
Федеральное агентство по образованию
Пермский государственный технический университет
Проектирование технологического процесса механической обработки детали типа вал
1 Исходная информация для разработки курсового проекта
1.1 Служебное назначение и техническая характеристика детали
1.2 Анализ технологичности конструкции детали
1.3 Определение типа производства
2 Разработка технологического процесса обработки детали
2.1 Выбор типового технологического процесса
2.2 Выбор исходной заготовки и метода ее изготовления
2.3 Экономическое обоснование выбора заготовки
2.4. Выбор технологических баз и методов обработки поверхностей заготовок, разработка технологического маршрута обработки детали
2.5 Выбор средств технологического оснащения
2.6 Разработка одной технологической операции обработки детали
3 Технологические расчеты
3.1 Расчет припусков табличным методом
3.2 Расчет режимов резанья табличным методом
3.3 Расчет технических норм времени
4 Альбом технологической документации
Данный курсовой проект выполнен по предмету «технология машиностроения». Темой проекта является разработка технологического процесса изготовления детали «Вал ступенчатый». Содержится расчетно-пояснительная записка, комплект технологических и графических документов.
В пояснительной записке изложен анализ данной детали, её материала, обоснование метода получения заготовки и последовательность механической обработки, характеристика металлообрабатывающего оборудования.
Выбор режущих, мерительных и вспомогательных инструментов, станочных приспособлений, а так же расчет операционных припусков и режимов резания – все это обосновано в данном курсовом проекте.
Приложение содержит полный маршрут обработки детали и операционное описание с эскизами на каждую операцию.
Цель проекта – получение навыков разработки технологического процесса на изготовление деталей.
1 Исходная информация для разработки курсового проекта
Целью данного курсового проекта является закрепление знаний по предмету «Технология Машиностроения» и разработка технологического процесса производства детали типа вал с полным обоснованием целесообразности ее производства, процесса производства по предложенным преподавателем плану, описание конструктивных особенностей детали и средств контроля качества, а так же обоснование технико-экономических характеристик детали по предложенным данным.
На основании сформулированной темы работы можно определить задачи, которые необходимо рассмотреть в ходе обоснования эффективности реализации предложенного проекта:
1.1 Служебное назначение и техническая характеристика детали
Данная деталь – вал , относится к группе цилиндрических изделий . Основное предназначение вала – передавать крутящий момент. Данный вал ступенчато-переменного сечения ( имеет 4 ступени).
— По назначению: валы передач, коренные валы;
— По форме геометрической оси: прямые, коленчатые , с гибкой осью;
— По конструкции: гладкие (на протяжении всей диаметр одинаковый), ступенчатые (шейки – цилиндрические, конические).
Материалами, используемыми для изготовления валов могут быть: сталь, если нет термообработки, то материал Сm5, Cm6; если есть термообработка, то материал Сталь 40; для тяжело нагруженных валов используют легированные стали — 40XH, 40 XHMA.
Основными требованиями к данному изделию являются устойчивость цилиндрических поверхностей к деформации, т.к. деталь в будущем должна вращаться с определенной скоростью и цилиндрическая поверхность детали будет соприкасаться с другими частями механизма, данные особенности применения вала, дают основания сказать, что вал будет подвергаться к нагрузкам, ведущим к деформации детали. Данная особенность применения дает основание сделать основной упор при выборе материала на показатели деформации. Оптимальным будет применение легированных сталей с добавками хрома, например сталь марки 40Х. Материал является достаточно прочным, так как обеспечивает необходимую жесткость и прочность, вместе с тем, является хорошо обрабатываемым резанием. Немало важна простота получения заготовки (резка сортового проката).
Класс чистоты необходимый для соприкасающихся частей ступенчатого вала – 8 (Ra = 0,4), для поверхности крепления – 7 (Ra = 0,8). Для достижения необходимого класса чистоты поверхности необходимо провести две операции шлифования – предварительную и окончательную.
Масса вала рассчитывается по формуле:
Gдет = S ср * L дет * ρ = 694*460* 7,8 / 1000 = 2,5 кг;
D ср = ( 30*50 +30*250+28*5 +28*5+30*90+28*60 / 460 ) = 29,7 мм;
S ср = 3,14 * 29,7 2 / 4 = 694 мм 2 ;
ρ — плотность стали , ρ =7,8 г/см 3 .
Высокие требования по точности предъявляются тем ступеням вала, которые соприкасаются с подшипниками (цапфам). Нагрузки, воспринимаемыми валом, передаются через опорные устройства – подшипники, устанавливаемыми на цапфах вала, на корпуса, рамы или станины машин.
Таблица 1 — Химический состав, % (ГОСТ 4543-71)
| C | Si | Mn | Cr | Ni | P | Cu | S |
| не более | |||||||
| 0,36 – 0,44 | 0,17 – 0,37 | 0,50 – 0,80 | 0,860 – 1,10 | 0,30 | 0,035 | 0,30 | 0,035 |
Таблица 2 — Механические свойства материала (ГОСТ 1133-71)
Читайте также: Подшипник рулевого вала уаз хантер
Технологические свойства. Температура ковки, °С: начала 1250, конца 800. Сечения до 350 мм охлаждаются на воздухе. Свариваемость — трудносвариваемая. Способ сварки: РДС и ЭШС. Необходимы прогрев и последующая термообработка.
Обрабатываемость резанием в горячепрокатном состоянии при НВ 163-168 МПа и Кυтв.спл.=0,20; Кuб.ст.= 0,95.
1.2 Анализ технологичности конструкции детали
Анализ технологичности конструкции детали производится с целью повышения производительности труда, снижения затрат и сокращение времени на технологическую подготовку производства. Конструкция изделия может быть названа технологичной, если она обеспечивает простое и экономичное изготовление изделия и отвечает следующим основным требованиям:
1. При конструировании изделий используются простые геометрические формы, позволяющие применять высокопроизводительные методы производства. Предусмотрена удобная и надежная технологичная база в процессе обработки
2. Конфигурация деталей и их материалы позволяют применять наиболее прогрессивные заготовки, сокращающие объем механической обработки (точное кокильное литье, литье под давлением, объемная штамповка и вытяжка, холодная штамповка различных видов и т.п.)
3. Обоснованы заданные требования к точности размеров и формы детали
4. Использованы стандартизация и унификация деталей и их элементов
5. Для достижения объема механической обработки предусмотрены допуски только по размерам посадочных поверхностей
6. Предусмотрена возможность удобного подвода жесткого высокопроизводительного инструмента к зоне обработки детали.
7. Обеспечена достаточная жесткость детали
Количественную оценку технологичности конструкции детали производят по следующим показателям:
1 По коэффициенту использования материала
 =
=  =
=  0,93
0,93
2 Коэффициенту точности обработки детали
 =
= 
3 Коэффициенту шероховатости поверхности детали
 =
= 
D ср = ( 30*50 +30*250+28*5 +28*5+30*90+28*60 / 460 ) = 29,7 мм
6.2.Типовые технологические процессы обработки валов
Несмотря на большое разнообразие размеров и конструктивных форм, валы подвергаются одинаковым процессам изготовления. Типичными установочными базами для них являются центровые отверстия. На некоторых операциях обработки при воздействии изгибающие сил резания, например при фрезеровании плоскостей, сверлении радиальных отверстий, в качестве установочных баз используют обработанные шейки.
Читайте также: Кольцо вторичного вала уаз
В зависимости от конструкций или программы выпуска изделий технологические процессы изготовления валов могут различаться только последовательностью обработки или введением дополнительных операций.
Типовую схему процесса изготовления валов можно представить следующим образом:
1) подготовка технологических баз — подрезание торцов и центрование. Эту операцию при серийном и массовом производстве выполняют на центровальных и фрезерно-центровальных станках двустороннего или барабанного типа;
2) черновая токарная обработка обоих концов вала, подрезание торцов и уступов;
3) чистовая токарная обработка, осуществляемая в той же последовательности, что и черновая. Наружные поверхности валов обтачивают на токарно-копировальных и многорезцовых одно- и многошпиндельных автоматах;
4) черновое шлифование шеек вала, служащих дополнительными базами при фрезеровании, сверлении, растачивании отверстий на одном из концов вала;
5) правка заготовки при изготовлении нежестких валов;
6) черновая и чистовая обработка фасонных поверхностей — нарезание шлицев, зубчатых венцов, фрезерование кулачков и т.д.;
7) выполнение последующих операций — сверления, развертывания, нарезания резьбы, фрезерования лысок, шпоночных канавок;
8) термическая обработка всей детали или отдельных ее поверхностей;
10) черновое и чистовое шлифование наружных поверхностей, торцов, отверстий;
11) доводка особо точных поверхностей.
Оборудование для выполнения типового процесса может быть разным, но порядок и характер операций при изготовлении валов должны оставаться неизменными.
При разработке технологических процессов изготовления валов необходимо руководствоваться типовыми технологическими процессами обработки различных поверхностей (таблица 6.1).
Таблица 6.1 – Типовые технологические процессы (операции) обработки различных поверхностей валов в условиях серийного производства
Характер и последовательность выполнения операций (переходов)
Черновое точение на станках класса Н
Черновое и чистовое точение на станках класса Н
1.Черновое, чистовое (получистовое) точение и круглое шлифование на станках класса Н
2.Предварительное и чистовое точение на станках класса П
1.Черновое и получистовое точение, закалка и круглое шлифование на станках класса Н
2.Черновое, чистовое (получистовое) точение, закалка, чистовое точение на станках класса П с использованием сверхтвердых режущих материалов на основе нитрида бора (композит 01), карбонада (например марки АСПК) и др.
Незакаливаемые шлицевые поверхности
Квалитет 6 наружнего диаметра
1.Черновое и чистовое точение, круглое шлифование, шлицефрезерование
2.Черновое и чистовое точение, круглое шлифование, шлицефрезерование, круглое шлифование
Закаливаемые шлицевые поверхности
Квалитет 6, 7 внутреннего диаметра
1.Черновое и чистовое точение, шлицефрезерование, закалка, шлицешлифование
2.Получистовое точение, шлицефрезерование, закалка, шлицешлифование
Цилиндрическая со шпоночной канавкой
Ширина канавки квалитетов 8, 9, точность диаметра квалитетов 8,9
1.Черновое и чистовое точение, шпоночное фрезерование, круглое шлифование
2.Получистовое точение, фрезерование шпоночного паза, круглое шлифование
Резьбовая (крепёжная резьба) с нормальным и мелким шагом
1.Черновое и чистовое точение, нарезание резьбы плашками или резьбофрезерование
2.Получистовое точение, нарезание резьбы плашками или резцами
Читайте также: Замена ремня балансировочного вала мицубиси
3.Получистовое точение, накатывание резьбы
Резьбовая с нормальным и мелким шагом
1.Черновое и чистовое точение, нарезание резьбы резцами
2.Черновое и чистовое точение, резьбонакатывание, шлифование резьбы
6.3. Изготовление вала в условиях среднесерийного производства
Получение исходной информации. В качестве примера принят вал (рисунок 6.2), материал — сталь 20Х, масса детали 4,9 кг, годовой объем выпуска 1250 шт., режим работы двухсменный при 40-часовой рабочей неделе.
Технологический контроль чертежа. Деталь представляет собой ступенчатый вал. Точность изготовления основных поверхностей находится в пределах квалитетов 6. 8. Отношение длины (325 мм) к диаметру (в среднем 50 мм) составляет 6,5. Вал можно считать достаточно жестким, что не вызывает трудностей в получении заданной точности. Шероховатость посадочных шеек находится в пределах 1,25 мкм, точность расположения поверхностей — в пределах 0,02 мм. Весьма мал допуск на погрешность формы шеек диаметром 45 мм. Диаметральные размеры шеек вала уменьшаются к концам. Конфигурация вала, размеры поперечных канавок позволяют производить обработку на токарных станках различного типа. Обеспечение точности и шероховатости диаметральных поверхностей не вызывает трудностей.
Необходимо отметить некоторые недостатки конструкции детали. На валу имеется три шпоночных паза: два закрытого типа и один полузакрытого на резьбовом конце. Вызывает сомнение правильность такого конструктивного решения. Для уменьшения номенклатуры инструментов целесообразно применять один размер: 14N9 или 16N9. Для шеек диаметром 45 мм рекомендуемым номинальным размером шпоночных пазов является размер 14. Поэтому в обоих случаях принимаем размер шпоночных пазов 14N9.
Определение типа производства. Пользуясь справочными таблицами, можно установить, что производство серийное. Величина партии деталей:
где N — годовая программа выпуска деталей одного наименования, шт.; а — необходимый запас деталей на складе, дней; m — количество рабочих дней в году (при пятидневной рабочей неделе m = 254).
Если принять: а = 6 дней, N = 1250 штук, m = 254 дней.
.
По величине партии в 30 штук можно уточнить, что производство среднесерийное.
Выбор вида заготовки. В связи с небольшим объемом производства в качестве заготовки принимают прокат горячекатаный (ГОСТ 2590-91). Заготовки получают путем резки прутка дисковыми пилами. Диаметр прутка выбирают по наибольшему диаметру детали с учетом припуска на обработку и стандартного ряда диаметров согласно ГОСТ 2590-91. Длина заготовки принята равной 328-0,8.
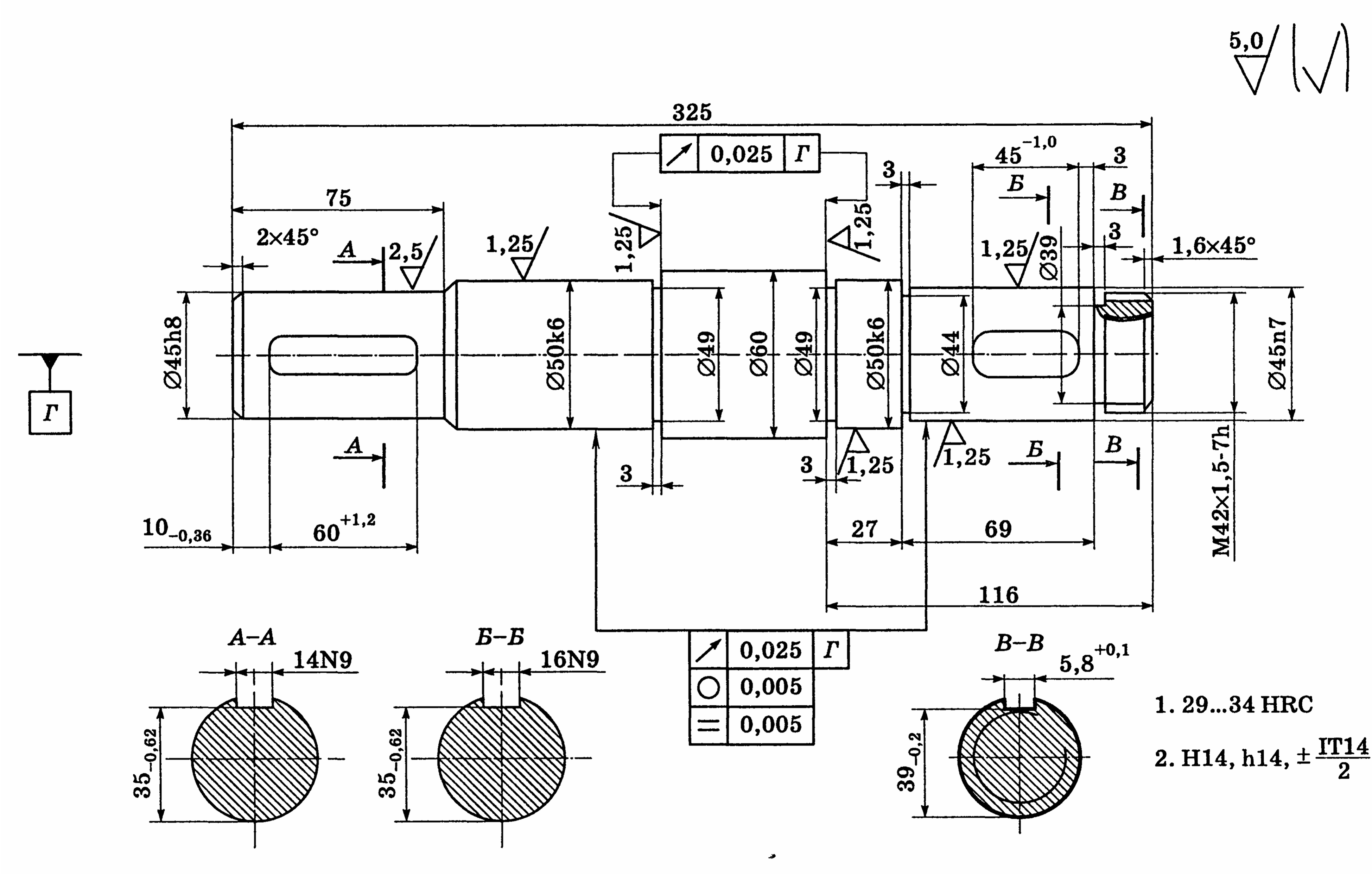
Рисунок 6.2 – Вал быстроходный
Предварительная разработка технологического маршрута. Серийное производство в настоящее время имеет свои особенности. Широкое распространение в нем получили станки с ЧПУ и промышленные роботы. Использование станков с ЧПУ позволяет сконцентрировать ряд операций на одном рабочем месте.
Оборудование должно иметь возможность его быстрой переналадки на выпуск других деталей, сходных по технологическому процессу с рассматриваемой, т.е. обеспечивать возможность групповой обработки. В качестве оборудования используются в основном станки с ЧПУ.
Разработанный технологический маршрут обработки вала приведен в таблице 6.2. Маршрут и принятое оборудование позволяют обрабатывать ступенчатые валы различного назначения.
Таблица 6.2 – Технологический маршрут механической обработки вала (серийное производство)
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала