
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Курсовой проект представляет собой расчетно-графическую работу. В пояснительной записке представлен проект технологического процесса, основные расчеты по выбору заготовки, режимов резания, экономического обоснования выбранного варианта. В графической части спроектирован план обработки, деталь, заготовка для её изготовления, технологические наладки. Приложение представляет собой сбор основный технологических документов, необходимых для обеспечения технологического процесса.
Графическая часть: 3 листа. Пояснительная записка: 26 листов. Приложение: 5 листов.
Введение
При современном росте технического прогресса происходит постоянное совершенствовании технологии производства, появляется огромное количество модификаций и модернизаций изделий, инструмента, оснастки. Для однотипных деталей разработаны системы, стандарты, группы, но даже для их изготовления необходимо установить определённый порядок, так называемый технологический процесс, в котором указываются все способы и состояния физического и химического изменения, выбор оборудования, оснастки, инструмента.
Цель: спроектировать технологический процесс.
Для достижения этой цели необходимо решить несколько задач:
Выполнить выбор типа производства и стратегии разработки технологического процесса.
Спроектировать и выбрать оптимальный вариант получения заготовки.
Разработка технологического процесса и схем базирования.
Выбор средств технологического оснащения.
Расчет припусков на обработку.
Проектирование технологических операций.
1. Анализ исходных данных.
Деталь — вал — предоставляет собой тело вращения для передачи крутящего момента.
1.1 Анализ служебного назначения и условия работы детали
Данный вал является выходным звеном в редукторе с соосным расположением быстроходного и тихоходного валов. Он испытывает нагрузки на изгиб и кручение. Данная деталь работает в условиях циклических нагрузок, вне агрессивных средах, поэтому ее изнашивание в процессе работы происходит медленно. Данная деталь выполнена из стали 45. Химический состав и механические свойства
Курсовая работа: Разработка технологического процесса изготовления «Вала»
Машиностроение является одной из важнейших отраслей в промышленном комплексе нашей страны. Для народного хозяйства необходимо увеличение выпуска продукции машиностроения и повышение её качества. Технический прогресс в машиностроении характеризуется не только улучшением конструкции машин, но и непрерывном совершенствованием технологии их производства. Важно качественно, экономично и в заданные сроки с минимальными затратами живого и овеществлённого труда изготовить любую машину или деталь.
Развитие новых прогрессивных технологических процессов обработки способствует конструированию более современных машин и механизмов, и снижению их себестоимости. Актуальна задача повышения качества машин и, в первую очередь, их точности. В машиностроении точность имеет особо важное значение для повышения эксплуатационного качества машин. Обеспечение заданной точности при наименьших затратах – основная задача при разработке технологических процессов.
Основные задачи в области машиностроения и перспективы её развития:
приближение формы заготовки к форме готового изделия за счёт применения методов пластической деформации, порошковой металлургии, специального профильного проката и других прогрессивных видов заготовок;
автоматизация технологических процессов за счет применения автоматических загрузочных устройств, манипуляторов, промышленных роботов, автоматических линий, станков с ЧПУ;
концентрация переходов и операций, применение специальных и специализированных станков;
применение групповой технологии и высокоэффективной оснастки;
использование эффективных смазочно-охлаждающих жидкостей с подводом их в зону резания;
разработка и внедрение высокопроизводительных конструкций режущего инструмента из твёрдых сплавов, минералокерамики, синтетических сверхтвёрдых материалов, быстрорежущих сталей повышенной и высокой производительности;
широкое использование электрофизических и электрохимических методов обработки, нанесение износоустойчивых покрытий.
В курсовом проекте согласно заданию предусматривается разработка технологического процесса изготовления «Вала», который является одной из важнейших деталей механизма для передачи вращения при заданном передаточном отношении.
1.1 Служебное назначение изделия. Анализ конструкции и технических требований
Вал относится к классу валов. Вал предназначен для передачи вращения при заданном передаточном отношении.
На поверхности 3 имеется шпоночная канавка под призматическую шпонку для крепления сопрягаемой детали. В торце 1 имеется резьбовое отверстие М8–7Н для крепления детали предотвращающее осевое смещения детали с поверхности 3. На поверхности 15 расположены прямобочные шлицы, предназначенные для крепления сопрягаемой детали. Канавки 5, 9, 14 – являются технологическими и служат для выхода режущего инструмента. Канавка 17 предназначена для установки стопорного кольца.
Таблица 1.1 Технические требования
| № п\п | Наименование поверхности, номинальное значение, мм | Назначение поверхности | Точность | Шероховатость Ra, мкм |
| 1 | 2 | 3 | 4 | 5 |
| 1,19 | Торцевая L=290 мм  | Вспомогательная конструкторская база | 12 | 10 |
| 2, 6, 10, 12, 18 | Фаска 1Ч45є | Свободная | 12 | 10 |
| 3 | Наружная цилиндрическая Ш 25 мм | Вспомогательная конструкторская база | 6 | 0,63 |
| 22 | Шпоночный паз 40х8х4 | 8 | 5 | |
| 4 | Торцевая L=50 мм | Вспомогательная конструкторская база | 12 | 10 |
| 5 | Наружная цилиндрическая Ш 24,5 мм | Свободная | 12 | 10 |
| 7 | Наружная цилиндрическая Ш 30 мм | Основная конструкторская база | 6 | 0,63 |
| 8 | Торцевая L=53 мм | Вспомогательная | 12 | 10 |
| 9,14 | Наружная цилиндрическая Ш 29,5 мм | Свободная | 12 | 10 |
| 11 | Наружная цилиндрическая Ш 40 мм | Свободная | 12 | 10 |
| 13 | Торцевая L=81 мм | Вспомогательная конструкторская база | 12 | 2,5 |
| 15 | Наружная цилиндрическая Ш 30 мм | Основная конструкторская база | 6 | 0,63 |
| Шлицы прямобочные | Вспомогательная конструкторская база | 11 | 2,5 | |
| 16 | Торцевая L=87 мм | Свободная | 12 | 10 |
| 17 | Наружная цилиндрическая Ш 28,5 мм | Свободная | 12 | 10 |
| 20 | Фаска 1,6Ч45є | Свободная | 12 | 10 |
| 21 | Внутренняя цилиндрическая М8 на L=18 мм | Вспомогательная конструкторская база | 7Н | 10 |
1.2 Анализ технологичности детали
Вал относится к деталям типа «вал».
Вал изготовлена из стали 45 (ГОСТ 1050–88), которая сравнительно хорошо обрабатывается резанием.
С точки зрения рационального выбора заготовки вал-шестерня относится к достаточно технологичным деталям. В качестве заготовки можно использовать прокат как наиболее дешёвый вид заготовки.
Геометрическая форма детали состоит из поверхностей, которые образованны вращением образующих относительно оси и торцов.
Поверхности открыты для подвода и перемещения режущего инструмента. Конфигурация детали не позволяет выполнить её полную обработку за один установ. Поэтому маршрут обработки будет складываться из ряда последовательных операций и переходов.
Конфигурация детали обеспечивает нормальный вход и выход инструмента.
Конструкция вала позволяет использовать типовые этапы обработки для большинства поверхностей.
Показатели точности и шероховатости находятся в экономических пределах: 6 квалитет точности и шероховатость Rа 0,63 мкм.
Возможна реализация принципа постоянства баз на основных операциях. Выбранные базы обеспечивают простое, удобное и надежное закрепление. Это позволяет применять сравнительно простые и дешевые приспособления.
Таблица 1.4 Виды и режимы термообработки
| Марка стали | Отжиг | Закалка | Отпуск | ||
Температура нагрева, | Температура нагрева, | Среда охлаждения | Температура нагрева, | Твёрдость HRCэ | |
| Сталь 45 | 680 | 810…840 | Вода | 500…600 | 31…27 |
1.4 Определение массы изделия
Масса изделия определяется расчетным путем и корректируется по чертежу. Для этого конструкцию детали разбивают на простые геометрические фигуры и определяют их объём по формуле: [ 1.24]

. (1.1)
Затем путём алгебраического сложения определяется общий объём. Масса детали вычисляется по формуле:

. (1.2)
см 3 .
см 3 .
см 3 .
см 3 .
Определяем общий объём изделия.



(1.3)

(1.4)

кг.
1.5 Определение типа производства и партии запуска
Для предварительного определения типа производства используем заданный объём выпуска изделия и его массу.

По заданию годовой объём выпуска изделия составляет N=8000 шт. масса детали, определяем расчётным путём, равна

Используя эти данные, определяем тип производства – среднесерийный .
Среднесерийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями.
Характерный признак среднесерийного производства – расчленение технологического процесса на отдельные самостоятельные операции, которые закреплены за определённым рабочим местом.
При среднесерийном производстве необходима переналадка технологического оборудования при переходе на изготовление деталей другой партии.
Для выполнения различных операций используются универсальные металлорежущие станки, оснащённые специальными, универсальными или универсально-сборочными приспособлениями. Находят применение специализированные, специально-автоматизированные станки. Широко используются станки с числовым программным управлением.
Целесообразно применять специальный режущий инструмент, а также специальный измерительный инструмент.
В среднесерийном производстве оборудование устанавливается или по ходу технологического процесса или по группам оборудования.
Квалификация рабочих в среднесерийном производстве ниже, чем в единичном.
Количество деталей в партии запуска определяем по формуле:

(1.5)
где N – годовой объём выпуска заданного изделия, шт.;
а – число дней, на которое необходимо иметь запас деталей (периодичность запуска – выпуска, соответствующая потребности сборки);
F – число рабочих дней в году.
2.1 Выбор метода получения заготовки и его технико-экономическое обоснование
Для изделия можно применять заготовку, полученную из проката или методом горячей объёмной штамповки.
Вариант 1. Заготовка из проката.
Согласно точности и шероховатости обрабатываемой поверхности, определяем промежуточные припуски. За основу расчёта промежуточных припусков принимаем наибольший наружный диаметр Ш 40 h12. Назначаем последовательность обработки данной поверхности, выбираем табличный припуск для однократного точения h 12 – 1,4 мм.
Определяем расчетный диаметр заготовки:

мм. (2.1)
Стандартный прокат имеет Ш 42 мм.

Размер заготовки с отклонением Ш .
Определяем длину заготовки по формуле:
, (2.2)
вал термообработка заготовка производство
где LД – номинальная длина детали по рабочему чертежу, мм;
Zпод =2,0 мм – припуск на подрезание торцов.

мм.
Определяем объём заготовки по формуле с учетом максимальных размеров:

см 3 , (2.3)
где DЗ – диаметр заготовки по плюсовым допускам, см.
Определяем массу заготовки по формуле:

, (2.4)

кг.
Определяем расход материала на одну деталь с учётом неизбежных технологических потерь на отрезку заготовок. Ширина реза при отрезке:

Число заготовок, исходя из принятой длины проката по стандартам, определяется по формуле:

(2.5)
Получаем 13 заготовки из данной длины проката

Получаем 23 заготовок из данной длины проката
Остаток дины определяется в зависимости от принятой длины проката:

(2.6)
(2.7)


Из расчётов на не кратность следует, что прокат длиною 7 м для изготовления заготовок более экономичен, чем прокат длиною 4 м. Потери на зажим при отрезке по отношению к длине проката составят:
(2.8)
Потери материала на длину торцевого обрезка проката в процентном соотношении к длине проката составят:
(2.9)
Общие потери (%) к длине выбранного проката:

(2.10)
Расход материала на одну деталь с учётом всех технологических неизбежных потерь определяем по формуле:

(2.11)
Определяем коэффициент использования материала:
. (2.12)
Определяем стоимость заготовки из проката:

, (2.13)
где СМ = 16 руб./кг – цена одного килограмма материала;
СОТХ = 2758 руб./т – цена 1 тонны отходов.
Вариант 2. Заготовка, изготовленная методом горячей объёмной штамповки на ГКМ.
Пользуясь таблицей 20. ГОСТ 7505–89 принимаем:
Точность изготовления – Т 4;
С учётом табличных припусков определяем расчетные размеры заготовки:
, (2.14)

мм,

мм,

мм,

мм,

мм,

мм,

мм,

мм.
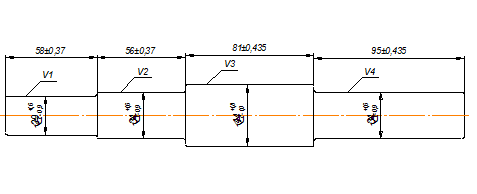
Таблица 2.1 Припуски на размеры заготовки
| Категория размера | Номинальное значение размера, мм | Шероховатость, мкм | Припуск, мм | Предельные отклонения, мм | Размер заготовки, мм |
| D1 | 25 | 0,63 | 2,0 |  | 29 |
| D2 | 30 | 0,63 | 2,0 | | 34 |
| D3 | 40 | 10 | 2,0 |  | 44 |
| D4 | 30 | 0,63 | 2,0 | | 34 |
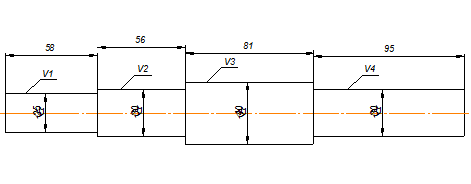
| L1 | 58 | 10 | 2,0 | | 60 |
| L2 | 56 | 10 | 2,0 | | 58 |
| L3 | 85 | 10 | 2,0 | | 85 |
| L4 | 97 | 10 | 2,0 | | 97 |
Определяем объем отдельных элементов заготовки по предельным размерам:
; (2.15)
см 3 ;
см 3 ;
см 3 ;
см 3 ;

Определяем массу заготовки:
, (2.16)

кг.
Определяем технологические потери на угар и облой:

, (2.17)

кг.
Определяем коэффициент использования материала:

, (2.18)
(2.19)
Определяем стоимость штампованной заготовки по формуле:

,
где См = 27 руб./кг – стоимость 1 кг штамповки;
СОТХ = 2758 руб./т – стоимость 1 тонны отходов.

,
Технико-экономические расчёты показывают, что заготовка, полученная методом горячей объёмной штамповки на ГКМ, более экономична по использованию материала, чем заготовка из проката, однако по себестоимости штампованная заготовка дороже, поэтому принимаем заготовку из горячекатаного круглого проката обычной точности.
2.2 Назначение технологических схем обработки поверхностей изделия
Таблица 2.2 Технологические схемы обработки поверхности