
3 Применяемые способы восстановления коленчатого вала
Основной дефект коленчатых валов — износ коренных и шатунных шеек. Износ шеек устраняют шлифованием их под ремонтный размер. Для шлифования валов служат станки ЗА423 или ЗВ423. Шейки вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16. 60 мкм, твердостью СМ2, CI, С2, СТ1 и СТ2. При восстановлении коленчатых валов перешлифовкой под ремонтный размер шеек практически невозможно обеспечить их 100%-й ресурс, и он уменьшается тем больше, чем больше номер ремонтного размера. Это объясняется тем, что твердость закаленных ТВЧ шеек уменьшается от поверхности по сечению вала и при шлифовании удаляется наиболее твердый слой. Некоторые ремонтные предприятия для обеспечения высокой износостойкости и ресурса валов после перешлифовки шеек выполняют их закалку ТВЧ, лазерное упрочнение и др.
Коренные и шатунные шейки, вышедшие за ремонтные размеры, восстанавливают наращиванием различными методами: наплавкой (под флюсом, плазменной, в среде защитных газов, широкослойной и др.); гальваническими покрытиями (железнением, хромированием); металлизацией; напеканием порошков; электроконтактной приваркой ленты; приваркой или приклеиванием полуколец; пластинированием и др.
Более 85 % объема восстановления шеек коленчатых валов выполняют наплавочными способами и прежде всего наплавляют под слоем флюса. При этом можно выделить следующие основные варианты технологических процессов: наплавка без термической обработки; наплавка с последующей термической обработкой; термическая обработка, наплавка, термическая обработка; наплавка, упрочнение.
Наиболее распространенной считают наплавку пружинной проволокой второго класса под слоем легированного флюса, представляющего собой смесь, состоящую из плавленного флюса АН-348А (93,2 %), феррохрома (2,2 %), графита (2,3 %) и жидкого стекла (2,5 %). Этот метод резко снижает усталостную прочность наплавленных коленчатых валов из-за наличия огромного количества трещин.
Разработана наиболее прогрессивная технология наплавки изношенных коленчатых валов. Она предусматривает наплавку шеек валов проволокой Нп-30ХГСА под флюсом АН-348А с последующей механической обработкой и полным повторным циклом термической обработки (нормализация и закалка ТВЧ). Эта технология требует специального термического оборудования и целесообразна при большой производственной программе восстановления.
Для восстановления шеек валов используют электроконтактную припайку стальной ленты из стали 50ХФА, дуговую металлизацию порошковой проволокой ПП-ОМ-2.
Коленчатые валы некоторых двигателей (типа ЗМЗ и др.) изготавливают из высокопрочного магниевого чугуна ВЧ50 и ВЧ45. Их износостойкость и усталостная прочность примерно одинаковы с соответствующими показателями валов, выполненных из стали 45, но себестоимость получения заготовок отливкой в 2,0. 2,5 раза ниже получения поковок. В то же время чугун относится к трудно-свариваемым материалам. Поэтому рассмотренные выше способы наплавки не дают хороших результатов при восстановлении чугунных валов.
Для восстановления чугунных коленчатых валов применяют следующие способы дуговой наплавки: по стальной оболочке; двухслойную наплавку; наплавку с последующей нормализацией; наплавку проволокой Нп-15 СТЮЦА под слоем флюса АН-348А; широкослойную наплавку малоуглеродистой проволокой марки 08А с добавлением в зону горения дуги ферромагнитной шихты и др.
При восстановлении валов дуговой наплавкой усталостная прочность валов достигает 80 % новых, но процесс сложен и трудоемок.
При двухслойной наплавке оболочкой служит первый наплавленный слой, который получают с помощью малоуглеродистой порошковой проволоки под слоем
флюса АН-348А. Второй слой наплавляют как бы по стальной поверхности обычными методами. Однако усталостная прочность таких валов составляет всего около 70 % новых. Наплавку с последующей нормализацией применяют для восстановления чугунных коленчатых валов двигателя ЗМЗ-53, которые разрушаются из-за усталости после наплавки по шатунным шейкам. При нормализации твердость наплавленных шатунных шеек уменьшается до HRC 25. 30, снижаются внутренние напряжения, и в итоге усталостная прочность повышается до 85 % уровня новых валов. Некоторое снижение износостойкости шатунных шеек компенсируется ее запасом по сравнению с коренными шейками. К перспективным и эффективным способам восстановления стальных и чугунных коленчатых валов относится плазменная наплавка. Рекомендуют комбинированный способ наплавки, предусматривающий одновременную подачу проволоки и порошка. При восстановлении коленчатых валов, изготовленных из стали 45 (СМД-14, А-41 и др.), шейки наплавляют композицией проволока Св-08МХ или Св-08Г2С (85 %) + порошок ПГ-СР4 (15 %), а галтели — той же композицией, но в соотношении 75 и 25 %. Валы из стали 50Г (ЯМЗ-238НБ и др.) наплавляют проволокой Св-15ГСТЮЦА (75. 80 %) и порошком ПГ-СР4 или ПГ-СРЗ (20. 25%). При восстановлении чугунных валов применяют проволоку Св-15ГСТЮЦА (70%) и порошок ПР-Н70Х17 СЧР4 (30 %).
Читайте также: В новом компрессоре кондиционера есть масло или нет
Для восстановления чугунных коленчатых валов разработано и внедрено два способа: постановка полуколец и пластинирование. Предел выносливости методом постановкой полуколец коленчатого вала такой же, как и нового (рисунок 1.3). Метод восстановления шеек валов пластинированием заключается в установке с последующим механическим креплением на шейках валов стальной холоднокатаной термообработанной полированной ленты, изготовленной из пружинистой стали типа 65Г (рисунок 1.2).
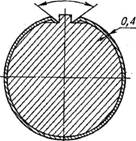
Рисунок 1.2 — Схема восстановления шеек коленчатого вала пластинированием
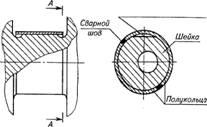
Рисунок 1.3 — Схема восстановления шеек коленчатого вала двигателя ЗМЗ-53 приваркой стальных полуколец
При использовании данного метода можно существенно упростить технологический процесс и оснастку для восстановления валов, полностью исключить сварочно-термическое воздействие на вал, отказаться от шлифования и полирования восстановленных валов, в 4. 5 раз сократить расход металла и в 3 раза повысить производительность процесса по сравнению с наплавкой. Метод успешно апробирован при восстановлении чугунных валов двигателей ЗМЗ-53 и ЗМЗ-24.
Ремонт валов

Валы и оси могут иметь в результате эксплуатации следующие дефекты: износ и задиры посадочных шеек под подшипники; износ и смятие рабочих поверхностей, шпоночных канавок, шлицев, резьбы и т.п.; погнутость и скручивание вала; трещины и изломы. Существуют различные способы ремонта валов и осей, которые зависят от вида дефекта детали.
Перед началом ремонта вала следует проверить состояние центровых отверстий на торцах и при необходимости восстановить их точением на токарном станке.
Скрученность вала более 0,25° на длине 1000 мм считается недопустимым и вал выбраковывается. Валы, оси и цилиндрические гладкие толкатели с дефектами в виде трещин, отколов, выкрашивания, больших задиров также выбраковываются.
Восстановление и правка валов
Прогиб вала или оси устраняют правкой в холодном состоянии или с нагревом. Валы диаметром до 60-80 мм с прогибом до 6-8 мм на 1000 мм длины правят в холодном состоянии с применением винтовых скоб либо под прессом. Валы большого диаметра и с большим прогибом правят в нагретом состоянии (Т=500-650°C). При прогибе вала до 2-4 мм на длине 1000 мм возможна правка способом местного наклепа. Незначительные прогнутости обточенных валов (0,1-0,2 мм на 1000 мм длины) устраняют шлифованием. После правки для снятия внутренних напряжений вал подвергают термической обработке (нагреву до Т=400-450°C с последующей выдержкой в печи при этой температуре в течении 0,5-1 часа).
Посадочные шейки валов восстанавливают до номинальных размеров путем наращивания наплавкой, металлизацией, электролитическим покрытием, полимерами, способами пластического деформирования, точением на ремонтный размер и напрессовкой втулки.
Наиболее распространен метод восстановления размеров шеек вала наплавкой слоя металла. Наплавка в большинстве случаев выполняется по винтовой линии. Не жесткие валы наплавляются продольно, реже наплавка ведется крест-накрест. После наплавки вал очищают от шлака, правят и подвергают термической обработке. Затем вал точится и шлифуется до номинального размера.
Читайте также: Шланг компрессора паз вектор next высокотемперат армир c40r13 3506228
При восстановлении шейки вала напрессовкой втулки необходимо предварительно обточить вал так, чтобы толщина стенок втулки была не менее 3 мм.
Шлицевые поверхности валов могут иметь износ, смятие и выкрашивание рабочих поверхностей. Шлицевую часть вала диаметром более 80 мм наплавляют ручной или автоматической наплавкой продольными валиками. Для уменьшения деформаций вала наплавку ведут крест-накрест. Шлицевые поверхности с шириной шлиц до 5 мм чаще заваривают сплошь.
При незначительном износе по ширине (0,1-0,2 мм) шлицы валов восстанавливают раздачей шлицев или электроискровым наращиванием боковых поверхностей с последующим их шлифованием. В отдельных случаях сильно изношенную шлицевую часть вала отрезают, приваривают новый конец заготовки с большим диаметром, обтачивают и нарезают новые шлицы методом обкатки. При любом способе ремонта окончательные размеры шлицев получают механической обработкой.
Шпоночные пазы валов могут иметь такие же неисправности, как и шлицы. Шпоночный паз при износе менее 15% его ширины можно расширить под ремонтный размер фрезерованием. Если геометрическая форма шпоночного паза не восстанавливается фрезерованием, то фрезеруют новый паз, смещенный на 90-120° по отношению к поврежденному, а старый заваривают. На валах крупных размеров изношенный паз заваривают с одной стороны, а затем фрезеруют с противоположной стороны.
Резьба. При незначительном смятии витков и наличии заусенцев, резьбы исправляют прогонкой плашкой на токарном станке или слесарной обработкой вручную. При значительном износе профиля резьбы или при срыве витков резьбовую часть наплавляют с последующей механической обработкой шеек вала резанием и нарезанием новой резьбы номинального размера. В отдельных случаях старую резьбу срезают и на этом месте нарезается резьба меньшего диаметра.
О разных способах восстановления посадочного места на валу или наплавка против напыления
В этой статье я постараюсь выяснить, каким способом наиболее эффективно можно восстановить поврежденную шейку вала. Под «шейкой» я в данном случае подразумеваю любую посадочную поверхность на валу: под подшипник качения, под баббитовый подшипник или приводной цилиндрический или конический конец вала под муфту со шпоночными пазами.
Рассмотрим три наиболее распространенных варианта восстановления поверхности шейки: 1) изготовление втулки и последующая посадка с натягом, 2) электродуговая наплавка, 3) газотермическое напыление.
Изготовление втулки.
Преимущества: весь технологический процесс может осуществить токарь, и не нужно привлекать других специалистов.
Недостатки: очень трудоемкий способ, ограничен выбор материала для восстановления, невозможно восстановить шейку, имеющую меньший диаметр, чем соседние шейки (например, шейки коленвала), невозможно восстановить шейку со шпоночными пазами.
Электродуговая наплавка.
Преимущества: покрытие монолитно связано с основой, есть выбор различных по свойствам наплавочных материалов.
Недостатки: при восстановлении незначительных износов (что чаще всего бывает) основная часть наплавленного металла (50 – 80%) уходит в стружку при последующей механической обработке, вал при дуговой наплавке из-за интенсивного нагрева деформируется (без деформаций можно наплавить только конец вала). Валы обычно изготавливаются из углеродистых сталей (35, 40, 40Х и т. п. ), которые при наплавке закаливаются, что может привести к трещинообразованию в зонах, прилегающих к наплавке. Необходима сопутствующая наплавке термообработка (как минимум – предварительный подогрев).
Газотермическое напыление.
Преимущества: полное и принципиальное отсутствие термических структурных превращений и тепловых деформаций в детали вследствие низких температур нагрева при данной технологии восстановления (не выше 250 град С); наличие открытых микропор в покрытии благоприятно влияет на условия работы пар трения, так как в порах постоянно удерживается незначительное количество смазки.
Недостатки: из-за слабой адгезии с поверхностью детали напыленное покрытие может работать только на сжатие, и если по условиям работы на поверхности могут возникать большие сдвиговые нагрузки, то не стоит эту поверхность восстанавливать напылением.
Читайте также: Автомобильный компрессор autovirazh av 010580 ac580 tornado

Предлагаю взвесить обозначенные «за» и «против» трех методов применительно, например, к восстановлению цилиндрического приводного конца вала из стали 35Х в термообработанном состоянии с номинальным диаметром 150 мм и длиной 150 мм, имеющего шпоночный паз. К моменту ремонта диаметр составляет минимум 149,5 мм. На этот конец может насаживаться муфта или шкив. На мой взгляд, довольно распространенный случай.
Наличие шпоночного паза, как Вы понимаете, исключает возможность установки втулки, и поэтому этот крайне нетехнологичный способ мы рассматривать не будем.
Рассчитаем затраты на электродуговую наплавку.
Наплавлять будем дешевыми отечественными электродами НИИ-48Г с коэффициентом использования 0,58 и производительностью наплавки 1,9 кг/ч (данные АО «Спецэлектрод» Москва). Среднюю толщину наплавленного слоя примем равной 3 мм. На это нам понадобится 2,9 кг электродов (1 102,00 рубля без НДС) и 1,53 часа чистого времени горения дуги (без учета времени на кантование изделия, замену электродов и прочее).
Рассчитаем затраты на газопламенное порошковое напыление.
Производительность метода – 3,2 кг/час. Напылять будем слой 1 мм на сторону. Этого будет вполне достаточно для припуска на механическую обработку, так как напыление осуществляется в токарном станке с равномерной подачей горелки, и мы получим одинаковую толщину напыленного слоя по всей восстанавливаемой поверхности. Для этого нам понадобится 0,6 кг порошка (1 314,94 рубля без НДС) и 0,19 часа чистого времени напыления. Здесь нужно учесть, что нет необходимости прерывать процесс напыления на всякого рода вспомогательные операции.
Также, прошу обратить внимание на последующую механическую обработку, объем которой при наплавке существенно выше (сравните 2 мм и 0,5 мм припуска на радиус) и практика показывает, что токарю при обдирке бугристой наплавленной поверхности, содержащей остатки шлаковой корки, приходится не один раз останавливаться для заправки затупившегося резца.
Рассмотрим риски.
При дуговой наплавке вала из стали 35Х необходим предварительный подогрев примерно до 250 град С, для того чтобы избежать образования хрупких структур и, как следствие, трещин в металле, граничащем с наплавкой. Если данное требование проигнорировать, восстановленный конец вала может при работе под нагрузкой отломиться по краю наплавленной зоны.
Также в процессе наплавки можно чрезмерно перегреть конец вала и тем самым отпустить сталь, понизив ее прочность.
При напылении же нет риска изменения структуры основного материала, так как температура изделия не превышает 200 град С в течение всего процесса.
Резюме.
1. Напыление годится для восстановления любых посадочных мест на валах, где не нужно передавать большой вращающий момент через контакт с поверхностью.
2. Процесс напыления имеет затраты на материалы, соизмеримые с затратами на отечественные наплавочные электроды и при этом на порядок меньшие (примерно в 10 раз) затраты рабочего времени.
3. Напыление – безопасный метод, так как не разупрочняет восстанавливаемую деталь.
4. Напыление – удобный метод, так как для восстановления вал нужно один раз установить в токарный станок, и по завершении процедуры один раз снять с него уже готовый вал.
Выводы данной статьи, конечно же, не стоит безоговорочно применять ко всем случаям восстановления, но доля правды во всем вышесказанном, уверен, есть. Если Вы в чем-то не согласны с автором, прошу Вас связаться со мной и указать мне на мои ошибки.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала