
Блок цилиндров компрессора. Блок изготовлен из серого чугуна СЧ 18-36 (ГОСТ 1418—54). Твердость — НВ 170—229. Основные дефекты блока приведены в табл. 73.
Трещины на рубашке охлаждения блока цилиндров компрессора целесообразно ремонтировать газовой сваркой. Перед сваркой накер-нивают и засверливают концы трещины сверлом 0 4 мм. Трещину расфасовывают по всей длине под углом 90—120е на толщину стенки, используя для этой цели пневматическую зачистную машинку типа ШР2 со шлифовальным кругом ПП 100 X 10 X 20 К4 № 125-80СТК. Для сварки применяют горелку ГС-53 с наконечником№3 и присадочный пруток из серого чугуна марки Б(ГОСТ 2671—44) 0 3 мм или пруток из серого чугуна с содержанием 2,5% кремния. В качестве флюса применяют буру безводную (№2В4О7). После сварки блоки компрессора выдерживают в томильной яме с электроподогревом и горячим песком до остывания и зачищают место сварки заподлицо с основным металлом.
Сварочный шов должен быть плотным, без непроваров, пористости, раковин, шлаковых включений. После ремонта блока проверяют плоскость прилегания головки. При проверке на плите щуп 0,05 мм не должен проходить. При превышении коробления блок шлифуют на плоскошлифовальном станке ЗБ-71М с магнитной плитой по плоскости прилегания головки и плоскости крепления блока к картеру до устранения коробления. При этом высота блока цилиндров должна быть не менее 91,6 мм.
Пробоины и трещины на стенках рубашки охлаждения блока компрессора заделывают эпоксидной смолой так же, как и на блоке цилиндров двигателя.

При сколах ушков фланца крепления блока к картеру зачищают место облома под углом 45—60о под наплавку и вскрывают отверстие со сколом. Разделку выполняют машинкой ШР2 с использованием шлифовального круга ПП 100 X 10 X 20 К4 № 125-80 СТК- Горелкой ГС-53 с наконечником № 4 наплавляют обломанное место ушков фланца до прежнего контура с припуском на торце 1,0—1,5 мм.
После сварки плоскость фланца зачищают заподлицо с основным металлом, а контур фланца — по шаблону. По кондуктору сверлят отверстие диаметром 10,5 мм в месте старого наплавленного отверстия и шлифуют на плоскошлифовальном станке с магнитной плитой плоскость прилегания фланца к картеру компрессора до устранения коробления. При этом высота блока должна быть не менее 91,6 мм.
Изношенные цилиндры расстачивают под ремонтные размеры: первый размер 60,4+0,03жж,, второй—60,8+0,03мм. Для расточки мож-
но применять вертикально-расточный станок с установленным в головку резцом 12 X 12 мм с пластинкой ВК8, или токарный станок 1К.-62 с приспособлением для расточки цилиндров. Далее зенкуют фаску 1 X 15о со стороны крепления головки блока и фаску 4 х 15е со стороны крепления блока цилиндров к картеру. Расточенные последовательно цилиндры хонингуют предварительно и окончательно на хонинговальном станке с чистотой поверхности 9.
Овальность и конусность цилиндров после окончательной обработки допускаются не более 0,03 мм. Больший диаметр конуса допускается в нижней части цилиндра. Оси цилиндров должны быть перпендикулярны к плоскости, сопрягающейся с картером компрессора. Допустимое отклонение должно быть не более 0,03 мм на длине 100 мм.
При задирах или износах цилиндров, выходящих за пределы ремонтных размеров, цилиндры компрессора гильзуют. На вертикально-расточном или токарном станке цилиндры растачивают под гильзу до диаметра 64,0+0,03 мм. Гильзы в отверстия блока можно запрессовать под гидравлическим прессом ГАРО типа 208. Гильзованные цилиндры растачивают и хонингуют под номинальный диаметр 60,0+0,03 мм, соблюдая технические условия на обработку.
Читайте также: Компрессор сд 9 101 технические характеристики
Риски и задиры на рабочей поверхности седла впускного клапана устраняют притиркой, выдерживая чистоту поверхности Ю и неплоскостность не более 0,02 мм. При расстоянии от привалочной плоскости блока до торца седла более 3,7 мм заменяют седло, предварительно проверив отверстие под седло. Диаметр отверстия должен быть в пределах 17+0,02 мм. При износе отверстия во втулке плунжера ее заменяют на новую.
Поврежденную резьбу М8 кл.2 в отверстиях под болты или шпильки крепления головки блока восстанавливают постановкой ввертыша. Отверстие с дефектной резьбой рассверливают до диаметра 10,1 мм на глубину 18 мм и зенкуют фаску 1 X 45. В рассверленном отверстии нарезают резьбу М12 кл.2 на глубину 15 мм, ввертывают ввертыш и рас-кернивают в двух противоположных точках. В отверстии ввертыша нарезают резьбу М8 кл.2.
Коленчатый вал компрессора. Изготовлен из стали 45. Шатунные шейки закалены на твердость НRС 52—62. Остальные поверхности имеют твердость НВ 179—229. Основные дефекты коленчатого вала приведены в табл. 74.
Перед ремонтом коленчатого вала исправляют центровые фаски и проверяют погнутость вала. Биение коренных шеек, шейки под шкив и шейки под маслосгонную резьбу не должно превышать 0,05 мм. При большем биении вал правят гидравлическим прессом.
Изношенные коренные шейки можно восстанавливать хромированием или осталиванием. Перед хромированием шейки шлифуют на круглошлифовальном станке 3153М шлифовальным кругом ПП300х20х75Э № 20-2561-6М2К. Шейки хромируют до диаметра 35,10 мм и окончательно шлифуют до диаметра 35+0,02+0,03 мм. При износах больше
Компрессор ЗИЛ 130, начала о нём и его приводе (+ .
27 ноя 2011 . вкладыши на зил, как и на камаз, есть трех размеров: стандарт и два
ремонтных 03 и 06. Так же и кольца: стандарт 60,0 ремонт 60,4 .
http://www.chipmaker.ru/topic/72219/page__st__60

диаметра 34,У мм шейки коленчатого вала осталивают или восстанавливают вибродуговой наплавкой.
Изношенные шатунные шейки перешлифовывают под ремонтные размеры: первый размер 28,2-0,021 мм, второй размер 27,9-0,021 мм.
Шатунные шейки коленчатого вала компрессора при износах, превышающих ремонтные размеры, осталивают или наплавляют с последующей обработкой под номинальный размер.
Овальность и конусность коренных шеек допускается не более 0,01 мм, а образующие шатунных шеек должны быть параллельны осям коренных шеек с точностью 0,02 мм на всей длине.
Шероховатость поверхности коренных и шатунных шеек должна быть соответственно 7 и 8б.
Изношенное отверстие под уплотнитель задней крышки картера восстанавливают постановкой втулки. Отверстие растачивают на токарном станке 1Б61 до диаметра 29+0,045 мм на глубину 18 мм. В расточенное отверстие ручным прессом ГАРО 274 запрессовывают ремонтную втулку. В запрессованной втулке подрезают торец заподлицо с основным металлом, растачивают отверстие до диаметра 25+0,033 мм и снимают центровую фаску 3 X 30о.
Изношенную конусную шейку под шкив протачивают на конус 1 : 8 до размера малого диаметра конуса 19-0,2 мм, а затем наплавляют в среде углекислого газа вибродуговым способом либо способом ручной дуговой сварки. Сварку ручным способом выполняют электродом ОММ5 0 3 мм при постоянном токе силой 100—140 а. Наплавленная конусная поверхность должна иметь размер больше номинального на 2—2,5 мм на сторону. Наплавленную шейку протачивают на конус 1 : 8 предварительно и окончательно под номинальный размер и на горизонтально-фрезерном станке 6М-80Г фрезеруют фрезой диаметром 19+2+1,5 мм сегментную шпоночную канавку шириной 5-0,010-0055 мм и глубиной 5,6+0,16 мм, выдерживая размер 11 мм.
При износе шпоночного паза его заваривают и фрезеруют новый паз номинального размера.
Поврежденную резьбу под гайку крепления подшипника зачищают до металлического блеска, не стачивая резьбу, наплавляют шейку с поврежденной резьбой до диаметра 35,8 мм на вибродуговой установке ВНИИАТ или КУМА-5М без жидкостного охлаждения.
Читайте также: Обслуживание компрессора замена масла
Техническая характеристика режимов наплавки
Скорость вращения детали, об/мин 6
Наплавленную шейку обтачивают до диаметра 33-0,08-0,25 мм на длине 14 мм, снимают фаску 2,5 X 45°, протачивают канавку шириной 3 мм до диаметра 30 мм и нарезают резьбу МЗЗ х 1,5 кл. 2. По оставшемуся шпоночному пазу на шейке подшипника фрезеруют шпоночный паз на резьбовой шейке.
При срыве или износе резьбы М14 х 1,5 под гайку крепления шкива резьбовой конец протачивают до диаметра 11-0,2 мм, устанавливают заглушку в отверстие под шплинт и заваривают проточенную шейку до диаметра 17 мм электродом ОММ503 мм при постоянном токе 100—140 а. Наплавленную шейку протачивают до ди14Го;24 мм и нарезают резьбу М14 X 1,5 кл. 2. Перед нарезанием резьбы высверливают алюминиевую заглушку и восстанавливают отверстие 03,5 мм под шплинт.
Зил 130 —Ремонт деталей механизмов тормозов
Компрессор МАЗ
Техническое обслуживание компрессора МАЗ
Ежедневно проверять натяжение ремня привода компрессора. Ремень должен быть натянут так, чтобы при нажатии посредине короткой ветви ремня силой 3 кГ прогиб его был равен 5—8 мм. Если ремень прогибается больше или меньше указанной величины, то отрегулировать его натяжение, так как уменьшенное или завышенное натяжение может привести к преждевременному износу ремня.
Порядок регулировки следующий:
- ослабить гайку крепления оси шкива натяжного устройства и гайку болта-натяжителя;
- вращая болт-натяжитель по часовой стрелке, отрегулировать натяжение ремня;
- затянуть гайки крепления оси болта-натяжителя.
От надежности уплотнения подводящего масляного канала в задней крышке компрессора зависит общий расход масла компрессором. Поэтому периодически через 10 000—12 000 км пробега автомобиля снимать заднюю крышку и проверять надежность уплотнения.
При необходимости детали уплотнительного устройства промыть в дизельном топливе и тщательно очистить от закоксовавшегося масла.
Через 40 000—50 000 км пробега снять головку компрессора, очистить от нагара поршни, клапаны, седла, пружины и воздушные каналы, снять и продуть всасывающий шланг. Одновременно проверить состояние разгрузочного устройства и герметичность клапанов. Не обеспечивающие герметичность изношенные клапаны притереть к седлам, а если это не удается, заменить их новыми. Новые клапаны следует также притереть.
При проверке разгрузочного устройства обращать внимание на перемещение плунжеров в гнездах, которые без заеданий должны возвращаться в исходное положение под действием пружин. Требуется также проверять герметичность соединения плунжера с гнездом. Причиной недостаточной герметичности может являться изношенное резиновое кольцо плунжера, которое в этом случае заменить новым.
При проверке и замене колец головку компрессора не снимать, а снять патрубок подвода воздуха, вынуть коромысло и пружину. Плунжер из гнезда достают проволочным крючком, который вводят в отверстие диаметром 2,5 мм, имеющееся в торце плунжера, или же подводят воздух в горизонтальный канал разгрузочного устройства.
Перед установкой на место плунжеры смазать смазкой ЦИАТИМ-201, ГОСТ 6267-59.
Полный слив воды из головки и блока цилиндров компрессора обеспечивается через вентильный краник, который расположен на угольнике отвода воды из компрессора. При появлении в компрессоре стуков в результате увеличения зазора между подшипниками шатунов и шейками коленчатого вала заменить вкладыши шатунов компрессора.
Если компрессор не обеспечивает необходимого давления в системе, проверить прежде всего состояние трубопроводов и их соединений, а также герметичность клапанов и регулятора давления. Герметичность проверяют на слух или, если утечка воздуха небольшая, при помощи мыльной воды. Вероятными причинами утечек воздуха могут быть негерметичность диафрагмы, что будет проявляться через резьбовые соединения верхнего корпуса или через отверстие в нижнем корпусе, если нарушена герметичность клапана. Негерметичные детали заменить.
Читайте также: Стенд для испытания автомобильных компрессоров
Устройство компрессора МАЗ
Компрессор (рис. 102) — поршневой двухцилиндровый, приводится в действие клиновидным ремнем от шкива вентилятора. Головка цилиндров и картер прикреплены к блоку цилиндров шпильками, а картер к двигателю болтами. В средней части блока цилиндров имеется полость, в которой расположено разгрузочное устройство компрессора.
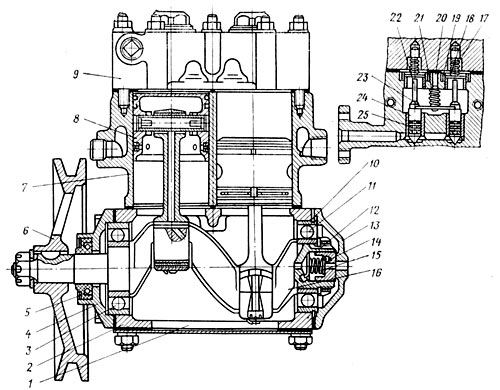
1 — транспортная заглушка картера компрессора; 2 — картер компрессора; 3 и 11 — подшипники; 4 — передняя крышка компрессора; 5 — сальник; 6 — шкив; 7 — блок цилиндров компрессора; 8 — поршень с шатуном; 9 — головка цилиндров компрессора; 10 — стопорное кольцо; 12 — упорная гайка; 13 — задняя крышка картера компрессора; 14 — уплотнитель; 15 — пружина уплотнителя; 16 — коленчатый вал; 17 — пружина впускного клапана; 18 — впускной клапан; 19 — направляющая впускного клапана; 20 — направляющая пружина коромысла; 21 — пружина коромысла; 22 — шток впускного клапана; 23 — коромысло; 24 — плунжер; 25 — уплотнительное кольцо
Система смазки компрессора смешанная. Масло подводится под давлением от масляной магистрали двигателя к шатунным подшипникам. Стекающее из подшипников шатуна масло разбрызгивается, превращается в масляный туман и смазывает зеркало цилиндра.
Жидкость для охлаждения компрессора поступает по трубопроводу из системы охлаждения двигателя в блок цилиндров, оттуда в головку и отводится во всасывающую полость водяного насоса.
Поступающий в компрессор воздух попадает под пластинчатые впускные клапаны 18, расположенные в блоке цилиндров. Впускные клапаны размещаются в направляющих 19, которые ограничивают их боковое смещение. Сверху клапаны поджимаются к седлу пружиной впускного клапана. Перемещение клапана вверх ограничивается направляющим стержнем пружины.
Когда поршень движется вниз, над ним в цилиндре создается разрежение. Канал сообщает надпоршневое пространство с полостью над впускным клапаном. Поэтому поступающий в компрессор воздух преодолевает силу пружины 17 впускного клапана, приподнимает его и устремляется в цилиндр за поршнем. При движении поршня вверх воздух сжимается, преодолевая силу пружины нагнетательного клапана, отрывает его от седла и в образовавшиеся щели поступает из головки по трубопроводам в пневматическую систему автомобиля.
Разгрузка компрессора осуществляется методом перепуска воздуха через открывающиеся впускные клапаны следующим образом.
При достижении в пневматической системе максимального давления 7—7,5 кГ/см2 срабатывает регулятор давления, пропускающий при этом сжатый воздух в горизонтальный канал разгрузочного устройства.
Под воздействием повышенного давления плунжеры 24 вместе со штоками 22 приподнимаются, преодолевая давление пружин впускных клапанов, и коромысла 23 отрывают одновременно от седла оба впускных клапана. В образовавшиеся щели через каналы воздух проходит из цилиндра в цилиндр, в связи с чем поступление сжатого воздуха в пневматическую систему автомобиля прекращается.
После снижения давления воздуха в системе понижается его давление в горизонтальном канале, сообщенном с регулятором давления, плунжеры и штоки разгрузочного устройства под воздействием пружин опускаются, впускные клапаны садятся на свои седла и вновь повторяется процесс нагнетания воздуха в пневмосистему.
Большую часть времени компрессор работает без нагрузки, перекачивая воздух из одного цилиндра в другой. Нагнетание воздуха в пневмосистему происходит только при падении давления ниже 6,5—6,8 кГ/см2. Этим достигается ограничение давления в пневмосистеме и уменьшаются износы деталей компрессора.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала