
Ротор. При работе ротор компрессора испытывает сложные напряжения от действия центробежных сил, динамических нагрузок со стороны потока рабочей среды и температурных деформаций.
При ревизии ротора выполняются следующие операции:
1) проверка на загрязнение, коррозию и эрозию с последующей очисткой;
2) выявление всевозможных повреждений, трещин и т.п.;
3) проверка плотности посадки деталей ротора, состояния шеек и поверхности упорного диска;
4) проверка шеек вала на овальность и конусность;
5) проверка рабочей поверхности упорного диска на биение и плоскостность;
6) проверка ротора на динамическую балансировку с последующей проверкой вибрации работающего компрессора.
После очистки ротора от различных отложений на рабочих колесах и в лабиринтах уплотнений, а также от следов коррозии выявляются всевозможные трещины в деталях ротора. Особенно тщательно проверяются галтели, места изменения профиля дисков колес, сечения, ослабленные отверстиями, шпоночными пазами, места около заклепочных головок на дисках и т.п. При текущем ремонте проверка осуществляется визуально, при капитальном ремонте – методом цветной дефектоскопии.
Образующиеся на валу и на рабочих колесах трещины имеют усталостный характер. Они возникают вследствие повышенных динамических нагрузок, неудовлетворительной сборки узла упорного подшипника, коррозии и других факторов. Детали с трещинами подлежат выбраковке. Царапины и задиры зачищаются и шлифуются до нижнего предела допуска. Шейки валов протачиваются, а затем шлифуются. Уменьшение диаметра шеек возможно не более 3,0% от номинальной величины. Риски и шероховатости на шейках вала ротора зачищаются мелкозернистым наждачным полотном с последующей полировкой пастой ГОИ. Шероховатость поверхности шеек ротора должна быть не ниже девятого класса.
Овальность и конусность шеек вала ротора замеряются с помощью микрометрической скобы. Предельно допустимая величина выбирается в зависимости от диаметра шейки. Для диаметра шейки до 100 мм овальность и конусность 0,015 мм, для диаметра свыше 100 мм овальность и конусность 0,020 мм.
При проверке на биение ротор укладывается на опорные подшипники. Для устранения осевого смещения используется упорный подшипник. Проверка осуществляется индикатором через 300 – 500 мм. Сечения выбираются у шеек вала, концевых уплотнений, между рабочими колесами, по окружности полумуфт и упорного диска. Результаты проверки оформляются в виде графика. Обнаруженный прогиб вала ротора выправляется на месте или в механической мастерской на токарном станке.
При ремонте ротора довольно часто приходится снимать, а затем насаживать на вал рабочие колеса, упорные диски и полумуфты. Снятие и посадка деталей осуществляются после нагревания их с помощью газовых горелок до 200 – 250 ºС. Величина осевого биения колес, насаженных на вал, не должна превышать 0,3 – 0,5 мм.
Основные зазоры между ступицами или втулками рабочих колес, дистанционными и закладочными кольцами должны составлять 0,10 – 0,25 мм.
Обнаруженные риски и шероховатости на рабочей поверхности упорного диска удаляются шлифованием пастой ГОИ с помощью чугунных притиров.
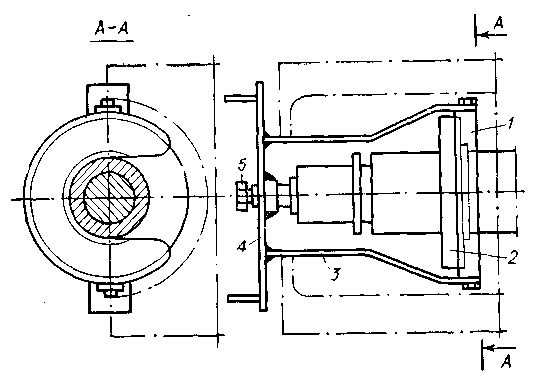
Рисунок – Приспособление для шлифовки упорного диска
1 – притир; 2 – упорный диск; 3 – тяга; 4 – планка; 5 – нажимной болт.
Шлифовка проводится сначала грубой, а затем средней и тонкой пастами. Шероховатость поверхности упорного диска должна быть не ниже девятого класса.
Рабочая поверхность упорного диска проверяется на биение с помощью двух индикаторов. Индикаторы закрепляются на плоскости разъема корпуса подшипника около диска. Диск разделяется на восемь равных частей. Измерительные лапки индикаторов устанавливаются на проверяемой плоскости в 10 – 15 мм от обода диска. Ротор медленно поворачивается. Записываются показания индикаторов одновременно для двух точек, расположенных на одном диаметре. Проверка на биение проводится не менее двух раз при смещении планок индикаторов на 5 – 10 мм к центру диска. Допустимая величина биения плоскости диска должна быть не более 0,02 мм.
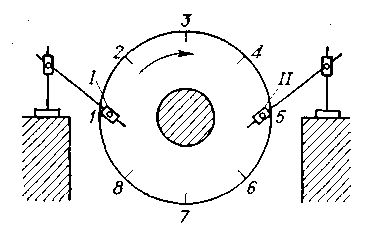
Рисунок – Схема проверки упорного диска на биение двумя индикаторами
Проверка геометрии рабочей плоскости упорного диска осуществляется с помощью контрольной линейки и щупа. Незначительные отклонения величины биения диска и его геометрии от норм исправляются шабровкой и шлифованием на месте.
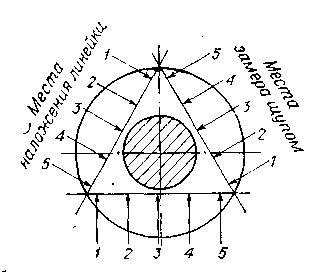
Рисунок – Проверка плоскости упорного диска
После ремонта ротора проводится его динамическая балансировка.
Опорные и упорные подшипники. Опорные подшипники воспринимают и передают корпусу вес ротора и динамические переменные усилия от его вибрации. Подшипники фиксируют радиальное положение ротора относительно корпуса. В процессе работы изнашиваются вкладыши подшипника. Возможно также подплавление баббитовой заливки вкладышей. При проверке этих подшипников проводятся те же работы, что и при осмотре коренных подшипников поршневых компрессоров.
Зазоры в подшипниках проверяют после остывания шеек вала и зачистки баббита в местах натиров. Верхние зазоры вкладышей определяются при помощи штихмасса и микрометра. При необходимости проверка верхнего зазора во вкладышах подшипников осуществляется по свинцовым оттискам, без выемки ротора. Свинцовые проволоки диаметром 1,0 – 1,5 мм и длиной 30 – 50 мм укладываются на шейку вала и на поверхность разъема нижнего вкладыша.
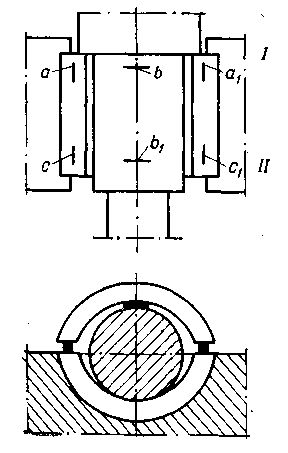
Рисунок – Расположение свинцовых проволок при проверке верхнего зазора
а, а1, b, b1, с, c1 – толщины свинцовых проволок;
Зазор между верхним вкладышем и шейкой вала должен быть равен 0,001 – 0,002 диаметра шейки вала. Боковой зазор должен составлять 0,7 – 0,9 верхнего зазора.
Положение шейки вала проверяется контрольной скобой. При этом скоба устанавливается на одно и то же место разъема. Изменение величины зазора между скобой и валом при настоящем и предыдущем ремонтах дает степень износа баббитового слоя подшипника и просадку шейки вала ротора.
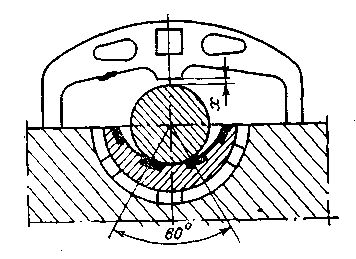
Рисунок – Скоба для проверки износа баббитового слоя нижнего вкладыша
х – зазор между скобой и валом.
Натяг между вкладышем и крышкой подшипника проверяется с помощью штихмасса и микрометра либо по свинцовым оттискам.
При обнаружении неустранимых дефектов в виде выкрашивания, отставания баббитового слоя, увеличенных зазоров вкладыши нужно перезаливать или заменить новыми.
Упорный или опорно-упорный подшипник, воспринимающий осевое давление от ротора и фиксирующий его положение относительно неподвижных деталей проточной части и лабиринтных уплотнений, может выходить из строя вследствие аварийной вибрации, повышения осевого давления и недостаточной смазки.
При осмотре таких подшипников следует проверить:
1) величину разбега ротора;
2) состояние рабочих и установочных колодок;
3) качество приработки рабочих колодок;
4)состояние опорного вкладыша и величину натяга крышки комбинированного подшипника;
Читайте также: Можно ли продать ps4 компрессором
5) плотность прилегания опорных поверхностей узла к корпусу подшипника и его крышке.
Осевой разбег в упорном подшипнике равен 0,25 – 0,35 мм. Предельно допустимая величина не должна превышать 0,45 мм.
Устранение разбега ротора осуществляется изменением толщины установочных колодок или протачиванием баббитового слоя рабочих колодок. Поверхность колодок не должна иметь рисок, трещин и выкрашиваний. Баббитовый слой должен плотно прилегать к телу колодки. Со стороны входа масла каждая колодка может иметь небольшой радиус закругления на кромке.
Лабиринтные уплотнения. При ремонте турбокомпрессора проверяется состояние лабиринтных уплотнений, а также радиальных и осевых зазоров. Уплотнения очищаются от отложений и промываются. Выкрошившиеся гребни заменяются новыми. Смятые гребни выправляются и заостряются. Гребни с ослабленной посадкой уплотняются в пазах в зависимости от способа крепления.
Размеры осевых зазоров регулируются изменением толщины дистанционных прокладок упорного подшипника. Проверяются осевые зазоры между дисками рабочих колес и неподвижными элементами корпуса. После центровки ротора проводится окончательная проверка зазоров в лабиринтных уплотнениях.
Корпус. При работе корпус турбокомпрессора испытывает сложные напряжения в результате вибрации, температурных деформаций, колебаний внутреннего давления газа и т.п. При этом возможно появление трещин, коробление, коррозия и эрозия. После остановки компрессора на ремонт проводится очистка корпуса от загрязнений, а затем проверка состояния корпуса, опор и плоскости горизонтального разъема.
Незначительные трещины, не влияющие на прочность корпуса, засверливаются по концам, отверстия засверловки глушатся гужонами, а сами трещины уплотняются накладками на мастике.
Диафрагмы. При осмотре диафрагм (обратных направляющих аппаратов и диффузоров) встречаются следующие неисправности: задиры от задевания ротором, коррозия и эрозия, ослабление крепления в корпусе, повреждение лопатки от попадания постороннего предмета. Повреждения лопаток в виде загибов, вмятин и поломок устраняются различными способами в зависимости от конструкции и материала. Задиры зачищаются. Загибы и вмятины выправляются с помощью оправок, изготовленных по профилю канала.
При установке новых диафрагм проверяются температурные зазоры, а также совпадение разъемов диафрагм и корпуса. Далее осуществляется центровка диафрагм относительно ротора.
Техническое обслуживание и основы ремонта компрессоров
Нормальная эксплуатация компрессорных установок зависит от организации технического обслуживания и ремонта составляющего оборудование, которое помимо контроля за его техническим состоянием включает в себя систему ППР. Эта система предусматривает: ежедневный уход, осмотр и устранение мелких дефектов при эксплуатации; плановые остановы для профилактических мероприятий, поддерживающих работоспособность установки, в том числе технические осмотры (ревизии) и текущий ремонт; останов для капитального ремонта, при котором восстанавливают все технико-экономические показатели установки.
Технический осмотр (ревизия) — плановый останов компрессора для проверки состояния ходовых частей и узлов креплений, устранения неисправностей и удаления дефектных деталей без значительной разборки и длительного перерыва в работе установки.
Текущий ремонт проводят в установленные по плану сроки. Он включает в себя обязательное устранение неисправностей, выявленных при работе установки, и выполнение работ по техническому уходу, предусмотренных инструкцией по обслуживанию.
Периодичность текущих ремонтов зависит от габаритов, параметров, конструктивных особенностей установки, от числа отработанных часов и правильности эксплуатации.
При капитальном ремонте разбирают все основные части установки, заменяют подшипники коленчатого вала(ротора), калибруют шейки валов, проверяют узлы и подвижные соединения, детали, а также выполняют другие работы для восстановления исходных, паспортных значений параметров и надежной работы установки до очередного планового ремонта.
При дефектации осматривают работающую установку, обращая внимание на стуки, вибрацию и течи, состояние фундамента, устойчивость на нем корпуса и др. Результаты обследования записывают в дефектовочную ведомость в следующем порядке: наименование узлов и деталей, их основные размеры и материал; число деталей в том числе годных без ремонта и с ремонтом, негодных и отсутствующих; выявленные дефекты и результаты измерений; способ устранения дефектов. По дефектовочной ведомости определяют трудовые затраты и стоимость ремонтных работ.
При обследовании и дефектации деталей компрессоров применяют следующие методы проверки.
Общее состояние определяют при внешнем осмотре (позволяет выявить наружные трещины, задиры, следы выкрашивания антифрикционного слоя, срыв резьбы, очаги коррозии и т.п.) и измерении размеров ( позволяет обнаружить отклонение от круглости цилиндрических деталей – овальности, огранку – или отклонение их профиля продольного сечения – конусообразность, бочкообразность ).
Скрытые дефекты определяют с помощью ультразвуковой, магнитной, люминесцентной и цветовой дефектоскопии или рентгенографии.
Раму, корпус, цилиндры, направляющие проверяют, определяя щупом плотность прилегания опорных и стыкующих поверхностей. При осмотре выявляют задиры, трещины, раковины, очаги коррозии на рабочих поверхностях цилиндров, направляющих и на фланцах корпусов. Микрометрическим нутрометром измеряют диаметры цилиндров в начале и конце хода поршня и в одном – двух промежуточных поясах. Измерения выполняют в направлениях, взаимно перпендикулярных к оси вала. Нутромером также определяют диаметры направляющих в начале и конце хода крейцкопфа перпендикулярно к оси, поворачивая нутромер вправо и влево, насколько позволяет поверхность направляющих.
Вкладыши подшипников. Толщины стенки вкладыша с баббитовой заливкой проверяют микрометром в плоскости разъема и перпендикулярно к ней. По разности значений определяют износ слоя баббита. При осмотре выявляют следы выкрашивания и трещины в баббите по звуку легким простукиванием тыльной части вкладыша молотком массой 0,5 кг – отставание заливки.
Коленчатый вал. При частичной разборке у вскрытых шеек при использовании лупы проверяют наличие царапин, забоин, трещин. Размеры всех шеек шатунов измеряют микрометром в трех сечениях (поясах) – у переходов к галтелям и в средней части в двух взаимно перпендикулярных положениях по окружности. Определяют износ по диаметру, выявляют овальность, конусо или бочкообразность. Так же проверяют коренные шейки валов после демонтажа. При положении коленчатого вала в подшипниках измеряют биения коренных шеек и расхождение щек кривошипов.

Поршни и поршневые кольца. Выявляют трещины на наружной поверхности поршня, проверяют затяжку гаек, закрепляющей поршень на штоке, износ канавок для установки поршневых колец, а так же износ самих колец. Допустимый износ не более 30 % начальной радиальной толщины. Тепловой зазор в замке не должен превышать 20 мм.
Сальниковые уплотнения. В поршневых машинах эти уплотнения заменяют при износе уплотнительных поверхностей, превышающим 30% от номинальной толщины, или при их попытках.
Крейцкопфы и штока. До разборки измеряют биение штока в пределах хода поршня. Отклонение от округлости и отклонение профиля продольного сечения (в пределах рабочей части) не должны превышать 0,15 мм. На крейцкопфе выявляют трещины, проверяют состояние разборных соединений и отверстия для установки пальца, определяют износ баббитовой заливки, наличие регулировочных подкладок у башмаков, измеряют зазоры между верхним башмаком и направляющей.
Читайте также: Запчасти для компрессора агрессор agr 160
Клапаны и гнезда клапанов. В клапанах проверяют состояние уплотнительных поясков седла и пластин, определяют деформацию пружин (в кольцевых клапанах), наличие нагара и загрязнений (в прямоточных клапанах). В камерах устанавливают наличие нагара и плотность посадки клапанов.
Смазочные системы. Щупом определяют зазоры в зубчатом зацеплении и уплотнении смазочного насоса, отсутствие свободного хода в приводе.
Фундамент. Выявляют трещины. Устанавливают места, площадь и глубину проникновения масла в бетон. Определяют плотность примыкания к фундаменту рамы или корпуса При отставании по периметру более 50% раму или корпус демонтируют. После исправления фундамента их снова устанавливают и заливают бетонной смесью. При затяжке фундаментных болтов возможную деформацию рамы (корпуса) контролируют с помощью уровня. Деформация не должна превышать 0.05 мм/м.
Ремонт поршневых компрессоров.
Рама (картер, станина) является базой компрессора, которая воспринимает усилия от кривошипно – шатунного механизма: усилия от давления газа в цилиндрах, от сил инерции движущихся и вращающихся частей, крутящих моментов и сил трения.
В процессе эксплуатации компрессора могут появится следующие дефекты рам:
Изменение положения рамы из-за неравномерной осадки фундамента;
Изменение геометрии той или иной части рамы под влиянием остаточных литейных напряжений;
Отставание подошвы рамы от фундамента вследствие неудовлетворительно выполненной подливки, попадания масла под опорную часть рамы, разрушения подлитой части фундамента, ослабления крепления к фундаменту;
Появление изломов и трещин на отдельных участках рамы в результате неравномерной или неправильной затяжки фундаментных болтов.
Ремонт рамы и других базовых деталей сводится к очистке, устранению неглубоких сколов, замене некоторых шпилек. Трещины устраняют со срывом рамы с фундамента.
Ремонт коленчатого вала.
К основным дефектам вала относятся:
- Износ трущихся поверхностей коренных и мотылевых шеек (овальность, бочкообразность, конусность, несоосность шеек вала);
- Задиры на шейках вала;
- Разработка шпоночных канавок;
- Появление трещин на шейках или на щеках вала, подрезы галтелей;
- Изгиб вала в результате работы компрессора с неправильно уложенным валом.
Проверку валов на усталостные трещины производят главным образом в местах, опасных с точки зрения концентрации напряжений (галтели, кромки смазочных каналов, кромки шпоночных пазов и пр.). Валы и противовесы, у которых обнаружены трещины, подлежат замене.
Осмотр состояния поверхностей шеек производят визуально. Диаметр шеек замеряет микрометрической скобой. Овальность и конусность коренных и шатунных шеек определяется обмером каждой шейки в трех поясах: в среднем и двух крайних на расстоянии 5-10 мм от галтели, в двух плоскостях: вертикальной и горизонтальной.
При проверке на краску допускается наличие «лысин» шириной до 10% диаметра шейки и длиной до 30% длины шейки при условии, что «лысины» расположены в разных плоскостях (рис.)
Суммарная площадь отдельных «лысин» (включая и мелкие) не должна превышать 30% всей площади цилиндрической части данной шейки.
Допускаемые дефекты шеек вала (рис.)
При ревизии подшипников скольжения вала (рис.) проверяют:
1. расхождение щек коленчатого вала;
2. зазоры у боковых вкладышей и под верхним вкладышем;
3. зазоры у торцов фиксирующего подшипника;
4. прилегание поверхности вкладышей к шейкам вала;
5. баббитовую заливку подшипников;
6. прилегание тыльной стороны вкладышей к постелям;
7. прилегание регулировочных клиньев к вкладышам.
Выявленные дефекты устраняются.
Виды подшипников (рис.)
Ремонт цилиндровой группы. Цилиндры. Основные виды ремонтных работ – растачивание цилиндров или цилиндровых втулок, если их износ не превышает допустимый; замена цилиндровых втулок, поврежденных шпилек и смазочных штуцеров; устранение образовавшегося уступа на зеркале цилиндра, забоин и царапин; очистка водяных полостей от грязи и накипи.
Ремонту предшествует измерение износа рабочих поверхностей (зеркала), проверка наличия усталостных трещин и гидравлическое испытание.
Повышенная выработка рабочей поверхности у цилиндров или втулок может происходить по следующим причинам:
- Нерациональный подбор трущихся поверхностей цилиндра и поршневых колец по твердости;
- Некачественное выполнение при монтаже соосности цилиндра и рамы компрессора;
- Плохое качество смазки, в результате чего могут появится на зеркале цилиндра задиры;
- Тепловые перенапряжения, которые могут вызвать коробление цилиндров, появление трещин;
- Наличие абразивных частиц (пыли) в сжиженном газе, которые приводят к появлению рисок и задиров на трущихся поверхностях цилиндров.
Определение величины выработки рабочей поверхности зеркала цилиндра или цилиндровой втулки производится путем замера с помощью микрометрического штихмаса или индикаторного нутромера (рис. ) их диаметров по трем сечениям – среднему и двум крайним. В каждом сечении производится два замера во взаимно перпендикулярных плоскостях.
Замер диаметра цилиндра индикаторным нутромером (рис.)
Цилиндры или цилиндровые втулки должны быть заменены при наличии на них трещин.
Гидравлическое испытание цилиндра на прочность и плотность производят путем поочередного испытания полостей.
Величина пробного давления при гидравлическом испытании цилиндров на прочность определяется заводом изготовителем, а при отсутствии таких указаний должна быть:
- Газовой полости – 1,5 Р;
- Полости водяной рубашки при свободном сливе воды – 0,3 Мпа;
- Полости водяной рубашки при закрытом сливе воды – 1,5 Рв, где Р – рабочее давление в цилиндре;
- Рв – рабочее давление воды.
Цилиндр и полости для воды находятся под пробным давлением в течение 10 мин, после чего давление снижается до рабочего, при котором производится осмотр. Результаты испытаний считаются удовлетворительными, если не обнаружено падения давления по манометру, запотевания, признаков течи, остаточных деформаций. Проверку производят по всем доступным для осмотра местам.
Ремонт шатунов и шатунных болтов. Основные дефекты, возникающие при эксплуатации шатуна: прогиб и скручивание стержня, трещины, износ вкладышей подшипника большой головки и втулки малой головки. Для устранения прогиба шатун правят под прессом или домкратом без нагрева или с подогревом в зависимости от размера (стрелы) прогиба.
Шатунные болты заменяют при наличии усталостных трещин, сорванной резьбы, механических повреждений поверхности, растяжения, изгиба и скручивания стержня, значительной коррозии. Их наружные дефекты выявляют при осмотре, используя лупу с пятикратным увеличением, а скрытые дефекты обнаруживают магнитной или ультразвуковой дефектоскопией, а также смачиванием керосином и водным раствором мела. Особое внимание уделяют состоянию галтелей у головок болтов и впадин резьбы. С помощью резьбомера проверяют профиль резьбы. Дефекты, если они не влияют на основные размеры, устраняют шаберами, надфилями, личными напильниками. Затем поверхность тщательно шлифуют. При обнаружении трещин болты заменяют, причем следует заменять одновременно оба болта головки, чтобы новые болты были изготовлены из металла одной партии.
Читайте также: Коленвал для компрессора fubag
Определение остаточного удлинения шатунного болта производится с помощью микрометра. Для этого на концах головки каждого шатунного болта и его нарезной части высверливают торцевой фрезой площадки, как показано для примера на (рис. ).
При получении шатунных болтов от завода – изготовителя следует проверить наличие клейма ОТК и соответствие их размеров по чертежу, а так же произвести тщательный осмотр болта.
Схема измерения остаточного удлинения шатунного болта микрометром (рис.)
Схемы измерения остаточного удлинения шатунного болта микрометрической скобой с индикатором (рис.)
Ремонт крейцкопфа. Корпус крейцкопфа и детали соединения со штоком заменяют при обнаружении усталостных трещин, возникающих чаще всего в местах концентрации напряжений – в галтелях и у буртов. Другие дефекты (отсутствие галтели, царапины, вмятины) устраняют опиливанием и шабрением, галтели шлифуют. При ремонте по следам краски проверяют плотность прилегания опорных поверхностей муфты к бурту корпуса и гайке.
Необходимость ремонта башмаков крейцкопфа определяется состоянием их баббитового слоя. Их перезаливают при толщине слоя менее 1.5…2.0 мм, появлении поверхностных трещин, отслоении баббита от тела башмака.
Прилегание рабочих башмаков крейцкопфов к направляющим должно быть равномерным и при проверке на краску составлять на каждом квартале 25/25 мм не менее 6 пятен касания, при этом общая площадь прилегания должна быть не менее 60% проверяемой поверхности, а прилегание нерабочих башмаков – не менее 4 пятен касания на квадрате 25/25 мм.Баббитовая заливка башмаков по концам должна иметь клиновые скосы (рис. ), маслопроводные пазы не должны доходить до ее краев.
Скосы и пазы для охлаждения на башмаках крейцкопфа (рис.)
Ремонт поршневой группы. При ремонте штоков устраняют царапины и задиры на рабочей поверхности, следы изнашивания, местный и общий прогиб. При трещинах, повреждения и срыве резьбы шток заменяют.
Следы изнашивания, царапины, задиры, учитывая цементацию поверхности штока, устраняют шлифованием и полированием. При значительном износе штока его номинальный диаметр восстанавливают хромированием и наплавкой с последующими протачиванием и шлифованием. Забоины и слой наклепанного металла на опорных буртах устраняют шабрением и притиркой по посадочным поверхностям поршня.
С целью выявления усталостных трещин резьбы проверяют одним из методов дефектоскопии (цветной, магнитной, ультразвуковой и др.). Плотность посадки поршня на шток определяют пробной подтяжкой гайки.
Поршни в результате длинной эксплуатации изнашиваются по наружному диаметру (возникает овальность), расширяются и углубляются канавки для установки поршневых колец, а в тронковых (бескрейцкопфных) компрессорах увеличивается диаметр отверстия для поршневого пальца. При увеличении зазора между поршнем и цилиндром сверх допустимого значения поршень заменяют новым выполненным по рабочему диаметру цилиндра (втулки) после растачивания.
Износ канавок для установки поршневых колец измеряют специально изготовленными проходным и непроходным калибрами или штангенциркулем с ценой деления 0.05 мм. Допускается протачивание канавок каждого кольца. Поршни бракуют при превышении номинальных размеров канавок на 20%, а также при наличии трещин и сколов, ослаблении литейных заглушек, выпадении стопорных шпилек.
Поршневые кольца заменяют при каждом капитальном ремонте, так как при эксплуатации они изнашиваются, выкрашиваются их уплотнительные поверхности, уменьшается упругость, происходят поломки. Срок службы поршневых колец связан с давлением ри нагнетания в цилиндре.
Задиры на поверхности и заусенцы по кромкам годных поршневых колец сшабривают и зашлифовывают. При износе более 30% начальной радиальной толщины кольца заменяют. Зазор dр (рис. ) проверяют щупом по всей окружности кольца, введенного в канавку поршня. При недостаточном зазоре кольцо дополнительно шлифуют или пришабривают по следам краски. При чрезмерном зазоре кольцо заменяют. Кольца с короблением также бракуют, так как их правка не допускается, а шабрение длительно и неэффективно.
Форма замка поршневых колец (рис.)
Клапаны всасывания и нагнетания. Срок службы клапана зависит от конструкции и материала деталей, качества обработки, вида и степени очистки газа, условий эксплуатации. В компрессорах, в которых применяют самодействующие клапаны (рис. ), всасывающие клапаны ступеней 1, 2 сжатия и нагнетательные ступени 1 заменяют при каждом капитальном ремонте. Нагнетательные клапаны ступени 2 и все клапаны последующих ступеней заменяют при текущих ремонтах. Необходимость досрочной замены определяют при ревизиях. Прямоточные клапаны заменяют также при каждом капитальном ремонте. Нагар, отложения на пластинах и седлах появляются при сжатии загрязненного газа, несущего смолы и твердые частицы. Клапаны промывают в керосине, дизельном топливе и СМС.
При отсутствии износа клапаны вновь пускают в работу. Деформации кольцевых пластин и повреждения поверхностей уплотнения пластин и седел клапанов в результате попадания посторонних частиц или разрушения поршневого кольца, пружин, упоров клапана и стягивающих болтов при циклическом нагружении требуют замены клапана.
Кольцевой, дисковой, полосовой и прямоточный клапаны (рис.)
Ремонт вкладышей подшипников. Для толстостенных вкладышей, залитых баббитом, ремонт состоит из их перезаливки (в паре или раздельно), растачивания и пригонки по шейкам. Тонкостенные вкладыши с баббитовой заливкой толщиной 0.7…1.0 мм заменяют новыми, выполненными в соответствии с измененными размерами шеек. Бронзовые вкладыши и втулки, не залитые баббитом ремонтируют наплавкой изношенной поверхности специальными (медными с оболочкой) электродами, а затем растачиванием и подгонкой. При утонении стенки более чем на 50% незаливаемые подшипники и втулки заменяют. Толстостенные вкладыши перезаливают при износе баббитового слоя более чем на 50% или обнаружении отставания, следов выкрашивания, растрескивания этого слоя более чем на 15% площади вкладыша.
Ревизия и ремонт маслосистемы должны производится в следующие сроки:
1. приемная сетка маслонасоса и лубрикатора и его резервуар должны очищаться при каждом текущем ремонте;
2. чистку маслосборника, масляного фильтра – холодильника, рамы и продувку маслопроводов производят при каждой замене масла;
3. ревизия маслонасоса и лубрикатора и проверка их работоспособности, ревизия обратных масляных и перепускных клапанов и чистка масляного холодильника и змеевиков маслосборника со стороны воды и со стороны масла производятся при среднем ремонте;
4. при капитальном ремонте производится полная ревизия маслосистемы с промывкой маслопроводов растворителей.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала