
В таблицах 1.1-1.33 приведены рекомендуемые припуски при обработке типовых поверхностей деталеймашин на различных технологических операциях с использованием различных заготовок, в том числе с учетом проведения термообработки- таб.1.20,1.22,1.25,1.30.
В таблицах 1.28,1.29 приведены значения припусков, рекомендованных для выполнения термообработки, старения и цементации.
Таблица 1.1 –Припуски на технологические переходы по обработке валов при различных заготовках





Таблица 1.2–Операционные припуски на бесцентровое шлифование валов после чистового обтачивания, мм.

Таблица 1.3 –Припуски на хонингование отверстий, мм

Таблица 1.4 — Припуски на тонкое (алмазное) растачивание отверстий

Таблица 1.5 -Припуск на шлифование отверстий(на диаметр), мм.

Таблица 1.6 -Припуск на хонингование отверстий в зависимости от исходной поверхности формы и шероховатости поверхности

Таблица 1. 7-Припуск на притирку отверстий, мм

Таблица 1.8 -Припуск на шабрение отверстий

Таблица 1.9 –Припуск на обработку отверстия протягиванием

Таблица1.10 -Припуск на обработку отверстий в сплошном материале по 7-му и 8-му
Видео:Выбираем общие допуски и посадки на примере детали вал. Предельные отклонения размеровСкачать



Таблица 1.11–Припуск на обработку прошитых или полученных литьём отверстий по 7-му и 8-му квалитетам


Примечание: Окончательное развёртвание и тонкое растачивание выполняют по номинальным диаметрам отверстий с допусками по Н7 и Н8.
Таблица 1.12 –Припуск на обработку отверстий в сплошном материале по 9-му и 11-му квалитетам


Таблица 1.13 –Припуски на обработку прошитых или полученных литьём отверстий

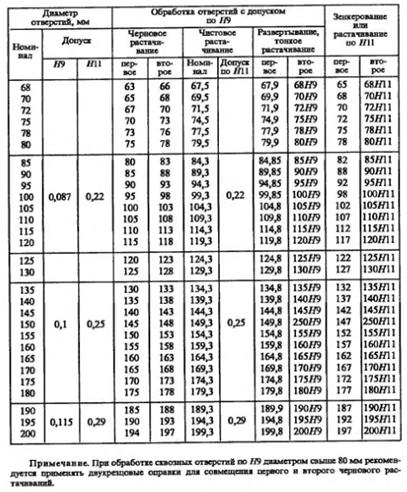
Таблица1.14 -Размеры протягиваемых шлицевых отверстий с прямобочным профилем

Таблица 1.15 -Припуск точный (ПТ) и припуск увеличенный (ПТУ) на обработку отверстий под шлицы, мм.

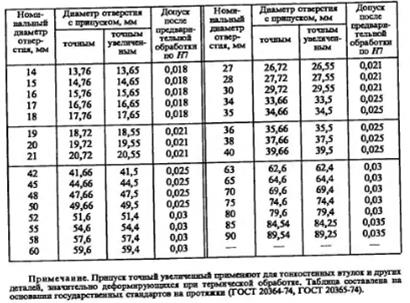
Таблица 1.16 –Припуск на чистовую обработку шлицев


Таблица 1.17 –Припуск на черновое фрезерование (строгание)плоскостей заготовок из полосовой стали, мм.

Таблица 1.18- Припуск на черновое фрезерование (строгание)плоскостей заготовок из широкополосовой стали, мм.

Таблица1.19 – Припуск на черновое фрезерование (строгание)плоскостей заготовок из стали квадратного сечения, мм.

Таблица 1.20 – Припуски на обработку плоскостей, мм.
Видео:Допуски и посадки для чайников и начинающих специалистовСкачать

Читайте также: Муфты не допускающие разъединения вала

Таблица 1.21 — Припуск на шабрение плоскостей, мм.

Таблица 1.22 -Припуск на плоское шлифование для деталей 7-го и 9-го квалитетов

Таблица 1.23 -Припуск под доводку и притирку при обработке плоскостей, мм.


Таблица 1.24 — Припуск на черновую обработку торцов, мм

Таблица 1.25- Припуски на обработку пазов, мм.

Таблица 1.26 -Ширина реза заготовок из пруткового и профильного проката, мм

Таблица 1.27 -Припуск на чистовую подрезку и шлифование торцов , мм


Таблица 1.28 -Припуск на термообработку (закалка с отпуском, нормализация с отпуском, снятие напряжений), мм.

Таблица 1.29 – Припуски на обработку зубчатых колёс и червяков. Припуск на снятие цементационного слоя

Таблица 1.30 –Припуск на чистовую обработку червяков, мм.
Видео:Таблица допусков и посадок. Как пользоваться таблицей допусков?Скачать

Таблица 1.31 -Припуск на чистовую обработку зуба цилиндрических зубчатых колёс, мм.

Таблица 1.32 — Припуски на чистовую обработку зубчатых колёс, мм


Таблица 1.33 -Припуск на чистовое фрезерование и шлифование плоскостей, мм
Справочник технолога-машиностроителя
Глава 4. ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Карта расчета припусков на обработку и предельных размеров по технологическим переходам
Наименование детали — вал. Материал — сталь 40
Элементарная поверхность для расчета припуска — шейка вала диаметром 50-0,05 мм
Элементарная поверхность детали и технологический маршрут ее обработки
Расчетный припуск 2 zmin , мкм
Расчетный минимальный размер, мм
Допуск на изготовление Td , мкм
Принятые (округленные) размеры по переходам, мм
Полученные предельные припуски, мкм
Проверка расчета: Tdз — Td д = 1950 = 2z0 max — 2 z 0min = 4000 — 2050
Расчет припусков на обработку, номинальных размеров поковки и размеров исходной заготовки для вала, изготовляемого на ВРКМ
Заготовка — поковка, изготовляемая на вертикальной радиально-ковочной машине (ВРКМ). Материал -сталь 50.

Рис 5. Рабочий чертеж вала, изготовляемого ковкой на ВРКМ
С учетом технологических возможностей ВРКМ поковка запроектирована четырехступенчатой с наибольшим обжатием по диаметру 17 мм (52 — 35 = 17 мм) и наименьшим-2 мм (35—33 = 2 мм). Расчет проведен из следующих условий: n = 30 об/мин; Rσ = 30 мм (диапазон диаметров поковок 30—55 мм). Исходная заготовка — сортовой круглый прокат повышенной точности.
Видео:Программа для расчета допусков и посадок валов и отверстийСкачать

Читайте также: Компрессор воздушный aurora cyclon 100 turbo active series
Расчетные данные для определения номинальных диаметров поковки, мм
*1 Δ1 — отклонения торца от перпендикулярности.
*2 Δ2 — дефект отрезки (смятие по диаметру при отрубке).
1. Rz округлены до числовых значений по ГОСТ 2789 — 73.
2. h — 0,01d, где d — диаметр детали (мм) по чертежу.
3. Дополнительный припуск 0,2 мм учтен в связи с повышенными требованиями к точности и шероховатости поверхностей.
Расчетные данные для определения номинальных размеров, мм
Общую длину исходной заготовки определяем как сумму длин каждой ступени. Длина заготовки для каждой ступени с учетом номинальных припусков
где d пок — номинальный размер диаметра ступени поковки по расчету; L — длина ступени по расчету; z — напуск.
Допуск на изготовление концевых ступеней вследствие отклонений исходной заготовки
Здесь Тз — допуск на размер исходной заготовки; dз — номинальный размер заготовки; z – напуск; .
Подставляя известные данные получим
; Т1 = 0,016 · 86,5 = 1,38 мм;
; Т2 = 0,044 · 127 = 5,59 мм;
; Т3 = 0,055 · 28 = 1,51 мм;
; Т4 = 0,400 · 12 = 4,80 мм;
Допуск на изготовление концевой ступени вследствие отклонений при отрезке
где Т рез — допуск на отрезку исходной заготовки. Подставляя известные данные, получим Тр = (56/28) 2 · 1,5 = 3,8 = ±1,9 мм. Торец диаметром 52 мм принимаем за исходный, и назначаем допуск на длину его ступени ± 1 мм; для торца диаметром 25 мм допуск на длину его ступени 5,59 + 1,51 + 4,8 = 11,9 мм. С учетом дефектов отрезки допуск составит 11,9 ± 1,9 = . Скорректируем размеры концевой ступени этого же диаметра с учетом допуска. Ее длина
; Т 4 = 0,4 · 16,4 = 6,5 мм.
Скорректируем размеры четвертой ступени еще раз. Имеем
Читайте также: Сальник первичного вала ваз 2114 размер
; Т 4 = 0,4 · 17 = 6, 8 мм.
Видео:Читаем и создаем чертежи - Общие допускиСкачать

Допуск 6,8 мм незначительно отличается от допуска 6,5 мм. Округляя полученные данные, примем допуск на длину четвертой ступени равным -2 +16 .
Расчетная общая длина исходной заготовки
L з = 86,5 + 127 + 28 + 17= 258,5 ± 0,75 мм.
Диаметр исходной заготовки 56-1,0 +0,2 мм.
Расчет припусков на обработку и предельных размеров по технологическим переходам для крупного вала
Заготовка-поковка I группы точности по ГОСТ 7062-79. Материал — сталь 45. Исходная заготовка — прокат, диаметр 350-0,215 мм

Рис. 6. Рабочий чертеж вала, изготовляемого ковкой на прессе
Минимальный припуск на черновую обработку такого вала
Принимаем Rzпок + hпок = 1,5 мм. (см. табл. 11)
Кривизна заготовки Δк = 0,8 • 2500 = 2 мм. (см. табл. 15-17)
Погрешность центрирования Δц = 0,25Тd = 0,25 · 8 = 2 мм.
Значение Σчер принимаем равным 2,3 мм. Таким образом, припуск на черновую обработку
Учитывая, что наибольшая податливость заготовки вала не превышает 0,004 мкм/Н, примем Wсист = W ст + Wз = 0,1 мкм/Н.
А = Суs y НВ n = 0,00027·2 0 , 75 ·2000 2 = 1815,
Приняв припуск по диаметру на черновую обработку 10,28 мм, получим глубину резания t=5,14 мм и следовательно,
Δост = 0,1 • 1815[5,14 0,9 – (5,14 – 2,82) 0,9 ] = 405 мкм
Коэффициент уточнения при черновой обработке
Припуск на чистовую обработку
Общий припуск на обработку
Пересчитаем расчетный минимальный припуск на номинальный:
По ГОСТ 7062 — 79 номинальный припуск на обработку такого вала составляет 17 мм независимо от группы точности. По ГОСТ 7829-70 припуск на обработку такого вала составляет 19 мм.
Предельные размеры по технологическим переходам следующие:
Видео:✅КАК РАССЧИТАТЬ ЗАЗОР, НАТЯГ // ДОПУСКИ И ПОСАДКИ // ОПРЕДЕЛЕНИЕ ДОПУСКОВ // min..maxСкачать

- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности
Механика © 2023
Информация, опубликованная на сайте, носит исключительно ознакомительный характер🎬 Видео
Разбираем чертеж детали ➤ Технические требования ➤ Допуски и посадки размеровСкачать

Допуски и посадки для чайниковСкачать
Квалитеты точности что это? Как выбрать квалитеты допусковСкачать
Допуски и посадки под подшипникСкачать
Припуски на механическую обработку ➤ Виды припусков и советы из практикиСкачать
Предельные отклонения размеров и допусков на чертежеСкачать
Посадка подшипника на вал: самый полный обзор методов и стандартовСкачать
Квалитеты, допуски и посадкиСкачать
Посадки. Как выглядят сотки на деле.Скачать
Без таблицы допусков и посадок никуда не суйсяСкачать
4.1 Расчет посадок с натягомСкачать
Выбираем допуски и посадки ➤ Система вала и отверстияСкачать
Как разработать технологический процесс изготовления детали. 9 основных этаповСкачать












