

Коленчатые валы тракторных и автомобильных двигателей по конструктивно-технологическим и экономическим особенностям являются сложными, металлоемкими, дорогими и ответственными деталями.
Известно, что основным дефектом коленчатых валов автотракторных двигателей является износ коренных и шатунных шеек, который приводит к увеличению зазоров между ними, падению давления в системе смазки и увеличению динамических нагрузок в сопряжении, что вызывает вибрацию двигателя [1–3].
При вибрации двигателя возникает некомфортная эксплуатация техники, повышенный расход топлива и др.
Причиной вибраций являются силы инерции, возникающие при вращении и неравномерном поступательном движении деталей. Величина силы инерции зависит от квадрата частоты или ускорения при поступательном движении. При этом данные величины являются переменными. Величина силы инерции определяется по формуле
(1)
где m – неуравновешенная масса, г; r – радиус вращения массы, м; ω – угловая скорость вращения, с-1; n – частота вращения, мин-1.
Согласно формуле (1), дисбаланс будет определяться по формуле
где D – дисбаланс, г•мм; m – неуравновешенная масса, г; r – расстояние от оси вращения до неуравновешенной массы, мм.
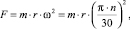
Возникающая у коленчатых валов динамическая неуравновешенность (дисбаланс) характеризуется смещением центра масс относительно оси вращения вала, а вместе с ним и главной центральной оси инерции (рис. 1).
Рис. 1. Кинематическая схема при динамической неуравновешенности коленчатых валов






Рис. 2. Определение массы ШПГ
Таким образом, при ремонте необходимо устранять динамическую неуравновешенность балансировкой только на специализированных стендах, таких, как, например, ТБ 300.
Однако при балансировке коленчатых валов V-образных двигателей (кроме V12) в отличие от рядных, применяются специальные противовесы (бобвейты), которые одеваются на шатунные шейки (рис. 2).

Рис. 2. Внешний вид противовесов (бобвейтов), установленных на шатунные шейки V-образных двигателей
Отсутствие в заводской литературе по технологии ремонта массы бобвейтов коленчатых валов V-образных двигателей вызывает большие трудности балансировки в условиях ремонтных предприятий как отечественных, так и импортных легковых и грузовых автомобилей.
Цель исследования: таким образом, большое практическое значение имеют значения массы бобвейтов и алгоритм ее определения для коленчатых валов V-образных двигателей.
Материалы и методы исследования
Согласно источникам [4, 5] известно, что масса бобвейтов определяется по формуле
где Мвр – вращательная масса шатунно-поршневой группы (ШПГ), г, Мвп – возвратно-поступательная масса ШПГ, г.
Так как масса бобвейтов зависит от массы шатунно-поршневой группы, то ее определение возможно двумя способами.
1. Сделать развесовку ШПГ и рассчитать массу каждого бобвейта без подгонки веса поршней, верхней и нижней головки шатуна, а попытаться скомпенсировать более легкую верхнюю головку шатуна наиболее тяжелым поршнем. В результате получаются бобвейты, близкие по массе.
Трудоемкость данной операции не очень высока. Однако минусом этого способа является не совсем корректный расчет и необходимость селективной сборки (поршень и шатун можно ставить только в то место, куда указал балансировщик).
2. Сделать развесовку ШПГ, подогнать по массе поршни и шатуны. В результате масса бобвейтов получается одинаковая.
Этот способ имеет наиболее точный метод расчета, поршни и шатуны можно собирать в произвольном порядке, однако у этого способа более высокая трудоемкость.
В практике пользуются этими двумя способами.
Пример. Имеется коленчатый вал V-образного двигателя автомобиля «КАМАЗ» евро 1 с комплектом ШПГ.
Для определения массы бобвейтов по формуле (1), находим возвратно–поступательную массу деталей ШПГ.
1. Взвешиваются поршни (рис. 2, а). Если поршневые пальцы по массе практически не отличаются, их можно не взвешивать вместе с поршнями. Если масса различается, то пальцы придется взвешивать в сборе с поршнем. Далее если масса бобвейтов считается по первому способу, то записывается масса каждого из восьми поршней.
2. Если масса бобвейтов считается по второму способу, то подгоняется масса поршней (с учетом допуска) под минимальное значение (2006,5 г) и пропускается эта операция, если считается по первому способу (рис. 2, б).
При подгонке массы поршней съем металла можно производить со специальных отливов, с внутренней стороны днища поршня, с внутренней стороны юбки поршня, не ослабляя конструкцию поршня, что может привести к выходу двигателя из строя. Однако в практике часто бывает, что невозможно подогнать по массе поршни, так как разброс слишком велик.
3. Взвешиваются стопорные кольца поршневого пальца (если они используются) на один цилиндр (10,5 г).
4. Взвешиваются поршневые пальцы (если у пальцев минимальный разброс и взвешивались поршня в первом пункте без пальцев) (799 г).
5. Взвешиваются поршневые кольца на один цилиндр (первое поршневое кольцо, второе поршневое кольцо, маслосъемное кольцо) (рис. 2, в) (103,5 г).
6. Взвешивается пара шатунных вкладышей (на один шатун) (рис. 2, г) (168,5 г).
7. Взвешивается нижняя головка у всех 8 шатунов (рис. 2, д) (2110 г).
8. Подгоняются по массе шатуны, если считается по второму варианту и пропускается эта операция, если расчет ведется по первому варианту (рис. 2, е).
9. Взвешивается общая масса каждого из 8 шатунов.
10. Считается масса верхней головки каждого из восьми шатунов
11. Подгоняется по массе верхняя головка шатунов, если считается по второму варианту и пропускается этот пункт, если считается по первому варианту (рис. 3).
Таким образом, после взвешивания имеется масса всех деталей для расчета массы бобвейтов по первому и по второму способу расчета:
Читайте также: 1529730 компрессор сб 4 с 50 j1047 b
– масса одного поршня 2006,5 г (подогнали массу более тяжелых поршней под самый легкий);
– масса одного поршневого пальца 799 г (масса пальцев одинаковая);
– масса стопорных колец на один поршень 10,5 г;
– масса комплекта поршневых колец на один поршень 103,5 г;
– масса верхней головки шатуна 992,5 г (все 8 шатунов у нас имеют общую массу).
Так как на одной шатунной шейки находится по 2 шатуна, общая возвратно-поступательная масса будет равна
Мвп = (2006,5 + 799 + 10,5 + 103,5 + 992,5)·2 = 7824 г.
Затем выписываются данные, которые относятся к вращательной массе:
– масса пары шатунных вкладышей (на один шатун) 168,5 г;
– масса нижней головки шатуна 2110 г.

Рис. 3. Подгонка верхней головки шатуна

Рис. 4. Набор бобвейтов по массе
К возвратно-поступательной массе добавляется порядка 4–8 г на вес масла в каналах коленчатого вала. Тогда общая вращательная масса будет равна
Мвр = (2110 + 168,5)·2 + 8 = 4565 г.
Итак, согласно формуле (1), масса бобвейтов будет равна
М = Мвр + 0,5·Мвп = 4565 + 0,5·7824 = 8477 г.
Соответственно, на каждую шатунную шейку, нужно закрепить бобвейт массой 8477 г, состоящего из двух равных по массе частей, т.е. по 4238,5 г.
Результаты исследования и их обсуждение
Результаты расчета массы бобвейтов наиболее часто встречаемых при балансировке коленчатых валов V-образных двигателей приведены в таблице.
Масса бобвейтов коленчатых валов V-образных двигателей
Масса возвратно-поступательных деталей
Поршневые и маслосъемные кольца
Масса вращательных деталей
При расчете по первому способу масса каждого из четырех бобвейтов будет немного отличаться (так как здесь не подгоняется масса поршней и шатунов). И чтобы уменьшить разброс в массе бобвейтов нужно скомплектовать поршни и шатуны таким образом, чтобы шатун с минимальной массой верхней головки шатуна комплектовался самым тяжелым поршнем.
После определения массы бобвейтов при дальнейшей балансировке коленчатых валов V-образных двигателей используются 2 метода: внутренняя балансировка и внешняя балансировка [6].
Внутренняя балансировка подразумевает, что завод – изготовитель коленчатого вала сумел скомпенсировать щеками коленчатого вала вес ШПГ (поршень, поршневой палец, поршневые кольца, стопорные кольца, шатун, шатунные вкладыши). А это значит, что в условиях ремонтных предприятий этот вал можно балансировать отдельно (но обязательно с использованием бобвейтов).
Внешняя балансировка используется тогда, когда завод-изготовитель не смог скомпенсировать щеками коленчатого вала вес ШПГ, а значит, вынужден дополнительно компенсировать, например, за счет переднего шкива (демпфера) и маховика. А это значит, что в условиях ремонтных предприятий этот вал нужно балансировать в «сборе», то есть с маховиком и часто вместе с передним шкивом, (но обязательно с использованием бобвейтов).
Так как информацию по конкретному способу балансировки вала (внутренняя или внешняя балансировка) в свободном доступе найти практически невозможно, можно ориентироваться на исполнение маховика и переднего шкива.
Внешний вид маховика и переднего шкива при внешней балансировке приведен на рис. 5.


Рис. 5. Внешний вид маховика и переднего шкива при внешней балансировке
Из рис. 5 видно, что при внешней балансировке маховик и передний шкив изготовлены несимметрично, а значит если на маховике или переднем шкиве (демпфере) в определенном месте металла снято больше, то данный коленчатый вал должен балансироваться только в сборе (коленчатый вал, маховик, демпфер) и с бобвейтами.
Кроме того, последней операцией целесообразно проводить балансировку коленчатого вала с маховиком, демпфером и корзиной сцепления.
1. Определены массы бобвейтов наиболее часто встречаемых коленчатых валов V-образных двигателей и приведен алгоритм для ее расчета.
2. Определены особенности внешней и внутренней балансировки коленчатых валов V-образных двигателей.
- Как отбалансировать коленвал с маховиком в гаражных условиях.
- Зачем нужна балансировка коленчатых валов?
- Коленчатый вал с маховиком и сцеплением в сборе
- Где отбалансировать коленвал – варианты ремонта
- Подшипники коленчатого вала
- Процедура балансировки своими руками
- Приспособление
- Последовательность действий
- Балансировка деталей кривошипно-шатункого механизма
- Установка коленчатого вала
Как отбалансировать коленвал с маховиком в гаражных условиях.
Зачем нужна балансировка коленчатых валов?
При дисбалансе коленчатого вала неравномерно распределяется масса вдоль и поперек оси, то есть нарушается баланс: один край легче другого. В основном причиной поперечного дисбаланса является износ деталей вала при продолжительной эксплуатации.
Балансировка коленвала проводится, чтобы снизить нагрузку и вибрации на узлы силового агрегата. Эта операция дает возможность поднять производительность двигателя, продлить срок эксплуатации. В основном балансировка необходима для изношенных элементов двигателя, но встречаются случаи, когда в балансировке нуждается новый автомобиль.
Балансировка коленвала в гараже
Определить, нужна ли балансировка коленвала, можно по поведению ручки переключения передач: она начинает болтаться при передвижении на холостом ходу. То же самое касается двигателя: если на холостом ходу мотор работает с рывками.
Причины появления неполадок могут быть разные:
- некачественное изготовление сопряженных деталей;
- неоднородность материала, который использован для коленчатого вала;
- люфты, возникшие в результате нарушения зазоров между сопряженными элементами;
- некачественная сборка;
- неточное центрирование;
- естественный износ.
После замены маховика или его зубчатого венца, корзины сцепления необходимо отбалансировать коленвал. Если не выполнить эту процедуру, то даже при небольших скоростях мотор начнет вибрировать из-за нарушения баланса.
Коленчатый вал с маховиком и сцеплением в сборе
Динамическую балансировку коленчатого вала с маховиком и сцеплением в сборе осуществляют относительно крайних коренных шеек при сверлении отверстий диаметром 15 мм (на глубину не более 15 мм при расстоянии между ними не менее 5 мм) на расстоянии 184 мм от оси вала в не закрытых кожухом сцепления сегментах рабочей поверхности маховика или при сверлении отверстий в бобышках под пружинами нажимного диска сцепления. Остаточный дисбаланс со стороны сцепления (маховика) должен быть не более 0,07 Нм. Перед балансировкой на каждую шатунную шейку надевают груз, а ведомый диск сцепления центрируется относительно внутреннего диаметра подшипника на фланце коленчатого вала с помощью первичного вала коробки передач или специальной оправки.
Читайте также: Ремонт карданного вала nissan qashqai
Где отбалансировать коленвал – варианты ремонта
Отбалансировать коленчатый вал можно двумя способами:
- Статический способ применяется при незначительных нарушениях баланса. В этом случае коленчатый вал находится в неподвижном состоянии. При этом тяжелая сторона опущена вниз. Легкая часть уравновешивается с помощью грузов, которые крепятся на край легкой стороны. Затем с помощью специальных ножей снимается металл с тяжелой части, пока не опустится нагруженная часть.
Шлифовка коленчатого вала
Подшипники коленчатого вала
Коренные и шатунные подшипники имеют тонкостенные легкосъемные вкладыши, выполненные из биметаллической ленты (стальная лента, алюминиевый сплав АМО 2-20, включающий в себя 1% Си, 20% Sn, остальное А1). Для сталеалюминиевых вкладышей приняты шесть ремонтных размеров P1—Рб шатунных и коренных шеек коленчатого вала с уменьшением на 0,05 (Р1); 0,25 (Р2); 0,50 (РЗ); 0,75 (Р4); 1,00 (Р5); 1,5 (Р6). Тонкостенные вкладыши подшипников имеют высокую степень точности изготовления, и поэтому какой-либо их ремонт недопустим. Единственным способом устранения неисправностей вкладышей является их замена.
Под вкладыши подшипников первого ремонтного размера шлифование шеек вала не требуется. Маркировка ремонтных размеров вкладышей нанесена на стальной поверхности вкладыша. Вкладыши номинальных размеров маркировки не имеют. Между шейкой коленчатого вала и вкладышем подшипника нового двигателя должен быть зазор (для шатунных подшипников 0,032…О,076 мм, для коренных подшипников 0,050…0,107 мм), который обеспечивают при сборке деталей.
При проверке зазоров контрольными щупами рекомендуется проверять затяжку болтов подшипников динамометрическим ключом для обеспечения необходимой равномерной затяжки крышек. При нормальных зазорах в подшипнике шатун (без поршня), установленный на шейку снятого с двигателя вала, должен плавно опускаться под действием собственной массы, переходя из горизонтального положения в вертикальное. При оптимальных зазорах в коренных подшипниках и установленных крышках подшипников без шатунов коленчатый вал должен проворачиваться в постели от небольшого усилия руки.
Процедура балансировки своими руками
Балансировку можно выполнить в автосервисе, где, естественно, процедура будет проведена более точно, либо в собственном гараже. Для проведения процедуры в домашних условиях нужно изготовить специальное приспособление – станок, на который будет устанавливаться маховик. Сложного ничего нет. Сделать такой станок своими руками сможет даже человек, неимеющий слесарного опыта.
Приспособление
В первую очередь нужно сварить рамку, которая служить будет основой станка. Размеры рамки и приспособления зависят от длины коленчатого вала. Для изготовления нужна профильная труба и уголок. После изготовления рамки и затирки швов, в двух уголках рамки и в середине противоположной трубы, нужно просверлить отверстия для трех шпилек. К отверстиям приваривают гайки с диаметром внутренней резьбы равным диаметру шпилек, которые изготавливаются из железных прутов.
Самодельный станок для балансировки
Перед балансировкой рамку нужно выставить с помощью уровня строго горизонтально. Это легче сделать, если она будет стоять на трех штырях, чем на четырех. После регулировки на приваренные гайки сверху следует накрутить контргайки. Далее нужно сделать недалеко от каждого угла рамки отверстия для 4 прутов диаметром 14-16 мм, которые будут исполнять роль стоек. Длина прутов должна быть одинаковой – примерно 250 мм.
Теперь нужно взять 4 уголка шириной 2-4 см и длиной около 30 см и просверлить в них отверстия диаметром, соответствующим диаметру стоек. На каждую пару стоек надевается уголок ребрами вверх. Уголки нужно приварить. Получается приспособление напоминающее турник с брусьями: напротив друг друга устанавливаются стойки в виде буквы «П». На эти стойки будет устанавливаться коленчатый вал. Таким образом, станок для балансировки коленвала готов.
Последовательность действий
Балансировка коленчатого вала с помощью устройства, сделанного своими руками, состоит из следующих шагов:
- В первую очередь нужно выставить станок строго горизонтально. Для этого уровень укладывается сначала на одну перекладину-уголок. Затем следует подкручивать шпильки-стойки, пока уголок не будет расположен строго горизонтально. Далее уровень поворачиваем перпендикулярно, кладем его на два уголка-перекладины одновременно и крутим шпильку, высверленную посередине трубы. Добиваемся полной горизонтальности всей конструкции.
- Когда станок выставлен, на него можно устанавливать коленчатый вал в сборе с комплектующими. Если присутствует дисбаланс, вал начнет проворачиваться по уголку, пока самая тяжелая точка не окажется в нижней точке. Этот дисбаланс (перевес) нужно ликвидировать.
Читайте также: Компрессор не включается автоматически при падении давления
С данным приспособлением, изготовленным своими руками, можно легко отбалансировать коленчатый вал. Конечно, без специального оборудования достичь точности трудно, зато можно сэкономить на посещении автосервиса.
Балансировка деталей кривошипно-шатункого механизма
После ремонта коленчатого вала, а также устанавливаемого на него маховика, сцепления или шкива необходимо провести их балансировку. До ремонта коленчатого вала нужно заварить имеющиеся в его противовесах сверления, выполненные при предыдущей балансировке. Динамическую балансировку деталей, устанавливаемых на коленчатый вал (маховик, шкив, нажимной и ведомый диски сцепления), проводят на специальных станках.
Балансировку коленчатого вала, а также коленчатого вала с установленным на него маховиком и сцеплением следует проводить в динамическом режиме с грузами на шатунных шейках, заменяющими шатунно-поршневую группу на шатунной шейке. Балансировочный груз состоит из двух одинаковых полуколец, соединенных двумя болтами. Наружную внутреннюю поверхности и торцы груза окончательно обрабатывают после соединения полуколец болтами. Смещение осей болтов относительно торцов и внутреннего диаметра груза должно быть не более 0,05 мм.
Рис. Станок для статической балансировки маховика, шкива, нажимного и ведомого дисков: 1 — прибор для определения места дисбаланса; 2 — измерительная линейка для определения дисбаланса; 3 — уровень; 4 — стрелка для определения угла поворота лимба; 5 — лимб; 6 — оправка для статической балансировки шкива коленчатого вала; 7— балансируемый шкив; 8,9 и 10 — оправки для статической балансировки соответственно маховика, нажимного и ведомого дисков сцепления
Болты должны быть одинаковой массы. Груз подгоняют по массе при уменьшении наружного диаметра с точностью +1 г и балансируют статически на оправке с точностью 0,0002 Нм так, чтобы центр масс груза находился на оси груза и на середине его ширины. После этого на наружную поверхность груза наносятся риски для обеспечения сборки полуколец в одном положении.
Установка коленчатого вала
Для установки коленчатого вала нужно повернуть блок на стенде плоскостью разъема картера вверх, снять крышки коренных подшипников, протереть салфеткой постели под вкладыши в блоке и крышках и продуть блок сжатым воздухом. Затем необходимо установить подобранные верхние вкладыши в постели коренных подшипников блока, установить уплотнитель заднего подшипника, установить нижние половинки вкладышей в постели крышек коренных подшипников. При этом нужно внимательно следить за тем, чтобы верхние и нижние вкладыши заднего коренного подшипника не были перепутаны, так как верхние вкладыши имеют отверстия для подвода масла. При неправильной установке вкладышей масляный канал будет перекрыт, подшипник начнет работать без смазочного материала, что приведет к выходу из строя двигателя.
Рис. Проверка затяжки болтов коренных подшипников динамометрическим ключом
Рис. Проверка осевого зазора между передним упорным фланцем коленчатого вала и упорной шайбой: 1 — набор щупов; 2 — ворот
Затем следует установить коленчатый вал в сборе с маховиком, сцеплением, шестерней механизма газораспределения в удобное положение, продуть сжатым воздухом масляные каналы, протереть салфеткой коренные шейки вала, смазать поверхности верхних вкладышей чистым маслом, при меняемым для двигателя, разместить коленчатый вал в подшипниках блока и вставить в гнезда верхние полукольца упорного подшипника, смазать маслом поверхности нижних вкладышей и коренные шейки вала.
Далее необходимо установить крышки коренных подшипников на свои места и нижние полукольца упорного подшипника вместе с крышкой коренного подшипника, вставить болты с пружинными шайбами и завернуть их сначала от руки, затем затянуть с помощью углового торцового ключа, проверить затяжку болтов коренных подшипников динамометрическим ключом. После затяжки болтов каждого подшипника нужно выполнить следующее:
- проверить легкость вращения коленчатого вала (момент вращения должен быть не более 70 Нм);
- проверить осевой зазор между передним упорным фланцем коленчатого вала и упорной шайбой с помощью щупа и воротка;
- передвигая вал вперед и назад в направлении продольной оси двигателя, измерить зазор, который должен быть 0,045 …0,3 мм.
Уплотнение передней и задней шеек коленчатого вала производят, как правило, резиновыми манжетами. Запрессовку уплотнения осуществляют при помощи молотка и оправки, устанавливаемой на уплотнение. Уплотнительные манжеты нужно заменять по мере необходимости при наличии разрывов, разбухании или ороговении резины.
Вперед Сборка и установка шатунно-поршневой группы на двигатель
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала