
Шлицевой вал – инновационный вид линейных направляющих скольжения. Такой тип соединения обладает высокой прочностью, обеспечивает сносность вала и втулки, способствует перемещению детали вдоль оси движения, исключая при этом ее смещение.
- Назначение и особенности шлицевых валов
- Преимущества эксплуатации шлицевых валов
- Этапы производства и оборудование
- Проектирование технологического процесса по изготовлению шлицевого вала
- Технологический процесс обработки вала шлицевого
- 1. Анализ исходных данных
- 1.1 Служебное назначение детали
- «Электроснабжение завода технологической оснастки» Студент
- 1.2 Классификация поверхностей детали по функциональному назначению
- Технологический процесс обработки вала шлицевого
- Общая характеристика и особенности конструкции, а также служебное назначение детали, классификация поверхностей по функциональному назначению. Определение и обоснование типа производства, стратегия разработки технологического процесса. Выбор заготовки.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Назначение и особенности шлицевых валов
Шлицевые направляющие выполняются в виде прямоточных валов, имеющих на своей радиальной поверхности углубления (шлицы) и выступы (зубья). Сечение внешней поверхности такого вала совпадает с рисунком сечения внутренней поверхности втулки или подшипника. Движение втулки по валу осуществляется строго в одном направлении.
Основная задача шлицевого вала – передача высокого показателя крутящего момента. Шлицевые валы применяются в сложных условиях эксплуатации – при колебательных и ударных нагрузках, а также при необходимости высокой точности позиционирования, эффективности, улучшении качества хода.
В зависимости от формы профиля шлицев валы бывают:
Наиболее часто материалами для изготовления шлицевых валов становятся углеродистые или легированные стали.
Преимущества эксплуатации шлицевых валов
Для того чтобы заказать металлообработку и получить готовое изделие в виде шлицевого вала не нужно прилагать особых усилий. Достаточно учесть все особенности и преимущества работы со шлицевыми соединениями:
- шлицевые валы обеспечивают плавность и равномерность поступательного движения;
- исключено проворачивание втулки относительно вала со шлицами;
- устойчивость шлицевого соединения к высоким радиальным нагрузкам вала;
- элемент скольжения может быть выполнен в виде круглой втулки, втулки и фланца, фиксирующей втулки;
- высокий показатель крутящего момента при эксплуатации вала в оборудовании с высокоскоростным вращением.
Этапы производства и оборудование
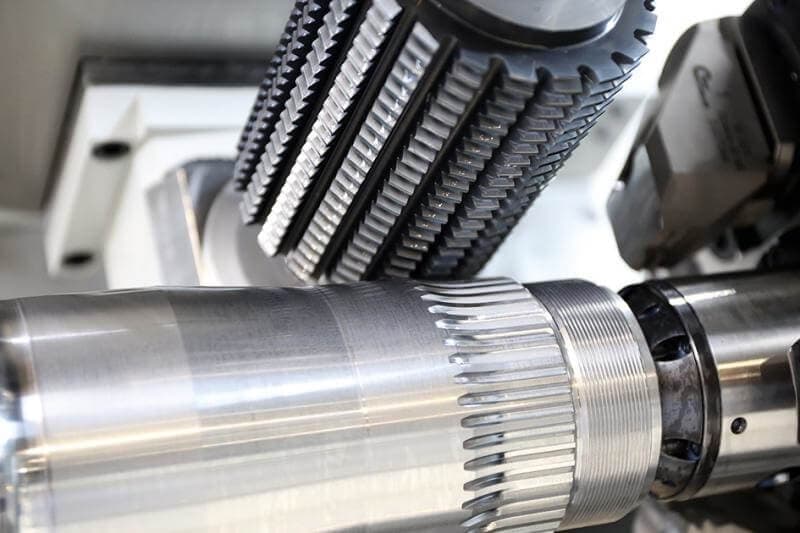
Для изготовления шлицевых валов применяется совокупность различных операций преимущественно на токарно-фрезерном оборудовании. Этапы создания шлицевого вала выстраиваются в определенном алгоритме:
- отрез металлических заготовок;
- подрезка торцов и центровка заготовки;
- выточка заготовок на многорезцовых станках;
- рифление;
- создание шлицев, обработка детали по заданным параметрам с помощью фрез спирального, фасонного, дискового или углового типа;
- шлифовка и полировка изделия.
При производстве валов шлицевого типа особое внимание уделяется детализации изделия – она должна проводиться с максимальной точностью, сечение цилиндра при этом должно исключать любые отклонения от формы идеального круга, а отполированные поверхности вала должны иметь минимальный уровень шероховатостей и неровностей.
Проектирование технологического процесса по изготовлению шлицевого вала
Автор работы: Пользователь скрыл имя, 12 Июня 2013 в 14:02, курсовая работа
Краткое описание
Данная курсовая работа посвящена проектированию технологического процесса по изготовлению шлицевого вала. На основе анализа служебного назначения и анализа аналога технологического процесса с учетом типа производства разработан технологический процесс обработки детали. Заготовка выбрана в результате сравнения двух вариантов. Для достижения высокой точности обработки приведен выбор технологических баз. В проекте определены: припуски на механическую обработку и операционные размеры, режимы резания и нормы времени, экономическая эффективность вариантов технологического процесса.
Введение…………………………………………………………………………. 5
1 Характеристика объекта производства 6
1.1 Служебное назначение детали и узла, условия работы детали в сборочной единице 7
1.4 Анализ технологичности конструкции детали 9
1.5. Определение типа производства 14
2 Анализ технологического процесса механической обработки, принятого за аналог 18
2.1 Вид исходной заготовки, метод ее получения, размеры и масса, расчет коэффициента использования материала (КИМ). Рассмотрение альтернативных вариантов 18
2.2 Анализ маршрута технологического процесса механической обработки 22
2.3 Анализ содержания и последовательности выполнения переходов на основных технологических операциях 23
2.4 Технологические базы. Способы установки (базирования) и закрепления заготовки. Соблюдение основных принципов базирования при принятой последовательности обработки детали 25
2.5 Анализ принятых средств технологического оснащения (оборудование, приспособления, инструмент) 26
2.6 Определение припусков на механическую обработку на одну из наиболее ответственных поверхностей заготовки 28
2.7 Расчет режимов резания на одну из операций по аналитическим зависимостям 32
2.8 Расчет норм времени на одну из операций 34
2.9 Расчёт ожидаемой точности выполнения размеров на технологической операции 36
2.10 Определение ожидаемой шероховатости поверхности на технологической операции. 39
3 Заключение 42
Литература 44
Читайте также: Замена втулок распределительного вала
Технологический процесс обработки вала шлицевого
Проектирование технологических процессов является составной частью единой системы технологической подготовки производства.
Эта система установлена на базе государственных стандартов с целью организации и управления технологической подготовкой производства на основе новейших достижений науки и техники.
Проектирование технологических процессов состоит из следующих этапов: анализа исходных данных, технологического контроля детали, выбора заготовки, баз, установления маршрута обработки отдельных поверхностей, проектирование технологического маршрута изготовления детали с выбором типа оборудования, расчёта припусков, построение операций, расчётов режима обработки, техничес — кого нормирования операций, оформления технологической документации.
Дисциплина «Основы технологии машиностроения» включает в себя комплекс технических дисциплин по организации во времени и пространстве технологичес — кого процесса.
Основным направлением развития технологических процессов в металообра — ботке в настоящее время является: повышение производительности труда, качества обработки и снижения затрат на изготовление деталей. Вопрос повышения технического уровня технологических процессов — является одним из актуальных, так как на наших предприятиях эксплуатируется много устаревшего оборудования, не обеспечивающего требуемой эффективности и качества обработки.
Валы входят в конструкцию многих узлов станков и машин. Валы предназначены для передачи крутящих моментов и монтажа на них различных деталей и механизмов. Конструктивно ступенчатые валы подразделяют на: гладкие, фланцевые и валы-шестерни. В общем случае они представляют собой сочетание гладких посадочных и непосадочных, шлицевых, шпоночных, резьбовых и переходных поверхностей.
От качества их изготовления зависит долговечность работы изделий и надёжность, поэтому совершенствованию технологии их изготовления постоянно уделяется самое серьёзное внимание.
В последние годы разработано много прогрессивных конструкций инструментов, создано достаточное количество износостойких инструментальных материалов, что должно способствовать при использовании современных станков повышению производительности обработки и снижению затрат на изготовление деталей.
Целью данного проекта является снижение технологической себестоимости изготовления шлицевого вала, за счёт совершенствования технологического процесса его изготовления.
1. Анализ исходных данных
1.1 Служебное назначение детали
В механизмах транспортных и технологических машин, колёсных и гусеничных машинах применяют валы различной конструктивной формы: бесступенчатые (гладкие), ступенчатые с прямой геометрической осью, коленчатые, эксцентри — ковые (кулачковые), кривошипы, поворотные кулаки и др.
«Электроснабжение завода технологической оснастки» Студент
. 6-10 кВ, силовых трансформаторов на . в центрах – 80 кг; Макс. достижимая шероховатость поверхности – 0,2 мкм; Макс. достижимая точность обработки – 6 квалитет.) 6. Электроэрозионная обработка. Изготовление . в технологических процессах и особенностях функционирования электроприемников в . затраты в схеме электроснабжения, потери электроэнергии . Обработка зубчатых колес. Зубофрезерование деталей типа валов .
Читайте также: Кронштейн для вала ворот
Наибольшее распространение в этих машинах (60 -70% от общего количества) получили ступенчатые валы средних размеров (диаметром 25…125 мм, длиной до 250 мм) — шлицевые с глухим или сквозным центральным отверстием.
Шлицевые валы изготавливают в основном с закрытыми шлицами прямобочного или эльвовентного профиля.
Данная деталь — шлицевой вал входит в состав раздаточной коробки транспорт — ного средства.
Служебное назначение вала — передача крутящего момента с зубчатого колеса на фланец. Вал работает с большими нагрузками, так как раздаточная коробка транспортного средства включается в работу при его движении по дорогам среднего и низкого качества.
Поэтому в качестве материала вала выбрана сталь 45Х с последующей термической обработкой. Смазка хорошая — из общей картерной системы смазки раздаточной коробки жидким маслом за счёт его разбрызгивания зубчатыми колёсами при работе механизма. Запылённость вала низкая, так как он находится внутри корпуса раздаточной коробки и большей частью изолирован от внешней среды и пыли с помощью уплотнительных устройств и сопрягаемых деталей.
Характерные виды износа элементов вала: усталостное выкрашивание, заедание или излом шлицев, износ из-за трения шеек под подшипники или соприкасающихся со втулками. Температура вала при установившемся режиме работы механизма не превышает 80 0 С.
Исходя из служебного назначения детали, при разработке технологического процесса её изготовления, — особое внимание следует уделить выбору методов обработки шлицев, шеек под подшипники.
Все поверхности вала должны быть механически обработаны, так как необработанные поверхности могут стать причиной вибрации при его вращении.
1.2 Классификация поверхностей детали по функциональному назначению
В таблице 1 представлена классификация поверхностей вала.
Номера поверхностей указаны на эскизе детали, рисунок 1.
Рис. 1 Систематизация поверхностей детали.
Таблица 1. Классификация поверхностей детали
Технологический процесс обработки вала шлицевого
Общая характеристика и особенности конструкции, а также служебное назначение детали, классификация поверхностей по функциональному назначению. Определение и обоснование типа производства, стратегия разработки технологического процесса. Выбор заготовки.
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Размещено на http://www.allbest.ru/
Проектирование технологических процессов является составной частью единой системы технологической подготовки производства.
Эта система установлена на базе государственных стандартов с целью организации и управления технологической подготовкой производства на основе новейших достижений науки и техники.
Проектирование технологических процессов состоит из следующих этапов: анализа исходных данных, технологического контроля детали, выбора заготовки, баз, установления маршрута обработки отдельных поверхностей, проектирование технологического маршрута изготовления детали с выбором типа оборудования, расчёта припусков, построение операций, расчётов режима обработки, техничес — кого нормирования операций, оформления технологической документации.
Дисциплина «Основы технологии машиностроения» включает в себя комплекс технических дисциплин по организации во времени и пространстве технологичес — кого процесса.
Основным направлением развития технологических процессов в металообра — ботке в настоящее время является: повышение производительности труда, качества обработки и снижения затрат на изготовление деталей. Вопрос повышения технического уровня технологических процессов — является одним из актуальных, так как на наших предприятиях эксплуатируется много устаревшего оборудования, не обеспечивающего требуемой эффективности и качества обработки.
Читайте также: Замена подшипников первичного вала 21099
Валы входят в конструкцию многих узлов станков и машин. Валы предназначены для передачи крутящих моментов и монтажа на них различных деталей и механизмов. Конструктивно ступенчатые валы подразделяют на: гладкие, фланцевые и валы-шестерни. В общем случае они представляют собой сочетание гладких посадочных и непосадочных, шлицевых, шпоночных, резьбовых и переходных поверхностей.
От качества их изготовления зависит долговечность работы изделий и надёжность, поэтому совершенствованию технологии их изготовления постоянно уделяется самое серьёзное внимание.
В последние годы разработано много прогрессивных конструкций инструментов, создано достаточное количество износостойких инструментальных материалов, что должно способствовать при использовании современных станков повышению производительности обработки и снижению затрат на изготовление деталей.
Целью данного проекта является снижение технологической себестоимости изготовления шлицевого вала, за счёт совершенствования технологического процесса его изготовления.
1.1 Служебное назначение детали
В механизмах транспортных и технологических машин, колёсных и гусеничных машинах применяют валы различной конструктивной формы: бесступенчатые (гладкие), ступенчатые с прямой геометрической осью, коленчатые, эксцентри — ковые (кулачковые), кривошипы, поворотные кулаки и др.
Наибольшее распространение в этих машинах (60 -70% от общего количества) получили ступенчатые валы средних размеров (диаметром 25…125 мм, длиной до 250 мм) — шлицевые с глухим или сквозным центральным отверстием.
Шлицевые валы изготавливают в основном с закрытыми шлицами прямобочного или эльвовентного профиля.
Данная деталь — шлицевой вал входит в состав раздаточной коробки транспорт — ного средства.
Служебное назначение вала — передача крутящего момента с зубчатого колеса на фланец. Вал работает с большими нагрузками, так как раздаточная коробка транспортного средства включается в работу при его движении по дорогам среднего и низкого качества.
Поэтому в качестве материала вала выбрана сталь 45Х с последующей термической обработкой. Смазка хорошая — из общей картерной системы смазки раздаточной коробки жидким маслом за счёт его разбрызгивания зубчатыми колёсами при работе механизма. Запылённость вала низкая, так как он находится внутри корпуса раздаточной коробки и большей частью изолирован от внешней среды и пыли с помощью уплотнительных устройств и сопрягаемых деталей.
Характерные виды износа элементов вала: усталостное выкрашивание, заедание или излом шлицев, износ из-за трения шеек под подшипники или соприкасающихся со втулками. Температура вала при установившемся режиме работы механизма не превышает 80 0 С.
Исходя из служебного назначения детали, при разработке технологического процесса её изготовления, — особое внимание следует уделить выбору методов обработки шлицев, шеек под подшипники.
Все поверхности вала должны быть механически обработаны, так как необработанные поверхности могут стать причиной вибрации при его вращении.
1.2 Классификация поверхностей детали по функциональному назначению
В таблице 1 представлена классификация поверхностей вала.
Номера поверхностей указаны на эскизе детали, рисунок 1.
Рис. 1 Систематизация поверхностей детали.
Таблица 1. Классификация поверхностей детали