
Шлицевой вал – инновационный вид линейных направляющих скольжения. Такой тип соединения обладает высокой прочностью, обеспечивает сносность вала и втулки, способствует перемещению детали вдоль оси движения, исключая при этом ее смещение.
Назначение и особенности шлицевых валов
Шлицевые направляющие выполняются в виде прямоточных валов, имеющих на своей радиальной поверхности углубления (шлицы) и выступы (зубья). Сечение внешней поверхности такого вала совпадает с рисунком сечения внутренней поверхности втулки или подшипника. Движение втулки по валу осуществляется строго в одном направлении.
Основная задача шлицевого вала – передача высокого показателя крутящего момента. Шлицевые валы применяются в сложных условиях эксплуатации – при колебательных и ударных нагрузках, а также при необходимости высокой точности позиционирования, эффективности, улучшении качества хода.
В зависимости от формы профиля шлицев валы бывают:
Наиболее часто материалами для изготовления шлицевых валов становятся углеродистые или легированные стали.
Преимущества эксплуатации шлицевых валов
Для того чтобы заказать металлообработку и получить готовое изделие в виде шлицевого вала не нужно прилагать особых усилий. Достаточно учесть все особенности и преимущества работы со шлицевыми соединениями:
- шлицевые валы обеспечивают плавность и равномерность поступательного движения;
- исключено проворачивание втулки относительно вала со шлицами;
- устойчивость шлицевого соединения к высоким радиальным нагрузкам вала;
- элемент скольжения может быть выполнен в виде круглой втулки, втулки и фланца, фиксирующей втулки;
- высокий показатель крутящего момента при эксплуатации вала в оборудовании с высокоскоростным вращением.
Этапы производства и оборудование
Для изготовления шлицевых валов применяется совокупность различных операций преимущественно на токарно-фрезерном оборудовании. Этапы создания шлицевого вала выстраиваются в определенном алгоритме:
- отрез металлических заготовок;
- подрезка торцов и центровка заготовки;
- выточка заготовок на многорезцовых станках;
- рифление;
- создание шлицев, обработка детали по заданным параметрам с помощью фрез спирального, фасонного, дискового или углового типа;
- шлифовка и полировка изделия.
При производстве валов шлицевого типа особое внимание уделяется детализации изделия – она должна проводиться с максимальной точностью, сечение цилиндра при этом должно исключать любые отклонения от формы идеального круга, а отполированные поверхности вала должны иметь минимальный уровень шероховатостей и неровностей.
Курсовая работа: Разработка технологического процесса изготовления типовой детали — вал шлицевой (ТМ-30), сталь 45
Государственное общеобразовательное учреждение
высшего профессионального образования
“Дальневосточный государственный университет путей сообщения”
Кафедра: “Строительные и путевые машины”
По дисциплине: “Технология машиностроения”
Тема проекта: «Разработка технологического процесса изготовления типовой детали – вал шлицевой (ТМ-30), сталь 45»
1. Разработка технологии изготовления вала шлицевого
2. Разработка технологического маршрута серийного изготовления детали «Вал шлицевой»
2.1 Определение структуры технологического процесса по переходам и установам
2.2 Описание оборудования и инструмента
2.3 Расчет режимов резания
3. Расчёт технической нормы времени
Проектирование технологических процессов является составной частью единой системы технологической подготовки производства. Эта система установлена на базе государственных стандартов с целью организации и управления технологической подготовкой производства на основе новейших достижений науки и техники. Проектирование технологических процессов состоит из следующих этапов: анализа исходных данных, технологического контроля детали, выбора заготовки, баз, установления маршрута обработки отдельных поверхностей, проектирование технологического маршрута изготовления детали с выбором типа оборудования, расчёта припусков, построение операций, расчётов режима обработки, технического нормирования операций, оформления технологической документации.
Дисциплина «Технология машиностроения» включает в себя комплекс технический дисциплин по организации во времени и пространстве технологического процесса. Задача курсового проекта студентов специальности «Подъёмно-транспортные строительно-дорожные машины и оборудование» является разработка технологических процессов изготовления и восстановления изношенных деталей путевых, подъёмно-транспортных и строительных машин. В состав проекта входят:
— анализ конструкции изготовляемой детали;
— определение технологического маршрута;
— определение параметров технологических процессов изготовления и восстановления деталей;
— составление технологической документации.
1. Разработка технологии изготовления вала шлицевого
1.1 Анализ программного задания
Годовая программа запуска заготовок на механическую обработку резанием:
,
Где: N = 1000 шт. – годовая программа выпуска изделий;

коэффициент запасных частей.
шт.
Месячная программа вычисляется по формуле:

шт.
Количество деталей в партии:

 ,
,

где: месячный фонд рабочего времени в днях;
а = 2 дня. – периодичность запусков заготовок на механическую обработку.

шт.
Масса детали вычисляется следующим образом:

,

Где суммарный объем материала заготовки,
плотность материала (стали).

кг.
Анализ программного задания показывает, что изготовление деталей может быть организовано в условиях среднесерийного производства.
1.2 Технологический контроль конструкторской документации
Деталь по своим конструктивным и технологическим признакам относится к классу шлицевых валов, имеет центровочное отверстие. Шлицевые валы используются в коробках передач, в частности для работы диска сцепления и выжимного подшипника, а так же в редукторах, служат для передачи крутящего момента и для выключение передачи крутящего момента. При работе шлицы вала изнашиваются абразивно – за счет скольжения по ним взаимодействующий деталей, и шлицы не редко выкрашиваются из-за воздействия контактных нагрузок при передачи крутящего момента.
На данной детали присутствуют элементы, усложняющие конструкцию и процесс изготовления. Заменим уплотнительные пазы для посадки подшипников на переходной элемент R0,5, между посадочной поверхностью под подшипники и рабочим валом. Заменим различного диаметра пазы под уплотнительные кольца на основном валу на пазы одинакового размера, под одинаковые уплотнительные кольца. Центровочное отверстие выполним с учетом последующей нарезки резьбы М8-60.
В основном чертеж детали выполнен со всеми требованиями ГОСТ, простановкой всех необходимых размеров. Параметры шероховатости и отклонения размеров соответствует ее служебному назначению.
1.3 Анализ технологичности конструкции
Технологичность конструкции детали определяется по коэффициенту точности детали.
Коэффициент точности изготовления:

,

Где: средняя точность изготовления поверхности детали
n – число поверхностей с данным квалитетом;

Т.к. , деталь считается технологичной и может быть обработана на стандартном оборудовании с нормализованной технологической оснасткой и с использованием стандартного режущего инструмента.
1.4 Расчет суммарного пространственного отклонения припуска
Величина суммарного пространственного отклонения заготовки, выполненная из проката обычной точности, для диаметра заготовки 28 мм, согласно ГОСТ 2590-85:
1.5 Расчет величины припуска
Данный расчет ведется для цилиндрической поверхности 
 .
.
Для выполнения требований чертежа по точности и качеству поверхности устанавливаем следующий маршрут обработки данной поверхности: черновое и чистовое точение, черновое и чистовое шлифование.
Пространственное отклонение после чернового обтачивания уменьшается и определяется как:

Пространственное отклонение после чистового обтачивания:


Для последующих переходов
Расчетные минимальные припуски:








2. Разработка технологического маршрута серийного изготовления детали «Вал шлицевой»
Вал шлицевой предназначен для передачи крутящего момента от входного вала на присоединенный к нему механизм. Конструкция ступеней зависит от типа и размеров, устанавливаемых на них деталей и способов закрепления этих деталей в окружном и осевом направлениях.
Для изготовления вала используется среднеуглеродистая сталь 45.
В качестве заготовки принимаем прокат – калиброванная круглая сталь (ГОСТ 7417-57). Диаметр проката D = 32 мм. Так как возможна погрешность изготовления детали проката. Далее нам необходимо проточить деталь до требуемого номинального размера – 28 мм., длиной 226-0,5 мм.
Обтачивание вала выполняется на многорезцовых станках. Многорезцовое обтачивание обеспечивает повышение производительности по сравнению с обычной токарной обработкой благодаря совмещению переходов и автоматическому получению операционных размеров. Установка резцов производится по эталонной детали или вне станка, применяя сменные блоки. Обработка валов на многорезцовых станках требует относительно длительной их наладки, поэтому этот метод применяется в серийном производстве.
При черновой обработке мощность станка необходимо использовать по максимуму, поэтому подача назначается самая максимальная. Резцы в этом случае используем проходные отогнутые, но тогда после окончания точения ступени останется конусная поверхность. Во избежание этого перед черновым точении необходимо нарезать канавки. Чистовая обработка производится проходными упорными резцами.
Получение шпоночных пазов. Так как пазы глухие, то они обрабатываются торцевой (пальцевой) фрезой. При изготовлении закрытых шпоночных пазов в серийном производстве применяют шпоночно-фрезерные полуавтоматы.
Следующая операция – шлифование. Оно производится в две операции: предварительное и чистовое шлифование. При обработке на круглошлифовальных станках технологической базой являются центровые отверстия на торцах заготовки. От качества центровых отверстий зависит точность обработки, поэтому перед шлифованием центровые отверстия подвергаются исправлению путем шлифования конусным кругом. Обработка производится методом врезного шлифования, применяемое при обработке шеек незначительной длины. В серийном производстве шлифование этим методом выполняется по автоматическому циклу, что обеспечивает лучшее качество обработки и повышает производительность.
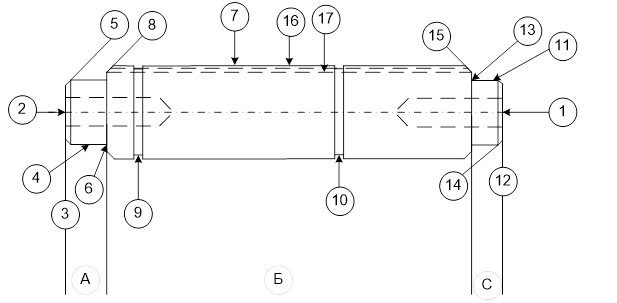
Рисунок 2. Технологический эскиз детали
2.1 Определение структуры технологического процесса по переходам и установам
Перечень технологических переходов и установов для каждой операции, принимаемых для достижения конечной точности и шероховатости, проставленных на рабочем чертеже вала приводится в таблице №1.
Технологический маршрут изготовления детали
Токарно – винторезный станок
Штангенциркуль ШЦ П – 200-0,1
Черновое точение посадочной поверхности11
Штангенциркуль ШЦ П – 200-0,1
шлицы 16, двух-дисковой фрезой
Установка для нитроцементации
2.2 Описание оборудования и инструмента
Тип применяемого оборудования выбирается в зависимости от разработанного технологического маршрута изготовления детали при формировании отдельных операций. Модель оборудования уточняется с учетом требований, которые должны быть обеспечены при выполнении данной операции. При выборе технологической оснастки учитываются: тип производства, вид изделия и программа его выпуска, характер намеченной технологии, возможность максимального применения имеющейся оснастки.
Операции №2 выполняются на токарно – винторезном станке 16К20, значение параметров которого даны в таблице 2. В качестве приспособления используется трехкулачковый пневмопатрон, а в качестве инструмента резцы с твердосплавными пластинами Т5К10.
Таблица №2 Параметры токарно – винторезного станка 16К20.
Наибольший диаметр обрабатываемой заготовки(мм):
Частота вращения шпинделя, об/мин:
Мощность электродвигателя главного привода, кВт:
Операции №3 выполняются на кругло – шлифовальном станке 3М153, значение параметров которого даны в таблице №3. В качестве приспособления используется комплект центров, а в качестве инструмента шлифовальный круг.
Таблица №3. Параметры кругло – шлифовального станка 3М153.
Диаметр обрабатываемой заготовки, мм:
Длина обрабатываемой заготовки, мм:
Размеры шлифовального круга
Частота вращения шпинделя шлифовального круга, об/мин:
Скорость врезной подачи шлифовальной бабки:
Скорость перемещения стола, мм/мин:
Мощность электродвигателя, кВт:
Операция №1 выполняется на вертикально – фрезерном станке 6540, значение параметров которого даны в таблице №4. В качестве приспособления используется комплект коротких призм, а в качестве инструмента концевая фреза с цилиндрическим хвостовиком (по ГОСТ 17025 – 71) из быстрорежущей стали, и центровочные сверла.
Таблица №4. Параметры вертикально – фрезерного станка 6540.
Размеры рабочей поверхности станка:
Наибольшее перемещение стола
Частота вращения шпинделя, об/мин:
Мощность электродвигателя, кВт:
Операция №4 выполняется горизонтально-фрезерным станком 6Р83 в качестве инструмента используются парные дисковые фрезы для нарезания шлицев.
Таблица №5. Параметры горизонтально-фрезерного станка 6Р83.
Размеры рабочей поверхности станка
Наибольшее перемещение стола
Частота вращения шпинделя, об/мин:
Мощность электродвигателя, кВт:
Операция №6 выполняется установкой для нитроцементации: МППА-SSi 14
Таблица №6. Основные характеристики установки МППА-SSi 14
| Назначение МППА-SSi 14: | цементация, нитроцементация, светлая закалка |
| Установленная мощность, ВА, не более: | 500 |
| Потребление керосина, мл/час: | 280-420 |
| Потребление воды, мл/час: | 150-300 |
| Потребление аммиака,л/час: | 10 |
Операция №7 выполняется магнитопорошковым дефектоскопом МД-6. Назначение: Дефектоскоп предназначен для выявления поверхностных дефектов типа нарушения сплошности металла магнтопорошковым методом на локальных участках крупногабаритных деталей способом приложенного поля.
Комплект дефектоскопа МД-6 содержит: контрольный образец с дефектограммой, лупу, мерку для измерения количества порошка для суспензии, набор полюсных наконечников, тросовую перемычку, гибкое магнитное ярмо и другие приспособления. Дефектоскоп МД-6 обеспечивает проведение полного цикла магнитопорошкового контроля изделия.Основные технические характеристики: Комплект размещен в сумке из искуственной кожи. Размер сумки 36х27х7смРазмер намагничивающего блока с полюсным наконечником 4х4х10см. Масса блока 0,8кг. Масса полного комплекта дефектоскопа не более 5кг.
2.3 Расчет режимов резания
Рассчитаем режимы резания черновой и чистовой обработки под поверхность 7.
Точить начерно поверхность 7. Припуск на обработку 2,4 мм. Назначается обработка за 2 прохода. Для этих условий рекомендуемо по таб. 11 [1] подача принимается s = 2 мм/об. расчетная скорость резания при точении Vр , м/мин, вычисляется по эмпирической формуле:
, (1.1)
где Сυ – коэффициент, зависящий от качества обрабатываемого материала и материала режущей части инструмента;
Кυ – поправочный коэффициент, учитывающий реальные условия резания;
Т – принятый период стойкости резца, мин, по таб.3 [1] Т=85 мин.;
где КМυ – коэффициент, учитывающий влияние материала заготовки, по таб.2 [1] КМυ =1,25;
КПυ — коэффициент, учитывающий влияние состояния поверхности, по таб.2 [1] КПυ =1;
КИυ — коэффициент, учитывающий влияние материала инструмента, по таб.2 [1] для материала Т5К10 КИυ = 1.
По подстановки в формулу 1.3 Кυ = 1,25. Для среднеуглеродистой стали при подаче более 0,9 мм/об. принимается по таб.4 [1]:
Расчетная скорость резания, м/мин:

Расчетная частота шпинделя:

(1.4)
где: DO – диаметр заготовки.
Для данного станка число ступеней частоты вращения шпинделя равно 22, а частоты вращения от 12,5 до 1600 об/мин. Подбираем ближайшее значение в меньшую сторону:
,

,
подставляя значения максимальной и минимальной частот вращения, получаем kст =128.

Определяем пст =12,5+7х128=909 Xp s Yp kp , (1.9)
где: kp – поправочный коэффициент, рассчитывается по формуле:
kм p – учитывает влияние качества обрабатываемого материала на силовые зависимости, по таб.9 [2] kм p =0,85;
kφp ,kγp ,kλp ,krp – коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на составляющие силы резанья при обработке стали. Для тангенциальной составляющей силы резанья коэффициенты соответственно равны 0,89; 1,0; 1,0; 1,0. Тогда kp =0,76.
CP – коэффициент, зависящий от качества обрабатываемого материала и материала режущей части инструмента;
Для среднеуглеродистой стали при подаче более 0,9 мм/об. принимается по таб.22 [1]: Ср = 300, п=-0,15, xυ =1,0, yυ =0,75.
Найдем тангенциальную составляющую силы резанья:
РZ = 300×2,5 1 ×2 0,75 ×90 -0,15 ×0,76=1876 Н.
Так же расчет режима резания зависит от жесткости системы СПИД. Для этого проверяется прочность державки резца на изгиб, как консольной балки, от действия тангенциальной составляющей силы резанья. По справочным данным определяются допускаемое усилие резания по прочности пластинки, допускаемое усилие резанья, а так же наибольшее усилие допускаемое механизмом подачи.
Так как радиальная сила резанья является основной, то все допускаемые усилия сравниваются с ней. Расчетное усилие подачи определяется по формуле:
Допускаемое усилие механизмом подачи равно 360 Н по таб.18 [1]. Допускаемое усилие резания по прочности пластинки равно 12150 Н по таб.19 [1], а допускаемое усилие резания РZ =8000 Н по таб.19 [1]. Проверим прочность державки резца расчетом на изгиб, как консольной балки.
Для державки прямоугольного сечения считаем по формуле:

Риз =, Н (1.12)
l – вылет резца, l = 1,5×Н=24 мм.
.
Сравнивая тангенциальную составляющую силы резания со всеми допускаемыми усилиями определенные выше, определяем ее как силу резанья подлежащей использованию РПИ =420 Н.
Находим используемую мощность станка:
, кВт (1.13)
.
Определим коэффициент использования станка по мощности:

kи = ; (1.14)
где : NШП – мощность на шпинделе, кВт.
где: NЭЛ.ПР – мощность электродвигателя станка, кВт,
3. Расчёт технической нормы времени
Технические нормы времени в условиях средне — серийного производства устанавливаются расчетно-аналитическим методом.
В средне — серийном производстве определяется норма штучно-калькуляционного времени Тшт-к :

где — подготовительно-заключительное время, мин.;

— штучное время, мин.;


где — основное время, мин.;

— вспомогательное время, мин.;
Вспомогательное время состоит из затрат времени на отдельные приёмы:


где — время на установку и снятие детали, мин.;

— время на приёмы управления, мин. (время связанное с переходом).

— время на измерение детали, мин.;
где  — оперативное время;
— оперативное время;  — время на техническое обслуживание рабочего места;
— время на техническое обслуживание рабочего места;  — время на отдых и личные надобности.
— время на отдых и личные надобности.
3.1 Расчёт нормы штучно — калькуляционного времени для операции 1.1 – фрезерование детали с двух сторон.=1,44 мин.

.
Вспомогательное время складывается из следующих составляющих:

установка и снятие детали =0,15мин.([5]карта 13 стр.51.)
Время связанное с переходом : ([5]карта 24 стр.76)
-подача механическая t=0,05 мин.;
-включение шпинделя кнопкой t=0,015мин.;
-повернуть кондуктор t=0,l мин. (стр.77);
-настройка фрезы t=0,8 мин. (стр.78).


Время на измерение = 0,1 при 10% контроле



Подготовительно-заключительное время при фрезеровании =15мин.([5]карта 26 стр.84)

3.2 Расчёт нормы штучно — калькуляционного времени для операции 1.2 — сверление 2-х отверстий диаметром 8 мм, длинной 28 мм, сверлом из быстро режущей стали Р6М5, =1,44 мин., сверлении по кондуктору.
.
Вспомогательное время складывается из следующих составляющих:
установка и снятие детали в кондуктор =0,15мин.([5]карта 13 стр.51.)
Время связанное с переходом : ([5]карта 24 стр.76)
-подача механическая t=0,05 мин.;
-включение шпинделя кнопкой t=0,015мин.;
-повернуть кондуктор t=0,l мин. (стр.77);
-вывод сверла для удаления стружки t=0,14 мин. (стр.78).

Время на измерение = 0,1 при 10% контроле


Подготовительно-заключительное время при сверлении =15мин.([5]карта 26 стр.84)

3.3 Расчёт нормы штучно-калькуляционного времени для операции 2.6 -2,7 токарной
Деталь устанавливается в центрах. Делается переход 13, R0,5, для посадки подшипников, и переход 6, R0,5, левым резцом.
Операция 1 – точение перехода R0,5 для посадки подшипников.

состоит из следующих приёмов :
— сменить резец поворотом резцовой головки — 0,02мин
— сменить положение резца — 0,02мин.
— подвод резца к переходу 13 в продольном направлении — 0,05мин.
— подвод резца к переходу 13 в поперечном направлении — 0,02мин.
=0,11 мин. = 0,014мин.

Операция 2 – точение перехода R0,5 левым резцом для посадки подшипников.
состоит из следующих приёмов :
— сменить резец поворотом резцовой головки — 0,02мин
— сменить положение резца — 0,02мин.
— подвод резца в продольном направлении — 0,05мин.
— подвод резца в поперечном направлении — 0,02мин.
=0,11мин = 0,014мин.

3.4 Расчёт нормы штучно-калькуляционного времени для операции 2.8 –токарной
Деталь устанавливается в центрах. Обрабатываются 2 фаски правым резцом, и 2 фаски левым резцом. Основное время То = 0,84мин., все детали – 0,99 кг. Размер партии детали принимаем 100 шт.
Переход 1 — подрезка торцов детали, создание фасок, предварительно:

=38мин.,([5]карта 2 стр.31).
-время связанное с переходом, состоит в данном случае [5] карта15 стр.60.
— сменить резец поворотом резцовой головки — 0,02мин.
— подвод резца к фаске 14 в продольном направлении — 0,03мин.
— подвод резца к фаске 14 в поперечном направлении — 0,02мин.
— подвод резца к фаске 15 в продольном направлении — 0,03мин.
— подвод резца к фаске 15 в поперечном направлении — 0,02мин.
— закрыть щиток ограждения от стружки — 0,015мин.
= 0,135 мин.
Время на контрольные измерения =0,14 [5]карта74 стр.158, так как точение предварительно измеряем 10% деталей, тогда:
Вспомогательное время составит :

Переход 2 — подрезка торцов детали левым резцом.
В данном случае можно принять равным Переходу 1
Остальное время работы детали принимаем, исходя из условий работы, уровня квалификации специалистов, и так далее.
Результаты нормирования всех технологических операций сведены в таблицу 7
Таблица 7. технические нормы времени по операциям в минутах
| Номер и наименование операции |  , мин. , мин. |
| 1.1-фрезерная | 4,22 |
| 1.2 фрезерно-центровальная | 2,81 |
| 2.1-2,5-токарная | 15 |
| 2,6-2,7 токарная | 0,25 |
| 2,8-токарная | 1,08 |
| 3.1-3.2 — шлифовальная | 6 |
| 4 — фрезерная | 9 |
| 5 — слесарная | 1 |
| 6 – химическая обработка | 120 |
| 7 – проверка изделия на годность | 10 |
| Всего: | 169,36 |
В ходе выполнения работы был выполнен анализ конструкции изготовляемой детали, определён технологический маршрут её изготовления.
Составлен перечень технологического оборудования, необходимого для изготовления этой детали, и описаны основные технические характеристики этого оборудования.
Рассчитано время изготовления детали.
Из всего технологического процесса изготовления детали больше всего времени (120 минут) уходит на химическую обработку – нитроцементацию. На само изготовление детали необходимо 39,36 минут. Так как партия деталей в день составляет 7 штук – рекомендую разделить технологический процесс изготовления детали на:
1) Непосредственную механическую обработку (Операции № 1-5)
2) Химическую обработку детали путем нитроцементации, и последующий контроль изделия. (Операции № 6-7)
Поскольку на химическую обработку изделия необходимо 2 часа, то нужно продумать процесс поточной химической обработки. А именно предусмотреть, чтобы в выбранной печи МППА — SSi 14, можно было проводить химическую обработку сразу двух изделий, или установить две одинаковые печи. Таким образом, изделие можно будет производить поточным способом, укладываясь в график рабочего времени.
1. Горбацевич А.Ф. Курсовое проектирование по технологии машиностроения. Минск Высшая школа 1983 г.
2. Справочник — технолога машиностроителя под ред. А.Н. Малова, — М. Машиностроение 1972 г.
3. Справочник технолога машиностроителя под ред. А.Г. Косиловой, Р.К. Мещерякова — М. Машиностроение 1972 г. I том.
4. Режимы резания металлов. Справочник под ред. Ю.В. Барановского — М. Машиностроение 1972 г.
5. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительногодля технического нормирования станочных работ (серийное производство) г. Москва.
6. Обработка металлов резанием. Справочник технолога. Москва Машиностроение 1988 г.