
Валы предназначены для передачи крутящих моментов и расположения на них деталей. В машиностроении используются разные по конструкции валы: гладкие, ступенчатые, коленчатые и т.д. Для изготовления валов используют конструкционные легированные стали (35, 40, 45, 40Х и др). В зависимости от конфигурации вала и типа производства в качестве заготовок могут использоваться прутки, поковки, штамповки на ГКМ, КГШП, молотах, полученные электровысадкой и т.д.
Маршрут обработки ступенчатых валов:
1).поочередная или одновременная обработка торцов заготовки;
2).сверление в торцах заготовки центровых отверстий;
3).предварительное обтачивание заготовки;
5).предварительное шлифование шеек;
6).фрезерование шпоночных пазов и шлицев;
7).сверление отверстий (если предусмотрены чертежом);
10).окончательное шлифование шеек;
Основными базами большинства валов являются поверхности его опорных шеек. Однако их использование в качестве технологических баз не всегда оправдано из-за перезакрепления на разных операциях. Поэтому часто используются временные технологические базы – центровые отверстия с обоих торцов заготовки, что позволяет обрабатывать почти все наружные поверхности вала на единых базах с установкой его в центрах. В связи с этим механическую обработку валов начинают с операции подготовки технологических баз – подрезания торцов и их зацентровки.
Наружные поверхности ступенчатых валов обтачивают на токарных, токарно-копировальных, горизонтальных многорезцовых станках, токарных станках с ЧПУ.
Шлицевые соединения валов и втулок представляют собой многошпоночные соединения, у которых шпонки, называемые шлицами, или зубьями, выполнены за одно целое с валом и служат для передачи вращательных движений и крутящих моментов. Шлицы нарезают фрезерованием, строганием, протягиванием и холодным накатыванием.
Шпоночные пазы в зависимости от их формы обрабатывают концевыми или дисковыми фрезами.

Основными способами чистовой обработки валов являются центровое и бесцентровое шлифование.
Продольная подача Поперечная подача Шлифование уступа и шейки Бесцентровое шлифование
Одним из распространённых способов нарезания резьбы является использование резьбовых резцов. В качестве резьбообразующего инструмента для точной резьбообработки рекомендуется использовать сборные конструкции с призматическими, круглыми и пластинчатыми режущими частями.

studopedia.org — Студопедия.Орг — 2014-2021 год. Студопедия не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования (0.001 с) .
Изготовление детали «Вал ступенчатый»
1. Анализ технологичности конструкции детали
конструкция деталь вал ступенчатый
Все изделия анализируют на технологичность для того, чтобы определить возможность получения заготовок прогрессивными методами и применить эти методы для обработки и сборки, контроля и испытаний, использовать типовые технологические процессы и их механизацию и автоматизацию, повысить долговечность и обеспечить надёжность в работе, обеспечить транспортабельность и требования технологической безопасности.
Читайте также: В чем установлен передний конец ведущего вала кпп
В ходе анализа выявлено следующее:
– конструкторские базы могут быть использованы как измерительные, так и технологические, что позволит повысить точность изготовления за счёт уменьшения погрешности базирования;
– обрабатываемые поверхности являются однотипными, что позволяет уменьшить число операций, переходов, оснастки и оборудования для их обработки;
– деталь является телом вращения (вал), что позволяет использовать в качестве заготовки прокат с размерами близкими к размерам готовой детали, это даёт возможность сократить расход материала в стружку;
– обеспечена чёткая принадлежность конструкции детали к классификационной группе типа вал, на который составлен типовой технологический процесс, что позволит сократить технологическую подготовку производства и использовать наиболее производительное оборудование и технологическую оснастку.
Таким образом, данная деталь является технологичной.
Видео:А вы знали как делают коленвал ? Изготовление коленвала в ГерманииСкачать

2. Способ получения заготовки
Метод получения заготовок для изготовления деталей машин определяется назначением и конструкцией детали, материалом, техническими требованиями, масштабом и серийностью выпуска, а также экономичностью изготовления. Выбрать заготовку, значит установить способ её получения, наметить припуски на обработку каждой поверхности, рассчитать размеры и указать допуски на неточность изготовления. Для рационального выбора заготовки необходимо одновременно учитывать все вышеперечисленные исходные данные, так как между ними существует взаимосвязь. Окончательное решение нужно принимать только после экономического комплексного расчёта себестоимости заготовки и механической обработки в целом. Для данного случая тип производства мелкосерийный. Будет целесообразно выбрать заготовку из сортового проката, сталь 20Х ГОСТ 4543–71.
3. Технологический процесс изготовления детали
В качестве заготовки выбираем сортовой прокат круглого сечения.
Маршрут обработки детали представлен в таблице 3.1:
Операция 0. Токарно-центровальная.
А. Установить заготовку в трёхкулачковый патрон.
База: Наружный диаметр и правый торец.
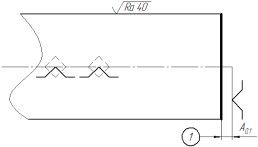
1. Подрезать (черновое точение) торец 1, сняв припуск в размер А0,1.
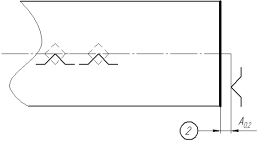
2. Подрезать (получистовое точение) поверхность 2, сняв припуск в размер А0,2
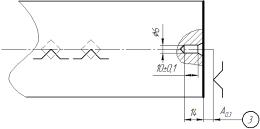
2. Подрезать (чистовое точение) поверхность 3, сняв припуск в размер А0,3.
3. Сверлить центровочное отверстие по чертежу.
Б. Переустановить заготовку.
База: Наружный диаметр и левый торец.
1. Подрезать (черновое точение) торец 4, выдерживая размер А0,4.
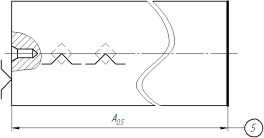
2. Подрезать (получистовое точение) поверхность 5, выдерживая размер А0,5.
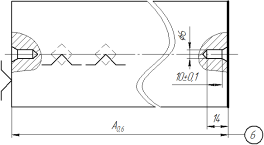
3. Подрезать (чистовое точение) поверхность 6, выдерживая размер А0,6.
4. Сверлить центровочное отверстие по чертежу.
А. Установить заготовку в центра.
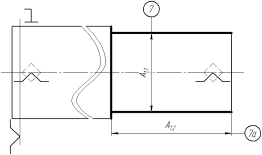
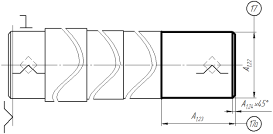
1. Точить (черновое) поверхность 7 в размер А1,1, выдерживая размер А1,2.
2. Точить (черновое) поверхность 8 в размер А1,4, выдерживая размер А1,3.
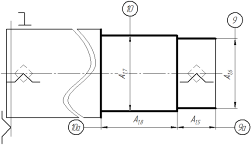
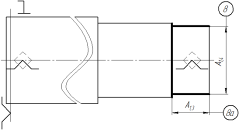
3. Точить (получистовое) поверхность 9 в размер А1,6, выдерживая размер А1,5.
Видео:Изготовление валаСкачать

Читайте также: Балансирные валы двигателя крайслер
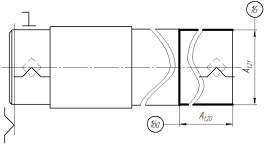
4. Точить (получистовое) поверхность 10 в размер А1,7, выдерживая размер А1,8.
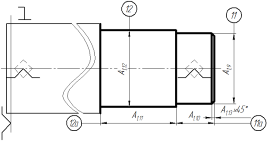
5. Точить (чистовое) поверхность 11 в размер А1,9, выдерживая размер А1,10.
6. Точить (чистовое) поверхность 12 в размер А1,12, выдерживая размер А1,11.
7. Точить канавку в размер по чертежу.
8. Снять фаску в размер А1,13х45 0 .
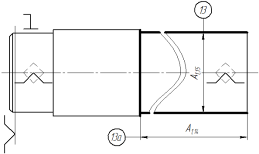
База: Ось и передний центр.
9. Точить (черновое) поверхность 13 в размер А1,15, выдерживая размер А1,14.
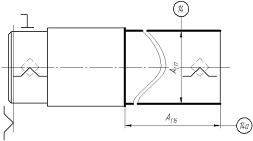
10. Точить (получистовое) поверхность 14 в размер А1,17, выдерживая размер А1,16.
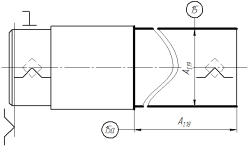
11. Точить (чистовое) поверхность 15 в размер А1,19, выдерживая размер А1,18.
12. Точить (чистовое) поверхность 16 в размер А1,21, выдерживая размер А1,20.
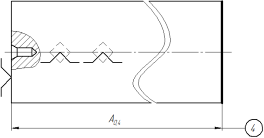
13. Точить (чистовое) поверхность 17 в размер А1,22, выдерживая размер А1,23.
14. Снять фаску в размер А1,24х45 0 .
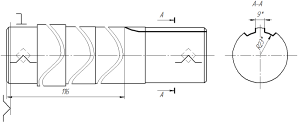
Установить деталь в шпинделе поворотного устройства.
1. Фрезеровать шлицы в размер по чертежу.
При выполнении курсового проекта расчёт припусков на механическую обработку производится расчётно-аналитическим методом. ГОСТы позволяют назначить припуски независимо от технологического процесса и поэтому в общем случае являются завышенными, содержащими резервы снижения расхода материала и трудоёмкости изготовления детали.

Расчёт припусков производим для размера ∅56p6:

При обработке ступенчатого вала в центрах суммарное отклонение расположения оси заготовки определяется из формулы:
где  – общее отклонение оси от прямолинейности,
– общее отклонение оси от прямолинейности,  – смещение оси заготовки в результате погрешности центрирования.
– смещение оси заготовки в результате погрешности центрирования.
В свою очередь определяется из формулы:
Видео:9. Технология изготовления валов и кузовных конструкцийСкачать


где  – размер от сечения, для которого определяется кривизна до торца заготовки. Для рассматриваемого случая
– размер от сечения, для которого определяется кривизна до торца заготовки. Для рассматриваемого случая  [6, с. 186, таб. 16]. Тогда:
[6, с. 186, таб. 16]. Тогда:

Смещение определяется из формулы:
где Т – допуск на диаметральный размер базы заготовки, используемой на операции получения центровочных отверстий, мм. В рассматриваемом случае Т=1 мм. Тогда:

Тогда суммарное отклонение равно:

Остаточное пространственное отклонение расположения поверхностей заготовки после их обработки определяется по выражению:


где – коэффициент уточнения, выбирается согласно [6, с/ 190, таб. 29], получаем:
для чернового обтачивания:

для получистового обтачивания:

для чистового обтачивания:

для предварительного шлифования:


Расчёт параметров припусков и технологических размеров




Видео:Центровка длинных валов.Скачать

В соответствии с полем допуска p, получаем:







В соответствии с полем допуска p, получаем:





В соответствии с полем допуска p, получаем:



В соответствии с полем допуска p, получаем:



5. Нормирование технологического процесса
Приводится для определения эффективности технологических операций, для этого производится расчёт затрат рабочего времени на выполнение операций в спроектированном технологическом процессе.
Читайте также: Подвесной подшипник карданного вала хендай туссан замена
Определение основного автоматического времени:
Видео:Как сделать длинные валы на токарном станке???Скачать

L= l – D = 45–16 = 29 – длина обработки, коэффициент 2 – обработка 2х пазов.

[3, стр. 613]
Определение вспомогательного автоматического времени:

– время, затраченное на перемещение в соответствующую точку траектории.

– время позиционирования заготовки, для данного станка 1 с (0,0166 мин.).

Твр – вспомогательное ручное время.
Тв.у. =0,3 мин. Время на установку и снятие заготовки [4, с. 607, таб. 12].
Тм.в. =0,03 мин. Время на вспомогательные ходы и перемещения [4, с. 607, таб. 12].
Общее вспомогательное время:
Топ = Тос. а + Твс. а + Твр = 1,288 + 0,418 + 0,33 = 2,036 мин.
Тпз1 – время на получение наряда, чертежа, технологической документации на рабочем месте в начале работы и на сдачу в конце смены.
Тпз2 – время на дополнительные приёмы, не включённые в комплекс и выполняется в отдельных случаях.
2 мин. – на наладку инструмента.
Тпз3 – время пробной обработки детали.
Штучное время обработки детали:
Тшт = Топ + Табс + Тпз =2,036 + 0,163 + 13,5 = 15,7 мин (16 мин 17,5 сек.)
В результате проделанного курсового проекта, был спроектирован технологический процесс механической обработки ступенчатого вала редуктора. Правильный и рациональный выбор заготовки, а так же последующий маршрут обработки в условиях мелкосерийного производства, которое является на сегодняшний день самым распространенным, как основная задача. Научились правильно назначать допуски и рассчитывать припуски на механическую обработку. Ознакомились с методикой назначения и расчета режимов резания. Для фрезерной операции было выбрано оборудование, режущий инструмент, оснастка и средства контроля. Было проведено нормирование технологического времени. Расчетные данные для удобства были сведены в таблицы (см. приложение).
Следует отметить, что данный единичный технологический процесс разрабатывался в учебных целях и возможно является не самым рациональным. Целью являлось приобретение навыков и умений в применении знаний по данной дисциплине и другим общетехническим дисциплинам путем самостоятельного решения конкретных технологических задач при проектировании технологического процесса.
1. Справочник технолога машиностроителя. Т2. Под ред. Косиловой А.Г. – М.: МС, 1985
2. Г.И. Грановский. Резание металлов.
3. А.Б. Пушкаренко. Расчёт припусков и технологических размеров на операциях механической обработки изделия. – Томск: ТПУ, 2009.
4. В.П. Должиков. Разработка технологических процессов механообработки в мелкосерийном производстве. – Томск: ТПУ, 2003.
5. Обработка металлов резанием. Под. ред. Панова.
6. Справочник технолога машиностроителя. Т1. Под ред. Косиловой А.Г. – М.: МС, 1985
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
Видео:Чертеж вал шестерни. Процесс изготовления валов с зубчатым венцомСкачать

💥 Видео
Детали машин. Лекция 4.1. Валы и оси.Скачать
Валы и осиСкачать
Обработка вала на станке JSK-1430S CNC и замер точностиСкачать
Все шлицы за одну установку? Или техпроцесс изготовления детали по образцуСкачать
Торсионный вал. Изготовление вала. ВидеоСкачать
Изготовление точного щлицевого вала. Чертеж с техническим требованием полного радиального биенияСкачать
Изготовление валаСкачать
Нетрадиционный способ центровки длинной, кривой заготовки в токарномСкачать
Как сделать вал (токарная операция)Скачать
Изготовление вала на токарном станкеСкачать
Дробление при проточке валаСкачать
Изготовление валов для любого оборудования и станков. Обработка валов на токарных станках.Скачать
Токарная обработка вала длиной 3700мм.Скачать
Лекция 9. Валы и осиСкачать














