
Зубчатые колеса, или шестерни (более правильно так называть меньшее из двух зубчатых колес) подвергают объемной и поверхностной закалке. При объемной закалке шестерен, особенно, когда они имеют несимметричную форму, возникает коробление. Если это недопустимо, например, при изготовлении шестерен высокого класса точности для ответственных машин, то с целью предотвращения коробления закалку проводят в закалочных прессах (см. рис. 47). Для этого нагретая до закалочной температуры шестерня зажимается между штампами, укрепленными в прессе, и погружается в закалочную жидкость. Устройство штампов показано на рис. 66. Закаливаемая шестерня 2 устанавливается на опорную плоскость нижнего штампа 1. В верхнем штампе 5 укреплены опорные кольца 3 и 6, которые при зажатии штампов препятствуют деформации шестерни. В незажатом состоянии положение этих колец фиксируется стопорной накладкой, укрепленной винтами 4. Положение шестерни на нижнем штампе центрируется с помощью разрезных кулачков 7. При опускании верхнего поршня перед зажатием конус 8, двигаясь вниз, раздвигает кулачки, так, что они упираются во внутреннее отверстие шестерни, точно удерживая ее в нужном положении.
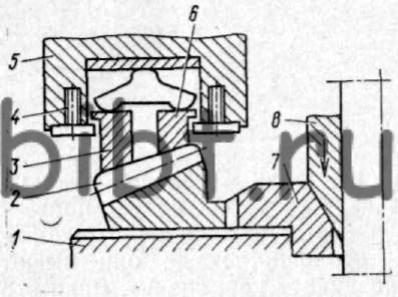
Рис. 66. Штампы для закалки шестерен под прессом
Цилиндрические шестерни, имеющие симметричную форму, менее склонны к короблению, чем конические. Однако, если диаметр цилиндрических шестерен значительно (более чем в 6—8 раз) превышает их толщину, то для уменьшения коробления нужно и такие шестерни закаливать в штампах. Если главным требованием является сохранение точных размеров отверстия шестерни, то следует применять довольно простой способ закалки на оправке. В этом случае шестерня нагревается в свободном состоянии, а перед погружением в закалочную жидкость в нee вставляется оправка, вместе с которой она закаливается. Рекомендуется делать диаметр оправки на 0,2 мм меньше минимально допустимого диаметра отверстия шестерни.
Закалка токами высокой частоты наряду с другими преимуществами позволяет свести к минимальной величине коробление шестерен. В зависимости от марки стали и размеров шестерен такая закалка осуществляется различными способами. Размер зубьев шестерен принято характеризовать величиной модуля, который представляет собой число, получающееся от деления шага зубьев на величину π (3,14). При изготовлении слабо-нагруженных шестерен с небольшим модулем (до 4 мм) производят сквозную закалку зубьев. С этой целью с помощью петлевого индуктора одновременно нагревают все зубья насквозь. Затем проводят охлаждение водяным душем или путем погружения всей шестерни в масло. При этом зубья прокаливаются насквозь и, кроме того, на небольшую глубину (до 5 мм закаливается обод шестерни). После закалки следует низкий отпуск. Если такие шестерни изготовлены из среднеуглеродистой стали типа 45 или 40Х, то после закалки твердость на поверхности зуба достигает HRC 60, а сердцевины — HRC 45—55. Это приводит к повышенной хрупкости зубьев, и потому делает непригодными такие шестерни для работы в условиях больших, особенно ударных нагрузок.
На многих заводах метод сквозного нагрева ТВЧ успешно применяется для тяжело нагруженных шестерен со средней величиной модуля (4—10 мм). Но в этом случае используют специальную сталь пониженной прокаливаемости марки 55ПП. Такой метод, разработанный К. З. Шепеляковским, известен под названием объемноповерхностной закалки при глубинном нагреве. Он позволяет получить на шестернях поверхностно-закаленный слой глубиной
2 мм. Сердцевина же зуба при этом остается вязкой с твердостью HRC 30—35. Это обеспечивает высокую работоспособность таких деталей, и они по своим качествам не уступают дорогостоящим шестерням из хромоникелевой стали, которые подвергаются более сложной обработке (цементации и закалке).
Крупные шестерни с модулем более 10 мм закаливают одним из двух методов: по зубу или по впадине. При закалке по первому методу нагревается и закаливается только боковая поверхность зуба, а по второму — нагревается и закаливается боковая поверхность и впадина (рис. 67). В условиях эксплуатации, когда зуб одной шестерни давит на зуб другой, наиболее опасные растягивающие напряжения испытывает основание зуба, у впадины, поэтому второй метод, при котором закаливается не только боковая поверхность зуба, но и впадина, дает наибольший эффект упрочнения. Но его можно применять лишь для шестерен с достаточно крупным модулем, чтобы во впадине мог разместиться индуктор.
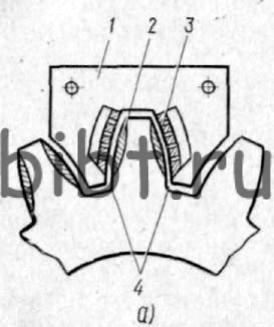
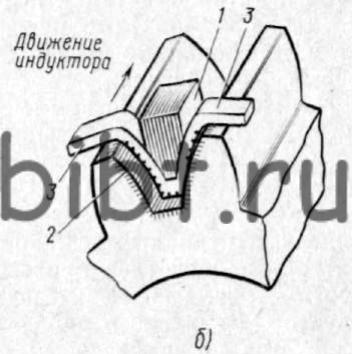
а — по зубу; б — по впадине; 1 — магнитопровод; 2 — зона нагрева; 3 — индуктор; 4 — зона растягивающих напряжений
Читайте также: Люфт выходного вала это
Если длина зуба сравнительно небольшая, то нагрев индуктором производится одновременно по всей длине. В крупномодульных шестернях, когда зуб имеет большую длину, нагрев осуществляется последовательно, путем перемещения индуктора по всей длине зуба.
Наибольшее распространение для упрочнения зубчатых колес получили методы химико-термической обработки — цементация и нитроцементация. В массовом производстве, особенно в автомобилестроении, преимущественно применяется нитроцементация. При обработке крупных зубчатых колес, работающих при высоких давлениях, когда необходима сравнительно большая глубина слоя, применяется цементация. Для газовой цементации и нитроцементации используется однотипное оборудование — шахтные печи, камерные универсальные автоматизированные печи и безмуфельные агрегаты непрерывного действия.
На Новокраматорском машиностроительном заводе им. В. И. Ленина цементация осуществляется в шахтной печи Ц-105 необработанным природным газом Ставропольского месторождения. Рабочая температура процесса 920—940 °С. Расход газа в период продувки 6 л/мин, в период выдержки 7 л/мин. Регулирование и контроль подачи газа производится с помощью кранов и ротаметров. Газ вводится в печь из магистрали через редуктор. Давление в рабочем пространстве печи контролируется по u-образному манометру и регулируется краном.
Процесс газовой цементации даже в таком наиболее простом виде, без регулирования и контроля состава печной атмосферы, имеет несомненные преимущества перед твердой цементацией.
На Винницком заводе тракторных агрегатов зубчатые колеса подвергаются нитроцементации в безмуфельном агрегате непрерывного действия. В печь вводится 92% эндогаза, 6,5% природного газа и до 1,5% аммиака. По составу атмосферы такой процесс можно отнести к карбонитрированию. Рабочая температура процесса 900—920 °С, закалка от температуры 850 °С в масле, нагретом до 170°С.
Материал и термическая обработка зубчатых колес
Основными материалами для зубчатых колес являются углеродистые и легированные стали, которые термически упрочняются до высокой твердости, марок 45, 20Х, 40Х, 40ХН, 35ХМ и пр.
Термическая обработка применяется для повышения твердости зубьев. С повышением твердости растет несущая способность передач по контактной прочности. Поэтому закалку используют для повышения твердости зубьев в силовых передачах. В кинематических передачах, предназначенных для точной передачи вращательного движения между валами при небольших значениях крутящего момента, зубчатые колеса закалке не подвергаются. Основными видами упрочняющей термической обработки зубчатых колес являются:
Объемная закалка является наиболее простым способом термообработки колес. К ее недостаткам следует отнести высокую прокаливаемость материала, что уменьшает сопротивление усталости материала при изгибе зубьев.
Поверхностной закалкой обеспечивается высокая твердость поверхности зубьев при вязкой сердцевине. Нагрев колес при поверхностной закалке производится в индукторах токами высокой частоты (ТВЧ).
Химико-термическая обработка (ХТО)заключается в насыщении поверхности металла за счет диффузии при высокой температуре различными химическими элементами. В настоящее время применяются следующие виды ХТО:
Цементация – насыщение стали углеродом при температуре 900 0 с последующей закалкой обеспечивает высокую твердость поверхности зубьев при вязкой сердцевине. Для цементации применяются легированные стали с низким содержанием углерода: 20Х, 12ХН3А, 20ХНМ, 15ХФ и пр.
Азотирование – насыщение стали азотом в среде аммиака при температуре 500 0 . Азотирование обеспечивает высокую твердость поверхности зубьев. До азотирования детали подвергают закалке, высокому отпуску (улучшению) и чистовой обработке. Сталями для азотирования являются 38Х2МЮА, 40ХФА, 40ХНА и пр. Зубья после азотирования не шлифуют. В этой связи азотирование применяют для упрочнения колес зубчатых передач с внутренним зацеплением. Недостатком азотирования является длительность процесса (до 60 час.) и малая толщина упрочняемого слоя до 0,5 мм.
Нитроцементация – процесс насыщения поверхности стали одновременно углеродом и азотом при температуре 700—950 °C в газовой среде, состоящей из науглероживающего газа и аммиака. После нитроцементации изделия подвергают закалке. Сталями для данного вида ХТО являются 40Х, 18ХГТ и пр.
Стальное литье применяют для колес большого диаметра. Литейными марками сталей являются: 35 – 55Л, 40ХЛ, 30ХГСЛ и пр. Литые колеса подвергают нормализации. Эти стали отличаются повышенной жидкотекучестью за счет повышенного содержания марганца и кремния.
Чугуны применяют для изготовления зубчатых колес открытых тихоходных передач. Чугуны проявляют хорошую стойкость к заеданию. Поэтому чугунные зубчатые колеса могут работать без смазки. Для изготовления чугунных колес используют серые чугуны марок СЧ25 — СЧ45, а также высокопрочные чугуны с шаровидным графитом.
Читайте также: Сальник первичного вала кпп nissan almera g15
2.1.4. Методы получения заготовок
Заготовки для зубчатых колес в мелкосерийном производстве изготавливают из проката или свободной ковкой. В крупносерийном и массовом производстве — штамповкой на молотах, прессах и горизонтально-ковочных машинах (ГКМ). Металл перед ковкой и штамповкой нагревают до температуры 1200 — 1300 0 .
Заготовки из проката получают их отрезкой от прутка на заданный размер. Максимальный диаметр проката, который выпускает промышленность, составляет 250 мм, что следует учитывать при выборе заготовки для зубчатых колес.
Свободную ковку осуществляют на молотах или прессах между плоскопараллельными плитами. Этим методом можно получать осаживанием заготовки из проката диаметром свыше 250 мм. Однако форма заготовки лишь приближена к профилю зубчатого колеса. Для снижения трудоемкости при механической обработке в крупных заготовках прошивают посадочное отверстие. При механической обработке заготовок полученным из проката и свободной ковкой расходный коэффициент металла является наиболее высоким по сравнения с штампованными заготовками.
Штамповку на прессах или молотах заготовок для зубчатых колес производят в подкладных или закрепленных штампах. Заготовку в подкладных штампах деформируют с торца (рис. 2.1.2, а). Закрепленные штампы могут быть закрытыми или открытыми (рис. 2.1.2, б; в). В открытых штампах в плоскости разъема образуется заусенец – облой, который удаляют затем в обрезных штампах в холодном или горячем состоянии. В закрытых штампах образуется торцовый заусенец, который удаляют точением. Штамповку в закрепленных штампах производят с торца, когда разъем штампа перпендикулярен оси заготовки, или с разъемом штампа вдоль оси заготовки (рис. 2.1.3, а; б).

Штамповкой (высадкой) на ГКМ получают заготовки из прутков для блоков зубчатых колес или валов – шестерен, т.е. когда заготовки имеют участки с большим перепадом по диаметру (рис. 2.1.4). Схема работы ГКМ показана на рис. 2.1.5. Матрица ГКМ имеет разъем. Одна часть матрицы подвижная другая неподвижная. Пуансон при высадке перемещается в горизонтальном направлении. Штамповка производится в следующей последовательности: I – пруток закладывается в разъемную матрицу до упора; II – упор отводится, пруток зажимается в матрице и деформируется пуансоном; III – процесс деформации заканчивается, IV – подвижная часть матрицы пуансон отводятся в исходное положение, поковка извлекается из штампа.
2.1.5. Базирование зубчатых колес при механической обработке
Поверхности для базирования необходимо выбирать так, чтобы соблюдались принципы совмещения, постоянства и последовательности перемены баз.
Принцип совмещения или единства баз заключается в совмещении при механической обработке технологической и измерительной баз, что позволяет исключить погрешность базирования.
Суть принципа постоянства баз состоит в использовании одних и тех же поверхностей для базирования на всех или большинстве операций технологического процесса, что повышает точность относительного расположения обработанных поверхностей. Максимальная точность обеспечивается при обработке заготовок за один установ.
Принцип последовательности перемены баз следует использовать тогда, когда при механической обработке, необходимо многократно менять положение заготовки с установкой на разные базы. В этом случае необходимо обрабатывать поверхности в порядке повышения точности их размеров.
Задачей базирования зубчатых колес является обеспечение соосности делительной окружности колеса и посадочных поверхностей (центрального отверстия колеса или шеек вала-шестерни). От этого зависят такие параметры точности зубчатых колес и передачи, как колебание межосевого расстояния, боковой зазор и радиальное биение зубчатого венца.
Базовыми поверхностями зубчатых колес на большинстве операций при механической обработке (токарных, зубонарезных, зубоотделочных) являются торец ступицы, и посадочное (центральное) отверстие. У одновенцовых и многовенцовых колёс длинное посадочное отверстие является двойной направляющей базой, а торец колеса — опорной базой.
У одновенцовых колёс типа дисков короткое посадочное отверстие является двойной опорной базой, а торец колеса установочной базой. Если после нарезания зубьев колеса подвергаются закалке, то форма и размеры колеса после термообработки изменяются. В этом случае торец и посадочное отверстие после термообработки шлифуют. Колесо базируют по боковой поверхности зубьев, что обеспечивает соосность делительной окружности и посадочного отверстия (рис.2.1.18). Базовыми поверхностями зубчатых колес типа валов являются центровые отверстия.
Читайте также: Лазерная центровка валов в волхове
2.1.6. Структура технологического процесса при обработке цилиндрических зубчатых колес
Технология изготовления зубчатых колес зависит от следующих факторов: программы выпуска, конструкции, размеров, метода получения заготовок, материала, точности и термической обработки. Основными факторами являются точность и конструкция зубчатых колес.
Типовой технологический процесс изготовления зубчатых колес включает изготовление штамповок или поковок, токарную обработку наружных поверхностей и торцов; обработку центрального отверстия, зубонарезание, термическую обработку, отделочные и доводочные операции базовых и зубчатых поверхностей. Особенностью технологического процесса изготовления зубчатых колес – валов является наличие операций по обработке зубьев, а в остальном он тот же, что и при изготовлении ступенчатых валов.
В мелкосерийном производстве зубчатые колеса до нарезания зубьев обрабатываются на универсальных токарно-винторезных станках (рис.2.1.6; 2.1.7). В среднесерийном производстве для повышения производительности применяются токарно-револьверные станки (ТРС). Общий вид этого станка показан на (рис.2.1.8).Станок имеет два суппорта. Суппорт 1 такой же, как у обычного универсального токарно-винторезного станка. Он может работать с продольной и поперечной подачами. Поэтому его называют крестовым. На этом суппорте установлен поворотный резцедержатель 2. Для закрепления заготовки используется патрон 3. Револьверная головка 4 размещена на суппорте 5. Поэтому этот суппорт называется револьверным. Он установлен вместо задней бабки на направляющих станины и работает только с продольной подачей. Револьверная головка представляет собой поворотное устройство на шесть позиций. Для установки режущего инструмента: резцов, сверл, зенкеров, сверл, метчиков используются оправки 6, которые закрепляются в гнездах револьверной головки. Крестовый и револьверный суппорты могут перемещаться независимо друг от друга. За счет установки на револьверной головке в одной позиции двух и более инструментов можно при обработке совмещать переходы. Например, одновременно обтачивать поверхность и сверлить отверстие.
Точность диаметральных и линейных размеров деталей при обработке на ТРС обеспечивается наладкой станка, т.е. оснащением станка необходимым режущим инструментом с установкой его в определенном положении. Точность диаметральных размеров обеспечивается мерным инструментом, сверлами, зенкерами, развертками, а также регулировкой вылета резцов, установленных на оправках. Точность линейных размеров обеспечивается ограничением хода суппортов упорами. Наружную резьбу нарезают плашками, внутреннюю резьбы нарезают метчиками. Пример наладки токарно-револьверного станка при обработке втулки показан на рис. 2.1.9. Деталь зажимают в патроне 1 и обрабатывают инструментами, установленными в резцедержателе суппорта 2 и револьверной головки 3. Смена инструмента производится поворотом резцедержателя и револьверной головки.
В настоящее время независимо от типа производства широко проименяются токарные станки с числовым программным управлением (ЧПУ) разных моделей от различных производителей. Общий вид токарного станка с ЧПУ показан на рис. 2.1.10. Станок имеет следующие основные узлы: 1- привод; 2 — передняя шпиндельная бабка; 3 и 7 — верхний и нижний суппорты; 4 и 6 — поворотные резцедержатели; 5 — задняя бабка; 8 — станина с направляющими. Все модели этих станков имеют практически одинаковую конструкцию и снабжены револьверными головками рис. 2.1.11. Револьверные головки служат для установки резцов, сверл, зенкеров, разверток, метчиков, фрез. Причём, часть позиций револьверной головки может иметь индивидуальный привод для вращения инструмента. Это обеспечивает обработку отверстий, расположенных эксцентрично относительно оси шпинделя, а также фрезерование плоских и фасонных поверхностей.
Для повышения производительности применяются двухшпиндельные токарные станки с ЧПУ, у которых вместо задней бабки установлена шпиндельная бабка с самоцентрирущим патроном (рис.2.1.12). Перемещением бабки в осевом направлении производится смена установ заготовки для обработки ее с другой стороны.. Можно также одновременно обрабатывать два зубчатых колеса с противоположных сторон.
Токарную обработку крупных цилиндрических колес диаметром свыше 500 мм для тяжелого машиностроения выполняют на токарно-карусельных станках (ТКС) (рис.2.1.13). По своей компоновке ТКС делятся на одностоечные и двухстоечные. Одностоечный станок имеет следующие основные узлы: 1 – станина» 2 – планшайба; 3 – револьверная головка; 4 – траверса; 5 — вертикальный револьверный суппорт; 6 – стойка; 7 – боковой (горизонтальный суппорт); 8 – резцедержатель бокового суппорта. Колеса 8 степени точности и менее точные обрабатываются на ТКС окончательно. Колеса 7 степени точности и более точные обрабатываются на ТКС с припуском для окончательной обработки после сборки с валом. Диаметр заготовок, обрабатываемых на ТКС, достигает 20 м. Широко применяются ТКС с ЧПУ.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала