
В зависимости от конструкции и масштабов выпуска технологические процессы изготовления валов могут быть различными. Однако, несмотря на их разнообразие, можно дать типовую последовательность обработки валов:
1.Изготовление большинства валов начинается с обработки их торцов, центровых гнезд и проточки одной крайней ступени вала на длину 15-20мм (фрезерно-центровальная операция). Эти поверхности используются в качестве чистовых технологических баз на следующей операции механической обработки.
2.Две или три токарных операции обработки наружного контура вала.
3.Получистовая обработка поверхностей, используемых в качестве технологических баз при зубообработке.
4.Черновая обработка резьб, шлицев, зубьев, шпоночных пазов.
5.Окончательная обработка крепежных отверстий, отверстий под смазку, пазов, лысок и т.д.
7.Правка вала на прессе (чугунные валы не правятся).
8.Чистовая обработка технологических баз (центровочное отверстие, крайняя шейка вала, торцы вала).
9.Чистовая обработка шеек вала, резьб, шлицев, зубьев.
10.Отделочная обработка основных конструкторских баз, вспомогательных конструкторских баз, исполнительных поверхностей.
Рассмотрим содержание некоторых технологических операций:
Оборудование — фрезерно-центровальные полуавтоматы моделей МР-71М; МР-179Ф4 и др. Эти станки могут работать по следующим схемам:
а) Если диаметр крайней ступени более 50 мм — последовательное фрезерование (рис.7.2).
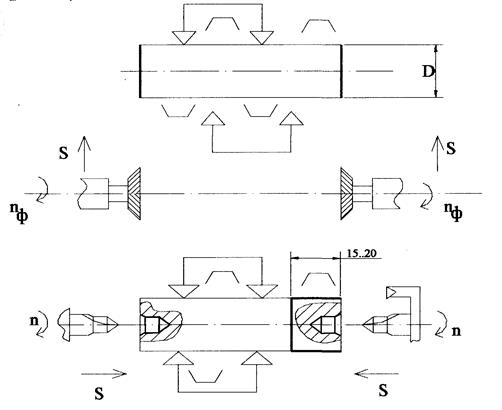
Рис.7.2. Последовательное фрезерование
б) Если диаметр крайней ступени вала менее 50 мм, то обрабатывают одновременно торцы, отверстия и протачивают крайнюю ступень. При этом используют специальную режущую головку (рис.7.3).
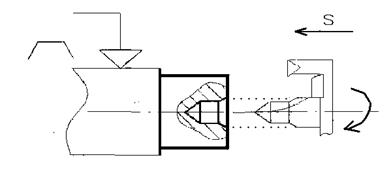
Рис.7.3. Одновременная обработка
В серийном производстве применяют фрезерно-центровальный полуавтомат с ЧПУ МР-179Ф4. Он позволяет обрабатывать каждый торец заготовки с поворотом на 180°. Оснащен магазином на 36 инструментов и может фрезеровать торцы, сверлить на них различные отверстия, нарезать в них резьбу и протачивать крайние ступени валов.
Для закрепления заготовок на данной операции применяется приспособление с установочными элементами в виде призм, которые должны перемещаться к центру заготовки с одинаковой скоростью. Такие призмы называются самоцентрирующими.
По торцу вал может базироваться различными способами (рис.7.4):
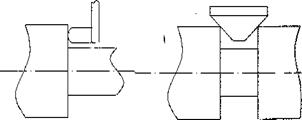
Рис.7.4. Базирование по торцу
Режущий инструмент — как стандартный (фрезы для обработки торцов, центровочные сверла и т.д.), так и специальный (режущие головки, которые позволяют одновременно обрабатывать торец заготовки, центровочное отверстие и протачивать крайнюю ступень вала).
После фрезерно-центровальной операции заготовки подвергаются 100%-му контролю (рис.7.5).
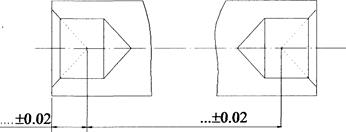
Рис.7.5. Контролируемые размеры
Назначение токарных операций — снять основную массу припуска, оставленного под механическую обработку. При этом поверхности с квалитетом больше 10 и Ra больше 6,3 мкм обрабатываются окончательно, а более точные и чистые — с припуском под последующее шлифование. Оборудование:
1. Токарно-копировальные многорезцовые станки. Они предназначены для многопроходной обработки деталей типа ступенчатый вал. На этих станках можно протачивать цилиндрические участки вала с использованием продольного и копировального суппортов, подрезать торцы, протачивать канавки и т.д.
2. Токарно-винторезные станки с ЧПУ. Кроме обработки наружного контура на них можно нарезать резьбу, точить конусы, обрабатывать криволинейные поверхности. Эти станки оснащены сменными инструментальными головками или магазинами, вмещающими до 24 инструментов.
3. Специальные токарные станки. Встраиваются в поточные и автоматические линии и применяются чаще всего для обработки коленчатых и кулачковых валов.
4. Токарные многошпиндельные полуавтоматы горизонтального исполнения. Применяются для обработки валов (длиной менее 150 мм) в крупносерийном и массовом производстве. Эти станки позволяют обрабатывать с одной установки большое количество поверхностей. На них размещается до 20-ти режущих инструментов.
Технологическая оснастка — 2-х или 3-х кулачковые патроны и вращающийся центр. Или поводковый патрон и вращающийся центр. При обработке нежестких валов применяют люнет. Последовательность токарной обработки:
-черновые технологические переходы (снимается основная масса припуска и при этом не ставится задача достижения малой шероховатости);
-чистовые технологические переходы.
Чистовые переходы токарных операций могут быть заменены на круглое шлифование.
3. Зубообрабатывающие операции.
Для обработки зубьев на деталях типа вал-шестерня применяют следующие методы: зубофрезерование, зубодолбление, зубошевингование и зубошлифование.
Фрезерование зубьев модулем до 8 мм производится на станках моделей 5306; 5307; 5А312 и других червячной фрезой. При обработке на этих станках можно достичь девятой степени точности и шероховатости боковых поверхностей зубьев до Rz 20 мкм.
Важным моментом при фрезеровании зубьев является базирование заготовки, т.к. боковые поверхности зубьев являются исполнительными поверхностями, влияющими на эксплутационные свойства вала.
Вал устанавливается на основные конструкторские базы, которые должны быть обработаны с точностью 6-7 квалитет и Ra 1,25-2,5 мкм. При этом биение базовых поверхностей относительно центров — не более 0,02 мм. Такая схема установки заготовки включает точный самоцентрирующий патрон (цанговый, мембранный и т.п.) и жесткий центр (рис.7.6).
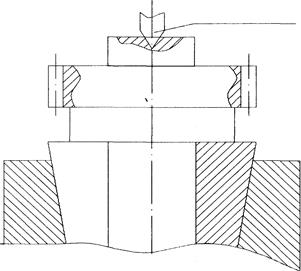 |
Рис.7.6. Базирование заготовки
Схема установки на зубодолбежном станке аналогична. Шевингование дисковым шевером — метод чистовой обработки незакаленных зубьев после зубофрезерования или зубодолбления. Шевингование позволяет повысить степень точности до 6 — 7 и понизить шероховатость Ra до 0,8-2,5 мкм, исправить погрешность шага и профиля зуба, значительно снизить уровень шума при работе передачи. Станки: 5701; 5Б702; 5Б702Ф2 и т.п.
Читайте также: Секционные ворота с задним расположением вала
Базирование – в жестких центрах по центровым гнездам.
Зубозачистная операция предназначена для снятия заусенцев образующихся при выходе фрезы. Инструмент — шлифовальные круги, станок -5Б525.
Зубозакругление — обеспечивает закругление зуба со стороны входа в зацепление (для зубьев, периодически включающихся в зацепление). Станок — 5Д580, инструмент — концевая фреза.
Зубошлифование применяется для обработки закаленных заготовок и обеспечивает самую высокую точность обработки (3-6 степень точности и Ra до 0,2 мкм). Станки: зубошлифовальные 5В53; 5А841 и т.д.
Базирование — по центровым гнездам, которые после термообработки шлифуются на специальных станках.
4. Обработка шлицев (прямобочных и эвольвентных).
Для получения шлицев применяются следующие методы:
а) шлицестрогание. Станки моделей 5104; 5104МА и др. Инструмент — специальные резцовые головки.
Заготовка базируется по основным конструкторским базам и центровочному гнезду. Базы должны быть обработаны в пределах 6-7 квалитетов точности и иметь шероховатость порядка Ra 2,5 мкм (рис.7.7).
Для базирования используется точный самоцентрирующий патрон, например, цанговый. Профиль режущей части строгальных резцов соответствует профилю впадины.

б) шлицепротягивание. При этом обрабатывается две противоположные впадины при помощи сборных протяжек. Профиль резца соответствует профилю впадины. Станки: МА51; 7520. Базирование аналогично базированию при шлицестрогании. Применяется в крупносерийном и массовом производствах (рис. 7.8).

в) шлицефрезерование. Станки: 5350; 5350 и др. Инструмент — червячные шлицевые фрезы. Базирование аналогично предыдущим методам (рис.7.9).
В процессе обработки фреза и заготовка совершают строго согласованное движение. Кроме того, фрезе сообщается движение подачи.

г) метод накатывания. При холодном накатывании шлицы обрабатываются путем пластического деформирования материала заготовки. Уплотнение поверхностного слоя в месте накатки повышает прочность шлицев до 20%. Холодное накатывание проводят в эвольвентных шлицах с модулем до 2,5 мм и при в
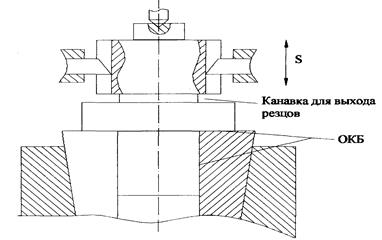
в) отверстия для подвода смазки к рабочим поверхностям. Они расположены перпендикулярно осевому отверстию и выходят на поверхности трущихся шеек (распредвалы, коленвалы и т.д.).
Отверстия для подвода смазки обычно сверлятся в два этапа (рис.7.11).

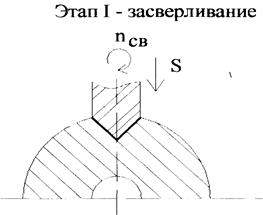
Рис.7.11. Сверление отверстий
Для обработки глубоких отверстий используются станки УС80; РТ65; РТ601. Для остальных — вертикально-сверлильные 2Н106; 2М112 и т.д.
7. Контроль полученных деталей.
При контроле линейных размеров обычно используют стандартные измерительные инструменты (штангенциркули, микрометры, калибры и т.п.).
Для контроля пазов, фасонных поверхностей используют специальные шаблоны.
Дата добавления: 2015-12-22 ; просмотров: 10913 ;
Технологический процесс изготовления детали «вал»
Назначение и конструктивно-технологический анализ детали «вал». Выбор и обоснование размеров заготовки; расчет припусков и технологические операции обработки детали. Выбор станков и режущего инструмента, обеспечение точности обработки; сборочный процесс.
1. Назначение и краткое техническое описание детали
2. Конструктивно-технологический анализ детали
3. Выбор типа производства (единичное, серийное, массовое)
4. Выбор и обоснование размеров заготовки и способа их получения
5. Выбор и обоснование баз, способов закрепления для заготовки
6. Проектирование технологических операций обработки детали
7. Расчет припусков на обработку и определение размеров заготовки
8. Расчёт режимов резания и нормирование штучного времени
9. Выбор станков и режущего инструмента, обеспечение точности обработки
10. Выбор контрольно-измерительных инструментов для оценки точности обработки
11. Описание назначения узла и оценка технологичности сборки
12. Выбор типа сборочного процесса
13. Проектирование сборочных операций
1. Назначение и краткое техническое описание детали
Деталь представляет собой ступенчатое тело вращения, что достаточно технологично, так как позволяет обработать множественные поверхности. Отношение длины детали к ее диаметру меньше пяти, следовательно, деталь достаточно технологична. Конструкция детали обеспечивает достаточную жесткость при механической обработке на металлорежущем оборудовании.
Деталь имеет элементы, удобные для закрепления заготовки при обработке. Формы поверхностей, подлежащих обработке, не представляют сложности (в основном — поверхности вращения); имеется возможность максимального использования стандартизованных и нормализованных режущих и измерительных инструментов.
С точки зрения обеспечения заданной точности и шероховатости поверхностей деталь не представляется сложной.
В конструкции детали имеются 2 глухих отверстия М10; центральный шлицевой паз шириной 30мм, что требует специальной настройки станка и специальных режущих инструментов, что не технологично.
На Ш 80 выполнены шлицы размером 6,0 что не технологично, так как требуется дополнительная настройка станка и дополнительный переход при зубонарезании. На Ш 105f7 также выполнены шлицы размером 6,0 что не технологично, так как требуется дополнительная настройка станка и дополнительный переход при зубонарезании. Фаска на Ш85h6 размером 2Ч45 о технологична.
Читайте также: Датчик положения распределительного вала признаки неисправности
2. Конструктивно-технологический анализ детали
Одним из важных этапов проектирования является отработка конструкции на технологичность. Отработка конструкции на технологичность — это комплекс мероприятий, предусматривающих взаимосвязанные решения конструкторских и технологических задач, направленных на повышение производительности труда, снижение затрат и сокращение времени на изготовление изделия при обеспечении необходимого его качества.
Оценка технологичности проводится качественно и количественно, с расчетом показателей технологичности по ГОСТ 14.201-83. При этом качественная характеристика предшествует количественной и характеризует технологичность конструкции обобщенно.
Технологичность детали оценивается сравнением трудоемкости и себестоимости изготовления различных вариантов ее конструкции.
Деталь, подвергаемая обработке резанием, будет технологична в том случае, когда ее конструкция позволяет применять рациональную заготовку, форма и размеры которой максимально приближены к форме и размерам готовой детали, а также использовать высокоэффективные процессы обработки.
Деталь имеет несложную конфигурацию
Деталь не требует создания искусственных технологических баз. Фрезерная обработка не требует применения специальных приспособлений.
Конструкция детали позволяет применять рациональные формы и размеры заготовок.
Коэффициент унификации конструктивных элементов:
где: — число унифицированных элементов детали, шт.
— общее число конструктивных элементов детали, шт.
так как Куэ >0,6, то деталь по данному показателю технологична.
2. Коэффициент точности обработки:
где Аср. — средний квалитет точности,
где n1,2… число поверхностей детали с точностью соответственно с 01 по 19 квалитет.
так как Ктч > 0,5, то изделие не точное и поэтому по данному показателю деталь технологична.
3. Коэффициент шероховатости:
где Бср — средняя шероховатость поверхности, определяемая в значениях параметра Ra, мкм
где n1,n2-.-количество поверхностей, имеющих шероховатость соответственно данному числовому значению параметра.
так как Кш = 0.2 ? 0,16, то деталь сложная, не технологичная.
Вывод: На основании качественного и количественного анализа на технологичность можно сделать следующий вывод: деталь вполне технологична, нет необходимости вносить в ее конструкцию какие-либо изменения.
3. Выбор типа производства (единичное, серийное, массовое)
Объем выпуска характеризует примерное количество машин, сборочных единиц, деталей, заготовок подлежащих выпуску в течение планируемого периода времени (год, квартал, месяц).
Годовой объем выпуска деталей «Вал» можно определить по формуле:
где NСЕ = 500 — годовой объём выпуска детали «Вал»,
n = 1 — количество деталей «Вал»;
в = 0% — процент запасных деталей.
Такт выпуска деталей можно определить по формуле:
где FД = 2010 ч — действительный годовой фонд времени работы оборудования в часах,
Приближенно коэффициент закрепления операций можно вычислить по формуле:
где tШТ.СР. — среднее штучное время.
По заводскому технологическому процессу для операций механической обработки:
Согласно рекомендациям ГОСТ 3.1108 — 74, КЗО = 10…20 соответствует среднесерийному типу производства.
В связи с этим определяем тип производства как среднесерийный, который характеризуется достаточно большим объёмом выпуска с широкой номенклатурой изделий, изготовляемых повторяющимися партиями, что вызывает необходимость применения оборудования с высокой степенью механизации и автоматизации, но обладающего гибкостью, применения специальной технологической оснастки.
Размер партии деталей можно определить по формуле:
nД = , аль вал конструкция технологический
где tЗ = 21 день — срок, в течение которого должен храниться на складе запас деталей; Ф = 250 дней — число рабочих дней в году.
Принимаем размер партии деталей nД = 42 шт.
Число запусков деталей в месяц:
Принимаем число запусков изделий в месяц i = 1.
4. Выбор и обоснование размеров заготовки и способа их получения
Для современных требований, предъявляемых к изготовлению заготовок деталей изделий, характерны следующие технологические тенденции: максимальное приближение заготовок по формам и размерам к деталям, требующимся по чертежу; экономия материала; применение прогрессивных способов получения заготовок.
Для изготовления детали большую роль играет выбор рационального вида исходной заготовки и способа её получения. Способ получения заготовки должен быть обусловлен ее стоимостью и дальнейшей обработкой. Наиболее широко для получения заготовок применяют следующие методы: литьё, обработка металлов давлением и сварка, а также их комбинации.
Каждый из методов содержит большое число способов получения заготовок. Так, например отливки можно получать в песчано-глинистых формах, кокиль, по выплавляемым моделям, под давлением и т.д.; поковки и штамповки — ковкой на молотах, гидравлических прессах; штамповкой на штамповочных машинах, кривошипных горячештамповочных прессах, горизонтально-ковочных машинах и т.д. Способ получения заготовки определяется типом производства, материалом, формой и размерами детали.
В данном проекте деталью, для которой необходимо выбрать метод получения заготовки, является вал. Учитывая, что тип производства — среднесерийный, качество материала должно быть равномерным, наиболее рациональна поковка, полученная в закрытом штампе методом прямого выдавливания. При этом структура материала заготовки получается более однородной, её размеры стабильны, а конфигурация — близка к конфигурации изделия. Оборудование — кривошипный горячештамповочный пресс.
Читайте также: Карданные валы для нивы ваз 2131
При проектировании технологических процессов механической обработки заготовок необходимо установить оптимальные припуски, которые обеспечили бы заданную точность и качество обрабатываемых поверхностей. Определение припусков на механическую обработку проведём опытно-статистическим методом. Назначим припуски на механическую обработку по ГОСТ7505-74. Для этого необходимо определить массу заготовки, класс точности, группу стали, степень сложности заготовки.
Материал: сталь 40Х ГОСТ4543-71.
где Мд -масса детали, Кр -расчётный коэффициент, Кр =1,5;
Конфигурация поверхности штампа П (плоская);
Назначим припуски и кузнечные напуски.
Основные припуски на размеры:
Дополнительные припуски учитывающие:
смещение по поверхности разъёма штампа — 0,3 мм,
отклонение от плоскостности — 0,3 мм.
Размеры поковки и их допускаемые отклонения
Ш105+(2,3+0,3)*2=110,2 принимаем Ш111,0;
519+(3,0+0,3)*2=525,6 принимаем 526,0;
Ш80+(1,8+0,3)*2=84,2 принимаем Ш85,0;
Ш85+(1,8+0,3)*2=89,2 принимаем Ш90,0;
Ш90+(2,2+0,3)*2=95,0 принимаем Ш 95,0.
Допускаемые отклонения размеров:
Неуказанные предельные отклонения размеров мм. Допускаемое смещение по поверхности штампа 0.7мм.
Таким образом, в проектном варианте в качестве способа получения заготовки из материала 40Х выберем штамповку на кривошипном прессе. Данный способ, в отличие от базового варианта (штамповка на молотах), более производителен. При получении заготовок на кривошипных прессах по сравнению со штамповкой на молотах припуски и допуски уменьшаются на 15-20%, расход металла снижается на 10-15%, что повышает коэффициент использования материала, снижает себестоимость самой заготовки и стоимость её обработки.
5. Выбор и обоснование баз, способов закрепления для заготовки
Перед разработкой ТП необходимо получить и изучить информацию, которая делится на базовую, руководящую и справочную.
Базовая — сведения, содержащиеся в конструкторской документации на изделие, объем выпуска, сроки подготовки производства. Рабочий чертеж детали содержит все размеры, технические требования к качеству и шероховатости, марку и твердость материала.
Руководящая — сведения, по развитию отрасли, план выпуска материала, средств технологического оснащения стандарты на ТП.
Справочная — сведения, о прогрессивных методах обработки, каталоги, номенклатурные справочники оборудования и оснастки. Материалы по выбору технологических нормативов (режимы обработки, припуски, расход материала и др.) и др. справочные материалы.
Всю механическую обработку разбивают по операциям и таким образом выявляют последовательность выполнения операций, их число для каждой операции выбирают оборудование и определяют конструктивную схему приспособлений.
Задачей каждого предыдущего перехода является подготовка поверхности заготовки под последующую обработку и каждый последующий метод (операция или переход) должен быть точнее предыдущего т. е. обеспечивать более высокое значение показателей качества детали. Поэтому механическая обработка делится на:
— черновую обработку, когда удаляется большая часть припуска, что позволяет обнаружить возможные дефекты заготовки; на первых одной-двух операциях. При базировании по черновым базам обрабатываются основные технологические базы;
— чистовую обработку, когда в основном обеспечивается требуемая точность:
далее идут операции местной обработки, по ранее обработанным поверхностям, отделочные операции, когда достигается требуемая шероховатость поверхности и окончательно обеспечивается точность детали.
Контроль в ТП предусмотрен с целью технологического обеспечения заданных параметров качества, обработанной детали.
Разработанный ТП должен содержать общий план обработки детали и описание содержания операций ТП и выбор типа оборудования. Он должен быть прогрессивным, обеспечивать повышение производительности труда и качества детали, сокращать материальные и трудовые затраты и быть экологически безопасным. Построение технологического маршрута обработки во многом определяется конструктивно-технологическими особенностями детали. Выбор маршрутной технологии существенно зависит от типа производства, уровня автоматизации и применяемого оборудования.
При среденесерийном производстве применяют универсальные станки с ЧПУ, автоматы, полуавтоматы, агрегатные специализированы и специальные станки. Перспективным в серийном производстве является применение гибких производственных систем (линий, участков, цехов), особенно при наличии условий для групповой организации производства.
Выбор станка на операцию определяется возможностью изготовления на нем деталей необходимой конфигурации и размеров, обеспечения качества ее поверхности, производительности оборудования, а также экономическими параметрами.
6. Проектирование технологических операций обработки детали
При проектировании проектного технологического процесса необходимо соблюдать принцип совпадения конструкторских, технологических, и измерительных баз. Только при его соблюдении, возможно говорить о правильности составления техпроцесса. Для деталей типа «Вал» с внутренним отверстием рекомендуется изначально базировать по наружней поверхности с последующем базированием на центровые отверстия.
Последовательность технологических переходов должна обеспечивать заданные чертежом детали параметры точности.
Для рассмотрения данного вопроса воспользуемся чертежом детали, изображенным на рис. 4. Для наглядности сведем результат в таблицу.
Выбор технологических баз и последовательности переходов
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала