
Обработка однородных элементов коленчатых валов различной конструкции и разных размеров имеет много общего. Коленчатые валы обладают сравнительно небольшой жесткостью и легко деформируются под воздействием радиальных и осевых нагрузок, поэтому при обработке, особенно чистовой, надо принимать меры, предотвращающие деформацию.
Обработка коленчатых валов ведётся обычно в три этапа: черновая, чистовая и отделочная. В том случае, когда заготовки коленчатых валов получают свободной ковкой, обработка ведётся в три-четыре этапа: обдирка, черновая, чистовая и отделочная обработка. Черновая и чистовая обработка коренных шеек и концов крупных коленчатых валов производится на токарных станках. Для устранения деформации вала в центрах обрабатывают только шейки, расположенные близко к концам, затем вал устанавливают этими шейками в люнеты, после чего обрабатывают другие шейки. Одновременно с этим обрабатывают торцевые поверхности, контуры и скосы щёк, то есть все поверхности, оси вращения которых совпадают с осью коренных шеек.
У валов небольших размеров коренные шейки часто обрабатывают на многорезцовых специальных токарных станках с двусторонним или центральным приводом. Вал устанавливают обработанными средней или крайними шейками во вращающийся люнет или специальные патроны. Одновременно обрабатывается часть или все свободные от зажима коренные шейки и торцовые поверхности щёк (см.рис1). каждая шейка или пара щёк обрабатывается тремя призматическими резцами: два резца переднего суппорта обрабатывают торцовые поверхности щёк, галтели и прилегающие к ним части шейки, а третий резец заднего суппорта – среднюю часть шейки. Резцы работают как фасонные, с радиальной подачей. Вследствие того что резцы расположены с двух сторон обрабатываемой шейки, уменьшается деформация вала.
 Рисунок №1 — обработка коренных и торцевых поверхностей шеек коленчатого вала |
Черновую и чистовую обработку производят на одинаковых станках, которые отличаются только настройкой (размерами посадочных мест в патронах и люнетах, размером и формой резцов). Специфической операцией при изготовлении коленчатых валов является обработка шатунных шеек и поверхностей шеек, оси которых не совмещены с осью коренных шеек. Для обработки шатунных шеек крупных коленчатых валов широко применяют станки с вращающимся суппортом (см.рис.2). Универсальность этих станков и достаточно высокая производительность позволяют применять их при различных выпусках.
Коленчатый вал закрепляют коренными шейками в призмы стоек 4, установленных на станине станка. Совмещение оси обрабатываемой шейки с осью вращения резцов достигается путём разворота вала и смещения корпуса 1 по направляющим 3 в поперечном направлении. На призматических направляющих 7, укреплённых на кольце 8, которое вращается в корпусе при помощи червячной пары, перемещаются два суппорта 6. Подача суппортов осуществляется от электродвигателя с редуктором 9 через ходовые винты. Установку вала проверяют при помощи скобы 5, которой изменяют расстояние от вращающегося кольца до накерненного на щеке центра шейки. Подрезание щёк производится одновременно двумя резцами, движущимися навстречу один другому. Протачивание шейки производится резцами, установленными на размер, при движении корпуса по направляющим 2 вдоль оси шейки.
Обтачивание шатунных шеек небольших валов при большом выпуске производится на станках с двусторонним приводом; при этом вкладыши в патронах для установки вала смещены на величину радиуса кривошипа (см.рис.3). С одной установки обрабатывают шейки, расположенные на другой оси. Угловое положение вала в патроне при обработке крайних шатунных шеек фиксируют по базовой площадке или риске на щеке, а при обработке остальных шеек – по обработанной крайней шатунной шейке.
 Рисунок №2 — Станок с вращающимся суппортом для обтачивания крупных коленчатых валов | 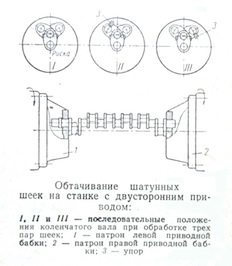 Рисунок №3 — Обтачивание шатунных шеек на станке с двухсторонним приводом |
Обработка ведётся двумя резцами с переднего суппорта и одним резцом с заднего суппорта, так же как при обработке коренных шеек. Прямоугольные щёки коленчатых валов обрабатывают на вертикально-фрезерных или продольно фрезерных станках торцевыми фрезами.
Щёки круглой формы обрабатывают на токарных станках, преимущественно с двусторонним приводом, аналогично обработке шатунных шеек. Обработку обычно ведут проходными резцами с продольной подачей. Щёки овальной формы обрабатывают или по частям такими же способами, как и круглые щёки, или на токарно-копировальных многосуппортных станках, конструктивно подобных станкам для обработки кулачковых валов, схема работы которых показана на рис.4.
Читайте также: Пята это часть вала
Видео:Токарная обработка коленчатого валаСкачать

Смотрите также
Шейки коленчатых валов после чистового обтачивания подвергают отделочной обработке. Шейки очень крупных валов подвергают отделочной обработке на токарных станках одновременно с чистовым обтачиванием. Эта работа ведётся вручную рабочими высокой квалификации. Форму поверхности шеек проверяют на краску по эталонным стальным вкладышам, а размеры и взаимное положение шеек – микрометрами и индикаторами.
В настоящее время отделка шеек коленчатых валов тепловозных и судовых двигателей производится так же, как и небольших коленчатых валов, на специальных шлифовальных станках. Шлифование коренных шеек производят с установкой вала в центрах и люнетах. При шлифовании крупных валов установку люнетов проверяют путём контроля изменения расстояния между щеками индикаторным приспособлением. Если вал при вращении изгибается, расстояние между щеками изменяется. При этом допускается изменение расстояния между щеками не более 0,01-0,02 мм. Регулировкой люнетов достигается правильное положение оси вала, и при этом положении шлифуются шейки. Шлифование шатунных шеек производится на шлифовальных станках с двусторонним приводом (см.рис.5). Коленчатый вал, так же как при обтачивании шатунных шеек, устанавливают концевыми коренными шейками в патроны 5 с эксцентрично расположенными вкладышами 2. На конце вала закрепляют делительный диск 6 с пазами 3, который фиксатором 4 удерживается в требуемом положении.
При незажатых делительном диске и патронах вал устанавливают так, чтобы шлифуемые шатунные шейки имели минимальное биение. Затем патроны и делительный диск закрепляют на валу, а вал прочно закрепляют хомутами 7, после чего производят последовательное шлифование шеек, оси которых совпадают с осью вращения шпинделей станка. Шлифование ведется с постепенным поджимом люнетов 1, установленных под шлифуемые шейки. После шлифования пары шеек вал поворачивают до совмещения осей следующей пары шеек с осью вращения шпинделей станка, фиксатор вводят в паз делительного диска и затем производят шлифование следующей пары шеек. При шлифовании шеек на специализированных станках размеры контролируют индикаторной трёхконтактной скобой.
 Рисунок №4 — Обтачивание кулачков на токарно-копировальном станке |  Рисунок №5 — Шлифование шатунных шеек на станке с двухсторонним приводом |
Шейки валов после шлифования полируют или подвергают суперфинишированию. Схема работы станка для суперфиниширования коленчатого вала показана на рис 6. К шейкам коленчатого вала, вращающегося в центрах станка, прижимаются абразивные бруски 1 головок для суперфиниширования. Головки закреплены на коленчатых валах 2, вращающихся синхронно с обрабатываемой деталью, вследствие чего обеспечивается постоянный контакт брусков с шейками. Вращающийся от электродвигателя эксцентриковый палец 4 сообщает брускам возвратно-поступательные движения вдоль шейки. Работа ведётся с обильным охлаждением детали керосином.
 Рисунок №6 — Схема работы станка для суперфиниширования шеек коленчатого вала |
Полирование шеек производят на подобных станках, но у них вместо абразивных брусков закреплены жимки, охватывающие шейку вала и прижимающие к обрабатываемой поверхности мелкозернистую шлифовальную шкурку.
Для подвода смазки к подшипникам в шейках и щеках коленчатых валов деталей делают отверстия. Эти отверстия имеют малый диаметр (6-10 мм) и большую глубину. В мелкосерийном производстве обработку отверстий для смазки производят по кондукторам на радиально-сверлильных станках. В крупносерийном и массовом производстве для этого используют специальные станки, часто многошпиндельные, работающие с частными отводами сверла для удаления стружки, или автоматические линии. Отвод и подвод свёрл осуществляется автоматически после сверления 4-5 мм. Чтобы предотвратить поломку свёрл, станки для глубокого сверления часто снабжают устройствами, отводящими сверла при появлении крутящего момента.
Статья создана с использованием литературы: «Технология производства двигателей внутреннего сгорания», М.П. Ягудин
Видео:Изготовление коленчатого вала на WFL M60Скачать

Механическая обработка коленчатых валов.
Сложность конструктивной формы коленчатого вала, его недостаточная жесткость, высокие требования к точности обрабатываемых поверхностей вызывают особые требования к выбору методу методов базирования, закрепления и обработки вала, а также последовательности, сочетания операций и выбору оборудования. Основными базами коленчатого вала являются опорные поверхности коренных шеек. Однако далеко не на всех операциях обработки можно использовать их в качестве технологических. Поэтому в некоторых случаях технологическими базами выбирают поверхности центровых отверстий. В связи со сравнительно небольшой жесткостью вала на ряде операций при обработке его в центрах в качестве дополнительных технологических баз используют наружные поверхности предварительно обработанных шеек.
Читайте также: Соединение крышки с валом
При обработке шатунных шеек, которые в соответствии с требованиями технических условий должны иметь необходимую угловую координацию, опорной технологической базой являются специально фрезерованные площадки на щеках.
Типовой технологический маршрут обработки штампованных стальных коленчатых валов типа ЗИЛ-130 может быть представлен в такой последовательности:
2) сверление центровых отверстий;
3) фрезерование технологических опорных баз на щеках;
4) обтачивание концов вала и коренных шеек;
5) предварительное шлифование коренных шеек;
6) обтачивание противовесов и щек;
7) обтачивание шатунных шеек;
8) обработка поверхностей камер грязесборников, смазочных каналов и шпоночных пазов;
9) термическая обработка – закалка коренных и шатунных шеек;
10) окончательное шлифование конца вала, коренных шеек и фланца;
11) окончательное шлифование шатунных шеек;
12) обработка отверстий во фланце и на концах вала;
13) растачивание поверхности посадочного отверстия под подшипник со стороны фланца;
14) отделочная операция поверхности коренных и шатунных шеек.
Вызываемая силами резания деформации коленчатого вала в процессе обработки вынуждает прибегать после ряда операций к многократной правке его на прессе. Количество правок в зависимости от конструкции вала и вида производства колеблется в довольно широких пределах (от 3 до 9). Правка вызывает внутренние напряжения, которые могут привести к деформации вала при последующей его обработке, поэтому она является мало желательной операцией. В то же время устранение правки вызвало бы увеличение припусков на обработку и, следовательно, повышение трудоемкости механической обработки.
Фрезерование торцов и сверление центровых отверстий в зависимости от объема выпуска коленчатых валов можно производить аналогичными способами, рассмотренными в разделе обработки ступенчатых валов, а также шпинделей. Технологическими базами на этих операциях являются наружные цилиндрические поверхности опорных шеек и один из торцов коренной шейки (чаще расположенной посередине).
Технологические опорные базы в виде фрезерованных площадок на щеках коленчатого вала можно обрабатывать как после предварительной обработки коренных шеек, так и до их обработки.
При большой программе выпуска все три операции подготовки технологических баз для последующей обработки коленчатого вала можно выполнять на специальных многошпиндельных станках и автоматических линиях.
Токарная обработка коренных и шатунных шеек.
Коренные шейки, которые в дальнейшем используют в качестве технологических баз для обработки шатунных шеек и других поверхностей, можно обрабатывать на обычных токарных станках, но, так как коленчатый вал является недостаточно жесткой деталью и при обработке имеет тенденцию изгибаться и скручиваться под действием сил резания, особенно при одностороннем приводе токарных станков, то для обработки коренных шеек многоколенных валов применяют специализированные станки, у которых для уменьшения изгибающего и скручивающего моментов предусмотрен центральный или двусторонний привод.
Обработку вала обычно начинают со средней коренной шейки и с плоскостей, прилегающих к ней щек. Для этой операции может быть применен полуавтомат мод. 1К857 с передней и задней ведущими бабками, который позволяет при необходимости производить настройку на обработку двух шатунных шеек и смежных с ними торцов щек. Вал устанавливают в центрах и крепят с двух сторон в гидравлических патронах с осевой фиксацией по переднему торцу. Обработку ведут широкими и фасонными резцами с переднего и заднего суппортов методом врезания (рисунок 4). Частота вращения шпинделя станка по мере приближения резцов к оси вращения меняется. За время каждого цикла автоматически меняется и подача суппортов, что имеет важное значение при изменении глубины резания из-за штамповочных уклонов. Так, при обработке быстрорежущими резцами коленчатого вала СМД-55, штамповочного из стали марки 45, станок настраивали на трехкратное изменение частоты вращения n1 =31, n2 =48 и n3=31 об/мин, что соответствует скоростям резания: v1 =17,5, v2=19,4 и v3=9,45 м/мин и соответственно трехкратному автоматическому изменению подачи суппортов: s1=1,2, s2=0,8 и s3=0,15 мм/об.
Для обработки всех коренных шеек, а также фланца и ступенчатого хвостовика коленчатого вала применяется токарный полуавтомат мод. 1840 с центральным приводом. Вал устанавливают в центрах с осевой фиксацией по торцу (рисунок 5) и обтачивают методом врезания с передних и задних суппортов. Станок также позволяет в процессе обработки автоматически менять режимы резания для поддержания оптимальных условий.
Читайте также: Неисправности подшипника приводного вала
Не менее трудоемкой и сложной операцией является обтачивание шатунных шеек, которые должны быть с определенной точностью ориентированны по отношению к коренным шейкам. В качестве технологических баз для этой операции выбирают поверхности уже обработанных коренных шеек и базовые площадки на крайних щеках коленчатого вала, с помощью которых определяется его угловое положение. Шатунные шейки можно обтачивать попарно (по две шейки, лежащие на одной оси вращения) или одновременно все. На этой же операции подрезают плоскости, прилегающие к шейкам щек. В первом случае можно использовать ранее описанные станки с двухсторонним приводом, однако при этом применяют специальное приспособление, позволяющее совместить оси обрабатываемых шатунных шеек с осью вращения шпинделя, причем ось коренных шеек при установке вала в это приспособление смещается по отношению к оси вращения вала на радиус кривошипа.
Для одновременного обтачивания всех шатунных шеек используют станки специализированного назначения, у которых количество рабочих суппортов соответствует количеству обрабатываемых шатунных шеек. При этом вал вращается вокруг оси коренных шеек, а суппорты, кинематически связанные с копировальными коленчатыми валами, синхронно вращающимися с обрабатываемым валом, перемещаются вместе с шатунными шейками.
Наиболее производительным способом одновременного обтачивания шатунных шеек многоколенчатых валов является обработка их на двухпозиционном полуавтомате мод. 1Б841(рисунок 5). Коленчатый вал на станке базируется по двум крайним коренным шейкам, торцу и базовым площадкам на щеках и поддерживается люнетом под средние коренные шейки. Закрепляется вал от гидравлического устройства. На этом станке можно обрабатывать валы при различном сочетании операций;
1) подрезание торцов щек и обтачивание шатунных шеек на обеих позициях одновременно (в этом случае станок работает как двух поточный);
2) подрезание щек на одной позиции станка, а обтачивание шатунных шеек – на другой (в этом случае обработка ведется последовательно с «перекладкой> вала с одной позиции на другую).
Однако такие двухпозиционные станки имеют существенные недостатки. Обработку них производят быстрорежущими резцами, так как применение оснащенного твердым сплавом инструмента не позволяет эффективно использовать его режущие свойства вследствие значительных сил инерции, которые возникают у суппортов при высокой частоте вращения обрабатываемых валов. Много времени уходит на смену затупившегося инструмента (до 40-80 мин), особенно когда в наладке для обработки одного вала принимает участие большое количество резцов (до24). Затруднительна и переналадка станка на обработку вала другого типа. По всей вероятности это послужило причиной создания высокопроизводительной автоматической линии для обработки шатунных шеек коленчатого вала, которая состоит из четырех станков, на каждом из которых обтачивается одна определенная шейка (фирма Wickes Taсhine Tool, США).
Вал на станках линии базируется коренными шейками и торцовыми поверхностями. В угловом положении вал ориентируется по одной из шатунных шеек. Станки имеют по два приводных шпинделя, между которыми устанавливается обрабатываемый вал. Шатунная шейка обрабатывается одновременно двумя резцами, установленными в двух суппортах. На одном суппорте установлен резец для подрезки торцов шеек двумя круглыми пластинками и обтачивания средней части шейки одной широкой твердосплавной пластиной. На другом суппорте установлен резец с двумя твердосплавными пластинками для обтачивания крайних частей шейки. На смену резцов затрачивается около 5 мин. Станки позволяют бес ступенчато изменять частоту вращения шпинделя и подачу суппортов. Линия сравнительно легко переналаживается на обработку валов других типов.
На некоторых зарубежных автомобильных и тракторных заводах в последнее время цилиндрические поверхности шатунных шеек (а иногда и в коренных ), а также плоскости прилегающих шеек стали обрабатывать фрезерованием.
Австрийская фирма GFM выпускает станки различных видов для черновой обработки шеек и чистовой обработки щек коленчатых валов с радиусами кривошипов от 60 до 280 мм фрезами большого диаметра (450-110мм) со вставными, тангенциально расположенными твердосплавными ножами. Существенным недостатком является сложность инструмента и его заточки. Кроме того, прерывистое резание не обеспечивает требуемую шероховатость поверхности при достаточно высокой производительности. Увеличение же шероховатости при фрезеровании вынуждает увеличивать припуск на шлифование, что может оказаться менее экономичным.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
🎥 Видео
Производство Коленвала)Скачать

Как проводится обработка постели коленвалаСкачать
Токарная обработка коленчатого вала на станке 1А670 (ИПР Холдинг)Скачать
Процесс обработки коленчатого вала и самая современная автоматическая линия сборки двигателей в миреСкачать
А вы знали как делают коленвал ? Изготовление коленвала в ГерманииСкачать
Процесс обработки коленчатого вала в зажимных приспособлениях от SMW AutoblokСкачать
Станок Saritas STH2200Скачать
Как немцы делают огромные коленвалы.Скачать
Линия по обработке коленчатого вала DMTG IngersolСкачать
Удивительная Обработка Коленчатого Вала В Процессе Работы Все Технологии ОбработкиСкачать
РЕМОНТ ПОСТЕЛИ КОЛЕНЧАТОГО ВАЛА | Восстановление работоспособности двигателя | МеханикаСкачать
Фрезерный станок для коленчатого вала распределительного валаСкачать
Полировка Коленчатого вала 10д100Скачать
Коленчатый валСкачать
Автоматическая производственная линия по обработке коленчатого вала DMTGСкачать
РЕМОНТ ШЕЙКИ КОЛЕНВАЛА: СВАРКА + ШЛИФОВКА. Минск. AvtoPro.byСкачать
Шлифовка коленчатого вала k6s310dr (ЧМЭ-3). Основные операции.Скачать
Шлифовальный станок для обработки коленчатых валов Saritas STH 1800Скачать

















