поршне была обращена в сторону переднего торца блока цилиндров;
- протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши;
- повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ;
- смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом, применяемым для двигателя;
- развести замки поршневых колец: замки компрессионных колец сместить на 180° друг относительно друга, замки кольцевых дисковых элементов маслосъемного кольца установить один к другому под углом 180° и под углом 90° к замкам компрессионных колец. Замок пружинного расширителя установить под углом 45° к замку одного из кольцевых дисковых элементов;
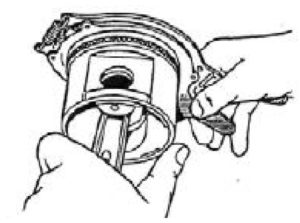
- с помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр (рис.15).
Установка поршня с кольцами в цилиндр.
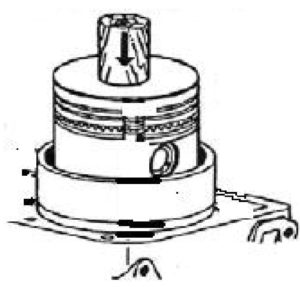
Перед установкой поршня следует еще раз проверить правильность положения поршня и шатуна в цилиндре.
Подтянуть шатун за кривошипную головку к шатунной шейке и надеть крышку шатуна. Крышка шатуна на шатун должна быть установлена так, чтобы уступ Б (рис.11) на крышке шатуна и выступ А на кривошипной головке или пазы под вкладыши располагались с одной стороны. Завернуть гайки болтов шатунов динамометрическим ключом моментом 68…75 Н·м (6,8…7,5 кгс·м).
Читайте также: Датчик положения коленчатого вала шевроле круз где находится
В таком же порядке вставить поршень с шатуном четвертого цилиндра.
Повернуть коленчатый вал на 180° и вставить поршни с шатунами второго и третьего цилиндров.
Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
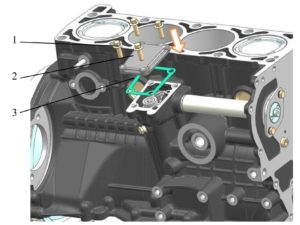
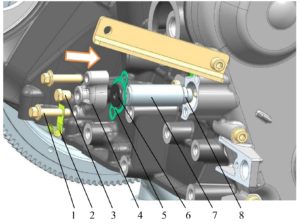
- Установить масляный насос.
Закрепить держатель 2 (рис.16) болтом 5 с плоской шайбой 3 и пружинной шайбой 4 к масляному насосу 1 моментом 5,9…8,8 Н∙м (0,6…0,9 кгс∙м).
Установка держателя масляного насоса.
1 – масляный насос; 2 – держатель; 3 – плоская шайба; 4 – пружинная шайба; 5 – болт держателя.
Установить масляный насос 5 (рис.17) с прокладкой 1 на привалочную плоскость блока цилиндров и закрепить болтами 4, 6 с плоскими шайбами 2 и стопорной шайбой 3, завернув болт 4 моментом 11,8…17,6 Н∙м (1,2…1,8 кгс∙м) и болты 6 моментом 23,3…35,3 Н∙м (2,4…3,6 кгс∙м).
Установка масляного насоса.
1 – прокладка; 2 – плоская шайба; 3 – стопорная шайба; 4 – болт крепления держателя; 5 – масляный насос; 6 – болт крепления масляного насоса.
- Установить промежуточный вал и валик привода масляного насоса.
Смазать маслом, применяемым для двигателя, втулки 1, 2 (рис.18) промежуточного вала.
Втулки промежуточного вала.
1 – передняя втулка промежуточного вала; 2 – задняя втулка промежуточного вала.
Установить сегментную шпонку 1 (рис.19) в паз 2 на конце промежуточного вала.
Установка шпонки в промежуточный вал.
1 – шпонка; 2 – паз промежуточного вала.
Установить промежуточный вал 2 (рис.20) в блок цилиндров 1.
Установка промежуточного вала.
1 – блок цилиндров; 2 – промежуточный вал.
Завернуть два болта 4 (рис.21) в передний фланец промежуточного вала 1.
Установить шестерню 3 с гайкой 2 на задний конец вала, совместив шпоночный паз шестерни со шпонкой, и вращая промежуточный вал за два болта, завернуть гайку шестерни до упора моментом 17,7…24,5 Н∙м (1,8…2,5 кгс∙м).
Установка шестерни с гайкой.
1 – промежуточный вал; 2 – гайка; 3 – шестерня; 4 – болт.
Установить и закрепить фланец 1 (рис.22) промежуточного вала болтами 2 с пружинными шайбами 3 моментом 11,8…17,6 Н∙м (1,2…1,8 кгс∙м).
Установка фланца промежуточного вала.
1 – фланец; 2 – болт; 3 – пружинная шайба.
Смазать маслом, применяемым для двигателя, валик привода масляного насоса и зубья шестерен и вставить валик 2 (рис.23) в отверстие блока до входа в зацепление шестерен привода масляного насоса и промежуточного вала. В отверстие втулки валика привода вставить шестигранный валик 1 привода масляного насоса, так, чтобы он зашел в шестигранное отверстие валика масляного насоса.
Установка фланца промежуточного вала.
1 – шестигранный валик; 2 – валик с шестерней.
Установить и закрепить крышку 2 (рис.24) привода масляного насоса с прокладкой 3 болтами 1 моментом 19,6…24,5 Н∙м (2,0…2,5 кгс∙м).
Установка крышки привода.
1 – болт; 2 – крышка привода; 3 – прокладка.
Проверить легкость вращения промежуточного вала. Вал должен вращаться свободно, без заеданий.
- Установка привода распределительных валов.
Запрессовать сегментную шпонку 1 (рис.25) в шпоночный паз 2 переднего конца коленчатого вала.
Установка шпонки звездочки.
1 – шпонка; 2 – паз.
С помощью специального приспособления напрессовать звездочку 2 (рис.26) на коленчатый вал двигателя, ориентируя меткой 1 вперед.
Установка звездочки.
1 – метка; 2 – звездочка.
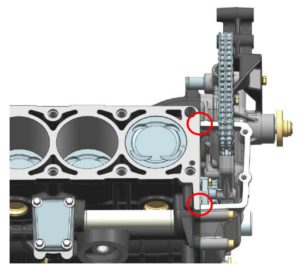
Повернуть коленчатый вал двигателя до совпадения метки 1 (рис.27) на звездочке коленчатого вала с меткой 2 на блоке цилиндров, что будет соответствовать положению поршня первого цилиндра в ВМТ. При этом метка на блоке цилиндров должна быть расположена симметрично относительно оси впадины зубьев звездочки.
Установка звездочки коленчатого вала по меткам.
1 – метка звездочки; 2 – метка блока цилиндров.
Застопорить коленчатый вал в этом положении.
Установить нижний успокоитель цепи 1 (рис.28), не затягивая болты крепления 2 окончательно, предварительно нанеся на резьбу болтов анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон2К»).
Установка нижнего успокоителя.
1 – успокоитель; 2 – болт.
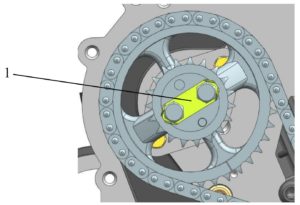
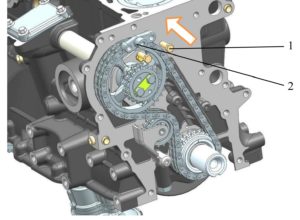
Надеть нижнюю цепь на ведомую звездочку промежуточного вала 1 (рис.29). Установить звездочку с цепью 2 на промежуточный вал, одев цепь на звездочку коленчатого вала двигателя.
Установка нижней цепи с ведомой звездочкой промежуточного вала.
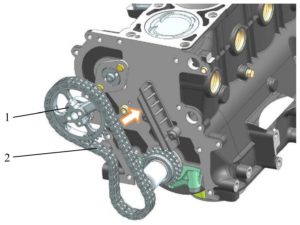
1 – ведомая звездочка промежуточного вала; 2 – нижняя цепь.
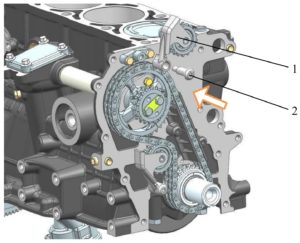
При этом метка 1 (рис.30) на ведомой звездочке промежуточного вала должна совпасть с меткой 2 на блоке цилиндров, а ведущая ветвь цепи, проходящая через успокоитель, должна быть натянута.
Установка ведомой звездочки промежуточного вала.
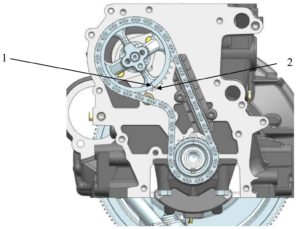
1 – метка звездочки; 2 – метка блока цилиндров.
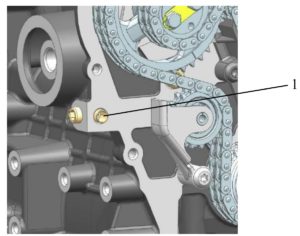
Установить ведущую звездочку 1 (рис.31) промежуточного вала со штифтом и закрепить обе звездочки на промежуточном валу болтами 3 со стопорной пластиной 2 моментом 24,5…26,5 Н·м (2,5…2,7 кгс·м).
Установка ведущей звездочки промежуточного вала.
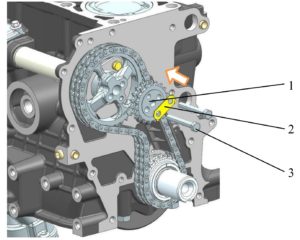
1 – ведущая звездочка; 2 – стопорная пластина; 3 – болт.
Отогнуть четыре угла стопорной пластины 1 (рис.32) на гранях болтов.
Загибка углов стопорной платины.
1 – стопорная пластина.
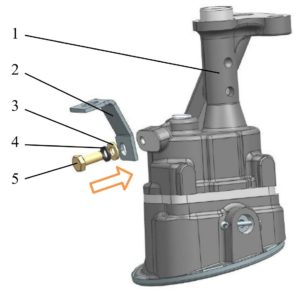
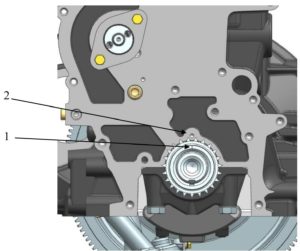
Установить рычаг натяжного устройства со звездочкой 1 (рис.33) натяжения нижней цепи привода распределительных валов и закрепить болтом 2, предварительно нанеся на резьбу болта анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»), завернув болт моментом 26,5…29,4 Н∙м (2,7…3,0 кгс∙м).
- Избегать нанесения большого количества герметика. Нанесение излишнего количества герметика приведет к его выдавливанию из резьбы и неподвижности рычага натяжного устройства со звездочкой на оси.
Установка рычага натяжного устройства нижней цепи.
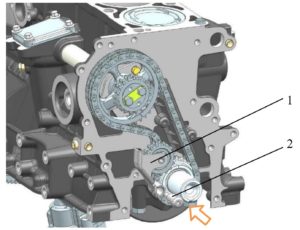
1 – рычаг натяжного устройства со звездочкой; 2 – болт.
Нажимая на рычаг 2 (рис.34) натяжного устройства, натянуть цепь, проверить правильность установки звёздочек по меткам и затянуть болты 1 нижнего успокоителя моментом 26,5…29,4 Н∙м (2,7…3,0 кгс∙м).
Проверка правильности установки звездочек.
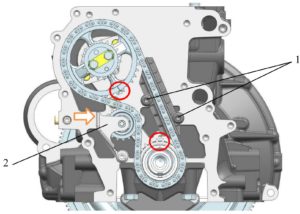
1 – болты нижнего успокоителя цепи; 2 – рычаг натяжного устройства со звездочкой.
- После установки нижней цепи не допускается вращение коленчатого вала до момента установки верхней цепи привода распределительных валов и гидронатяжителей.
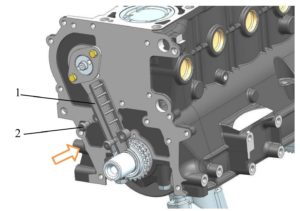
Установить опору 2 (рис.35) рычага натяжного устройства со звездочкой верхней цепи и закрепить болтами 1, завернув их моментом 17,7…24,5 Н∙м (1,8…2,5 кгс∙м), предварительно нанеся на резьбу болтов анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
Установка опоры рычага натяжного устройства со звездочкой верхней цепи.
1 – болт; 2 – опора рычага натяжного устройства со звездочкой верхней цепи.
Установить рычаг натяжного устройства 1 (рис.36) верхней цепи привода распределительных валов и закрепить болтом 2 на опоре моментом 26,5…29,4 Н∙м (2,7…3,0 кгс∙м), предварительно нанеся на резьбу болта анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
Установка рычага натяжного устройства верхней цепи.
1 – рычаг натяжного устройства со звездочкой; 2 – болт.
Надеть на ведущую звездочку 2 (рис.37) промежуточного вала верхнюю цепь 1 привода распределительных валов.
Установка верхней цепи на ведущую звездочку.
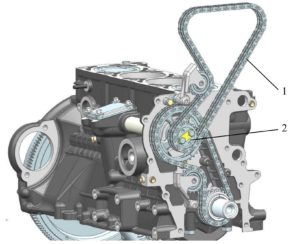
1 – верхняя цепь; 2 – ведущая звездочка.
Нанести на блок цилиндров вокруг установочной втулки 1 (рис.38) крышки цепи на правой стороне блока (внутри которой находится канал подачи масла к нижнему гидронатяжителю) силиконовый герметик «Юнисил Н70» или аналогичный.
Установочная втулка крышки цепи.
Взять крышку цепи с сальником, проверить пригодность сальника к дальнейшей работе. Если сальник имеет изношенную рабочую кромку или слабо охватывает ступицу шкива-демпфера – заменить его новым. Запрессовку сальника в крышку цепи рекомендуется производить при помощи оправки.
Сальник устанавливать пыльником наружу двигателя, рабочей кромкой, охватываемой пружиной, внутрь. Перед запрессовкой на наружную поверхность сальника нанести смазку для облегчения запрессовки.
Заполнить на ⅔ полость между рабочей кромкой и пыльником сальника крышки цепи смазкой «ЦИАТИМ-221» или «ЦИАТИМ-279».
Удерживая цепь второй ступени от соскакивания со звездочки промежуточного вала, установить и закрепить крышку цепи 2 (рис.39) с прокладками 1, 4 и нижний кронштейн генератора 5, завернув винты 3 с плоски шайбами 6 моментом 19,6…24,5 Н∙м (2,0…2,5 кгс∙м).
Установка крышки цепи.
1 – прокладка левая; 2 – крышка цепи; 3 – винт; 4 – прокладка правая; 5 – нижний кронштейн генератора; 6 – плоская шайба.
Установить и закрепить водяной насос 2 (рис.40) с прокладкой 1 и кронштейном насоса ГУР 5 с шайбой 10, завернув болт 3 с пружинной шайбой моментом 18,6…22,5 Н∙м (1,9…2,3 кгс∙м), винты 7 с плоскими шайбами 9 моментом 19,6…24,5 Н∙м (2,0…2,5 кгс∙м), болты 4,8 и винт 6 с пружинными шайбами 11 моментом 19,6…24,5 Н∙м (2,0…2,5 кгс∙м).
Установка водяного насоса и кронштейна насоса ГУР.
1 – прокладка; 2 – водяной насос; 3 – болт крепления водяного насоса к крышке цепи; 4, 8 – болт крепления кронштейна насоса ГУР; 5 – кронштейн насоса ГУР; 6 – винт крепления кронштейна ГУР; 7 – винт крепления водяного насоса; 9 – плоская шайба; 10 – подкладная шайба; 11 – пружинная шайба.
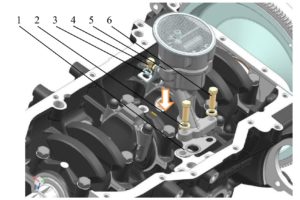
Смазать чистым маслом, применяемым для двигателя, отверстие под гидронатяжитель в крышке цепи и установить «заряженный» гидронатяжитель 8 (рис.41) с адаптером 7 до касания в упор рычага натяжного устройства, но не нажимать, с целью исключения разрядки гидронатяжителя.
Установить в крышку 4 шумоизоляционную шайбу 6, закрыть гидронатяжитель с адаптером крышкой с прокладкой 5, вставить болты 1 (нижний болт со скобой 2 крепления провода датчика синхронизациии) и затянуть болты крепления крышки моментом 19,6…24,5 Н∙м (2,0…2,5 кгс∙м).
Через отверстие в крышке гидронатяжителя нажать металлическим стержнем на адаптер с гидронатяжителем, переместив их до упора, затем отпустить. Плунжер гидронатяжителя при этом перестанет удерживаться в корпусе с помощью пружинного кольца и под действием пружины выдвинется до упора в рычаг натяжного устройства, а корпус с адаптером переместятся до упора в крышку гидронатяжителя. Гидронатяжитель натянет цепь.
- Для разрядки гидронатяжителя нижней цепи рекомендуется прикладывать ударное усилие небольшой величины.
Завернуть пробку 3 в крышку гидронатяжителя моментом 7,8…24,5 Н∙м (0,8…2,5 кгс∙м), предварительно нанеся на резьбу пробки анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
Установка нижнего гидронатяжителя.
1 – болт крышки; 2 – скоба крепления провода; 3 – пробка крышки; 4 – крышка гидронатяжителя; 5 – прокладка крышки; 6 – шумоизоляционная шайба; 7 – адаптер; 8 – гидронатяжитель.
Срезать выступающие над плоскостью блока цилиндров и крышки цепи концы прокладок крышки цепи (рис.42).
Места среза прокладок.
Установить на штифты 2 (рис.43) блока цилиндров и шпильки крышки цепи прокладку головки цилиндров 1.
Установка прокладки головки цилиндров.
1 – прокладка головки цилиндров; 2 – штифт.
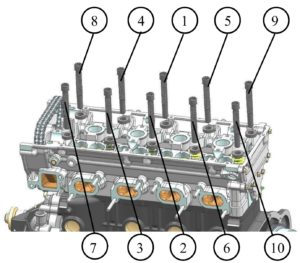
Установить головку цилиндров на блок цилиндров. Смазать резьбу болтов крепления головки цилиндров моторным маслом. Произвести затяжку болтов крепления головки цилиндров в последовательности, указанной на рис.44, в два этапа:
- затянуть болты моментом 33…37 Н·м (3,3…3,7 кгс·м);
- выдержать не менее 1 мин;
- окончательно затянуть болты доворотом на угол 90°.
- Во избежание гидроудара при затягивании болтов и возникновения трещин в блоке цилиндров, масло в резьбовых колодцах блока должно отсутствовать.
Последовательность затяжки болтов крепления головки цилиндров.
Завернуть болты 1, 2 (рис.45) крепления крышки цепи к головке цилиндров моментом 11,8…17,6 Н∙м (1,2…1,8 кгс∙м).
Затяжка болтов крепления крышки цепи к головке цилиндров.
1, 2 – болты крепления крышки цепи к головке цилиндров.
Отвернуть болты и снять крышки распределительных валов, протереть салфеткой постели под распределительные валы в головке и в крышках, перед установкой крышек смазать резьбу болтов чистым моторным маслом.
Смазать маслом, применяемым для двигателя, отверстия в головке под гидротолкатели и установить гидротолкатели 1 (рис.46) в головку цилиндров. При ремонте двигателя без замены гидротолкателей следует устанавливать их в соответствии с их расположением перед разборкой. При выходе гидротолкателя из строя он подлежит замене, так как не ремонтируется. Вынимать гидротолкатели необходимо присоской или магнитом.
Установка гидротолкателей.
1 – гидротолкатель.
Установить распределительные валы на головку цилиндров, предварительно смазав постели в головке маслом, применяемым для двигателя.
Распределительные валы впускных и выпускных клапанов можно отличить по тому, куда установлен штифт 1 (рис.47) во фланце переднего конца вала. У распределительного вала впускных клапанов штифт устанавливается в левое отверстие, у распределительного вала выпускных клапанов – в правое отверстие.
Распределительные валы впускных и выпускных клапанов.
1 – штифт; 2 – отверстие.
Распределительный вал впускных клапанов устанавливается штифтом на звездочке вверх, а распределительный вал выпускных клапанов – штифтом звездочки вправо. За счет углового расположения кулачков данные положения распределительных валов являются устойчивыми.
Смазать опорные шейки валов чистым моторным маслом, применяемым для двигателя.
Установить переднюю крышку распределительных валов с установленными в ней упорными фланцами на установочные втулки, при этом за счет продольного перемещения распределительных валов обеспечить установку упорных фланцев в канавки. Перед установкой упорный фланец смазать чистым моторным маслом, применяемым для двигателя.
Установить крышки № 1 и № 3 распределительных валов и предварительно затянуть болты крепления крышек до соприкосновения поверхности крышек с верхней плоскостью головки цилиндров.
Установить остальные крышки в соответствии с маркировкой и затянуть болты крепления крышек предварительно.
Внимание! Во избежание поломки крышек болты крепления затягивать постепенно и попеременно.
Завернуть болты крепления крышек распределительных валов окончательно моментом 18,6…22,6 Н·м (1,9…2,3 кгс·м).
Крышки распределительных валов должны устанавливаться соответственно их нумерации, ориентируясь круглыми бобышками с номерами наружу двигателя (рис.48). Данная ориентация крышек связана с несимметричным расположением канавки масляного канала в крышках.
Схема установки крышек распределительных валов.
Читайте также: Способы ремонта шеек валов
Смазать все кулачки распределительных валов моторным маслом и проверить вращение каждого распределительного вала в опорах, для чего провернуть распределительный вал ключом за специальный четырехгранник на распределительном валу до положения полного сжатия пружин клапанов одного из цилиндров. При дальнейшем повороте распределительный вал должен самостоятельно провернуться под действием клапанных пружин до положения касания следующих кулачков с толкателями.
После проверки легкости вращения распределительных валов поворотом сориентировать их так, чтобы установочные штифты под звездочки располагались ориентировочно горизонтально и были направлены в разные стороны. Данные положения распределительных валов являются устойчивыми и обеспечиваются угловым расположением кулачков.
Установку углового положения распределительных валов начинать с распределительного вала выпускных клапанов. Для этого накинуть на звездочку приводную цепь и установить звездочку на фланец вала и отверстием с одной меткой на штифт распределительного вала выпускных клапанов. При этом для совпадения штифта и отверстия на звездочке повернуть распределительный вал за четырехгранник по часовой стрелке.
Внимание! Звездочка на распределительный вал выпускных клапанов должна устанавливаться отверстием с одной меткой на запрессованный в передний фланец распределительного вала штифт. При установке звездочки на распределительный вал впускных клапанов используется отверстие звездочки с двумя метками (рис.49).
Звёздочка распределительного вала.
Поворотом распределительного вала выпускных клапанов против часовой стрелки натянуть ведущую ветвь цепи, при этом метка на звездочке должна совпасть с верхней плоскостью головки цилиндров. Коленчатый вал при этом должен оставаться неподвижным.
Для угловой установки распределительного вала впускных клапанов накнуть на звездочку приводную цепь и установить звездочку на фланец вала и отверстием с двумя метками на штифт распределительного вала при слегка провисшей ветви цепи между звездочками.
Поворотом распределительного вала впускных клапанов против часовой стрелки натянуть цепь, при этом метки на звездочке должна совпасть с верхней плоскостью головки цилиндров.
Установить и завернуть моментом 54,9…60,8 Н·м (5,6…6,2 кгс·м) болты 8 (рис.50) крепления звездочек с пружинными шайбами 7, удерживая распределительные валы от проворачивания ключом за четырехгранник.
Установка распределительных валов.
1 – распределительный вал впускных клапанов; 2 – крышки распределительных валов; 3 – распределительный вал выпускных клапанов; 4 – передняя крышка распределительных валов; 5 – упорный фланец; 6 – звездочка распределительного вала; 7 – пружинная шайба; 8 – болт звездочки распределительного вала.
Установить гидронатяжитель верхней цепи привода распределительных валов аналогично установке гидронатяжителя нижней цепи (рис.51).
Установка гидронатяжителя верхней цепи.
1 – болт крышки гидронатяжителя; 2 – пробка; 3 – крышка гидронатяжителя; 4 – прокладка; 5 – шумоизоляционная шайба; 6 – адаптер; 7 – гидронатяжитель.
Установить средний 3 (рис.52) и верхний 1 успокоители цепи, не заворачивая болты 2, 4 крепления окончательно, нанеся предварительно на резьбу болтов анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
Установка среднего и верхнего успокоителей цепи.
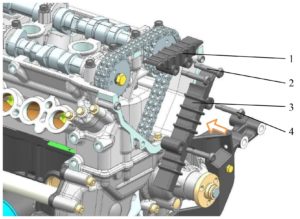
1 – верхний успокоитель; 2 – болт верхнего успокоителя; 3 – средний успокоитель; 4 – болт среднего успокоителя.
Поворотом коленчатого вала двигателя по ходу вращения натянуть рабочие ветви цепи второй ступени и окончательно закрепить средний и верхний успокоители цепи, завернув болты 2, 4 моментом 19,6…24,5 Н∙м (2,0…2,5 кгс∙м).
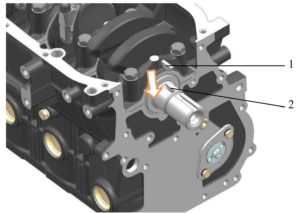
Напрессовать ступицу шкива коленчатого вала 2 (рис.53) на передний конец коленчатого вала 1 до упора, совместив шпоночные пазы ступицы и коленчатого вала.
Установка ступицы шкива коленчатого вала.
1 – передний конец коленчатого вала; 2 – ступица шкива коленчатого вала.
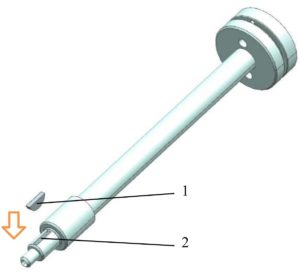
Вставить уплотнительную пробку 1 (рис.54) в шпоночный паз и запрессовать шпонку 2 шкива коленчатого вала закруглённым концом вперёд.
Установка шпонки шкива коленчатого вала.
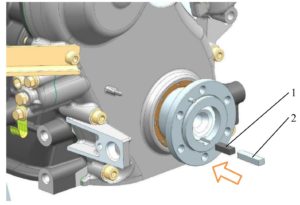
1 – уплотнительная пробка; 2 – шпонка.
Установить шкив 1 (рис.55) коленчатого вала на ступицу и закрепить болтами 3 с пружинными шайбами 2 моментом 11,8…17,6 Н∙м (1,2…1,8 кгс∙м).
Установка шкива коленчатого вала.
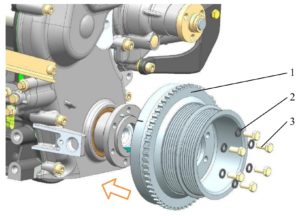
1 – шкив коленчатого вала; 2 – пружинная шайба; 3 – болт.
- Для того, чтобы не нарушить балансировку шкива-демпфера коленчатого вала, рекомендуется болты крепления шкива к ступице заворачивать в отверстия их расположения до разборки.
Завернуть стяжной болт 2 (рис.56) коленчатого вала с шайбой 1 моментом 166,6…196,0 Н·м (17…20 кгс·м).
Установка стяжного болта коленчатого вала.
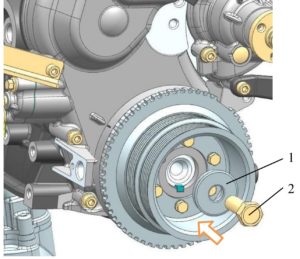
1 – шайба; 2 – стяжной болт.
По окончании сборки произвести контроль установки распределительных валов. Для этого провернуть коленчатый вал двигателя по ходу вращения на два оборота до совпадения метки (риски) на демпфере шкива коленчатого вала с выступом на крышке цепи. При этом метки на звездочках распределительных валов должны совпасть с верхней плоскостью головки цилиндров.
При ремонте двигателя, связанным со снятием распределительных валов, головки цилиндров и звездочек промежуточного вала, установку привода распределительных валов производить, как указано выше.
В случае, если при ремонте не снимаются звездочки промежуточного вала и крышка цепи, то перед разборкой необходимо установить поршень 1-го цилиндра в положение ВМТ на такте сжатия, при этом метка на шкиве-демпфере коленчатого вала должна совпасть с выступом на крышке цепи, а метки на звездочках распределительных валов должны быть расположены горизонтально, направлены в разные стороны и совпадать с верхней плоскостью головки цилиндров.
После снятия распределительных валов и головки цилиндров поворот коленчатого вала может быть только с возвратом в исходное положение или с поворотом на 2 оборота коленчатого вала. Поворот коленчатого вала на 1 оборот даже при совпадении меток на шкиве и крышке цепи приведет к неправильной установке фаз газораспределения. При неправильной установке распределительных валов и звездочек метки на звездочках не будут совпадать с верхней плоскостью головки цилиндров. В этом случае необходимо снять звездочки, провернуть коленчатый вал по ходу вращения на 1 оборот и повторить установку звездочек как указано выше.
- Срезать выступающие над плоскостью блока, крышки цепи и сальникодержателя выступающие концы прокладок крышки цепи и прокладки сальникодержателя (рис.57).
Места среза прокладок.
Установить и закрепить масляный картер 1 (рис.58) с прокладкой 4, завернув болты 2 с плоскими шайбами 3.
Установка масляного картера.
1 – масляный картер; 2 – болт; 3 – плоская шайба; 4 – прокладка.
Болты крепления масляного картера рекомендуется заворачивать в два приема: предварительно моментом 8…10 Н∙м (0,8…1,0 кгс∙м), окончательно моментом 11,8…17,6 Н∙м (1,2…1,8 кгс∙м) в последовательности в соответствии с рис.59.
Последовательность затяжки болтов масляного картера.
- Установить и закрепить усилитель картера сцепления 3 (рис.60), завернув болты 1 с плоскими шайбами 2 моментом 28,4…35,3 Н∙м (2,9…3,6 кгс∙м).
Установка усилителя картера сцепления.
1 – болт; 2 – плоская шайба; 3 – усилитель картера сцепления.
- Установить и закрепить переднюю крышку 3 (рис.61) головки цилиндров с прокладкой 1, завернув болты 2 моментом 11,8…17,6 Н∙м (1,2…1,8 кгс∙м).
Установка передней крышки головки цилиндров.
1 – прокладка; 2 – болт; 3 – передняя крышка головки цилиндров.
- На патрубок водяного насоса установить шланг 1 (рис.62), соединяющий патрубок водяного насоса с корпусом термостата и закрепить хомутом 2, завернув его винт моментом 4…6 Н∙м (0,4…0,6 кгс∙м).
Установка шланга термостата.
1 – шланг; 2 – хомут.
Установить корпус термостата 1 (рис.63) в шланг термостата 6 и закрепить корпус термостата с прокладкой 4 к головке цилиндров, завернув винты 3 с плоскими шайбами 2 моментом 19,6…24,5 Н∙м (2,0…2,5 кгс∙м). Завернуть винт хомута 5 шланга моментом 4…6 Н∙м (0,4…0,6 кгс∙м).
Установка корпуса термостата.
1 – корпус термостата; 2 – шайба; 3 – винт; 4 – прокладка корпуса термостата; 5 – хомут; 6 – шланг.
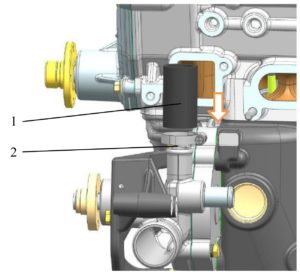
- При необходимости установки трубки указателя уровня масла нанести на поверхность нижнего конца трубки указателя уровня масла 1 (рис.64) анаэробный герметик «Loctite-638» или «Euroloc 6638» либо аналогичный. Запрессовать трубку указателя уровня масла в отверстие блока цилиндров 2 до упора.
Установка трубки указателя уровня масла.
1 – трубка указателя уровня масла; 2 – отверстие блока цилиндров для установки трубки.
- Установить выпускной коллектор 5 (рис.65) с прокладкой 1 и задний кронштейн подъема двигателя 2 на шпильки. Наживить и завернуть все, кроме последней, гайки 4 крепления коллектора с плоскими шайбами 3 моментом 19,6…24,5 Н∙м (2,0…2,5 кгс∙м).
Установка выпускного коллектора.
1 – прокладка выпускного коллектора; 2 – задний кронштейн подъема двигателя; 3 – плоская шайба; 4 – гайка; 5 – выпускной коллектор.
- Установить на штуцер водяного насоса шланг 1 (рис.66), соединяющий насос с трубкой забора охлаждающей жидкости, и закрепить хомутом 2, завернув его винт моментом 4…6 Н∙м (0,4…0,6 кгс∙м).
Установка шланга трубки забора охлаждающей жидкости.
1 – шланг; 2 – хомут.
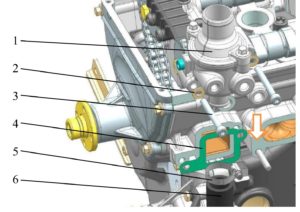
Надеть на трубку забора охлаждающей жидкости 4 (рис.67) скобу 2. Вставить трубку забора охлаждающей жидкости в шланг 6, надетый на штуцер водяного насоса, и надеть скобу на последнюю шпильку коллектора. Закрепить скобу, завернув гайку 3 с плоской шайбой 1 моментом 19,6…24,5 Н∙м (2,0…2,5 кгс∙м), и завернуть винт хомута 5 шланга моментом 4…6 Н∙м (0,4…0,6 кгс∙м).
Установка трубки забора охлаждающей жидкости.
1 – шайба; 2 – скоба; 3 – гайка; 4 – трубка забора охлаждающей жидкости; 5 – хомут; 6 – шланг.
- Установить и закрепить теплоизоляционный экран 3 (рис.68), затянув болты 1 крепления с плоскими шайбами 2 моментом 3,4…4,9 Н∙м (0,35…0,50 кгс∙м).
Установка теплоизоляционного экрана.
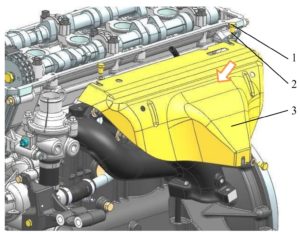
1 – болт; 2 – плоская шайба; 3 – теплоизоляционный экран.
- Установить пробку 2 (рис.69) слива охлаждающей жидкости, предварительно нанеся на резьбу анаэробный герметик «Фиксатор-6» (или аналогичный: «Стопор-6», «Техногерм-5», «Гермикон-2К») или силиконовый герметик «Юнисил-Н70». Завернуть пробку в отверстие 1 моментом 17,6…34,3 Н∙м (1,8…3,5 кгс∙м).
Установка сливной пробки.
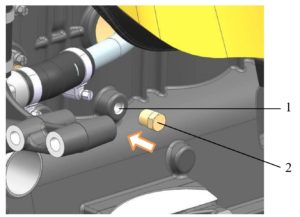
1 – отверстие блока цилиндров для установки пробки; 2 – пробка.
- Установить и закрепить крышку клапанов 2 (рис.70) с прокладкой крышки 3 и уплотнителями свечных колодцев 4. Болты 1 крышки клапанов завернуть моментом 4,9…6,9 Н·м (0,5…0,7 кгс·м) в последовательности в соответствии с рис.71.
Установка крышки клапанов.
1 – болт крепления крышки клапанов; 2 – крышка клапанов; 3 – прокладка крышки клапанов; 4 – уплотнитель свечного колодца.
Последовательность затяжки болтов крышки клапанов.
- Установить и закрепить впускную трубу 1 (рис.72) с прокладкой 2 к головке цилиндров, завернув гайки 3 моментом 28,4…35,3 Н∙м (2,9…3,6 кгс∙м).
Установка впускной трубы.
1 – впускная труба; 2 – прокладка впускной трубы; 3 – гайка.
Установить два угловых кронштейна 1 (рис.60), завернув болты 3 с плоскими шайбами 2 моментом 23,5…35,3 Н∙м (2,4…3,6 кгс∙м).
Установка угловых кронштейнов.
1 – угловой кронштейн; 2 – плоская шайба; 3 – болт.
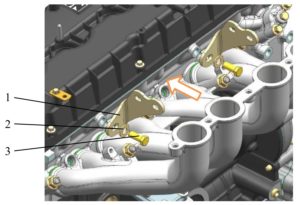
Смазать резиновые уплотнительные кольца 4 (рис.74 форсунок 3 чистым моторным маслом. Установить топливопровод 2 концами форсунок в отверстия впускной трубы и завернуть болты 1 топливопровода моментом 5,9…8,8 Н∙м (0,6…0,9 кгс∙м).
Установка топливопровода с форсунками.
1 – болт крепления топливопровода; 2 – топливопровод; 3 – форсунка; 4 – уплотнительное кольцо.
Установить ресивер 1 (рис.75) с прокладкой 4 на шпильки впускной трубы и закрепить гайками 2 и болтами 3, предварительно нанеся на резьбу болтов анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»). Гайки и болты крепления ресивера завернуть моментом 19,6…24,5 Н∙м (2,0…2,5 кгс∙м).
Закрепить ресивер к угловым кронштейнам, завернув винты крепления 6 с плоскими шайбами 5 моментом 17,7…24,5 Н∙м (1,8…2,5 кгс∙м).
Установка ресивера.
1 – ресивер; 2 – гайка; 3 – болт; 4 – прокладка; 5 – плоская шайба; 6 – винт.
- Установить и закрепить патрубок отопителя 1 (рис.76) с прокладкой 4 болтами 3 с плоскими шайбами 2 к блоку цилиндров, предварительно нанеся на резьбу болтов патрубка анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»). Болты 3 завернуть моментом 11,8…17,6 Н∙м (1,2…1,8 кгс∙м).
Установка патрубка отопителя.
1 – патрубок отопителя; 2 – плоская шайба; 3 – болт; 4 – прокладка.
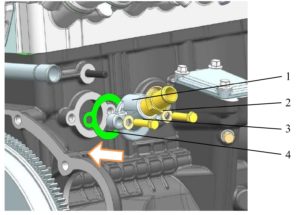
- Установить на конец трубки вентиляции 2 (рис.77) угловой шланг вентиляции 3. Смазать резиновое кольцо 1 трубки вентиляции чистым моторным маслом.
Подсборка трубки вентиляции с угловым шлангом.
1 – резиновое кольцо; 2 – трубка вентиляции; 3 – угловой шланг.
Установить подсобранную трубку вентиляции с угловым шлангом для чего надеть конец углового шланга на патрубок корпуса клапана разрежения крышки клапанов, затем вставить конец трубки с резиновым кольцом в отверстие ресивера до упора.
Фланец трубки должен плотно прилегать к поверхности ресивера. Закрепить трубку к ресиверу болтом 2 (рис.78) с плоской шайбой 1 моментом 2,0…5,9 Н·м (0,2…0,6) кгс·м, предварительно нанеся на резьбу болта анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон2К»).
Установка трубки вентиляции с фланцем.
1 – плоская шайба; 2 – болт; 3 – трубка вентиляции; 4 – угловой шланг.
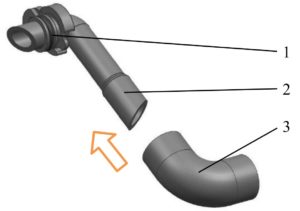
- Установить на конец трубки вентиляции 2 (рис.79) с обратным клапаном угловой шланг вентиляции 1.
Подсборка трубки вентиляции с обратным клапаном с угловым шлангом.
1 – угловой шланг; 2 – трубка вентиляции с обратным клапаном.
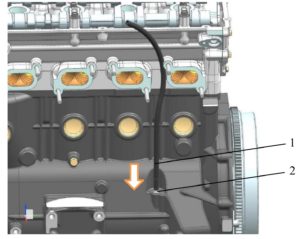
Установить угловой шланг 1 (рис.80) с трубкой 2 на патрубок крышки клапанов.
Установка трубки вентиляции с обратным клапаном.

1 – угловой шланг; 2 – трубка вентиляции с обратным клапаном.
- Установить и закрепить верхний кронштейн генератора 3 (рис.81 с передним кронштейном подъема двигателя 4, завернув болты 1 с пружинными шайбами 2 моментом 23,5…35,3 Н∙м (2,4…3,6 кгс∙м) (двигатель без компрессора кондиционера).
Установка верхнего кронштейна генератора.
1 – болт крепления кронштейна; 2 – пружинная шайба; 3 – верхний кронштейн генератора; 4 – передний кронштейн подъема двигателя.
- Установить и закрепить кронштейн крепления агрегатов 4 (рис.82) с передним кронштейном подъёма двигателя 1, завернув болты 2 с пружинными шайбами 3 моментом 28,4…35,9 Н∙м (2,9…3,6 кгс∙м) (двигатель с компрессором кондиционера).
Установка кронштейна агрегатов.
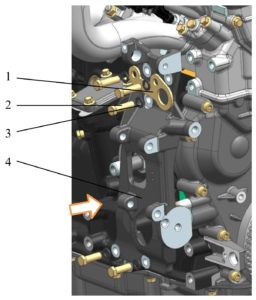
1 – передний кронштейн подъёма двигателя; 2 – болт крепления кронштейна агрегатов; 3 – пружинная шайба; 4 – кронштейн агрегатов.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности
🎥 Видео
УАЗ Патриот 2018 г. Ставлю шкив коленвала "АДС". Заодно заменим и сцепление;)Скачать

Снятия шкива с коленчитого вала ЗМЗ 409 двиготель уаз фермерСкачать
Вал коленчатый (коленвал) дв. ЗМЗ 406, 409Скачать
уаз пикап 409 двигатель проблема со шкивом коленвалаСкачать
ЗМЗ 402 съёмник ступицы коленвалаСкачать
Сальник коленвала двигателей ЗМЗ-409, 514, 51432, 406, 405 передний и задний.Скачать
Сборка мотора ЗМЗ 409 ПРО, присланный с Якутии на ремонт.Скачать
Установка коленвала и поршней УАЗ Патриот ЗМЗ 409Скачать
Метки нижней цепи ГРМ 405 406 409 ГАЗель Волга УАЗСкачать
ЗМЗ 405, 406, ШКИВ КОЛЕНВАЛА СБИТА МЕТКА, РЕМОНТ ГАЗЕЛИ. Змз про.Скачать
Как снять демпфер шкива коленвала на ЗМЗ 406 (Волга, Газель).Скачать
Потеют сальники коленвала ЗМЗ 409(405,406) ,что делать?!Скачать











