
В зависимости от конструкции и масштабов выпуска технологические процессы изготовления валов могут быть различными. Однако, несмотря на их разнообразие, можно дать типовую последовательность обработки валов:
1.Изготовление большинства валов начинается с обработки их торцов, центровых гнезд и проточки одной крайней ступени вала на длину 15-20мм (фрезерно-центровальная операция). Эти поверхности используются в качестве чистовых технологических баз на следующей операции механической обработки.
2.Две или три токарных операции обработки наружного контура вала.
3.Получистовая обработка поверхностей, используемых в качестве технологических баз при зубообработке.
4.Черновая обработка резьб, шлицев, зубьев, шпоночных пазов.
5.Окончательная обработка крепежных отверстий, отверстий под смазку, пазов, лысок и т.д.
7.Правка вала на прессе (чугунные валы не правятся).
8.Чистовая обработка технологических баз (центровочное отверстие, крайняя шейка вала, торцы вала).
9.Чистовая обработка шеек вала, резьб, шлицев, зубьев.
10.Отделочная обработка основных конструкторских баз, вспомогательных конструкторских баз, исполнительных поверхностей.
Рассмотрим содержание некоторых технологических операций:
Оборудование — фрезерно-центровальные полуавтоматы моделей МР-71М; МР-179Ф4 и др. Эти станки могут работать по следующим схемам:
а) Если диаметр крайней ступени более 50 мм — последовательное фрезерование (рис.7.2).
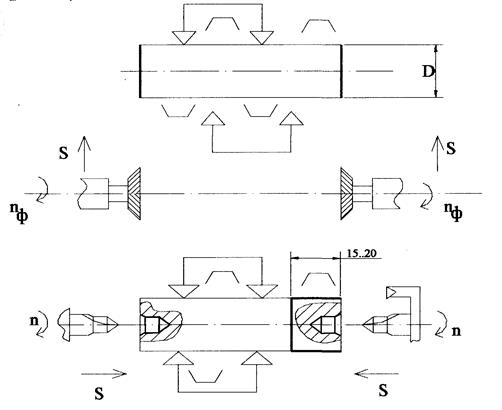
Рис.7.2. Последовательное фрезерование
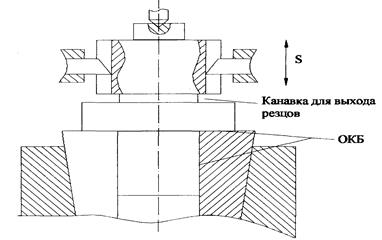
б) Если диаметр крайней ступени вала менее 50 мм, то обрабатывают одновременно торцы, отверстия и протачивают крайнюю ступень. При этом используют специальную режущую головку (рис.7.3).
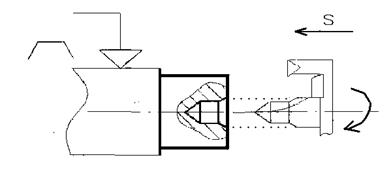
Рис.7.3. Одновременная обработка
В серийном производстве применяют фрезерно-центровальный полуавтомат с ЧПУ МР-179Ф4. Он позволяет обрабатывать каждый торец заготовки с поворотом на 180°. Оснащен магазином на 36 инструментов и может фрезеровать торцы, сверлить на них различные отверстия, нарезать в них резьбу и протачивать крайние ступени валов.
Для закрепления заготовок на данной операции применяется приспособление с установочными элементами в виде призм, которые должны перемещаться к центру заготовки с одинаковой скоростью. Такие призмы называются самоцентрирующими.
По торцу вал может базироваться различными способами (рис.7.4):
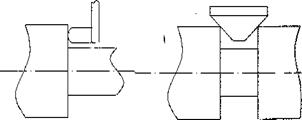
Рис.7.4. Базирование по торцу
Режущий инструмент — как стандартный (фрезы для обработки торцов, центровочные сверла и т.д.), так и специальный (режущие головки, которые позволяют одновременно обрабатывать торец заготовки, центровочное отверстие и протачивать крайнюю ступень вала).
После фрезерно-центровальной операции заготовки подвергаются 100%-му контролю (рис.7.5).
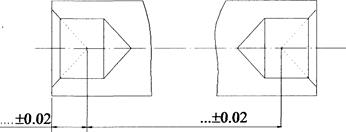
Рис.7.5. Контролируемые размеры
Назначение токарных операций — снять основную массу припуска, оставленного под механическую обработку. При этом поверхности с квалитетом больше 10 и Ra больше 6,3 мкм обрабатываются окончательно, а более точные и чистые — с припуском под последующее шлифование. Оборудование:
1. Токарно-копировальные многорезцовые станки. Они предназначены для многопроходной обработки деталей типа ступенчатый вал. На этих станках можно протачивать цилиндрические участки вала с использованием продольного и копировального суппортов, подрезать торцы, протачивать канавки и т.д.
2. Токарно-винторезные станки с ЧПУ. Кроме обработки наружного контура на них можно нарезать резьбу, точить конусы, обрабатывать криволинейные поверхности. Эти станки оснащены сменными инструментальными головками или магазинами, вмещающими до 24 инструментов.
3. Специальные токарные станки. Встраиваются в поточные и автоматические линии и применяются чаще всего для обработки коленчатых и кулачковых валов.
4. Токарные многошпиндельные полуавтоматы горизонтального исполнения. Применяются для обработки валов (длиной менее 150 мм) в крупносерийном и массовом производстве. Эти станки позволяют обрабатывать с одной установки большое количество поверхностей. На них размещается до 20-ти режущих инструментов.
Технологическая оснастка — 2-х или 3-х кулачковые патроны и вращающийся центр. Или поводковый патрон и вращающийся центр. При обработке нежестких валов применяют люнет. Последовательность токарной обработки:
-черновые технологические переходы (снимается основная масса припуска и при этом не ставится задача достижения малой шероховатости);
-чистовые технологические переходы.
Чистовые переходы токарных операций могут быть заменены на круглое шлифование.
3. Зубообрабатывающие операции.
Для обработки зубьев на деталях типа вал-шестерня применяют следующие методы: зубофрезерование, зубодолбление, зубошевингование и зубошлифование.
Фрезерование зубьев модулем до 8 мм производится на станках моделей 5306; 5307; 5А312 и других червячной фрезой. При обработке на этих станках можно достичь девятой степени точности и шероховатости боковых поверхностей зубьев до Rz 20 мкм.
Важным моментом при фрезеровании зубьев является базирование заготовки, т.к. боковые поверхности зубьев являются исполнительными поверхностями, влияющими на эксплутационные свойства вала.
Вал устанавливается на основные конструкторские базы, которые должны быть обработаны с точностью 6-7 квалитет и Ra 1,25-2,5 мкм. При этом биение базовых поверхностей относительно центров — не более 0,02 мм. Такая схема установки заготовки включает точный самоцентрирующий патрон (цанговый, мембранный и т.п.) и жесткий центр (рис.7.6).
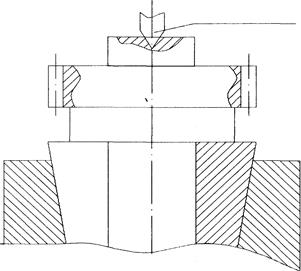 |
Рис.7.6. Базирование заготовки
Схема установки на зубодолбежном станке аналогична. Шевингование дисковым шевером — метод чистовой обработки незакаленных зубьев после зубофрезерования или зубодолбления. Шевингование позволяет повысить степень точности до 6 — 7 и понизить шероховатость Ra до 0,8-2,5 мкм, исправить погрешность шага и профиля зуба, значительно снизить уровень шума при работе передачи. Станки: 5701; 5Б702; 5Б702Ф2 и т.п.
Базирование – в жестких центрах по центровым гнездам.
Зубозачистная операция предназначена для снятия заусенцев образующихся при выходе фрезы. Инструмент — шлифовальные круги, станок -5Б525.
Зубозакругление — обеспечивает закругление зуба со стороны входа в зацепление (для зубьев, периодически включающихся в зацепление). Станок — 5Д580, инструмент — концевая фреза.
Зубошлифование применяется для обработки закаленных заготовок и обеспечивает самую высокую точность обработки (3-6 степень точности и Ra до 0,2 мкм). Станки: зубошлифовальные 5В53; 5А841 и т.д.
Базирование — по центровым гнездам, которые после термообработки шлифуются на специальных станках.
4. Обработка шлицев (прямобочных и эвольвентных).
Для получения шлицев применяются следующие методы:
а) шлицестрогание. Станки моделей 5104; 5104МА и др. Инструмент — специальные резцовые головки.
Заготовка базируется по основным конструкторским базам и центровочному гнезду. Базы должны быть обработаны в пределах 6-7 квалитетов точности и иметь шероховатость порядка Ra 2,5 мкм (рис.7.7).
Для базирования используется точный самоцентрирующий патрон, например, цанговый. Профиль режущей части строгальных резцов соответствует профилю впадины.

б) шлицепротягивание. При этом обрабатывается две противоположные впадины при помощи сборных протяжек. Профиль резца соответствует профилю впадины. Станки: МА51; 7520. Базирование аналогично базированию при шлицестрогании. Применяется в крупносерийном и массовом производствах (рис. 7.8).

в) шлицефрезерование. Станки: 5350; 5350 и др. Инструмент — червячные шлицевые фрезы. Базирование аналогично предыдущим методам (рис.7.9).
В процессе обработки фреза и заготовка совершают строго согласованное движение. Кроме того, фрезе сообщается движение подачи.

г) метод накатывания. При холодном накатывании шлицы обрабатываются путем пластического деформирования материала заготовки. Уплотнение поверхностного слоя в месте накатки повышает прочность шлицев до 20%. Холодное накатывание проводят в эвольвентных шлицах с модулем до 2,5 мм и при в
в) отверстия для подвода смазки к рабочим поверхностям. Они расположены перпендикулярно осевому отверстию и выходят на поверхности трущихся шеек (распредвалы, коленвалы и т.д.).
Отверстия для подвода смазки обычно сверлятся в два этапа (рис.7.11).

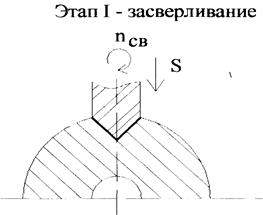
Рис.7.11. Сверление отверстий
Для обработки глубоких отверстий используются станки УС80; РТ65; РТ601. Для остальных — вертикально-сверлильные 2Н106; 2М112 и т.д.
7. Контроль полученных деталей.
При контроле линейных размеров обычно используют стандартные измерительные инструменты (штангенциркули, микрометры, калибры и т.п.).
Для контроля пазов, фасонных поверхностей используют специальные шаблоны.
Дата добавления: 2015-12-22 ; просмотров: 10906 ;
Технология изготовления валов
1. Технология изготовления валов. 5
1.1. Способы получения заготовок валов. 5
1.2. Типовой техпроцесс обработки ступенчатых валов в крупносерийном или массовом производстве. 6
1.2.1. Обработка торцов вала и центрирование. 7
1.2.3. Отделочная обработка наружных цилиндрических поверхностей. 11
1.2.3.3. Полирование и суперфиниш.. 15
1.2.4.1. Нарезание резьбы резцами и гребенками. 16
1.2.4.2. Фрезерование резьбы охватывающей резцовой головкой. 18
1.2.4.3. Нарезание резьбы плашками и самораскрывающимися головками 19
1.2.4.4. Фрезерование резьбы дисковыми и гребенчатыми (групповыми) фрезами 19
1.2.4.5. Накатывание резьбы.. 20
2. Технология изготовления корпусных деталей. 21
2.1. Технические требования к корпусным деталям. 22
2.2. Предварительная обработка корпусов. 23
2.3. Базирование заготовок корпусов. 23
2.4. Типовой маршрут обработки корпуса. 24
2.5. Обработка плоскостей корпусов. 25
2.6. Обработка отверстий корпусных деталей. 26
2.6.1. Оборудование для обработки отверстий. 26
2.6.2. Обработка отверстий в единичном и мелкосерийном производствах 27
2.6.3. Обработка отверстий в серийном и массовом производствах. 28
2.6.4. Инструменты для обработки отверстий. 30
2.6.5. Условия работы многолезвийного инструмента. 31
2.6.6. Отделочная обработка отверстий. 33
2.7. Контроль корпусных деталей. 34
3. Изготовление зубчатых колес. 35
3.1. Методы обработки зубьев цилиндрических зубчатых колес. 36
3.2. Основные направления повышения производительности червячного зубофрезерования. 39
Читайте также: Щека коленчатого вала это
3.2.1. Возможности увеличения скорости главного движения резания. 40
3.2.2. Возможность уменьшения длины рабочего хода фрезы.. 41
3.2.3. Увеличение числа заходов фрезы с целью повышения производительности 42
3.2.4. Повышение производительности зубофрезерования при использовании фрез с нестандартной геометрией режущей части. 43
3.3. Возможности повышения эксплуатационных характеристик процесса червячного зубофрезерования. 44
3.4. Основные направления повышения производительности зубодолбления 46
3.5. Базирование заготовок при нарезании зубьев и обработка поверхностей, являющихся базами. 48
3.6. Отделка баз заготовок зубчатых колес после термической обработки. 49
3.7. Чистовая обработка (отделка зубьев) 51
3.7.1. Шевингование зубчатых колес. 51
3.7.2. Прикатывание зубчатых колес. 54
3.7.4. Хонингование зубчатых колес. 60
3.8. Контроль цилиндрических зубчатых колес. 61
4. Изготовление конических зубчатых колес. 63
4.1. Черновое нарезание конических прямозубых колес дисковыми модульными фрезами по методу копирования. 63
4.2. Строгание зубьев прямозубых конических колес. 65
4.3. Обработка конических прямозубых колес двумя дисковыми фрезами. 66
4.4. Круговое протягивание прямых зубьев конических колес. 68
4.5. Отделка конических колес с прямыми зубьями. 69
4.6. Изготовление конических колес с круговыми и циклоидальными зубьями 70
4.7. Обработка баз конических зубчатых колес после термообработки. 73
4.8. Шлифование круговых зубьев конических колес. 74
5. Изготовление червяков и червячных зубчатых колес. 76
5.1.2. Фрезерование червяков. 78
5.1.3. Накатывание витков червяка. 80
5.1.4. Отделочная обработка червяков. 80
5.1.5. Обработка зубьев червячных колес. 82
5.1.6. Технологические аспекты выбора рационального червячного зацепления 86
6.1. Методы достижения точности замыкающего звена и расчета размерных цепей 88
6.1.1. Метод полной взаимозаменяемости. 89
6.1.2. Метод неполной взаимозаменяемости. 91
6.1.3. Метод групповой взаимозаменяемости. 92
6.1.4. Методы компенсации. 93
Технология изготовления валов
Обтачивание валов
Токарная обработка валов обычно включает черновые и чистовые операции. При черновом точении снимают большую часть припуска, работая с большей глубиной резания и большой скоростью движения подачи.
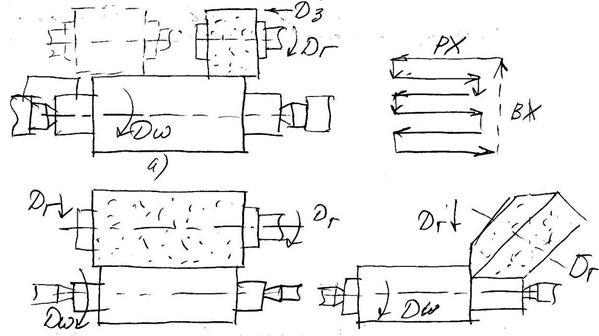
В единичном и мелкосерийном производствах обтачивание выполняется на токарных универсальных станках. При обработке ступенчатых валов используются различные схемы резания, например, представленная на рис. 1.4.
В схеме на рис. 1.4., в суммарная длина перемещения резца , т.е. меньше, чем в схеме на рис. 1.4., а. Однако, число рабочих и вспомогательных ходов больше.

Рис. 1.4. – Схемы обтачивания валов
При выборе схемы резания стремятся получить максимальную производительность и минимальную себестоимость операции. При этом учитывают размеры вала, способ простановки и контроля размеров, допуски и другие факторы.
Иногда при большой разнице в диаметрах ступеней стремятся как можно дольше не ослаблять вал и ступени наименьшего диаметра обтачивать в последнюю очередь.
При обтачивании длинных не жестких валов применяют неподвижные или подвижные люнеты. Неподвижный люнет устанавливается на станине станка. Подвижный люнет движется на суппорте и его кулачки следуют за резцом (рис. 1.5., а).
Если же необходимо обеспечить соосность обработанной поверхности с поверхностью 2 (рис. 1.5., б), то кулачки люнета располагают впереди резца на поверхности.

Рис. 1.5. – Схема обтачивания вала с использованием люнета
В настоящее время в мелкосерийном производстве используются станки с ЧПУ. Они позволяют автоматизировать цикл обработки, использовать повышенные режимы резания, повысить производительность, применить многостаночное обслуживание, сократить дефицит высококвалифицированной рабочей силы, уменьшить брак, сократить сроки подготовки производства.
В крупносерийном и массовом производствах для обтачивания валов применяют многорезцовые и гидрокопировальные станки и полуавтоматы. Обычно они имеют 2 суппорта – продольный и поперечный, служащие для подрезания торцов, растачивания канавок и фасонного точения.
Суппорты могут работать одновременно. На многорезцовых станках в случае необходимости применяют обтачивание с врезанием и последующей продольной подачей (рис. 1.6., б).


Рис. 1.6. – Схема обтачивания вала на многорезцовом полуавтомате
По сравнению с универсальными токарными станками, многорезцовые станки позволяют повысить производительность за счет сокращения длины рабочего хода, одновременной работой резцов, а также за счет устранения затрат времени на смену резцов, поворот резцедержателя и холостые перемещения суппорта.
На продольном суппорте гидрокопировального станка устанавливается 1 резец, который настраивается на размер только по одной шейке вала. Получение остальных размеров обеспечивается копиром и следящей системой. Одновременно сокращается число измерений, применяется более высокий режим резания, чем при работе с ручным включением подач.
Валы обтачиваются за один или несколько рабочих ходов, при этом смена копиров производится автоматически за счет поворота барабана с копиром.
В тех случаях, когда вал может быть обработан на гидрокопировальном и одношпиндельном многорезцовом полуавтомате, выбор оборудования делается на основании технико-экономического анализа.
При этом учитываются следующие соображения:
1. При многорезцовом обтачивании с делением длины обработки, длина рабочего хода меньше, чем при копировальной обработки.
2. Время наладки и подналадки гидрокопировальных станков значительно меньше, чем для многорезцовых станков.
3. Количество резцов и режимы резания на многорезцовых станках часто ограничиваются податливостью заготовки и недостаточной мощностью станка. На гидрокопировальном станке можно работать с большими скоростями подачи главного движения резания.
4. В связи с изложенным производительность гидрокопировальных станков во многих случаях выше.
5. На точность многорезцовой обработки влияют погрешности относительного расположения и неодинаковый износ резцов. При обработке одной поверхности несколькими резцами на границах участков образуются уступы. На гидрокопировальных станках эти погрешности отсутствуют, поэтому удается получать более высокую точность размеров и меньшую шероховатость.
Тонкое точение
Тонкое точение чаще применяется для отделочной обработки заготовок из цветных металлов и сплавов, реже для заготовок из стали и чугуна. Объясняется это трудностями шлифования цветных сплавов вследствие «засаливания» шлифовального круга.
Обработка производится алмазными, композитными, металлокерамическими резцами и резцами, оснащенными твердыми сплавами, при высоких скоростях главного движения резания, малых скоростях движения подач и глубинах резания.
Тонкое точение позволяет получить 6…7 квалитет точности обработки и шероховатость поверхности мкм.
Производительность обработки выше, чем при шлифовании. В крупносерийном и массовом производствах для тонкого точения применяют специальные быстроходные станки высокой точности и виброустойчивости.
Оно является основным методом чистовой обработки наружных цилиндрических поверхностей. Преимуществами шлифования является возможность исправления погрешностей заготовки после термообработки. При обычном тонком шлифовании осуществляется обработка по 6-7 квалитету точности, при шероховатости поверхности 1,2…0,3 мкм.
Тонкое шлифование дает 5 квалитет точности и шероховатость 0,16…0,8 мкм. Оно осуществляется малозернистым кругом при большой скорости его вращения, малой скорости вращения заготовки, малой глубине резания.
Шлифование осуществляется на кругло- и бесцентрошлифовальных станках с продольной подачей круга или по способу вращения (рис. 1.7.)
А – с продольной подачей; Б, В – по способу (методу) вращения
Рис. 1.7. – Схема шлифования на кругло-шлифовальном станке:
Шлифование по способу вращения более производительно, применяется в крупносерийном и массовом производстве при обработке цилиндрических и фасонных поверхностей.
Для одновременного шлифования нескольких шеек используются специальные станки, работающие несколькими кругами с целью сокращения вспомогательного времени при шлифовании, применяются устройства активного контроля, позволяющие измерять заготовки в процессе шлифования, а также устройства автоматической остановки станка при достижении заданного размера.
При бесцентровом шлифовании (рис. 1.8.) заготовка помещается между двумя шлифующими кругами, из которых один (большего диаметра) является шлифующим, а с другой – ведущим.
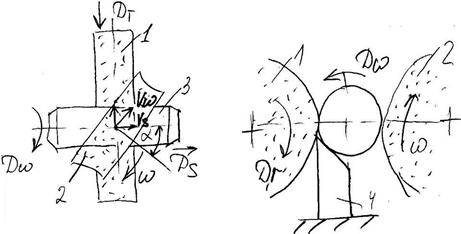
Рис. 1.8. – Схема бесцентрового шлифования
Шлифующий круг 1 вращается со скоростью 20-35 м/с, ведущий круг 2 – со скоростью 20-30 м/мин. Заготовка 3 ничем не закрепляется, но поддерживается опорой 4 со скосом, направленным в сторону ведущего круга.
Сила сцепления заготовки с ведущим кругом больше, чем со шлифующим. Это объясняется следующими причинами:
1. Увеличение силы резания при уменьшении скорости вращения круга
2. Изготовление ведущих кругов на связи, увеличивающей коэффициент трения между кругом и заготовкой.
За счет сцепления с ведущим кругом заготовка вращается с окружной скоростью, которая меньше окружной скорости ведущего круга всего на 1-3%.
При бесцентровом шлифовании с продольным движением подачи заготовки ось ведущего круга не параллельна оси шлифующего круга. Благодаря этому без специального механизма подачи обеспечивается перемещение заготовки со скоростью где — скорость вращения ведущего круга.
С увеличением угла скрещивания осей кругов производительность обработки возрастает, но качество поверхности ухудшается, поэтому обычно .
Для повышения точности обработки иногда выполняют сквозное шлифование за несколько рабочих ходов. В крупносерийном и массовом производствах обработка может выполняться последовательно на нескольких станках, соединенных в автолинию.
При бесцентровом шлифовании по способу врезания оси кругов чаще всего параллельны. Сначала ведущий круг отводится от шлифующего, и заготовка устанавливается на опору, затем ведущий круг подводится к заготовке и осуществляется поперечная подача до получения заданного размера.
Читайте также: Гайка коленчатого вала в ниве
По сравнению со шлифованием в центрах бесцентровое шлифование имеет следующие преимущества:
1. Отпадает необходимость центрирования заготовки, что особенно важно для деталей, обрабатываемых на револьверных станках и автоматах;
2. Значительно уменьшаются припуски на обработку, т.к., благодаря использованию в качестве технологической базы обрабатываемой поверхности, устраняется влияние на припуск погрешности зацентровки;
3. Отпадает необходимость использования люнетов при шлифовании длинных и тонких валов;
4. Бесцентрошлифовальные станки сравнительно легко автоматизируются и встраиваются в автолинию;
5. Обеспечивается более высокая производительность, чем при шлифовании в центрах;
6. Благодаря простоте управления станком, высокая точность достигается при средней квалификации шлифовщика;
7. Погрешность обработки, вызываемая износом круга, в 2 раза меньше, чем при шлифовании в центрах, т.к. износ круга непосредственно отражается на величине диаметра заготовки, а не на величине радиуса.
В то же время бесцентровое шлифование имеет определенные недостатки:
1. Затраты времени на наладку и регулировку таких станков достаточно велики и окупаются при больших партиях заготовок. Поэтому бесцентровое шлифование чаще всего применяют в автотракторной и подшипниковой промышленности.
2. шпоночные пазы, канавки, отверстия, разрывы обрабатываемой поверхности препятствуют нормальной работе и даже делают её невозможной.
3. При бесцентровом шлифовании трудно обеспечить круглость обрабатываемой поверхности.
4. Затрудняется достижение соосности шлифуемой поверхности с другими ранее обработанными поверхностями.
Полирование и суперфиниш
Полирование мягкими кругами из войлока, фетра или лентой ведется при высоких скоростях инструмента, на поверхность которого наносится смесь мелкозернистого абразивного порошка и смазки. Полирование обеспечивает малую шероховатость поверхности ( мкм), но не изменяет точность размеров и форму.
Суперфиниш (отделка колеблющимися брусками) реализует принцип неповторяющегося следа, который заключается в том, что ни одно зерно абразива не проходит дважды по одному и тому же пути. Для этого, кроме вращающейся заготовки, с небольшой скоростью (1-2,5 м/мин) и продольного перемещения брусков (рис. 1.9.) им сообщают от 200 до 1000 колебаний в минуту с малой амплитудой.
За счет колебательных движений, малой зернистости брусков и малого давления обеспечивается малая шероховатость заготовки ( мкм).
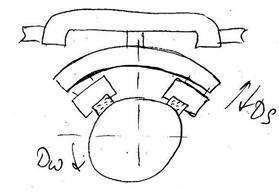
Рис. 1.9. – Схема обработки вала абразивными брусками.
Процесс ведется с применением смазочно-охлаждающей жидкости и протекает следующим образом: в начальный момент площадь контакта брусков с обрабатываемой поверхностью мала и давление бруска оказывается значительным, что вызывает интенсивный съём металла. В дальнейшем бруски прирабатываются, давление уменьшается, и процесс резания теряет свою интенсивность.
Суперфиниш не улучшает макрогеометрию заготовки, поэтому предварительная обработка должна обеспечить правильную геометрическую форму детали. Припуск под суперфиниш обычно не оставляют.
Обработка резьбы
Накатывание резьбы
Накатывание резьбы применяется в крупносерийном и массовом производствах. Помимо высокой производительности метод позволяет получить благоприятную упрочненную поверхностную структуру металла, т.к. волокна материала пластически деформируются, а не перерезаются.
Резьба накатывается плоскими плашками или накатными роликами.
На плоских плашках (рис. 1.14.) имеется прямолинейная резьба (развертка резьбы) с такими же профилем и углом подъема как и у накатываемой резьбы. Резьба накатывается за один двойной ход ползуна. Число двойных ходов в минуту достигает 280.

Рис. 1.14. – Схема накатывания резьбы плашками.
Накатывание резьбы одним роликом применяется на токарных и револьверных станках и автоматах из-за односторонней радиальной силы. В этом случае возможен изгиб заготовки.
Поэтому большее распространение получило накатывание резьбы двумя роликами с радиальным движением подачи (рис. 1.15.).
Накатывание резьбы может также производиться двумя-четырьмя роликами с продольной подачей при постоянном межосевом расстоянии. По производительности накатывание роликами обычно уступает накатыванию плашками.

Рис. 1.15. – Схема накатывания резьбы роликами.
Предварительная обработка корпусов
Перед отправкой отливок и поковок в механический цех удаляют облой, литники и прибыли. Для этого используют обрезные прессы, фрезерные, шлифовальные, ленточно-отрезные и другие станки, сварочные аппараты, пневматические молотки, зубила и другие средства производства. Кроме того, производят очистку, термическую обработку, предварительную покраску, грунтовку и контроль заготовки.
При очистке удаляют остатки пригоревшей формовочной смеси и мелкие неровности для того, чтобы улучшить внешний вид детали, повысить стойкость наносимой краски, увеличить стойкость режущего инструмента при последующей обработке.
Очистка производится стальными щетками, иглофрезами, травлением серной кислотой с последующей промывкой, обдувкой дробью, водой с крупнозернистым керамзитом и содой.
Термическую обработку (низкотемпературный отжиг отливок из серого чугуна) выполняют для снятия остаточных напряжений и улучшения обрабатываемости отливок.
Окраску производят кистью, окунанием, пульверизатором или в специальных установках. На передовых предприятиях используют окрасочные роботы с ЧПУ. Окраска необрабатываемых поверхностей отливок после старения связывает остатки формовочной смеси и исключает в дальнейшем её попадание на поверхности трения.
Контроль корпусных деталей
На рис. 2.9. представлена схема контроля соосности отверстий. Для уменьшения погрешности измерения, вызываемой зазорами между оправкой и отверстием детали, применяют втулки с очень малой конусностью, ступенчатые втулки, втулки с гидропластом. При большом расстоянии между стенками корпуса используют оптические методы контроля.

Рис. 2.9. – Схема контроля отверстия
В настоящее время все большее применение находит контроль корпусов с применением координатно-измерительных машин (КИМ).
Изготовление зубчатых колес
В машиностроении и приборостроении производство зубчатых колес занимает особое место. Это объясняется сложностью их изготовления и в первую очередь сложностью формообразования зубьев. Поэтому технология зубообработки является в большинстве случаев решающим фактором, определяющим эксплуатационные характеристики передач.
Зубчатые колеса представляют собой тела вращения, конструктивно оформленные в виде дисков со ступицей или без нее или в виде валов (рис. 3.1.).

В каждом конкретном случае ТП изготовления цилиндрических зубчатых колес определяется факторами: размерами, формой, материалом, объемом выпуска, точностью и т.д. Однако, независимо от этого ТП изготовления цилиндрических зубчатых колес состоит из:
1. Токарная обработка. При изготовлении незакаленных зубчатых колес на этом этапе производится обработка поверхностей вращения и плоскостей с размерами, указанными на чертеже.
2. Обработка зубьев. При изготовлении незакаленных зубчатых колес на этом этапе обеспечивается точность зубчатого венца, заданная на чертеже.
5. Отделка боковых поверхностей зубьев.
Методы токарной обработки поверхностей вращения были рассмотрены ранее. В этом разделе изложены вопросы по технологии формирования зубчатых венцов.
Шевингование зубчатых колес
Обработка зубьев большинства колес, изготавливаемых в условиях серийного и массового производств, осуществляется по следующей схеме: предварительное зубонарезание, а затем шевингование.
Широкому распространению процесса шевингования способствуют такие его качества: высокая производительность (2-3 сек/зуб для колес средних модулей), экономичность за счет высокой стойкости инструмента, достаточно высокая точность.
В процессе обработки инструмент 1 дисковый шевер и обрабатываемое колесо 2 вращаются, воспроизводя винтовую передачу, составленную из 2 цилиндрических зубчатых колес с теоретическим точечным контактом (рис. 3.17.). Фактически же из-за наличия припуска на боковых поверхностях зубьев обрабатывается площадка контакта, имеющего вид узкого овала, вытянутую примерно вдоль зуба.
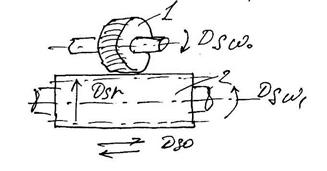
Рис. 3.17. – Схема шевингования
Зацепление винтовой передачи характеризуется интенсивным боковым скольжением зубьев, складывающимся из профильного и продольного скольжения. Результат скольжения при шевинговании и есть плавное движение резания, которое осуществляется режущими кромками шевера. Срезаемый слой с боковых поверхностей зубьев превращается в тонкую волосовидную стружку. При этом образуется профиль зуба колеса, сопряженный с профилем зуба инструмента.
При шевинговании отсутствует жесткая кинематическая связь между вращением инструмента и заготовки. Обычно вращение сообщают более массивному звену пары «шевер-колесо» при беззазорном (плотном) зацеплении их зубьев или с торможением ведомого звена при однопрофильном зацеплении зубьев. Эта особенность процесса шевингования непосредственно отражается на его исправляющей способности. Шевингование дает достаточно хорошие результаты по нормам контакта (пятно контакта, погрешность направления зуба) и нормам плавности (отклонения шага, погрешность профиля) и т.д.
Однако, по нормам кинематической точности (накопленная погрешность шага, радиальное биение зубчатого венца и т.д.) исправляющая способность шевингования весьма слабая. Следует отметить, что шевингование дает хороший по точности результат лишь при условии достаточно точной предварительной обработки зубьев. Следовательно, точность хорошего колеса можно повысить, но получить из плохого колеса хорошее с помощью шевингования не удается.
Чтобы обработать зуб по всей его длине и высоте, заготовке необходимо сообщить движение подачи. В зависимости от направления движения подачи различают 5 методов:
Эти методы различаются между собой по производительности и конструкции шевера. Наиболее универсальным является шевингование с осевым движением подачи (рис. 3.17.). При этом методе заготовка совершает возвратно-поступательное движение вдоль своей оси и в конце каждого рабочего хода подается на шевер в радиальном направлении . Несколько последних возвратно-поступательных ходов совершаются без радиального движения подачи (выхаживающие ходы). Преимущество метода заключается в его универсальности: зубчатые колеса любой ширины можно обработать узким шевером. Однако, производительность этого метода ниже, чем у других методов из-за наибольшей длины рабочего хода.
Читайте также: Упорный подшипник это подшипник опоры вала
При шевинговании могут иметь место следующие сочетания шевера и обрабатываемого колеса: колесо прямозубое, шевер косозубый; колесо косозубое, шевер прямозубый; колесо и шевер косозубые, при этом необходимо обеспечить угол скрещивания осей шевера и колеса в пределах 10-15 0 .
Чугун, пластмассу и другие материалы, обладающие сравнительно малой прочностью и твердостью, обрабатывают при угле скрещивания 20 0 .
Прикатывание зубчатых колес
Прикатыванием (обкатывание, зубокалибрование) называется процесс тонкого пластического деформирования боковых поверхностей зубьев колеса, которое осуществляют при совместном вращении заготовки с одним или несколькими закаленными до высокой твердости эталонными полосами.
В процессе прикатывания (рис. 3.18.) эталонное колесо 1 приводится во вращение и вращает сцепленное с ним обрабатываемое колесо 2, которое поднимается двумя другими эталонными колесами 3, свободно сидящими на осях подвижной каретки 4.

Рис. 3.18. – Схема обкатывания зубьев
В результате относительно профильного скольжения зубьев инструмента и заготовки металл, находясь под давлением, течет вдоль профиля зуба, обработка осуществляется на специальных зубообкатных станках, отличающихся высокой жесткостью.
По сравнению с шевингованием прикатывание позволяет снизить расходы на инструмент, благодаря повышению его стойкости в 10-20 раз, увеличить в 3-5 раз производительность обработки, значительно снизить шероховатость обработанных поверхностей ( мкм).
За счет накопленного слоя боковых поверхностей зубьев и прикатных колес при эксплуатации отмечается повышенная прочность и долговечность. Однако, исправляющая способность прикатывания ниже, чем при шевинговании.
Поэтому для получения хороших результатов по точности необходимо при уменьшенных примерно в 2 раза по сравнению с шевингованием припусках обеспечить более высокую точность предварительного зубонарезания.
При внедрении процесса прикатывания в производство следует учитывать также и трудности, связанные с определением параметров профиля зубьев эталонного колеса и его изготовления.
Зубошлифование
Зубошлифование является практически единственным методом обработки закаленных зубчатых колес 7 и выше степеней точности. Наибольшее распространение в производстве получили 4 способа шлифования зубьев цилиндрических колес:
1) Шлифование зубьев дисковым кругом с фасонной рабочей поверхностью по методу копирования с единичным делением
2) Шлифование зубьев дисковым кругом с конической рабочей поверхностью по методу обката с единичным делением
3) Шлифование двумя тарельчатыми кругами по методу обката с единичным делением
4) Шлифование зубьев червячным абразивным кругом по методу обката с непрерывным делением
При обработке зубьев по методам копирования точность зубчатых колес определяется в основном точностью эвольвентного профиля круга и точностью делительного механизма (делительного диска) станка. Производительность станков сравнительно высокая, т.к. впадина формируется одновременно по всему её периметру, потери на деление невелики . Однако, переналадка станка весьма сложная, т.к. требуется смена копиров заправочного устройства, а иногда и делительного диска. Поэтому применение этого способа шлифования целесообразно лишь в условиях крупносерийного производства.
Точность зубчатых колес, изготовленных этим способом соответствует 6-7 степени точности по ГОСТ 1643-81.
При шлифовании зубьев дисковым кругом с конической рабочей поверхностью (рис. 3.19.) воспроизводится зацепление обрабатываемого колеса 1 с производящей рейкой 2. Боковые конические поверхности шлифовального круга 3 материализуют при этом зуб производящей рейки. Если форма образования впадины происходит при прямом и обратном движении обката заготовки, то для устранения влияния зазоров (люфтов) в механизме обката на точность обработки левая и правая стороны зубьев шлифуются раздельно, поэтому толщина круга должна быть несколько меньше номинальной толщины зуба производящей рейки.

Рис. 3.19. – Схема образования эвольвентного профиля зуба.
Структурная кинематическая схема зубошлифовального станка представлена на рис. 3.20. Движение обката обеспечивается настройкой цепи обката, конечными звеньями которой являются червячная 5 и винтовая 4 передачи. Деление осуществляется за счет поворота планшайбы стола 6 на требуемый угол при разомкнутой цепи обката в конце каждого двойного хода стола станка. Таким образом, точность зуюошлифования во многом определяется точностью червячной и винтовой передач, а также точностью механизма деления станка.
Для шлифования косозубых колес ползун, несущий шлифовальную бабку поворачивается на соответствующий угол (рис. 3.20., б).

Рис. 3.20. – Структурная кинематическая схема зубошлифовального станка.
Станки, работающие дисковым кругом с конической рабочей поверхностью, наиболее универсальны, поэтому основная область их применения – единичное и мелкосерийное производства. Достижимая точность зубошлифования соответствует 6-7 степени точности по ГОСТ 1643-81.
Станки, работающие двумя тарельчатыми кругами, обеспечивают 5-6 степень точности зубчатых колес. Такая точность помимо общих требований к точности исполнения станков обуславливается минимальным числом звеньев в механизме обката станка и отсутствием в нем зазоров, а также точностью делительного диска, автоматической правкой круга и компенсацией его размерного износа.
Механизм обката станка (рис. 3.21.) содержит точный ролик 1, установленный соосно с заготовкой 2 на подвижной каретке 3. Диаметр ролика , где S – толщина стальной ленты 4, d – делительный диаметр обрабатываемого колеса.
Две стальные ленты охватывают ролик по окружности и крепятся к станине станка. При натяжении ленты материализуют начальную плоскость станочного зацепления, по которой катится без скольжения ролик и делительный цилиндр заготовки. Таким образом, имитируется зацепление заготовки с производящей рейкой 5, зубья которой материализуют 2 тарельчатых круга 6.
В процессе обработки каретка 3 получает быстрые возвратно-поступательные перемещения , при этом ролик с заготовкой совершает возвратно-вращательное движение , таким образом, реализуется движение обката. Для обработки зубьев по всей длине каретке сообщают движение подачи вдоль оси заготовки. Поскольку движение подачи осуществляется сравнительно медленно, производительность станков, работающих по этому способу, сравнительно невысока.

Рис. 3.21. – Схема механизма обката станка.
Для автоматической правки шлифовального круга используют специальный механизм, который в процессе шлифования зубьев периодически правит круг.
Весьма точными и наиболее производительными являются станки, работающие червячным шлифовальным кругом (рис. 3.22.). Их кинематическая схема аналогична кинематической схеме зубофрезерных станков.

Рис. 3.22. – Структурная схема шлифовального станка, работающего абразивным червяком:
1 – Заготовка, 2 – Абразивный червяк, 3 – Делительное колесо, 4 – Делительный червяк, 5 – Устройство согласования вращательных движений круга и стола.
Однако, создание зубошлифовальных станков с механическими кинематическими связями оказалось весьма затруднительным, вследствие недопустимо высоких скоростей скольжения делительной червячной передачи.
Ориентировочная производительность станков, работающих абразивным червяком, примерно 10-15 сек/зуб для колес средних модулей. Достижимая точность соответствует 5-6 степени по ГОСТ 1643-81.
Предварительная правка червячных кругов производится накатным роликом, а окончательная (чистовая) – алмазным.
Данный способ зубошлифования рекомендуется для крупносерийного производства. При изготовлении колес малых модулей (до 2 мм) предварительное зубонарезание целесообразно не производить, а вышлифовывать зубья непосредственно из целой закаленной заготовки.
Рассмотренные способы зубошлифования имеют один общий недостаток – возможное появление прижогов на боковых поверхностях зубьев и, как следствие, снижение эксплуатационных характеристик зубчатых колес. Устранить опасность прижогов можно за счет назначения рациональных режимов резания, правильного выбора характеристики шлифовального круга и применения технологической СОЖ.
Хонингование зубчатых колес
Процесс зубохонингования заключается в совместном обкате заготовки и инструмента – зубчатого колеса, изготовленного из эпоксидной смолы или каучука с добавлением абразивного порошка. Внешне процесс зубохонингования сходен с процессом шевингования. Закаленное зубчатое колесо 1 зацепляется с зубчатым хоном 2 при угле скрещивания осей (рис. 3.23.).

Рис. 3.23. – Схема зубохонингования
Заготовке сообщается возвратно-поступательное движение подачи вдоль оси, направление вращения инструмента меняется после каждого двойного хода заготовки. Для интенсификации процесса в ряде станков предусмотрено колебательное (осциллирующее) движение инструмента вдоль его оси. Также, как и при шевинговании, нагружение пары осуществляется в радиальном или окружном направлениях. Число зубьев хона не должно быть кратно числу зубьев обрабатываемого колеса.
Рекомендуемая окружная скорость при обработке – 5-15 м/с. Скорость движения подачи заготовки 300-600 мм/мин, количество рабочих ходов заготовки – от 4 до 6. Время обработки колеса – от 30 до 60 сек. Рекомендуемые припуски при зубохонинговании 0,02-0,03 мм на сторону зуба. Поэтому специально припуски на зубохонингование не оставляют. Наиболее эффективной СОЖ при зубохонинговании является керосин.
1) Устранение заусенцев и забоин на поверхностях зубьев, возникающих при термической обработке и транспортировке колес;
2) Уменьшение шероховатости поверхностей зубьев шевингованных и шлифованных колес;
3) Незначительное повышение точности зубчатого венца.
Температура в зоне контакта зубчатого хона с заготовкой невысока, поэтому на поверхностях зубьев не образуются прижоги и микротрещины. Это сохраняет твердость и структуру поверхностного слоя зубьев. Процесс зубохонингования рекомендуется использовать в крупносерийном и массовом производстве зубчатых колес.
Линейчатые винтовые поверхности червяков образуются винтовым движением прямой линии. Известны 3 вида линейчатых винтовых поверхностей червяков:
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала