

Есть два известных способа изготовления поковки крестообразной формы, которые используются как заготовки для крестовин карданных валов : облойная штамповка и закрытое вдавливание.
Облойная штамповка осуществляется в открытых штампах, при этом за основу берётся изношенный штамп. Во втором способе, используется закрытый штамп со съёмной матрицей. Второй способ довольно конструктивно сложен, поэтому расходы при втором способе как правило превышают, чем при облойной штамповке.
Эти два способа имели свои недостатки, но в последнее время специалисты сумели избавиться от них, объединив принципы производства этих двух способов. Он получил название –металлоэкономный способ.
Новый способ насчитывает 5 подходов операций:
— Нарезка стальных прутков для заготовок необходимого размера.
— Нагрев заготовок на индукционной печи, до температуры при которой происходит ковка.
— Двух-операционная штамповка (проводится в две операции: полузакрытое вдавливание и завершающая штамповка)
— Обрезка поковки и нанесение отверстий.
— Проверка качества изделия
Современный метод, значительно снизил расход металла, тем самым повысил коэффициент его эффективного использования. Так же этот способ, позволил уменьшить энергетические затраты при производстве, а так же повысил прочность изделий.
- Изготовление крестовин
- ИЗГОТОВЛЕНИЕ КРЕСТОВИН И ВИЛОК
- 14.1. Изготовление крестовин карданных валов и дифференциалов
- Дипломный проект «Крестовина карданного вала»
- Технологический процесс изготовления крестовины карданного вала
- Контрольная Технологический процесс изготовления крестовины карданного вала.docx
Изготовление крестовин
Крестовины – характерные детали карданных (шарнирных) соединений, применяемых в автомобилях и сельскохозяйственных машинах. Крестовина представляет собой стальную деталь сравнительно небольших размеров с четырьмя точно обработанными цапфами, расположенными попарно на двух взаимно перпендикулярных осях.
Заготовкой служит штамповка из сталей 20Х, 12ХН3А и 18ХГТ. Деталь подвергается цементации на глубину 0,8…1,5 мм с закалкой и отпуском до твердости 58…65 HRC. К готовой детали предъявляются жесткие требования в отношении точности и взаимного расположения поверхностей цапф. Диаметры цапф изготовляются по 6 квалитету точности с шероховатостью Ra = 0,63 мкм. Отклонение формы допускается в пределах допуска. Несоосность цапф не более 0,05 мм. Оси соседних цапф должны быть взаимно перпендикулярны. Допускается отклонение не более 0,25 мм на 100 мм. Оси должны лежать в одной плоскости с отклонением не более 0,15 мм.
В крупносерийном и массовом производствах при обработке крестовин применяются высокопроизводительные специальные станки: токарные, протяжные, бесцентрово-шлифовальные, сверлильные. Во многих случаях обработка ведется на автоматических линиях.
На рис. 22 показана крестовина кардана косилки. Крестовина из стали 20Х имеет сквозные смазочные отверстия диаметром 5 мм. При механической обработке крестовины может быть использована следующая схема технологического процесса. На первой операции производится черновое обтачивание всех четырех цапф. Обработка ведется на четырехшпиндельном агрегатном станке методом вращения резца вокруг неподвижной цапфы (рис. 23). Заготовка закрепляется неподвижно с помощью пневматического приспособления.
На второй операции производится протягивание двух торцов одновременно. После протягивания первой пары торцов стол автоматически поворачивается и протягивается другая пара торцов.
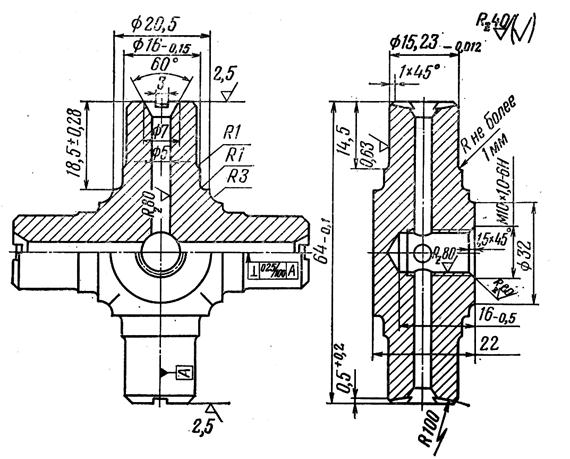
Рис. 22. Крестовина кардана косилки
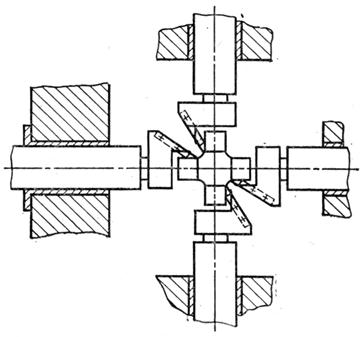
Рис. 23. Наладка агрегатного станка для обтачивания цапф крестовины
Третья операция – черновое шлифование четырех цапф – производится на бесцентрово-шлифовальном станке. Цапфы шлифуются попарно методом врезания шлифовального круга.
На четвертой операции на одной паре цапф выполняются следующие технологические переходы: зацентровка, сверление смазочных каналов, сверление отверстия под резьбу и снятие наружных фасок. Применяется специальный многошпиндельный агрегатный станок. Обработка производится при неподвижно закрепленной заготовке.
На пятой операции выполняются те же технологические переходы на другой паре цапф.
Шестая операция – окончательное протягивание торцов с изготовление канавок. После мойки и очистки крестовины подвергаются термической обработке.
Последующие операции – получистовое и чистовое шлифование цапф на бесцентрово-шлифовальных станках.
ИЗГОТОВЛЕНИЕ КРЕСТОВИН И ВИЛОК
14.1. Изготовление крестовин карданных валов и дифференциалов
Геометрическая форма крестовин карданных валов и дифференциалов сельскохозяйственных машин почти одинакова. Они отличаются в основном только размерами цапф. В цапфах крестовин карданных валов сверлят смазочные отверстия, а на их торцах протягивают или фрезеруют смазочные канавки. В центре крестовины карданного вала обычно сверлят и нарезают отверстие для шарикового клапана, а в боковой бобышке — отверстие для маслёнки.
Читайте также: Nissan 23731ed02a датчик положения вала
Допуск на обработку диаметра цапф колеблется в пределах 0,01-0,027 мм. Допуск на размер между торцами цапф крестовин карданных валов равен 0,04-0,06 мм.
Конусность и овальность обработанных цапф должна быть в пределах допуска. Неперпендикулярность торца к оси цапф на крайних точках должна быть не более 0,05 мм, а неперпендикулярность оси цапф — не более 0,25 мм на длине 100 мм.
Крестовины дифференциалов штампуют из легированных сталей марок 38Х, 18XIT, 12ХНЗА, 30ХГТ, 15ХГНТА и затем подвергают термической обработке. Стали 18ХГТ цементируют на глубину 0,8-1,1 мм, затем закаляют в масле при температуре 840 °С и отпускают при 210 °С (HRC 56-62).
Стали 38Х цианируют на глубину не менее 0,12 мм и подвергают закалке и отпуску (HRC 40-48). Крестовины карданных валов штампуют из малоуглеродистых легированных сталей 20Х, 12ХНЗА, 18ХГТ, цементируют их на глубину 0,8-1,5 мм (до 2 мм для тяжёлых машин) и затем подвергают закалке и отпуску (HRC 56-62). Реже для крестовин применяют среднеуглеродистую сталь 40Х.
Цапфы крестовин обрабатывают с помощью центровых отверстий.
Без центровых отверстий обычно обрабатывают цапфы крестовин преимущественно карданного вала, и то при наличии специального четырёхшпиндельного станка с резцовыми головками, которыми одновременно обтачивают все четыре цапфы.
Затем фрезеруют попарно торцы цапф двумя дисковыми фрезами на горизонтально-фрезерном станке или протягиваю т попарно или одновременно все четыре торца на вертикальнопротяжном станке, базируя заготовку обточенными четырьмя цапфами, которые устанавливают на четыре призмы. Заготовку прижимают к призмам сверху.
Следующей операцией является попарное шлифование цапф на бесцентрово-шлифовальном станке. Далее на двух- или че- тырёхшпиндельном станке предварительно сверлят четыре отверстия в торцах цапф для их последующего сверления и обтачивают наружные фаски. В каждом патроне установлено одно спиральное сверло и два фасочных резца. Затем на торцах протягивают рифли, которые иногда обрабатывают одновременно с протягиванием торцов. Потом в цапфах (обычно за две операции) сверлят смазочные отверстия и отверстия иод маслёнку и шариковый клапан на шестишпиндельном агрегатном станке. Заготовки базируют шлифованными поверхностями цапф. Затем нарезают резьбу в отверстиях под маслёнку и кла пан, термически обрабатывают заготовки и шлифуют окончательно цапфы. Последней операцией в обработке крестовины является шлифование торцов попарно на двухшпиндельном станке. Заготовки базируют по цапфам в призмах барабанного устройства и зажимают сверху. Одновременно торцы шлифуют у 20-30 заготовок.
Последовательность технологического процесса обработки крестовины карданного вала при отсутствии специального четырёхшпиндельного станка с резцовыми головками при наличии четырёхшпиндельного сверлильного станка: 1) протягивание четырёх торцов; 2) сверление смазочных отверстий в цапфах; 3) обтачивание поочерёдно каждой цапфы отдельно со снятием наружной фаски; 4) обкатка роликами цапф у буртиков; 5) досверливание смазочных отверстий в цапфах и сверление отверстий под маслёнку и шариковый клапан; 6) снятие фисок в отверстиях под маслёнку и клапан; 7) нарезание резьбы в отверстиях под маслёнку и клапан; 8) термическая обработка; 9) шлифование цапф (попарно); 10) шлифование торцов цапф (попарно); 11) контроль.
Технологический процесс обработки крестовины дифференциала, осуществляемый с помощью центровых отверстий: на первой операции протягивают или фрезеруют попарно торцы заготовки крестовин; базируют её по наружным необработанным цилиндрическим поверхностям цапф в четырёх призмах и зажимают сверху. Затем при таком же базировании сверлят одновременно центровые отверстия на четырёхшпиндельном агрегатном станке. Далее обтачивают поочерёдно каждую цапфу отдельно на многорезцовом станке. Заготовку устанавливают в центрах. На следующих операциях снимают лыски на цапфах на вертикально-протяжном или горизонтально-фрезерном станке, термически обрабатывают (подвергают цементации, закалке, отпуску), зачищают центры, правят и шлифуют в центрах каждую цапфу отдельно на кругло-шлифовальном станке [46].
Читайте также: Карданные валы оао газ
Последовательность технологического процесса обработки крестовины карданного вала на автоматической линии; 1) фрезерование торцов цапф; 2) обтачивание цапф и буртиков; 3) сверление отверстия в обеих цапфах; 4) обтачивание наружной фаски, снятие центровой фаски в отверстии левой цапфы и досверливание отверстия в правой цапфе; 5) обтачивание наружной фаски, снятие центровой фаски в отверстии правой цапфы и досверливание отверстия в левой цапфе; 6) фрезерование канавок на торцах цапф; 7) чистовое обтачивание цапф; 8) мойка спутника с крестовинами; 9) разжим крестовин в спутнике электроключами, подъём четырёх обработанных крестовин в верхнем ряду и выталкивание их в бункер; 10) нарезание резьбы в центральном отверстии заготовки; 11) накопитель; 12) черновое шлифование цапф (попарно); 13) накопитель; 14) термическая обработка; 15) накопитель; 16) получистовое шлифование цапф; 17) накопитель; 18) чистовое шлифование цапф; 19) накопитель; 20) шлифование торцов; 21) мойка; 22) контроль.
Дипломный проект «Крестовина карданного вала»
Дипломный проект на тему: «Участок механического цеха по обработке детали карданного вала с разработкой технологического процесса на крестовину 53205-2205030. Объем выпуска 150000 штук в год».
В данном дипломном проекте был разработан технологический процесс механической обработки детали »Крестовина 53205-2205030», который обеспечил снижение себестоимости, энергопотребления и трудоемкости в сравнении с базовым вариантом. Были выявлены операции, себестоимость, энергопотребление и трудоемкость которых превышали заданный уровень значимости (70%). При разработке проектного варианта техпроцесса основное внимание акцентировалось на этих операциях. Себестоимость операций и являлась основным критерием выбора изменений в технологическом процессе.
В качестве изменений техпроцесса была предложена замена двух агрегатных операций одной путем применения специального приспособления для сверления, что значительно сократило время, как на выполнение отдельных технологических операций, так и на время всего техпроцесса. Ужесточили режимы резания за счет применения более стойкого инструмента (использование в качестве режущей части инструмента твердосплавный материал), применения современных марок СОЖ таких как Укринол-1 .
Состав: Пояснительная записка, технологический процесс, 8 чертежей(эскизы обработки, инструмент, средство механизации и др.)
Софт: Компас v13, word 2007
Технологический процесс изготовления крестовины карданного вала
Автор работы: Пользователь скрыл имя, 06 Апреля 2015 в 14:35, контрольная работа
Описание работы
Близка к завершению разработка нового этапа союзной программы «Развитие дизельного автомобилестроения». Такая программа, осуществляемая с конца 1990-х гг., была и остается пока единственной в бывшем СССР промышленно-экспортной программой, позволяющей не только развивать тяжелую индустрию в России и Беларуси, но и создавать там тысячи стабильных рабочих мест, комплексно использовать научно-технический потенциал наших стран-соседей, а также наращивать их индустриальную составляющую в экспорте.
Введение………………………………………………………………………5
1.Назначение и конструкция крестовины карданного вала……………….8
2. Качественный анализ технологичности конструкции детали………….10
3. Определение типа производства…………………………………………12
4. Выбор метода получения заготовки……………………………………..14
5. Обоснование выбора варианта технологического маршрута…………..17
6. Выбор припусков на обработку одной поверхности……………………20
7. Расчёт режимов резания на обработку одной поверхности…………….22
8. Расчёт норм времени на обработку одной поверхности………………..26
9. Назначение режимов и норм времени на другие операции…………….28
10. Операционные карты на обработку одной поверхности……………. 29
11. Маршрутный технологический процесс изготовления детали………..32
12. График загрузки оборудования………………………………………….34
13. Заключение………………………………………………………………..36
Читайте также: Гудит подшипник промежуточного вала форд фокус 2
Файлы: 1 файл
Контрольная Технологический процесс изготовления крестовины карданного вала.docx
Для определения типа производства крестовин карданного вала необходимо вычислить её массу.
Массу можно вычислить по эмпирической формуле:
где ρ-плотность стали 18ХГТ, из [Л1, стр. 143]она равна 7800 кг/м3 , V – объём крестовины.
Объём крестовины будем находить, разделив её на три простейшие фигуры – на три цилиндра, объём которых можно найти, опираясь на размеры проставленные на чертеже переведённые в метры.
V=V1+V2+V3=0,0001+0,00003+0, 00003=0,00016 м3
Подставляя объём в исходную формулу получим:
Исходя из полученной массы крестовины и количества деталей в партии (см. задание) по таблице 1 определяем тип производства. Это крупносерийное производство мелких деталей.
4. Выбор метода получения заготовки.
Заготовку для изготовления крестовины карданного вала можно получить разными методами, но самые оптимальные – это объёмная горячая штамповка и литьё (в песчано-глинистые формы).
Методом литья получают заготовки практически любых размеров, как простой, так и очень сложной конфигурации. При этом отливки могут иметь сложные внутренние полости с криволинейными поверхностями, пересекающимися под различными углами. Точность размеров и качество поверхности заготовки зависят от способа литья. Отливки можно изготавливать практически из всех металлов и сплавов. В некоторых случаях внутри стенок образуются дефекты (усадочные раковины, пористость, горячие и холодные трещины), которые обнаруживаются только после черновой механической обработки при снятии литейной корки.
Заготовки, полученные объемной штамповкой, отличаются более высокой точностью размеров, качеством поверхностного слоя по сравнению с коваными поковками. Применение этого вида обработки давлением для получения заготовок деталей машин экономически целесообразно в условиях крупносерийного и массового производств. При изготовлении поковок объемной штамповкой применяют сортовые и периодические профили массой менее 400 кг. По точности и шероховатости поверхностей заготовки, получаемые холодной объемной штамповкой, не уступают изделиям, изготавливаемым специальными способами литья. При этом механические свойства поковок выше, чем отливок.
Решение о выборе метода будем принимать на основе технико-экономического расчёта, а именно сравнение себестоимости одной заготовки, полученной методом литья в ПГФ с себестоимостью одной заготовки полученной методом объёмной горячей штамповки.
Определим три основные показатели детали: материал сталь 18ХГТ, масса детали Мд=1,248кг, программа выпуска – 10000.
1.Определяем массу заготовки.
Мзаг=Мд/Квт, (4) где Квт – коэффициент весовой точности [Л3, стр. 43,таб.1].
2.Определим оптовую цену 1т. заготовок.
где М1-ближайшее значение массы, предусмотренное таблицей цен, меньшее, чем Мзаг, кг; М2-ближайшее значение массы, предусмотренное таблицей цен, большее, чем Мзаг, кг; Ц1 – оптовая цена для заготовки М1,руб.; Ц2-оптовая цена для заготовки М2, руб., [Л3, стр.44,таб.2].
3. Определяем базовую стоимость заготовок конкретной марки материала.
С= Цх*Кц, руб./т , (6) где Кц-коэффициент расчёта оптовых цен, [Л3,стр.45, таб.3]
4. Определяем себестоимость одной заготовки.
Сзаг=[ *Мзаг*Кт*Кс-(Мзаг-Мд)]*Кф, руб (7)
где, Кто-коэффициент доплаты за термическую обработку и очистку заготовок, руб./т.[Л3,стр.45,таб. 4]; Кт-коэффициент, учитывающий точные размеры заготовок[Л3,стр.46,таб.5]; Кс-коэффициент учитывающий серийность выпуска заготовок[Л3,стр.45, таб.6]; Sотх-стоимость 1т отходов (стружки); Кф – масштабно-ценовой коэффициент, учитывающий изменение цен по отношению к ценам 1991г.[Л3,стр.45]
Для объёмной горячей штамповки:
1. Масса заготовки: Мзаг=1,46 кг.
2. Оптовая цена 1т. заготовок: Цх=2570руб/т.
3. Базовая стоимость заготовок: С=3167 руб/т.
4. Себестоимость одной заготовки: Сзаг=125,1 руб.
Таким образом, на основании сравнения себестоимости получения заготовки методом литья в ПГФ и объёмной горячей штамповки оптимальным способом изготовления для заявленной годовой программы следует считать горячую объёмную штамповку.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности