1. Назначение и краткое техническое описание детали
2. Конструктивно-технологический анализ детали
3. Выбор типа производства (единичное, серийное, массовое)
4. Выбор и обоснование размеров заготовки и способа их получения
5. Выбор и обоснование баз, способов закрепления для заготовки
6. Проектирование технологических операций обработки детали
7. Расчет припусков на обработку и определение размеров заготовки
8. Расчёт режимов резания и нормирование штучного времени
9. Выбор станков и режущего инструмента, обеспечение точности обработки
10. Выбор контрольно-измерительных инструментов для оценки точности обработки
11. Описание назначения узла и оценка технологичности сборки
12. Выбор типа сборочного процесса
13. Проектирование сборочных операций
1. Назначение и краткое техническое описание детали
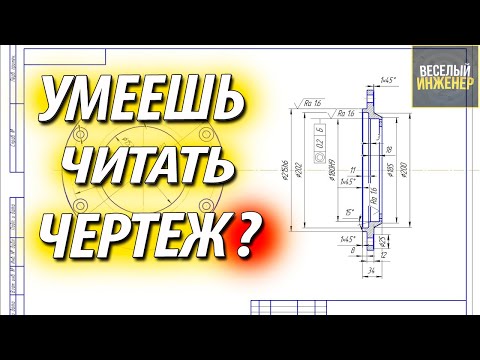
Деталь представляет собой ступенчатое тело вращения, что достаточно технологично, так как позволяет обработать множественные поверхности. Отношение длины детали к ее диаметру меньше пяти, следовательно, деталь достаточно технологична. Конструкция детали обеспечивает достаточную жесткость при механической обработке на металлорежущем оборудовании.
Деталь имеет элементы, удобные для закрепления заготовки при обработке. Формы поверхностей, подлежащих обработке, не представляют сложности (в основном — поверхности вращения); имеется возможность максимального использования стандартизованных и нормализованных режущих и измерительных инструментов.
С точки зрения обеспечения заданной точности и шероховатости поверхностей деталь не представляется сложной.
В конструкции детали имеются 2 глухих отверстия М10; центральный шлицевой паз шириной 30мм, что требует специальной настройки станка и специальных режущих инструментов, что не технологично.
На Ш 80 выполнены шлицы размером 6,0 что не технологично, так как требуется дополнительная настройка станка и дополнительный переход при зубонарезании. На Ш 105f7 также выполнены шлицы размером 6,0 что не технологично, так как требуется дополнительная настройка станка и дополнительный переход при зубонарезании. Фаска на Ш85h6 размером 2Ч45 о технологична.
2. Конструктивно-технологический анализ детали
Одним из важных этапов проектирования является отработка конструкции на технологичность. Отработка конструкции на технологичность — это комплекс мероприятий, предусматривающих взаимосвязанные решения конструкторских и технологических задач, направленных на повышение производительности труда, снижение затрат и сокращение времени на изготовление изделия при обеспечении необходимого его качества.
Оценка технологичности проводится качественно и количественно, с расчетом показателей технологичности по ГОСТ 14.201-83. При этом качественная характеристика предшествует количественной и характеризует технологичность конструкции обобщенно.
Технологичность детали оценивается сравнением трудоемкости и себестоимости изготовления различных вариантов ее конструкции.
Деталь, подвергаемая обработке резанием, будет технологична в том случае, когда ее конструкция позволяет применять рациональную заготовку, форма и размеры которой максимально приближены к форме и размерам готовой детали, а также использовать высокоэффективные процессы обработки.
Деталь имеет несложную конфигурацию
Деталь не требует создания искусственных технологических баз. Фрезерная обработка не требует применения специальных приспособлений.
Конструкция детали позволяет применять рациональные формы и размеры заготовок.
Коэффициент унификации конструктивных элементов:
где: — число унифицированных элементов детали, шт.
— общее число конструктивных элементов детали, шт.
так как Куэ >0,6, то деталь по данному показателю технологична.
2. Коэффициент точности обработки:
где Аср. — средний квалитет точности,
Видео:Как разработать технологический процесс изготовления детали. 9 основных этаповСкачать

где n1,2… число поверхностей детали с точностью соответственно с 01 по 19 квалитет.
так как Ктч > 0,5, то изделие не точное и поэтому по данному показателю деталь технологична.
3. Коэффициент шероховатости:
где Бср — средняя шероховатость поверхности, определяемая в значениях параметра Ra, мкм
где n1,n2-.-количество поверхностей, имеющих шероховатость соответственно данному числовому значению параметра.
так как Кш = 0.2 ? 0,16, то деталь сложная, не технологичная.
Вывод: На основании качественного и количественного анализа на технологичность можно сделать следующий вывод: деталь вполне технологична, нет необходимости вносить в ее конструкцию какие-либо изменения.
3. Выбор типа производства (единичное, серийное, массовое)
Объем выпуска характеризует примерное количество машин, сборочных единиц, деталей, заготовок подлежащих выпуску в течение планируемого периода времени (год, квартал, месяц).
Годовой объем выпуска деталей «Вал» можно определить по формуле:
где NСЕ = 500 — годовой объём выпуска детали «Вал»,
n = 1 — количество деталей «Вал»;
в = 0% — процент запасных деталей.
Такт выпуска деталей можно определить по формуле:
где FД = 2010 ч — действительный годовой фонд времени работы оборудования в часах,
Приближенно коэффициент закрепления операций можно вычислить по формуле:
где tШТ.СР. — среднее штучное время.
По заводскому технологическому процессу для операций механической обработки:
Согласно рекомендациям ГОСТ 3.1108 — 74, КЗО = 10…20 соответствует среднесерийному типу производства.
В связи с этим определяем тип производства как среднесерийный, который характеризуется достаточно большим объёмом выпуска с широкой номенклатурой изделий, изготовляемых повторяющимися партиями, что вызывает необходимость применения оборудования с высокой степенью механизации и автоматизации, но обладающего гибкостью, применения специальной технологической оснастки.
Размер партии деталей можно определить по формуле:
nД = , аль вал конструкция технологический
где tЗ = 21 день — срок, в течение которого должен храниться на складе запас деталей; Ф = 250 дней — число рабочих дней в году.
Принимаем размер партии деталей nД = 42 шт.
Число запусков деталей в месяц:
Принимаем число запусков изделий в месяц i = 1.
4. Выбор и обоснование размеров заготовки и способа их получения
Для современных требований, предъявляемых к изготовлению заготовок деталей изделий, характерны следующие технологические тенденции: максимальное приближение заготовок по формам и размерам к деталям, требующимся по чертежу; экономия материала; применение прогрессивных способов получения заготовок.
Для изготовления детали большую роль играет выбор рационального вида исходной заготовки и способа её получения. Способ получения заготовки должен быть обусловлен ее стоимостью и дальнейшей обработкой. Наиболее широко для получения заготовок применяют следующие методы: литьё, обработка металлов давлением и сварка, а также их комбинации.
Читайте также: Справочник по размерам валов
Каждый из методов содержит большое число способов получения заготовок. Так, например отливки можно получать в песчано-глинистых формах, кокиль, по выплавляемым моделям, под давлением и т.д.; поковки и штамповки — ковкой на молотах, гидравлических прессах; штамповкой на штамповочных машинах, кривошипных горячештамповочных прессах, горизонтально-ковочных машинах и т.д. Способ получения заготовки определяется типом производства, материалом, формой и размерами детали.
В данном проекте деталью, для которой необходимо выбрать метод получения заготовки, является вал. Учитывая, что тип производства — среднесерийный, качество материала должно быть равномерным, наиболее рациональна поковка, полученная в закрытом штампе методом прямого выдавливания. При этом структура материала заготовки получается более однородной, её размеры стабильны, а конфигурация — близка к конфигурации изделия. Оборудование — кривошипный горячештамповочный пресс.
При проектировании технологических процессов механической обработки заготовок необходимо установить оптимальные припуски, которые обеспечили бы заданную точность и качество обрабатываемых поверхностей. Определение припусков на механическую обработку проведём опытно-статистическим методом. Назначим припуски на механическую обработку по ГОСТ7505-74. Для этого необходимо определить массу заготовки, класс точности, группу стали, степень сложности заготовки.
Материал: сталь 40Х ГОСТ4543-71.
где Мд -масса детали, Кр -расчётный коэффициент, Кр =1,5;
Видео:Изготовление валаСкачать

Конфигурация поверхности штампа П (плоская);
Назначим припуски и кузнечные напуски.
Основные припуски на размеры:
Дополнительные припуски учитывающие:
смещение по поверхности разъёма штампа — 0,3 мм,
отклонение от плоскостности — 0,3 мм.
Размеры поковки и их допускаемые отклонения
Ш105+(2,3+0,3)*2=110,2 принимаем Ш111,0;
519+(3,0+0,3)*2=525,6 принимаем 526,0;
Ш80+(1,8+0,3)*2=84,2 принимаем Ш85,0;
Ш85+(1,8+0,3)*2=89,2 принимаем Ш90,0;
Ш90+(2,2+0,3)*2=95,0 принимаем Ш 95,0.
Допускаемые отклонения размеров:
Неуказанные предельные отклонения размеров мм. Допускаемое смещение по поверхности штампа 0.7мм.
Таким образом, в проектном варианте в качестве способа получения заготовки из материала 40Х выберем штамповку на кривошипном прессе. Данный способ, в отличие от базового варианта (штамповка на молотах), более производителен. При получении заготовок на кривошипных прессах по сравнению со штамповкой на молотах припуски и допуски уменьшаются на 15-20%, расход металла снижается на 10-15%, что повышает коэффициент использования материала, снижает себестоимость самой заготовки и стоимость её обработки.
5. Выбор и обоснование баз, способов закрепления для заготовки
Перед разработкой ТП необходимо получить и изучить информацию, которая делится на базовую, руководящую и справочную.
Базовая — сведения, содержащиеся в конструкторской документации на изделие, объем выпуска, сроки подготовки производства. Рабочий чертеж детали содержит все размеры, технические требования к качеству и шероховатости, марку и твердость материала.
Руководящая — сведения, по развитию отрасли, план выпуска материала, средств технологического оснащения стандарты на ТП.
Справочная — сведения, о прогрессивных методах обработки, каталоги, номенклатурные справочники оборудования и оснастки. Материалы по выбору технологических нормативов (режимы обработки, припуски, расход материала и др.) и др. справочные материалы.
Всю механическую обработку разбивают по операциям и таким образом выявляют последовательность выполнения операций, их число для каждой операции выбирают оборудование и определяют конструктивную схему приспособлений.
Задачей каждого предыдущего перехода является подготовка поверхности заготовки под последующую обработку и каждый последующий метод (операция или переход) должен быть точнее предыдущего т. е. обеспечивать более высокое значение показателей качества детали. Поэтому механическая обработка делится на:
— черновую обработку, когда удаляется большая часть припуска, что позволяет обнаружить возможные дефекты заготовки; на первых одной-двух операциях. При базировании по черновым базам обрабатываются основные технологические базы;
— чистовую обработку, когда в основном обеспечивается требуемая точность:
далее идут операции местной обработки, по ранее обработанным поверхностям, отделочные операции, когда достигается требуемая шероховатость поверхности и окончательно обеспечивается точность детали.
Контроль в ТП предусмотрен с целью технологического обеспечения заданных параметров качества, обработанной детали.
Разработанный ТП должен содержать общий план обработки детали и описание содержания операций ТП и выбор типа оборудования. Он должен быть прогрессивным, обеспечивать повышение производительности труда и качества детали, сокращать материальные и трудовые затраты и быть экологически безопасным. Построение технологического маршрута обработки во многом определяется конструктивно-технологическими особенностями детали. Выбор маршрутной технологии существенно зависит от типа производства, уровня автоматизации и применяемого оборудования.
При среденесерийном производстве применяют универсальные станки с ЧПУ, автоматы, полуавтоматы, агрегатные специализированы и специальные станки. Перспективным в серийном производстве является применение гибких производственных систем (линий, участков, цехов), особенно при наличии условий для групповой организации производства.
Выбор станка на операцию определяется возможностью изготовления на нем деталей необходимой конфигурации и размеров, обеспечения качества ее поверхности, производительности оборудования, а также экономическими параметрами.
6. Проектирование технологических операций обработки детали
При проектировании проектного технологического процесса необходимо соблюдать принцип совпадения конструкторских, технологических, и измерительных баз. Только при его соблюдении, возможно говорить о правильности составления техпроцесса. Для деталей типа «Вал» с внутренним отверстием рекомендуется изначально базировать по наружней поверхности с последующем базированием на центровые отверстия.
Последовательность технологических переходов должна обеспечивать заданные чертежом детали параметры точности.
Для рассмотрения данного вопроса воспользуемся чертежом детали, изображенным на рис. 4. Для наглядности сведем результат в таблицу.
Выбор технологических баз и последовательности переходов
Курсовая работа: Технологический процесс сборки промежуточного вала автомобиля КамАЗ
Видео:9. Технология изготовления валов и кузовных конструкцийСкачать

1. Служебное назначение и техническая характеристика изделия
1.1 Общие сведения о конструкции изделия
1.2 Описание устройств, способов соединения деталей, принципа действия, регулировки и смазки
2. Обработка конструкции изделия на технологичность
3. Проектирование технологического процесса сборки
4. Производственные расчеты и технологическое нормирование
4.1 Уточнение годовой программы сборки узла
4.2 Расчет трудоемкости сборки узла
4.3 Расчет количества оборудования и оснастки
4.4 Расчет численности промышленно – производственного персонала
4.4.1 Расчет численности основных рабочих
4.4.2 Расчет численности вспомогательных рабочих
4.4.3 Расчет численности руководящего состава и специалистов
4.5 Производственная оценка разработанного процесса сборки
4.5.1 Такт поточной сборки изделия
4.5.3 Величина сменного задания
4.5.4 Определение загрузки и производительности сборочного рабочего места
5. Организация сборочного процесса и методы достижения точности сборки
6. Выбор оборудования и технической оснастки
7. Техника безопасности и производственная санитария
7.1 Технические и организационные мероприятия по обеспечению безопасности работы
7.2 Производственная санитария
7.3 Противопожарная защита и экология
Развитие отечественного автомобилестроения связано с систематическим совершенствованием выпускаемой продукции, обновлением парка оборудования, широким внедрением механизации и автоматизации производства.
В современном машиностроительном производстве уровень механизации сборочных процессов колеблется в очень широком диапазоне: частичная механизация, комплексная или всесторонняя механизация, частичная автоматизация, комплексная автоматизация.
В настоящее время механизация и автоматизация технологических процессов получили наибольшее внедрение в массовом и крупносерийном производстве. Следует отметить, что внедрение автоматизации в США ведет к сокращению рабочей силы, а следовательно, к увеличению безработных. Применение автоматизации в технологических процессах в машиностроительной промышленности России создает условия для труда рабочих, ведет к всестороннему развитию всех способностей рабочих, освобождает от тяжелого физического труда и создает их материальную заинтересованность.
Комплексная механизация и автоматизация технологических процессов является высшей формой развития технологии автомобилестроения.
Технологический процесс сборки и организация сборочных работ обуславливает применение тех или иных средств механизации, причем с одной стороны, степень совершенства организации сборки влияет на технико-экономическую эффективность механизации, а с другой рациональная механизация способствует совершенствованию организации сборки.
Совершенствование процесса сборки возможно на основе широкого применения транспортных средств, конвейеров с автоматической подачей деталей и узлов к местам сборки.
Дальнейшее совершенствование производства автомобилей связано с разработкой и внедрением высокого эффективной малоотходной технологии получения заготовок деталей на базе механизации и комплексной автоматизации, развитием и совершенствованием системы организации и управления производством.
1 . СЛУЖЕБНОЕ НАЗНАЧЕНИЕ И ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ИЗДЕЛИЯ
1.1 Общие сведения о конструкции изделия
Назначение коробок передач – изменять крутящийся момент, скорость и направление движения автомобиля. У автомобильных двигателей с уменьшением частоты вращения коленчатого вала крутящийся момент незначительно возрастает, достигая максимального значения, и при дальнейшем снижении частоты вращения так же уменьшается. Однако при движении автомобиля на подъемах, по плохим дорогам, при трогании с места, и быстром разгоне необходимо увеличение крутящегося момента, передаваемого от двигателя ведущим колесом.
Для этой цели и служит коробка передач, позволяющая автомобилю двигаться задним ходом. Кроме того, коробка передач обеспечивает длительное разъединение двигателя с трансмиссией.
Ступенчатая коробка передач состоит из набора зубчатых колес, которые входят в зацепление в различных сочетаниях, образуя несколько передач (ступеней) с различными передаточными числами. Чем больше число передач, тем лучше автомобиль «приспосабливается» к различным условиям движения. Коробка передач должна работать бесшумно, с минимальным износом; этого достигают применением зубчатых колес с косыми зубьями.
Видео:Чертеж. Технологический процесс и операционные эскизы изготовления деталиСкачать

Для автомобилей пятиступенчатая коробка передач в соответствии с рисунком 1 имеет пять передач для движения вперед и одну для движения назад. Коробка передач снабжена двумя синхронизаторами инерционного типа для включения второй и третьей, четвертой и пятой передач. Шестерни на всех передачах, кроме первой передачи и задней хода, косозубые, постоянного зацепления.
Передаточные числа коробки следующие:
I – 7,82; II – 4,03; III – 2,5; IV – 1,53; V – 1,0; 3Х – 7,38
Смазочная система – комбинированная. Все детали смазываются разбрызгиванием. Кроме того, к подшипникам шестерен принудительно подается масло от нагнетающего устройства. Управлением коробки передач – механическое с дистанционным приводом.
Коробка передач прикреплена к картеру сцепления шпильками. Верхние шпильки ввернуты в картер сцепления, нижние – в картер коробки передач. Она состоит из картера, первичного, вторичного и промежуточного валов с шестернями и подшипниками в сборе, блока шестерен заднего хода, механизации переключения передач, крышек и подшипников.
1.2 Описание устройств, способов соединения деталей, принципа действия, регулировки и смазки
Вал промежуточный коробки передач автомобиля КамАЗ установлен в нижней части картера коробки и находится в постоянном зацеплении посредством цилиндрических шестерен с первичным и вторичным валами КПП. Он служит для передачи крутящего момента и изменения скорости вращения вторичного вала по отношению к первичному.
Промежуточный вал в соответствии с рисунком 2 имеет две опоры: цилиндрический роликовый подшипник, установленный в гнезде переднего торца картера, и сферический роликовый подшипник, закрепленный в стакане.
Передний конец промежуточного вала имеет шлицы и предназначен для соединения с промежуточным валом делителя (в десятиступенчатой коробке передач). Роликовый подшипник расположен на шейке вала до упора через упорную шайбу в торец шестерни и закрыт крышкой.
Шестерни первой передачи заднего хода и второй передачи выполнены заодно с валом, шестерни третьей передачи, четвертой передачи и привода промежуточного вала напрессованы на вал и дополнительно закреплены сегментными шпонками. Все шестерни фиксируются на валу упорным кольцом, установленном в канавку вала между внутренним кольцом подшипника и торцом шестерни привода промежуточного вала. Шестерни первой передачи и заднего хода прямозубые, остальные – косозубые.
На заднюю стенку промежуточного вала установлен сферический подшипник. Внутреннее кольцо подшипника напрессовано до упора в торец шестерни первой передачи и зафиксировано на валу упорной шайбой, привернутой к валу двумя болтами. Наружное кольцо подшипника установлено в стакане.
Осевые усилия, возникающие при работе коробки передач, воспринимаются сферическим роликовым подшипником.
Уход за коробкой передач, а также соответственно за ее валами, заключается в периодической проверке уровня масла и своевременной его смене. Для проверки уровня необходимо вывернуть заливную пробку с указателем уровня масла. При проверке указатель следует вставить в отверстие до упора в резьбу.
Слив масла из картера коробки передач производится через три пробки. Две пробки расположены в нижней части картера коробки передач, а одна – в нижней части картера делителя передач. При смене масла очистить магниты пробок от металлических частиц. Промыть картеры коробки передач и делителя жидким минеральным маслом и залить масло до верхней метки щупа. Уровень замерить через 3-5 минут после заливки масла при плюсовых температурах.
2 . ОБРАБОТКА КОНСТРУКИИ ИЗДЕЛИЯ НА ТЕХНОЛОГИЧНОСТЬ
Одной из основных задач, решаемых в процессе проектирования технологических процессов сборочных работ и подготовки производства, является оценка и обеспечение технологичности изделия.
Вал промежуточный КПП автомобиля КамАЗ является не сложным, но ответственным узлом автомобиля. От качества его сборки и дальнейшей работы зависит безопасность движения на дороге.
Изделие состоит из небольшого количества узлов, деталей.
С целью обеспечения возможности параллельной сборки изделие разбиваем на отдельные детали. Это вал промежуточный с зубчатым венцом, шестерни цилиндрические со шпонками и роликовый подшипник.
Конструкция и технологичность изделия требует осуществлять сборку деталей и узлов методом полной взаимозаменяемости, без дополнительной механической пригонки. При этом исключены промежуточные сборки и разборки. Конструкция не имеет много звенных размерных цепей. В конструкции узлов отсутствуют детали малой прочности и жестокости и детали из легкодеформирующихся материалов, что исключает возможность их деформации в процессе сборки.
Конструкция узла обеспечивает свободный доступ инструментов, средств контроля и рабочих органов технических устройств к местам сборки.
Базовой деталью в узле является вал промежуточный. Установка остальных узлов и деталей осуществляется при одном постоянном положении вал в приспособлении – спутнику конвейера. Все детали и сборочные единицы подобраны с нужными характеристиками износа, обеспечивающими заданный ресурс работы промежуточного вала, а соответственно и всей коробки передач.
Сборочные единицы входящие в узел кинематически замкнуты, то есть при транспортировке с позиции на позицию не распадаются на составные части.
Технологичность конструкции зависит от способов соединения деталей в узле. При соединении шестерен передач с валом используется посадка с натягом.
Для передачи больших крутящих моментов на переднем конце промежуточного вала шлицы предназначенные для соединения с промежуточным валом делителя.
Для жесткости соединения шестерни первой передачи, заднего хода и второй передачи выполнены заодно с валом, а шестерни третьей, четвертой передачи и привода промежуточного вала напрессовываются на вал в горячем состоянии. По посадке с натягом и дополнительно закреплены сегментными шпонками. Все шестерни на валу дополнительно фиксируются стопорным кольцом. На передний конец вала посажен роликовый цилиндрический подшипник по посадке с натягом.
3 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ
Технологический процесс сборки заключается в соединении деталей в узел. Все работы расчленяются на отдельные последовательные операции, переходы, приемы.
Содержание операций и переходов сборки определяется конструкцией изделия, совершенством технологии сборки обработки деталей, организационно-технологическими условиями сборочного производства и размером программного задания.
Для сборки вала промежуточного коробки передач следует строить технологический процесс сборки по принципу дифференциации, это дает возможность расчленения работ на отдельные операции, продолжительность которых равна или кратна установленному такту сборки.
Проанализировав общую конструкцию узла, а также принцип его действия, в соответствии с рисунком 3, составим технологическую схему сборки вала промежуточного КПП автомобиля КамАЗ. Такая схема, в соответствии с рисунком 4, наиболее наглядно показывает последовательность сборки всех деталей в узел.
После составления технологической схемы разрабатываем технологический процесс сборки вала промежуточного коробки передач расчленения его на операции и переходы.
Операция 005 Установка 0,98
1. Установить промежуточный вал коробки перемены передач (КПП) в зажимное устройство приспособления – спутника конвейера сборки.
2. Запрессовать шпонку в паз промежуточного вала.
Видео:Как сделать вал (токарная операция)Скачать

Приспособление – спутник, справка, молоток слесарный.
Операция 010 Запрессовывание 0,915
1. Установить на пресс шестерню третьей передачи.
2. Напрессовать шестерню третьей передачи до упора в бурт промежуточного вала.
Пресс гидравлический мод.377, оправка, пластины технологические.
Операция 015 Запрессовывание 0,998
1. Запрессовать шпонку в паз промежуточного вала.
2. Положить на пресс шестерню четвертой передачи.
3. Совместимость отверстия шпоночного паза шестерни четвертой передачи со шпонкой.
4. Напрессовать шестерню четвертой передачи на вал до упора в ступицу шестерни третьей передачи.
Пресс гидравлический, оправка, пластины технологические, молоток слесарный.
1. Установить втулку распорную на промежуточный вал.
2. Запрессовать шпонку в паз промежуточного вала.
Приспособление – спутник, молоток слесарный.
Операция 025 Установка 0,982
1. Положить шестерню привода промежуточного вала в ванну с горячим маслом.
2. Нагреть шестерню до температуры 90°С.
3. Установить горячую шестерню на пресс.
Ванна металлическая с маслом, клещи.
Операция 030 Запрессовывание 0,997
1. Совместить отверстие шпоночного паза шестерни привода со шпонкой.
2. Напрессовать шестерню привода на промежуточный вал до упора в распорную втулку.
Пресс гидравлически, оправка, пластины технологические.
1. Установить кольцо шестерни на промежуточный вал.
2. Установить подшипник роликовый передний на промежуточный вал.
3. Напрессовать подшипник роликовый передний на вал до упора в кольцо шестерен.
Приспособление – спутник, оправка, молоток слесарный.
Операция 040 Разгрузка 0,915
Снять промежуточный вал в сборе с приспособления – спутника конвейера и установить на грузонесущий конвейер для отправки на сборку коробок передач.
Часть промежуточных валов уложить в тару для отправки на запасные части.
Приспособление захватное, электротельфер, тара.
4 . ПРОИЗВОДСТВЕННЫЕ РАСЧЕТЫ И ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
4.1 Уточнение годовой программы сборки узла
Годовая программа сборки промежуточного вала коробки передач автомобиля КамАЗ определяется исходя из плана выпуска автомобилей КамАЗ с учетом плана выпуска по меркам количества расхода данного узла на один автомобиль и количества узлов выпускаемых на запасные части.
Результаты расчета оформляем в виде таблицы 1.
Видео:Сборка технологического процессаСкачать
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
💥 Видео
Что такое технологический процесс? Введение.Скачать

Конструкторские , технологические и измерительные базы. Базирование деталиСкачать
Технологический процесс изготовления деталей.Скачать
Изготовление точного щлицевого вала. Чертеж с техническим требованием полного радиального биенияСкачать
Тех. процесс сборки сваркой изделия Барабан (часть 2), маршрутная карта, нормирование операций.Скачать
Чтение чертежа на собеседованииСкачать
Технологический процесс на Втулку в СПРУТ-ТП (маршрутная карта, нормирование труда)Скачать
Вал - полумуфта ➤ Тонкости изготовления детали по чертежуСкачать
Вал двухступенчатого редуктора ➤ Курсовой проект одного из студентовСкачать
Технологический процесс сборки (изготовления) резервуара металлопластикового.Скачать
Чтение чертежа детали крышка. Порядок выполнения операций механической обработкиСкачать
Как работает торцевое уплотнение? / Центробежный насосСкачать
Технологический процесс сборки BMWСкачать