
Сварка алюминиевых шин имеет некоторые особенности. Алюминий при нагреве не меняет цвета, и поэтому трудно контролировать ход его расплавления. Кроме того, при нагреве не наблюдается постепенного размягчения алюминия, а при температуре 659 С он сразу расплавляется. [1]
Сварка алюминиевых шин имеет некоторые особенности. Алюминий при нагреве не меняет цвета, поэтому трудно контролировать ход его расплавления. Кроме того, при нагреве не наблюдается постепенного размягчения алюминия, а при 659 С он сразу расплавляется. Учитывая эту особенность алюминия, а также способность растекаться при сварке и хрупкость при высоких температурах, приводящую к провалам нагретого металла, сварку ведут преимущественно так, чтобы шов занимал нижнее горизонтальное положение. Главным же затруднением является способность алюминия быстро покрываться на воздухе оксидной пленкой. Температура плавления оксида алюминия около 2100 С, поэтому пленка вследствие тугоплавкости препятствует слиянию капель металла свариваемых частей их соединению. Кроме того, оксидная пленка, остающаяся в шве, снижает его механическую прочность и проводимость. [2]
Сварка алюминиевых шин в любых пространственных положениях в среде защитных газов является наиболее прогрессивным способом, поскольку не надо использовать флюс, очищать швы от его остатков и шлаковой корки. В среде защитных газов производят ручную дуговую сварку неплавящимся ( вольфрамовым) электродом с введением в шов присадки, а также автоматическую и полуавтоматическую сварку плавящимся электродом. Для сварки в среде защитных газов применяют аргон марок А, Б, и В, который обеспечивает разрушение оксидной пленки. [3]
Сварка алюминиевых шин переменным током выполняется в стык без зазора угольно-графитизированными электродами диаметром 12 — 18 мм с применением флюса и присадочных прутков диаметром 5 — 10 мм, изготовленных из обрезков шин. Концы электродов запиливаются на конус. [4]
Сварка алюминиевых шин является весьма сложной операцией. [5]
Аргоно-дутовую сварку алюминиевых шин применяют для выполнения неповоротных стыков в монтажных условиях, а также для всех соединений в установках, расположенных на открытом воздухе и в сырых помещениях. [7]
Для сварки алюминиевых шин применяется флюс ВАМИ, состоящий из 50 % хлористого калия, 30 % хлористого натрия и 20 % криолита. Составные части флюса мелко перемалываются, просеиваются, затем перемешиваются и разводятся водой из расчета 30 — 50 г воды на 100 г смеси. [8]
Для сварки алюминиевых шин сложного профиля ( швеллерные, коробчатые, трубчатые) больших сечений применяется ручная аргоно-дуговая сварка неплавящимся вольфрамовым электродом. [9]
Для сварки алюминиевых шин сложного профиля ( швеллерные, коробчатые, трубчатые) больших сечений применяется ручная аргонодуговая сварка неплавящимся вольфрамовым электродом. Сварка ведется на переменном токе с использованием сварочных трансформаторов ТС-500 п ТСД-500 с дросселем и балластными сопротивлениями. Сварка нижних, горизонтальных и потолочных швов ведется слева направо. При вертикальных швах сварка ведется снизу вверх. Конец электрода во время сварки не должен выступать из сопла больше, чем на 3 — 5 мм. [11]
При сварке алюминиевых шин угольным электродом и газовой сварке применяется флюс ВАМИ ( см. табл. 2), который разводится водой до сметанообразного состояния и наносится непосредственно перед сваркой на кромки шин и присадочные прутки волосяной кисточкой. Для сварки меди ( сварка угольным электродом и газовая сварка) может быть использован флюс любого состава в виде порошка, которым посыпают свариваемые кромки; для обмазки присадочных прутков флюс разводят жидким стеклом. [13]
При сварке алюминиевых шин следует учитывать, что остатки флюса и шлака могут вызвать активную коррозию алюминия. [15]
СВАРКА ЭЛЕКТРОТЕХНИЧЕСКИХ ШИН
Особенности сварки алюминия, принципы основных способов сварки, а также конструкции сварных узлов электротехнических шин были рассмотрены в главах первой и второй. Поэтому ниже приводятся преимущественно сведения по технологии сварки теми или иными способами, а также некоторые характеристики сварных соединений, необходимые для оценки их качества. Выбор способа сварки в электромонтажном производстве определяется обычно наличием того или иного сварочного оборудования, возможностью получения в необходимых количествах аргона для аргонодуговой сварки, а также квалификацией исполнителей и условиями производства работ (заготовка ошиновок на производственных базах или сварочные работы непосредственно в монтажной зоне, установки в помещениях или на открытом воздухе и т. п.). При этом следует учитывать, что лучшим способом сварки алюминия вообще в сварочной технике, обеспечивающим получение плотных и наиболее прочных швов при наименьшей их ширине, является аргонодуговая сварка. Главным преимуществом применения ее на монтажных работах является, как уже отмечалось, возможность выполнять швы в любых пространственных положениях и угловые швы, а также полное устранение опасности коррозии металла в эксплуатации из-за остатков флюсов, которые при аргонодуговой сварке вообще не применяются. Однако необходимо считаться с тем, что получение аргона
в ряде случаев связано пока еще с определенными затруднениями.
При выполнении швов на шинах больших сечений аргонодуго — вая сварка значительно менее производительна, чем, например, сварка угольным электродом, так как должна производиться за много проходов. Это обусловлено невозможностью подведения к электродам малого сечения, применяющимся при аргонодуговой сварке, тока достаточно большой силы, необходимого для расплавления металла сразу на большую глубину. Так, например, при полуавтоматической аргонодуговой сварке плавящимся электродом (алюминиевая проволока диаметром 2 мм) максимальный сварочный ток составляет 500 А и сварка шины толщиной 30 мм в нижнем положении выполняется за 15 проходов. В то же время при сварке угольным электродом используются токи до 2000 А, что дает возможность сваривать шины толщиной до 70 мм всего за четыре прохода.
Читайте также: Can шина два контроллера
Наряду с возможностью использования дуги значительной мощности сварка угольным электродом отличается большой производительностью, относительной простотой применяемого оборудования и поэтому получила наибольшее распространение в электромонтажной практике.
К недостаткам сварки угольным электродом следует отнести невозможность выполнения потолочных и горизонтальных швов и трудности с выполнением вертикальных швов (практически вертикальные швы выполняются только при сварке шин больших сечений в специальных приспособлениях). Кроме того, не удаленные после сварки остатки флюса могут вызвать коррозию алюминия, что затрудняет применение этого вида сварки на открытом воздухе и в сырых помещениях.
Ручная сварка металлическими (алюминиевыми) электродами со специальными обмазками обладает некоторыми преимуществами по сравнению со сваркой угольным электродом. Достигается более высокая прочность соединений за счет сокращения зоны термического влияния и уменьшения объемов наплавленного металла. При сварке внутренних угловых швов этим способом получаются более качественные соединения, так как можно проникнуть электродом в глубину угла между свариваемыми деталями и вести сварку короткой дугой. В случае сварки таких угловых швов угольным электродом неизбежны подплавления поверхностей, образующих угол, из-за большого объема факела дуги.
В результате большей концентрации теплоты при сварке металлическими электродами кромки расплавляются на меньшем расстоянии от торцов свариваемых шин, что способствует быстрому формированию сварного шва (меньше растекание металла, чем при сварке угольным электродом). Это облегчает сварку изделий сложного профиля, например трубчатых или коробчатых шин.
Следует отметить, что при сварке металлическими электродами происходит более сильное разбрызгивание металла, чем при
сварке другими способами. Отдельные капли металла, покрытые обмазкой (флюсом) или шлаком, пристают к поверхности шин, что затрудняет зачистку швов и околошовных участков после сварки. Это является недостатком рассматриваемого способа.
Электрошлаковую сварку целесообразно применять только для прямоугольных шин большой (60 мм) и сверхбольшой (120— 200 мм) толщины. Для этих случаев она является наиболее рациональным и производительным способом. Возможна сварка не только шин, но и шин с пакетами лент (весьма распространенный случай при монтаже ошиновки электролизеров алюминия). Сварка производится в положении шин «на ребро» с принудительным формированием шва. Требование тщательного уплотнения шва для устранения протекания расплавленного шлака и алюминия из образовавшейся ванны осложняет использование этого способа и пока еще ограничивает его применение только сваркой встык. В связи с этим, а также необходимостью использования громоздкого и тяжелого оборудования электрошлаковую сварку можно применять только в условиях производственных баз монтажных организаций и заводов, изготовляющих тяжелую ошиновку. Необходимо всемерно стремиться к ее внедрению, так как она значительно облегчает труд сварщиков.
Газовая сварка для соединения алюминиевых шин не может конкурировать с электрической сваркой ни по производительности, ни по качеству получаемых соединений. Пламя газосварочных горелок не удается сконцентрировать на узких участках, поэтому швы получаются широкими, с большими зонами термического влияния. Возможна сварка только плоских шин в нижнем положении (встык и по боковым кромкам). Поэтому газовой сварке может быть отведена в электромонтажном производстве роль резервного способа, используемого при невозможности применения электросварки или при небольших объемах работ.
Холодная сварка является оригинальным способом соединения алюминиевых шин. Основные ее преимущества; простота технологии, благодаря чему от исполнителей не требуется квалификации сварщиков цветных металлов; легкость оборудования и оснастки и независимость от источников электроэнергии (при использовании ручных механизмов, не имеющих электропривода) или наличия сжатых газов, необходимых для электро — или газовой сварки. Возможно выполнение соединений и ответвлений плоских шин толщиной до 10 мм. Соединения шин, выполненные холодной сваркой, обладают высокой прочностью.
Производительность холодной сварки ниже, чем электрической. Однако, если учесть необходимость доставки и подключения громоздкого электросварочного оборудования, общее время, затрачиваемое на выполнение работ (особенно при малых объемах работ), будет соизмеримо.
Применение холодной сварки особенно целесообразно при производстве»!МеЙ¥рдмонтажіьіх работ на небольших, разбросанных объектах (например, городские распределительные пункты и трансформаторные подстанции). При заготовке ошиновок иа производственных базах монтажных организаций она является высокопроизводительным процессом, так как в этом случае за один ход пресса могут выполняться сразу многоточечные соединения.
Технология сварки алюминия электродом

В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
Читайте также: Как часто надо подкачивать шины
Если же в подобной конструкции образуется трещина или проблемное отверстие, закрыть его лучше посредством специального аппарата в среде аргона. Однако, не у каждого среднестатистического человека есть в распоряжении подобный агрегат, поэтому приходится искать более доступные решения. Одним из них является сварка алюминия электродом.

Чтобы успешно провести такое действие, необходимо получить определенный набор навыков и приобрести соответствующее оборудование и расходные материалы. Принцип и технология подобной сварки вполне простые, поэтому при правильном подходе вы сможете выучить их за короткое время.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.

Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
- Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
- Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
- После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла. Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
- На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части. Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
- Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Читайте также: Как настроить шины в гта 5
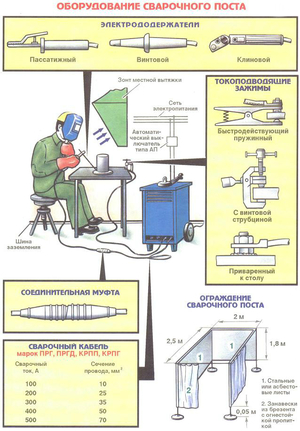
Оборудование и электроды

Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора. Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Важные рекомендации для сварщиков
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.

Не забывайте, что технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
Причины ухудшения свариваемости металла
Если в процессе сваривания вы столкнулись с какими-либо трудностями и неприятными моментами, необходимо учесть множество уникальных свойств металла:
- Ключевая трудность тепловой сварки заключается в наличии окисной пленки, которая поддаётся плавлению лишь под воздействием температур 20440 градусов Цельсия. Плавление самого металла начинается при более низкой температуре — от 660 градусов.
- Капли расплавленной детали, появляющиеся в сварной зоне, очень быстро покрываются тугоплавкой окисной пленкой, которая предотвращает образование сплошного шва. Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
- Расплавленный алюминий характеризуется высокой текучестью, а это существенно усложняет дальнейшее формирование сварочной ванны. По этой причине работы проводят с помощью дополнительных теплоотводящих подкладок.
- В состав алюминия входит растворенный водород, который направляется наружу после застывания расплавленного металла. В результате это вызывает появление пор и кристаллизационных трещин в шве. К тому же для сплавов такого метала характерна повышенная концентрация кремния, что тоже вызывает появление трещин от охлаждения изделия.
- Для алюминия характерен приличный коэффициент линейного расширения. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
- Сварку чистого алюминия и его сплавов проводят под воздействием высоких значений сварочного тока. Для металла характерна высокая теплопроводность. Также при сварке стали принято использовать токи с меньшей силой.
- Сварку деталей из этого метала считают сложной в тех случаях, если определить точную марку сплава не удаётся. В таком случае приходится долго и усердно выбирать подходящий режим сварки и используемые методы.
Постичь все тонкости сварки алюминия электродом может любой желающий. Достаточно запастись терпением и желанием выделить несколько часов своего времени на изучение соответствующего материала и руководства. В таком случае вы сможете выполнять множество важных операций в домашних условиях, без обращения за помощью к квалифицированным сотрудникам.
- Свежие записи
- Нужно ли менять пружины при замене амортизаторов
- Скрипят амортизаторы на машине что делать
- Из чего состоит стойка амортизатора передняя
- Чем стянуть пружину амортизатора без стяжек
- Для чего нужны амортизаторы в автомобиле