
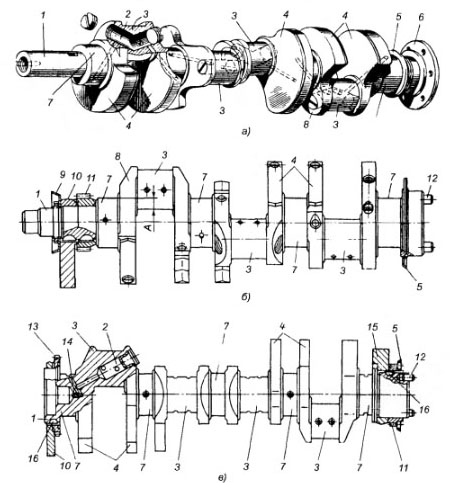
При ремонте коленчатых валов необходимо обеспечить следующие основные требования:
- Малое биение вспомогательных поверхностей (сальники, хвостовик, торцы) относительно коренных шеек (менее 0,02-0,03 мм)
- Минимальную эллипсность шеек (менее 0,005 мм)
- Галтели на краях шеек с радиусом не менее того, который был у нового вала.
- Параллельность осей шатунных и коренных шеек (не параллельность не более 0,1мм на 1 м).
- Уравновешенность коленчатого вала после ремонта.
- Одинаковый радиус кривошипа на всех шатунных шейках.
- Общую ось шатунных шеек, расположенных попарно(отсутствие скручивания вала).
- Восстановлен (до исходного размера) рабочий зазор
- Восстановлено взаимное расположение рабочих и вспомогательных поверхностей
- Восстановлено качество рабочих поверхностей
Первые шесть требований являются строго обязательными и определяют качество ремонта и ресурс коленчатого вала и всего двигателя в целом. Шестое и седьмое требования являются желательными, и их выполнение дополнительно обеспечивает плавность работы двигателя из-за равномерной работы всех цилиндров.
Основными способами ремонта валов являются:
- Шлифование опорных шеек в ремонтный (уменьшенный) размер — применяется для валов с равномерно изношенной поверхностью при наличии вкладышей (втулок) подшипников увеличенной толщины
- Правка с последующим шлифованием шеек в ремонтный размер для деформированных и изношенных валов
- Наплавка или наварка (возможно с небольшим предварительным занижением размера шейки) с последующей правкой и шлифованием в ремонтный размер — для сильно изношенных и деформированных валов
- Аналогичен пункту З но шлифование производится в прежний размер шеек используется для вспомогательных и распределительных валов, где применяются, в основном только втулки подшипников стандартного размера
- Аналогичен пункту З но шлифование производится в размер, больший стандартного — применяется, в основном, для распределительных валов, устанавливаемых в изношенные или увеличенные в ремонтный размер опоры в головке блока цилиндров
- Правка без шлифования применяется для неизношенных валов, имеющих большую остаточную деформацию
- Напыление износостойкого покрытия
- Гальваническое наращивание (отслаивание, хромирование, никелирование)
- Постановка дополнительных ремонтных деталей
Пренебрежение хотя бы одним из указанных способов ведет к ускоренному износу и выходу из строя ,как самого вала, так и сопряженных с ним деталей. Например, увеличенный зазор дает шум или стуки при работе, уменьшенный приводит к задирам, и заклиниванию, а также появлению различных дефектов коленчатого вала. Искривление оси опорных рабочих поверхностей вала увеличивает нагрузки. Из-за несоостности рабочих и вспомогательных поверхностей ускоряется износ элементов привода вала (цепи, ремни, натяжители) а также нарушается герметичность уплотнений вала. Низкое качество отремонтированной поверхности большая шероховатость и пониженная твердость, которые ускоряют износ и вала и сопряженных с ним деталей.
Сравнение методов восстановления коленчатых валов
Проведем сравнительный анализ существующих методов восстановления коленчатого вала их достоинство и недостатки. Определим, оптимальный и более целесообразный метод восстановления коленчатого вала. Рассмотрим достоинство, и недостатки способов восстановления, с помощью которых поверхность коленчатого вала восстанавливается до номинального размера. Например, напыление износостойкого покрытия имеет низкую прочность сцепления напыляемого слоя с основой. Но при применении этого способа не происходит изменение структуры материала детали, не возникает коробление, не снижается усталостная прочность. При восстановлении поверхности коленчатого вала способом наплавки изменяется структура материала, возникает коробление, снижается усталостная прочность, что не происходит при напылении. Преимуществом наплавки является возможность легировать и улучшать свойство исходного материала, получать требуемую величину наносимого слоя. Суть наплавки заключена в переносе металла проволоки на восстанавливаемую деталь при горении электрической дуги. При восстановлении валов могут быть использованы: дуговая и вибродуговая наплавка, а также наплавка под слоем флюса. Дуговая наплавка проводится порошковой проволокой, содержащей легирующие добавки, обеспечивающие с одной стороны, высокие механические свойства покрытия (твердость и прочность сцепления), а с другой — защиту металла окисления при сварке. Основным недостатком этого способа является сильный нагрев и деформация вала. В то же время-это один из самых простых способов наплавки. Наплавка под слоем флюса значительно более сложная как по подготовке поверхности, так и по самой технологии наплавки. Слой флюса, образующийся на поверхности, препятствует окислению металла и выгоранию легирующих элементов, поэтому здесь можно применять, например, стальную высокоуглеродистую легированную проволоку, обеспечивающую высокие механические свойства покрытия. Однако сильный нагрев вала также является существенным недостатком данного способа, практически не позволяющим использовать его для валов двигателей легковых автомобилей. Устранить перегрев вала позволяет вибродуговая наплавка. В этом случае сварочное приспособление, подающее проволоку, имеет специальный механизм, создающий колебания сварочной проволоки. Перенос металла с проволоки на деталь осуществляется за счет чередования электрической дуги (нагрев) и короткого замыкания. Данный способ позволяет осуществить подачу охлаждающей жидкости в зону наплавки. Охлаждение существенно снижает температуру и деформацию вала.
Читайте также: В чем измеряется дисбаланс карданного вала
Практика восстановления различных валов двигателей легковых автомобилей показывает, что чем тоньше вал, т.е. меньше диаметры его шеек, тем более строгие требования к его перегреву.
Способ гальванического наращивания коленчатого вала
Способ гальванического наращивания славится своей высокой стоимостью реактивов, высокими требованиями к чистоте восстанавливаемой поверхности, вредности условий труда и загрязнению окружающей среды, но имеет возможность получать покрытие с различными свойствами(пористые, износостойкие, декоративные).В отличии от гальванического наращивания способ постановки дополнительных ремонтных деталей отличается своей дешевизной. При применении этого способа возникает необходимость тонкой разметки, проворачивание и отслаивание привариваемой ленты, изготовление специальной оснастки. В отличии от вышеперечисленных способов, способ металлизация обеспечивает высокую твердость напыляемого слоя. Однако, применяя металлизацию, необходимо учитывать, что нанесенный слой не повышает прочности детали. По этому применять металлизацию для восстановления деталей с ослабленным сечением не следует. Кроме этого необходимо знать, что сцепляемость напыляемого слоя с основным металлом недостаточно. Немаловажную роль при восстановлении коленчатого вала играют методы упрочнения. Как известно методы упрочнения можно разделить на классы: 1- с образованием пленок на поверхности; 2 класс-с изменением химического состава поверхностного слоя; 3 класс-с изменением структуры поверхностного слоя; 4 класс-с изменением энергетического запаса поверхностного слоя; 5 класс-с изменением шероховатости поверхностного слоя; 6 класс-с изменением структуры по всему объему металла. При изготовлении коленчатых валов двигателей транспортной техники широко используются способы упрочнения 2, 3, 6 класса. Недостатками способа второго класса является длительность процесса, вредность производства, высокая температура, поводка изделий и энергоемкость. Недостатком третьего класса является высокая стоимость и большие габариты оборудования, энергоемкость, вредность производства, снижения усталостной прочности изделия. Недостатком шестого класса является энергоемкость ,вредность производства, поводка изделия. Далее рассмотрим более подробно способы восстановления коленчатых валов.
Надежность автомобиля
Технология восстановления коленвала
Устройство коленчатого вала двигателя
В технологическом процессе предусматривается закалка шеек коленчатых валов ТВЧ в кольцевых индукторах. Сложность геометрии вала, наличие кривошипов и щек предопределяли необходимость изготовления индукторов из двух половин, которые после их установки на шейку вала замыкались. При такой конструкции индуктора очень трудно обеспечить необходимую равномерную ширину и глубину закаленного слоя из-за невозможности обеспечить хороший электрический контакт по всей площади разъема индуктора и магнитной асимметрии, вызванной различными массами щек по окружности шеек, которые соответственно создают различные магнитные сопротивления магнитному молю индуктора. Разъем индуктора и асимметрия магнитного поля вызывают неравномерную ширину и глубину закаленного слоя. И результате ширина закаленного слоя шеек нередко колеблется до 10—15 мм. Неравномерность нагрева в сочетании с неравномерностью охлаждения, обусловленной падением душевых струй В одни и те же точки на поверхности шеек, вызывает образование закалочных микротрещин, особенно при засорах нескольких рядом расположенных спрейерных отверстий на индукторе. Эти же причины усугубляют и образование закалочных микротрещин на кромках масляных каналов, которые значительно снижают усталостную прочность вала. Разработка и внедрение установок для закалки способом растушевки с вращением вала в значительной степени устранило неравномерность нагрева и охлаждения, ликвидировало условия для образования микротрещин, уменьшило неравномерность ширины закаленной зоны. Недостаток разъемных кольцевых индукторов — трудность регулирования интенсивности нагрева по длине шейки, невозможность регулирования температуры на отдельных ее элементах. Лучшее решение дало применение петлевых секторных индукторов, охватывающих часть окружности шейки вала. Такая конструкция индуктора, снабженного спрейерами, позволяет в широких пределах регулировать интенсивность нагрева на отдельных элементах шеек. Достигается это изменением соотношения его ширины и длины, сечения меди отдельных сторон петли, а также применением пакетов магнитопроводов.
Читайте также: Вибронаконечник 38 мм для гибкого вала
Ограничитель максимального вращения
коленчатого вала служит для.
Эти свойства петлевых секторных индукторов позволили устранить перегрев кромок масляных каналов и неравномерность их температуры, отказаться от их экранировки медными пробками, а также уменьшить неравномерность ширины слоя до 1 мм. Зазор между шейкой и индуктором поддерживается с помощью роликов или твердосплавных опор. Закалка шеек способом растушевки с применением односторонне расположенных петлевых индукторов, охватывающих часть поверхности при вращающейся детали, обеспечило равномерный нагрев по всей шейке, повысило качество коленчатых валов. Улучшение качественных показателей, определенных на опытных партиях коленчатых валов из сталей 50Г-СШ и 50ХФА, закаленных на установках с петлевыми индукторами, характеризуется практически полной ликвидацией микротрещин на кромках масляных каналов при аннулировании их экранировки, уменьшением дефектов на шейках в зоне разъема штампа в 4 раза, уменьшением шлифовочных микротрещин на шейках в 7 раз. Снижение различного рода микротрещин объясняется прежде всего уменьшением остаточных внутренних закалочных напряжений.
Способ растушевки позволяет калить шейки вала с выходом закаленного слоя на галтель. Таким способом закаливалась партия коленчатых валов из стали 50Г-СШ в нормализованном состоянии. Испытания показали, что предел их выносливости увеличивается до 60%. Однако при шлифовании шеек с закаленными галтелями, в связи с тяжелыми условиями работы абразивного круга наблюдаются прижоги и трещины, повышение шероховатости поверхности галтелей и торцов. Поэтому необходимы дальнейшие исследования и отработка технологии шлифования, в частности применение кругов прерывистого шлифования и т. д.
Выбор правильного способа охлаждения в процессе закалки определяет прокаливаемость и, следовательно, степень использования прочностных свойств металла, применяемого для данной детали. В связи с этим при переходе в изготовлении деталей углеродистых сталей к легированным необходимо тщательно исследовать, обеспечивается ли надлежащая прокаливаемость и нет ли резервов, которые можно реализовать улучшением процесса охлаждения при закалке. Улучшение процесса охлаждения определятся выбором не только рационального для данной детали способа, но и самой охлаждающей среды. Традиционные закалочные среды — вода и индустриальное масло во многих случаях не обеспечивают оптимальных скоростей охлаждения с целью получения оптимальных прочностных свойств деталей, определяемых прокаливаемостью, твердостью и величиной остаточных напряжений. Разница в охлаждающих свойствах масла и воды слишком велика, ее невозможно ликвидировать выбором способа охлаждения и регулированием интенсивности циркуляции закалочной среды. Правда, за последние годы этот недостаток устраняется применением водных растворов неорганических и химических веществ. Для поверхностной закалки с душевым охлаждением коленчатых валов и других деталей из легированных к и успешно используется созданная на ЯМЗ полимерная закалочная среда ЗСП-1. Физическая сущность регулирования скорости охлаждения в таких закалочных средах заключается в образовании вокруг нагретой детали слоя полимера, обладающего по сравнению с водой лучшими физико-химическими свойствами, обеспечивающими более мягкое, равномерное охлаждение и закалку без мягких пятен. Образуемая на поверхности закаливаемой детали пленка полимера по мере охлаждения частично вновь растворяется. Скорость охлаждения регулируется изменениями концентрации раствора. Особое значение полимерные закалочные среды имеют для расширения области применения поверхностей закалки ТВЧ деталей из легированных марок сталей, для которых нельзя применять воду вследствие трещинообразования.
Восстановление коленчатого вала.
Замена индустриального масла жидкостью ЗСП-1 при закалке коленчатых валов двенадцатицилиндровых двигателей из стали 60ХФА обеспечила повышение износостойкости за счет увеличения твердости после закалки с НRС 60—61 до НRС 63—64, а применение вращения вала при закалке шеек снизило величины коробления . Одновременно достигнуто снижение растягивающих остаточных напряжений при закалке, что проявилось в повышении изгибной усталостной прочности на 9% и крутильной усталости на 40%.
Закалка ТВЧ повышает твердость, а следовательно, и износостойкость шеек коленчатого вала. Однако при обычно применяемой технологии закаленная зона на шейках расположена на расстоянии 8-10 мм от щеек, а галтели, являясь концентраторами напряжений, остаются незакаленными. Поэтому усталостные разрушения в зоне галтелей — одна из причин поломок коленчатых валов.
С целью повышения усталостной прочности коленчатые валы шести- и восьмицилиндровых двигателей на ЯМЗ упрочняют методом пластического деформирования путем обкатки галтелей роликами. Упрочнение осуществляется на специальных полуавтоматических станках фирмы «Хегеншайдт», где одновременно обкатываются все галтели коренных и шатунных шеек за один цикл работы станка
По рекомендации фирмы упрочнение должно быть завершающей операцией технологического процесса и производиться на полностью обработанной детали. Такая технология и была заложена при создании специального станка. Однако уже при первом испытании станка выявилось, что большинство валов после операции обкатки получало деформации, выходящие за пределы допуска чертежа (после обкатки биение коренных шеек достигло на некоторых валах 0,2 мм при допуске 0,03 мм). Исследования, проведенные с целью установления влияния усилия и времени обкатки на величину и направление деформации, не выявили какой-либо закономерности. Это дало Основания считать, что избежать деформации детали не представляется возможным, так как полученные поводки являются следствием уплотнения наружных поверхностных слоев металла в зоне галтели. Устранение биения вала за счет введения правки исключалось, так как при этом возможно некоторое снижение усталостной прочности коленчатых валов. Известны методы, когда упрочнение галтелей производится перед окончательным шлифованием шеек, для чего галтели поднутряются в тело вала, и окончательное шлифование шеек выполняется после упрочнения галтелей. Однако такая технология требовала перестройки процесса и введения дополнительных специальных высокоточных станков для протачивания поднутренных галтелей. С целью использования имеющегося оборудования поточной линии разработан технологический процесс, предусматривающий поднутрение галтелей только на коренных шейках, одновременную обкатку всех коренных и шатунных шеек с последующим окончательным шлифованием только коренных шеек.
Восстановление коленчатого вала.
Принципиальное отличие данной технологии заключается в том, что профилирование поднутренных галтелей производится не токарной обработкой, а шлифованием одновременно с предварительным шлифованием коренных шеек. Технологический маршрут обработки шеек вала, включающий подготовительные (перед обкаткой) и завершающие операции по изготовлению вала, имеет следующие операции:
1 — предварительное шлифование торцов коренных шеек;
2 — получистовое шлифование коренных шеек С одновременным профилированием поднутренных галтелей;
3 — чистовое шлифование шатунных шеек и галтелей;
4 — шлифование хвостовика переднего конца вала под фальшгалтель и стяжной хомут;
6 — окончательное шлифование коренных шеек;
7 — суперфиниширование и полирование коренных и шатунных шеек.