
3 Применяемые способы восстановления коленчатого вала
Основной дефект коленчатых валов — износ коренных и шатунных шеек. Износ шеек устраняют шлифованием их под ремонтный размер. Для шлифования валов служат станки ЗА423 или ЗВ423. Шейки вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16. 60 мкм, твердостью СМ2, CI, С2, СТ1 и СТ2. При восстановлении коленчатых валов перешлифовкой под ремонтный размер шеек практически невозможно обеспечить их 100%-й ресурс, и он уменьшается тем больше, чем больше номер ремонтного размера. Это объясняется тем, что твердость закаленных ТВЧ шеек уменьшается от поверхности по сечению вала и при шлифовании удаляется наиболее твердый слой. Некоторые ремонтные предприятия для обеспечения высокой износостойкости и ресурса валов после перешлифовки шеек выполняют их закалку ТВЧ, лазерное упрочнение и др.
Коренные и шатунные шейки, вышедшие за ремонтные размеры, восстанавливают наращиванием различными методами: наплавкой (под флюсом, плазменной, в среде защитных газов, широкослойной и др.); гальваническими покрытиями (железнением, хромированием); металлизацией; напеканием порошков; электроконтактной приваркой ленты; приваркой или приклеиванием полуколец; пластинированием и др.
Более 85 % объема восстановления шеек коленчатых валов выполняют наплавочными способами и прежде всего наплавляют под слоем флюса. При этом можно выделить следующие основные варианты технологических процессов: наплавка без термической обработки; наплавка с последующей термической обработкой; термическая обработка, наплавка, термическая обработка; наплавка, упрочнение.
Наиболее распространенной считают наплавку пружинной проволокой второго класса под слоем легированного флюса, представляющего собой смесь, состоящую из плавленного флюса АН-348А (93,2 %), феррохрома (2,2 %), графита (2,3 %) и жидкого стекла (2,5 %). Этот метод резко снижает усталостную прочность наплавленных коленчатых валов из-за наличия огромного количества трещин.
Разработана наиболее прогрессивная технология наплавки изношенных коленчатых валов. Она предусматривает наплавку шеек валов проволокой Нп-30ХГСА под флюсом АН-348А с последующей механической обработкой и полным повторным циклом термической обработки (нормализация и закалка ТВЧ). Эта технология требует специального термического оборудования и целесообразна при большой производственной программе восстановления.
Для восстановления шеек валов используют электроконтактную припайку стальной ленты из стали 50ХФА, дуговую металлизацию порошковой проволокой ПП-ОМ-2.
Коленчатые валы некоторых двигателей (типа ЗМЗ и др.) изготавливают из высокопрочного магниевого чугуна ВЧ50 и ВЧ45. Их износостойкость и усталостная прочность примерно одинаковы с соответствующими показателями валов, выполненных из стали 45, но себестоимость получения заготовок отливкой в 2,0. 2,5 раза ниже получения поковок. В то же время чугун относится к трудно-свариваемым материалам. Поэтому рассмотренные выше способы наплавки не дают хороших результатов при восстановлении чугунных валов.
Для восстановления чугунных коленчатых валов применяют следующие способы дуговой наплавки: по стальной оболочке; двухслойную наплавку; наплавку с последующей нормализацией; наплавку проволокой Нп-15 СТЮЦА под слоем флюса АН-348А; широкослойную наплавку малоуглеродистой проволокой марки 08А с добавлением в зону горения дуги ферромагнитной шихты и др.
При восстановлении валов дуговой наплавкой усталостная прочность валов достигает 80 % новых, но процесс сложен и трудоемок.
При двухслойной наплавке оболочкой служит первый наплавленный слой, который получают с помощью малоуглеродистой порошковой проволоки под слоем
флюса АН-348А. Второй слой наплавляют как бы по стальной поверхности обычными методами. Однако усталостная прочность таких валов составляет всего около 70 % новых. Наплавку с последующей нормализацией применяют для восстановления чугунных коленчатых валов двигателя ЗМЗ-53, которые разрушаются из-за усталости после наплавки по шатунным шейкам. При нормализации твердость наплавленных шатунных шеек уменьшается до HRC 25. 30, снижаются внутренние напряжения, и в итоге усталостная прочность повышается до 85 % уровня новых валов. Некоторое снижение износостойкости шатунных шеек компенсируется ее запасом по сравнению с коренными шейками. К перспективным и эффективным способам восстановления стальных и чугунных коленчатых валов относится плазменная наплавка. Рекомендуют комбинированный способ наплавки, предусматривающий одновременную подачу проволоки и порошка. При восстановлении коленчатых валов, изготовленных из стали 45 (СМД-14, А-41 и др.), шейки наплавляют композицией проволока Св-08МХ или Св-08Г2С (85 %) + порошок ПГ-СР4 (15 %), а галтели — той же композицией, но в соотношении 75 и 25 %. Валы из стали 50Г (ЯМЗ-238НБ и др.) наплавляют проволокой Св-15ГСТЮЦА (75. 80 %) и порошком ПГ-СР4 или ПГ-СРЗ (20. 25%). При восстановлении чугунных валов применяют проволоку Св-15ГСТЮЦА (70%) и порошок ПР-Н70Х17 СЧР4 (30 %).
Для восстановления чугунных коленчатых валов разработано и внедрено два способа: постановка полуколец и пластинирование. Предел выносливости методом постановкой полуколец коленчатого вала такой же, как и нового (рисунок 1.3). Метод восстановления шеек валов пластинированием заключается в установке с последующим механическим креплением на шейках валов стальной холоднокатаной термообработанной полированной ленты, изготовленной из пружинистой стали типа 65Г (рисунок 1.2).
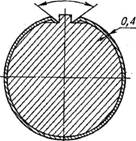
Рисунок 1.2 — Схема восстановления шеек коленчатого вала пластинированием
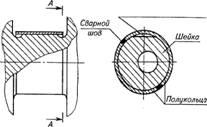
Рисунок 1.3 — Схема восстановления шеек коленчатого вала двигателя ЗМЗ-53 приваркой стальных полуколец
При использовании данного метода можно существенно упростить технологический процесс и оснастку для восстановления валов, полностью исключить сварочно-термическое воздействие на вал, отказаться от шлифования и полирования восстановленных валов, в 4. 5 раз сократить расход металла и в 3 раза повысить производительность процесса по сравнению с наплавкой. Метод успешно апробирован при восстановлении чугунных валов двигателей ЗМЗ-53 и ЗМЗ-24.
- Проектирование и расчет автомобиля
- ХАРАКТЕРИСТИКА МЕТОДОВ ВОССТАНОВЛЕНИЯ
- Основными способами ремонта валов являются:
- Сравнение методов восстановления коленчатых валов
- Способ гальванического наращивания коленчатого вала
- Как восстановить коленчатый вал автомобиля собственными силами?
- Особенности производства ДВС
- Ремонт моторов
- Как отремонтировать коленчатый вал двигателя?
- Наплавка электрической дугой
- Наплавка в среде флюса
- Наплавка в среде защитного газа
- Наплавка напылением
- Электроискровое напыление порошка
- Детонационное напыление
Проектирование и расчет автомобиля
ХАРАКТЕРИСТИКА МЕТОДОВ ВОССТАНОВЛЕНИЯ
При ремонте коленчатых валов необходимо обеспечить следующие основные требования:
- Малое биение вспомогательных поверхностей (сальники, хвостовик, торцы) относительно коренных шеек (менее 0,02-0,03 мм)
- Минимальную эллипсность шеек (менее 0,005 мм)
- Галтели на краях шеек с радиусом не менее того, который был у нового вала.
- Параллельность осей шатунных и коренных шеек (не параллельность не более 0,1мм на 1 м).
- Уравновешенность коленчатого вала после ремонта.
- Одинаковый радиус кривошипа на всех шатунных шейках.
- Общую ось шатунных шеек, расположенных попарно(отсутствие скручивания вала).
- Восстановлен (до исходного размера) рабочий зазор
- Восстановлено взаимное расположение рабочих и вспомогательных поверхностей
- Восстановлено качество рабочих поверхностей
Читайте также: Что является валом а что является отверстием
Первые шесть требований являются строго обязательными и определяют качество ремонта и ресурс коленчатого вала и всего двигателя в целом. Шестое и седьмое требования являются желательными, и их выполнение дополнительно обеспечивает плавность работы двигателя из-за равномерной работы всех цилиндров.
Основными способами ремонта валов являются:
- Шлифование опорных шеек в ремонтный (уменьшенный) размер — применяется для валов с равномерно изношенной поверхностью при наличии вкладышей (втулок) подшипников увеличенной толщины
- Правка с последующим шлифованием шеек в ремонтный размер для деформированных и изношенных валов
- Наплавка или наварка (возможно с небольшим предварительным занижением размера шейки) с последующей правкой и шлифованием в ремонтный размер — для сильно изношенных и деформированных валов
- Аналогичен пункту З но шлифование производится в прежний размер шеек используется для вспомогательных и распределительных валов, где применяются, в основном только втулки подшипников стандартного размера
- Аналогичен пункту З но шлифование производится в размер, больший стандартного — применяется, в основном, для распределительных валов, устанавливаемых в изношенные или увеличенные в ремонтный размер опоры в головке блока цилиндров
- Правка без шлифования применяется для неизношенных валов, имеющих большую остаточную деформацию
- Напыление износостойкого покрытия
- Гальваническое наращивание (отслаивание, хромирование, никелирование)
- Постановка дополнительных ремонтных деталей
Пренебрежение хотя бы одним из указанных способов ведет к ускоренному износу и выходу из строя ,как самого вала, так и сопряженных с ним деталей. Например, увеличенный зазор дает шум или стуки при работе, уменьшенный приводит к задирам, и заклиниванию, а также появлению различных дефектов коленчатого вала. Искривление оси опорных рабочих поверхностей вала увеличивает нагрузки. Из-за несоостности рабочих и вспомогательных поверхностей ускоряется износ элементов привода вала (цепи, ремни, натяжители) а также нарушается герметичность уплотнений вала. Низкое качество отремонтированной поверхности большая шероховатость и пониженная твердость, которые ускоряют износ и вала и сопряженных с ним деталей.
Сравнение методов восстановления коленчатых валов
Проведем сравнительный анализ существующих методов восстановления коленчатого вала их достоинство и недостатки. Определим, оптимальный и более целесообразный метод восстановления коленчатого вала. Рассмотрим достоинство, и недостатки способов восстановления, с помощью которых поверхность коленчатого вала восстанавливается до номинального размера. Например, напыление износостойкого покрытия имеет низкую прочность сцепления напыляемого слоя с основой. Но при применении этого способа не происходит изменение структуры материала детали, не возникает коробление, не снижается усталостная прочность. При восстановлении поверхности коленчатого вала способом наплавки изменяется структура материала, возникает коробление, снижается усталостная прочность, что не происходит при напылении. Преимуществом наплавки является возможность легировать и улучшать свойство исходного материала, получать требуемую величину наносимого слоя. Суть наплавки заключена в переносе металла проволоки на восстанавливаемую деталь при горении электрической дуги. При восстановлении валов могут быть использованы: дуговая и вибродуговая наплавка, а также наплавка под слоем флюса. Дуговая наплавка проводится порошковой проволокой, содержащей легирующие добавки, обеспечивающие с одной стороны, высокие механические свойства покрытия (твердость и прочность сцепления), а с другой — защиту металла окисления при сварке. Основным недостатком этого способа является сильный нагрев и деформация вала. В то же время-это один из самых простых способов наплавки. Наплавка под слоем флюса значительно более сложная как по подготовке поверхности, так и по самой технологии наплавки. Слой флюса, образующийся на поверхности, препятствует окислению металла и выгоранию легирующих элементов, поэтому здесь можно применять, например, стальную высокоуглеродистую легированную проволоку, обеспечивающую высокие механические свойства покрытия. Однако сильный нагрев вала также является существенным недостатком данного способа, практически не позволяющим использовать его для валов двигателей легковых автомобилей. Устранить перегрев вала позволяет вибродуговая наплавка. В этом случае сварочное приспособление, подающее проволоку, имеет специальный механизм, создающий колебания сварочной проволоки. Перенос металла с проволоки на деталь осуществляется за счет чередования электрической дуги (нагрев) и короткого замыкания. Данный способ позволяет осуществить подачу охлаждающей жидкости в зону наплавки. Охлаждение существенно снижает температуру и деформацию вала.
Практика восстановления различных валов двигателей легковых автомобилей показывает, что чем тоньше вал, т.е. меньше диаметры его шеек, тем более строгие требования к его перегреву.
Способ гальванического наращивания коленчатого вала
Способ гальванического наращивания славится своей высокой стоимостью реактивов, высокими требованиями к чистоте восстанавливаемой поверхности, вредности условий труда и загрязнению окружающей среды, но имеет возможность получать покрытие с различными свойствами(пористые, износостойкие, декоративные).В отличии от гальванического наращивания способ постановки дополнительных ремонтных деталей отличается своей дешевизной. При применении этого способа возникает необходимость тонкой разметки, проворачивание и отслаивание привариваемой ленты, изготовление специальной оснастки. В отличии от вышеперечисленных способов, способ металлизация обеспечивает высокую твердость напыляемого слоя. Однако, применяя металлизацию, необходимо учитывать, что нанесенный слой не повышает прочности детали. По этому применять металлизацию для восстановления деталей с ослабленным сечением не следует. Кроме этого необходимо знать, что сцепляемость напыляемого слоя с основным металлом недостаточно. Немаловажную роль при восстановлении коленчатого вала играют методы упрочнения. Как известно методы упрочнения можно разделить на классы: 1- с образованием пленок на поверхности; 2 класс-с изменением химического состава поверхностного слоя; 3 класс-с изменением структуры поверхностного слоя; 4 класс-с изменением энергетического запаса поверхностного слоя; 5 класс-с изменением шероховатости поверхностного слоя; 6 класс-с изменением структуры по всему объему металла. При изготовлении коленчатых валов двигателей транспортной техники широко используются способы упрочнения 2, 3, 6 класса. Недостатками способа второго класса является длительность процесса, вредность производства, высокая температура, поводка изделий и энергоемкость. Недостатком третьего класса является высокая стоимость и большие габариты оборудования, энергоемкость, вредность производства, снижения усталостной прочности изделия. Недостатком шестого класса является энергоемкость ,вредность производства, поводка изделия. Далее рассмотрим более подробно способы восстановления коленчатых валов.
Читайте также: Подвесной подшипник карданного вала рено дастер 4х4 замена
Как восстановить коленчатый вал автомобиля собственными силами?
Автомобиль давно перестал быть источником поклонения. Транспортное средство имеется почти в каждой второй семье. Некоторые владеют двумя и большим количеством автотранспорта. Иногда возникает необходимость восстановить работоспособность всего авто или его отдельных частей. Сердцем автотранспорта является его двигатель. При необходимости ремонта иногда может возникнуть восстановить коленчатый вал ДВС.
Дорогостоящий ремонт проводится разными способами. Предприятия автосервиса чаще предлагают приобрести мотор с разборки, так как капитальный ремонт требует полно разборки двигателя и замены запасных частей. Но никто не даст гарантии, что подобная замена окажется лучшим выходом из ситуации. Достаточно примеров от автомобилистов, которые утверждают, что установленные ДВС с автомобилей с пробегом, служат значительно меньше ожидаемого срока. Поэтому капитальное восстановление родного двигателя позволит эксплуатировать своего «железного коня» в течение всего расчетного срока жизни.
Особенности производства ДВС
Для ремонта двигателей внутреннего сгорания предусмотрены десятки разных способов, способных вернуть их к жизни. Современные моторы производят на заводах, специализирующихся на выпуск только этой продукции.
Используя несколько базовых изделий энергосиловой установки, разные производители автомобилей выпускают различные модели со своим брендом. Внешне авто могут заметно отличаться друг от друга, а силовой агрегат внутри этих транспортных средств будет один и тот же.
- Мотористы выпускают не один тип мотора, у них предусмотрена линейка ДВС, отличающихся системой впуска, количеством клапанов, наличием или отсутствием турбонаддува, присутствием тех или иных опций. Чаще всего блок и ряд корпусных элементов практически не отличаются.
- Из литейного цеха на последующую доработку на территории механических цехов приходят корпуса и крышки. На металлорежущих станках из заготовок изготавливают детали.
- Сборочные участки собирают узлы и агрегаты. Комплектуются будущие изделия.
- Главный конвейер производит окончательную сборку.
- Потом готовые изделия поступают на участок обкатки. Здесь двигатель устанавливается на обкаточный стенд.
- В течение первых двух часов запуск мотора не производится. Выполняется холодное обкатывание. В результате происходит притирка сопрягающихся деталей. Проверяют наличие дисбаланса у коленчатого вала и других механизмов.
- Потом подается топливо. Двигатель запускается. Ему позволяют поработать на разных режимах в течение часа.
- Отработанное моторное масло сливается, заменяется и фильтр очистки.
- Ставится новый фильтр, заливается свежее масло в картер двигателя. Его упаковывают для реализации на автомобилестроительный завод.
Ремонт моторов
Эксплуатационный ремонт сводится только к регулировкам отдельных узлов. Выполняется техническое обслуживание, при котором заменяют фильтрующие элементы и расходные материалы.
Проверяют работоспособность систем питания, искрообразования, охлаждения, смазки. Современные ДВС оборудованы датчиками, которые регистрируют имеющиеся отклонения от номинальных значений. Используя соответствующие диагностические приборы, проводят экспресс-анализ всех систем ДВС. По возможности восстанавливают регулировки, отлаживают режимы работы.
Наибольшему износу подвержены:
- Цилиндры ДВС. Внутри них происходит процесс горения. Температура горючих газов достигает до 2200…2500 ⁰С. Часть металла может выгорать. На внутренней поверхности образуются задиры, повреждается зеркало цилиндра.
- Изнашиваются поршни, они совершают миллионы возвратно-поступательных движений. В результате происходит износ по наружной поверхности. Уплотнение достигается использованием компрессионных и маслосъемных колец, изготавливаемых из ковкого чугуна. Канавки, в которые устанавливают кольца, изнашиваются.
- Нагрузку от поршней получают шатуны. Они опираются на поршневые пальцы и шатунные шейки. В зоне контакта происходит износ. Увеличивается зазор в пальцах и шатунных шейках.
- Коленчатый вал устанавливается на опоры, после совершения нескольких десятков миллионов оборотов изнашиваются коренные шейки. Зазоры увеличиваются. Моторное масло перестает поступать к шатунам и вытекает через неплотности снова в картер.

1 – распределительный вал; 2 – поршень; 3 – цилиндр; 4 – коренная шейка коленчатого вала; 5 – шатунная шейка коленчатого вала.
Многие детали заменяются довольно легко. Производители ДВС, кроме базовых деталей, производят еще дополнительную партию комплектующих, изготовленных с ремонтными размерами:
- На место изношенных поршней устанавливают новые.
- На хонинговальных станках выполняется полировка внутренней поверхности цилиндров, восстанавливается форма. Внимание! Некоторые производители поступают проще, они комплектуют моторы новыми съемными цилиндрами. Остается только приобрести рем-комплект, и заменить поршневую группу.
- Заменяют поршневые пальцы, предварительно растачивают посадочные отверстия в головке шатунов.
- Шлифуют шатунные и коренные шейки коленчатого вала. У большинства производителей предусмотрены по 3…4 ремонтных размера вкладышей. Поэтому реальный моторесурс может быть продлен в 3…4 раза по сравнению с базовым.
После проведения всех операций собирают двигатель. Ставят его на родной автомобиль.
Схема диагностики коленвала:

Как отремонтировать коленчатый вал двигателя?
Коленчатый вал устанавливается на станок. С помощью индикаторных головок выполняют диагностику. Проводят анализ биения поверхностей и величину износа:

Большинство производителей предусматривает возможность шлифовки шеек вала на ремонтные размеры. Обычно они отличаются от номинального значения по 0,25…0,50 мм. После переточки под новое значение устанавливают новые вкладыши. Именно они компенсируют изменение параметра на новое. Для шлифовки используют комбинации станков: токарный и центрово-шлифовальный.
На поверхности видны следы износа:

- На токарный станок в центрах устанавливают коленчатый вал. Возможны две установки: в главном центре вала или центрование по шатунам.
- Потом производится проверка биения. Здесь используют индикаторные головки.
- После уточнения реальных размеров производится уточнение возможных размеров после шлифования.
- Включается станок, подается смазывающая охлаждающая жидкость (СОЖ). Выполняется процесс. Все однотипные шейки шлифуют на свой размер.
- После выполнения работы проверяют значения. Если получен ожидаемый результат, заказ отдается заказчику.
Читайте также: Сальник первичного вала пежо 307 мкпп
Коленчатый вал после проведения шлифовки поверхностей:


Возможный вариант полировки поверхностей шеек коленвала:

Наплавка электрической дугой
Когда износ выходит за допустимые значения, то восстановить одной шлифовкой невозможно. Нужно восстановить изначальный диаметр, а только потом приступать к проточкам и шлифовальным работам.
Самый простой способ заключается в наплавке. Используют специальные электроды, изготовленные из легированных сталей. После наплавки получают наплавленный слой высокой твердости.

При выполнении этой операции стремятся выполнить несколько основных требований.
- Нужно отрегулировать процесс так, чтобы основной металл, расположенный на шейках, проплавлялся минимально. Здесь возможны варианты изменения наклона электрода. Его позиционируют в разных направлениях.
- При наплавлении поверхностный слой должен минимально перемешиваться с телом детали. Тогда не произойдет перегрев, который может привести к деформации коленвала и нарушению его геометрии.
- При проведении наплавки сразу после завершения наплавления слоя на определенной шейке нужно оперативно охладить деталь. Поэтому производственный цикл может иметь высокую продолжительность, требуется частое охлаждение изделия.
- Выполняя наплавку, необходимо минимизировать толщину наплавляемого слоя. Последующая обработка механическими приспособлениями обязана быть минимальной. Поэтому сварочное оборудование наносит слой, измеряемый долями миллиметра.
Технология наплавки на поверхность детали:

Несколько ремонтных предприятий, разбросанных по стране, производят восстановление коленчатых валов и других деталей методом наплавки. Особенно актуальна подобная работа для импортных автомобилей, у которых возникают трудности с приобретением ремонтных комплектов запасных частей (у некоторых подобные опции не предусмотрены вообще, изготовитель предусматривает полную замену ДВС).
Наплавка в среде флюса
Наплавку проводят под защитой флюса. Это порошкообразная среда, которая ограничивает попадание воздуха в зону образования дуги. Флюс расплавляется и образует плотную корку. После наплавки и остывания металла эту корку сбивают и приступают к шлифовальным и полировальным работам.
Схема процесса наплавки под слоем флюса:

Наплавка в среде защитного газа
При использовании электродов защита зоны сварки происходит за счет расплавления обмазки. Покрытие образует слой, который затем нужно сбивать.

Схема процесса дуговой сварки в среде инертных газов:
1 – электрод; 2 – присадочная проволока; 3 – изделие; 4 – сварной шов; 5 – дуга; 6 – поток защитного газа; 7 – горелка.
Получение наплавленного шва более высокого качества достигается наплавлением проволоки в среде защитного газа. Для удаления кислорода из зоны сварки используют углекислый газ, аргон или газовую смесь, в которой аргон составляет 80 %, а остальную представляет углекислота.
При наплавлении стараются перемещать наплавляемый слой по спирали. Специальные приспособления на станке организуют подачу проволоки в автоматическом режиме. Для этого применяют ходовой винт, он согласует перемещение подающей головки в соответствии с вращением вала на станке.
Наплавка напылением
Перспективным способом восстановления коленчатых валов является напыление на поверхность шеек окислов титана. Напыление выполняется порошком, имеющим размер гранул, измеряемый микронами.
Создается разность потенциалов, в результате которой формируется стабильный процесс притяжения между частицами порошка и телом восстанавливаемой детали. Чтобы увеличить интенсивность процесса создается струя, в которой разность потенциалов достигает десятки тысяч Вольт. Попутно происходит разогрев струи, температура повышается до 4000…6000 ⁰С. Длительность процесса составляет всего несколько долей секунды. Поток порошка направляется на поверхность. Между частицами и телом детали возникает диффузия. Частичка припаивается к поверхности.
Газопламенное напыление окиси титана:

Электроискровое напыление порошка
При плазменном напылении происходит заметный нагрев детали. Чтобы не перегревать весь коленвал, предусматривают иной способ организации припайки частиц. Подаваемый порошок прикатывается роликом.
Между роликом и деталью создается разность потенциалов. Она небольшая, здесь важна сила тока. Она достигает десятков Ампер. В результате в зоне контакта температура увеличивается до 1900…2200 ⁰С. При таких значениях между частицами и порошком образуется прочная диффузионная связь. Теперь покрытие будет удерживаться довольно прочно.
На практике проверено, что получаемая поверхность не представляет идеальное зеркало. При рассмотрении под микроскопом видны небольшие точки. Оказывается, свободное пространство заполняется смазкой. В результате происходит влажный контакт между сопрягаемыми поверхностями.
Установка для электроискрового напыления:

Детонационное напыление
Самым перспективным способом восстановления параметров коленвала считается детонационное напыление. В этом процессе разгон потока порошка из бункера накопителя до поверхности происходит за счет энергии взрыва, произведенного внутри газового потока.
Используется детонационная пушка. У нее присутствует с одного конца охлаждаемый водой ствол. Его заполняет газовая смесь, которая при достижении нужной концентрации может взорваться.
В результате взрыва в ограниченном пространстве возникает струя, скорость которой 1000…1200 м/с. При соударении с твердой поверхностью в результате удара в зоне контакта температура повышается до 2000…2200 ⁰С. Происходит мгновенное разогревание зоны контакта, частица образует с телом жесткую связь. Ее крайне трудно разрушить механическим путем. Микросварка соединяет разнородные порошок и стальную поверхность.
Детонационное напыление твердых порошков:

После «выстрела» производится продувка ствола негорючим газом. Поток попадает не только на ствол, он направляется в зону сварки, охлаждает ее до 20…30 ⁰С. Затем возобновляется процесс. Происходит очередной выстрел. Еще определенное количество порошка подается на наплавку.
Этот способ наплавки (напыления) превосходит по своим параметрам любой другой вариант.
В настоящее время по заказу заинтересованных предприятий может быть спроектировано и изготовлено индивидуальное высокотехнологичное оборудование. Конечно, цена на него может быть достаточно высокой. Высокое качество восстанавливаемых деталей позволит окупить капиталовложения.
Видео: восстановление коленвала.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала