
Рассмотрим основные операции механической обработки для из-готовления вала с типовыми конструктивными элементами и требованиями к ним (см. рис. 1.1 и 1.2).
Для заготовок из проката: рубка прутка на прессе или обрезка прутка на фрезерно-отрезном или другом станке. Для заготовок, по-лучаемых методом пластического деформирования,— штамповать или ковать заготовку.
010 Правильная (применяется для проката).
Правка заготовки на прессе. В массовом производстве может производиться до отрезки заготовки. В этом случае правится весь пруток на правильно-калибровочном станке.
020 Подготовка технологических баз.
Обработка торцов и сверление центровых отверстий. В зависимо-сти от типа производства операцию производят:
 |
Рис. 1.42. Схема выполнения фрезерно-центровальной операции
— в единичном производстве (подрезку торцов и центрование выполняют на универсальных токарных станках последовательно за два установа);
— в серийном производстве (подрезку торцов выполняют раз-дельно от центрования на продольно-фрезерных или горизонталь-но-фрезерных станках, а центрование — на одностороннем или двустороннем центровальном станке). Могут применяться фрезер-но-центровальные полуавтоматы последовательного действия с установкой заготовки по наружному диаметру в призмы и базированием в осевом направлении по упору (рис. 1.42);
— в массовом производстве (применяют фрезерно-центро-вальные станки барабанного типа, которые одновременно фрезеруют и центруют две заготовки без съема их со станка). Форму и размеры центровых отверстий назначают в соответствии с их технологическими функциями по стандарту.
Для нежестких валов (отношение длины к диаметру более 12) об-работка шеек под люнеты.
Выполняется за два установа на одной операции или каждый уста-нов выносится как отдельная операция. Производится точение на-ружных поверхностей (с припуском под чистовое точение и шлифование) и канавок. Это обеспечивает получение точности IТ12, шероховатости Ra 6,3. В зависимости от типа производства операцию выполняют:
— в единичном производстве на токарно-винторезных станках;
— в мелкосерийном — на универсальных токарных станках с гидросуппортами и станках с ЧПУ;
— в серийном — на копировальных токарных станках, горизон-тальных многорезцовых, вертикальных одношпиндельных полуавтоматах и станках с ЧПУ;
— в крупносерийном и массовом — на многошпиндельных мно-горезцовых полуавтоматах; мелкие валы могут обрабатываться на токарных автоматах.
Аналогичная приведенной выше. Производится чистовое точение шеек (с припуском под шлифование). Обеспечивается точность 1Т11. 10, шероховатость Ra3,2.
Фрезерование шпоночных канавок, шлицев, зубьев, всевозможных лысок.
Шпоночные пазы в зависимости от конструкции обрабатываются либо дисковой фрезой (если паз сквозной) на горизонтально-фрезерных станках, либо пальцевой фрезой (если паз глухой) на вертикально-фрезерных станках. В серийном и массовом производствах для получения глухих шпоночных пазов применяют шпоночно-фрезерные полуавтоматы, работающие «маятниковым» методом.
Шлицевые поверхности на валах чаще всего получают методом обкатывания червячной фрезой на шлицефрезерных или зубофрезерных станках. При диаметре шейки вала более 80 мм шлицы фрезеруют за два рабочих хода.
Сверление всевозможных отверстий.
На закаливаемых шейках резьбу изготавливают до термообработ-ки. Если вал не подвергается закалке, то резьбу нарезают после окончательного шлифования шеек (для предохранения резьбы от повреждений). Мелкие резьбы у термообрабатываемых валов получают сразу на резьбошлифовальных станках. Внутренние резьбы нарезают машинными метчиками на сверлильных, револьверных и резьбонарезных станках в зависимости от типа производств. Наружные резьбы нарезают в:
— единичном и мелкосерийном производствах на токарно-вин-торезных станках плашками, резьбовыми резцами или гребенками;
— мелкосерийном и серийном производствах резьбы не выше 7-й степени точности нарезают плашками, а резьбы 6-й степени точ-
 |
ности — резьбонарезными головками на револьверных и болторезных станках;
— крупносерийном и массовом производствах — гребенчатой фрезой на резьбо-фрезерных станках или накатыванием.
Закалка объемная или местная, согласно чертежу детали.
055 Исправление центров (центрошлифовальная).
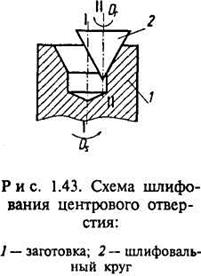
Перед шлифованием шеек вала центровые отверстия, которые являются технологической базой, подвергают исправлению путем шлифования конусным кругом на центрошлифовальном станке за два установа (рис. 1.43).
Шейки вала шлифуют на круглошлифовальных или бесцентро-шлифовальных станках. Шлицы шлифуются в зависимости от цен-трирования по:
— наружной поверхности — наружное шлифование на круглош-лифовальных станках и шлифование боковых поверхностей на шлицешлифовальном полуавтомате одновременно двумя кругами и делением;
— поверхности внутреннего диаметра — шлифование боковых поверхностей шлицев и шлифование внутренних поверхностей по диаметру либо профильным кругом одновременно, либо в две операции.
Промывка деталей на моечной машине.
075 Нанесение антикоррозионного покрытия.
ПРИМЕРЫ ТИПОВЫХ МАРШРУТОВ ИЗГОТОВЛЕНИЯ
СТУПЕНЧАТЫХ ШЛИЦЕВЫХ ВАЛОВ
Пример 1.Ниже приведены краткое описание операций и опера-ционные эскизы для изготовления шлицевого вала (рис. 1.44).
00. Править пруток 055 х 5000 (по мере необходимости) на пра-вильно калибровочном станке типа ПК-90.
05. Отрезать заготовку 055 х 236 на прессе типа К223.
10. Фрезерно-центровальная. Фрезеровать два торца 1 одновре-менно и центровать два отверстия 2 на двустороннем фрезерно-цен-
 |


тровальном полуавтомате последовательного действия типа МР71 (рис. 1.45).
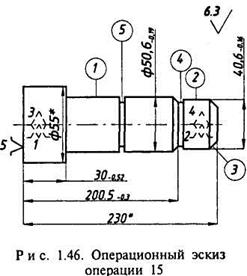
15. Токарно-винторезная. Выполняется в два установа на станке 16К20. Точить поверхности 1 и 2 (с припуском под шлифование), точить фаски 3, проточить канавки 4 и5(рис. 1.46). Второй установ, размеры фасок и канавок на рисунке не показаны.
20. Шлицефрезерная. Фрезеровать восемь шлицев 1 (с припуском под шлифование) на горизонтальном шлицефрезерном полуавтомате 5350 (рис. 1.47). Профиль и размеры канавок на рисунке не показаны.
25. Термическая. ТВЧh0,8. 1,2, НRСэ50. 55, согласно чертежу де-тали. Установка ТВЧ.
 |
30. Центрошлифовальная. Шлифовать фаски двух центровых отверстий 1. Выполняется в два установа на цен-трошлифовальном станке типа МВ119 (рис. 1.48).
35. Круглошлифовальная предварительная. Выполняется в два установа на станке ЗБ151. Шлифовать наружные поверхности 1 и 2 и торец 3 с припуском под чистовое шли-фование.
40. Круглошлифовальная чистовая. Выполняется в два установа на станке ЗБ151.
Шлифовать наружные поверхности 1 и 2 иторец 3 (рис. 1.49). Второй установ на рисунке не показан.
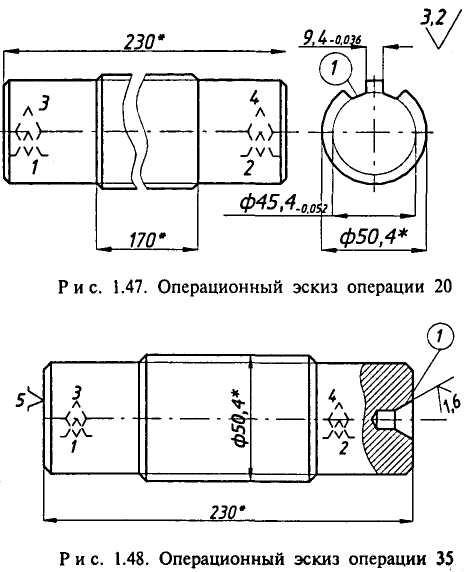
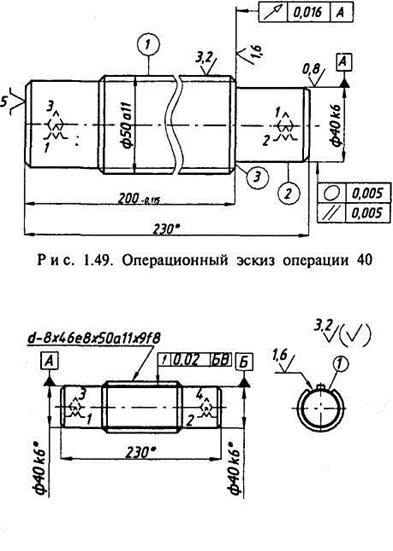
Рис. 1.50. Операционный эскиз операции 45
45. Шлицешлифовальная. Шлифовать восемь шлицев 1 по внут-реннему диаметру и боковым сторонам одновременно (рис. 1.50).
55. Контроль. В качестве примера приводятся схемы измерения радиального биения базовых поверхностей и торцов относительно общей оси двух базовых поверхностей (рис. 1.51).
Читайте также: Крестовина рулевого вала маз 5440 размеры
Пример 2.Ниже приведено описание операций с указанием ос-новных средств технологического оснащения для изготовления шли-цевого вала со шпоночным пазом и наружной метрической резьбой [9] (рис. 1.52).
Маршрут изготовления вала разработан с использованием табл. 1.4. Материал — сталь 45; заготовка — штамповка; тип производсва-среднесерийное.
ТИПОВЫЕ МАРШРУТЫ ИЗГОТОВЛЕНИЯ ВАЛОВ
Основными операциями механической обработки при изготовлении валов с типовыми конструктивными элементами являются следующие.
- 005. Заготовительная. Для заготовок из проката — это рубка прутка на прессе или отрезание на отрезном станке. Для штучных заготовок — это отливки, штамповки, поковки.
- 010. Правйльная (применяется для проката). Осуществляется она на прессах или правйльно-калибровочных станках.
- 015. Термическая (улучшение или нормализация).
- 020. Операции по подготовке главных технологических баз. В зависимости от типа производства производятся они на универсальных токарных и фрезерных станках, специальных фрезерных или фрезерно-центровальных полуавтоматах.
Для нежестких валов производится обработка шеек под люнеты.
- 025. Токарная черновая. На данной операции производится срезание основного слоя металла для получения необходимой формы детали. Кроме того, предусматривается припуск под чистовое точение и шлифование, а также под вспомогательные операции на детали. Выполнение данной операции позволяет получить точность 1Т12, а шероховатость Ra = 6,3 мкм. В качестве оборудования применяют универсально-токарные станки, токарные с гидросуппортом, токарно-копировальные, многорезцовые станки, вертикальные и горизонтальные многошпиндельные полуавтоматы и автоматы, а также станки с ЧПУ. Выбор оборудования зависит от типа производства.
- 030. Токарная чистовая. Эта операция аналогична приведенной выше. Производится обработка наиболее ответственных элементов валов, и при этом обеспечивается точность 1Т11. 1Т10, а шероховатость R = 3,2 мкм.
- 035. Фрезерная. Осуществляется обработка шпоночных пазов, шлицев, зубьев, всевозможных лысок, смазочных канавок. При этом используют как универсальное, так и специальное оборудование и инструменты.
- 040. Сверлильная. Производится сверление всевозможных отверстий, которые могут иметь оси, параллельные главной оси вала или перпендикулярные ей, а также расположенные под углом.
- 045. Резьбонарезная. На закаливаемых шейках валов резьбу изготовляют до термообработки. Если вал не подвергается закалке, то резьбу нарезают после окончательного шлифования шеек. Мелкие резьбы термообработанных валов получают сразу на резьбошлифовальных станках. При этом используют различные инструменты и оборудование.
- 050. Термическая. Это, как правило, различные виды закалки согласно чертежу детали.
- 055. Шлифовальная. На данной операции шлифуют шейки валов под подшипники и другие сопрягающиеся поверхности, а также шлицы на круглошлифовальных или бесцентрово-шлифовальных станках.
- 060. Моечная. Промывка деталей на моечной машине.
- 065. Контрольная.
- 070. Нанесение различных покрытий.
Типовой маршрут технологического процесса изготовления вала
Исходными заготовками для валов могут быть:
— горячекатаный и холоднотянутый прокат [8, c. 171…172; 10, с. 154…161]. Разрезая прутки получают штучные заготовки. Рационально применять при малых перепадах диаметров отдельных ступеней. В единичном и мелкосерийном производстве это требование смягчается.
Для получения штучных заготовок из проката наиболее часто
— рубят пруток на прессе с использованием штампов и без них;
— разрезают прутки дисковыми пилами на фрезерно-отрезных станках;
— разрезают абразивными отрезными кругами на абразивно-отрезных станках;
— разрезают посредством лент, используя ленточно-пильные станки.
— заготовки, полученные методами пластической деформации и ‘обеспечивающие приближение формы и размеров к детали, а также снижение расхода материалов (свободная ковка, штамповка (ГОСТ 7505-89) в открытых и закрытых штампах на прессах, молотах, горизонтально-ковочных машинах, периодический прокат, обжатие на ротационно-ковочных машинах, электровысадка) [8, с. 134…160; 10, с. 162…173];
— литье (заготовки из чугуна для коленчатых и распределительных валов) [12, с. 154…174].
010 Правильная (применяется для проката) [10, с. 160…162]
Заготовки часто правят на прессе. В массовом и крупносерийном производстве операция может производиться до отрезки заготовки. В этом случае правиться весь пруток на правильно-калибровочном станке.
Выполняется нормализация или улучшение, реже отжиг, например, для стали 35Х.
При нормализации происходит полная фазовая перекристаллизация стали, увеличивается количество перлита, сорбита или троостита, устраняется крупнозернистая структура, формируемая при литье, прокатке, ковке или штамповке. Для низкоуглеродистых сталей нормализацию применяют вместо отжига, обеспечивая более высокую твердость (НВ 187…229) и прочность по сравнению с отжигом. Несмотря на это обрабатываемость повышается: увеличивается период стойкости инструмента, снижается уровень шероховатости обработанных поверхностей.
Улучшение (закалка с высоким отпуском (твердость НВ 225…302) производят для средне- и высокоуглеродистых и легированных сталей (сталь 45, 40Х). Улучшение по сравнению с отжигом и нормализацией обеспечивает более высокие временное сопротивление, предел текучести, относительное сужение и ударную вязкость. Создает наилучшее соотношение прочности и вязкости стали, уменьшает чувствительность к концентраторам напряжений, снижает опасность развития трещин, уменьшает остаточные напряжения. Часто выполняют после черновой обработки.
Отжиг обеспечивает фазовую перекристаллизацию, устраняет химическую и физическую неоднородность, созданную предшествующей обработкой из-за неравномерного охлаждения, неоднородной пластической деформации. Измельчая зерно, снимая внутренние напряжения и уменьшая структурную неоднородность, отжиг способствует повышению пластичности и вязкости отливок, поковок, сортового и трубного проката. Понижая прочность и твердость, повышает обрабатываемость резанием средне- и высокоуглеродистой стали.
020 Фрезерно-центровальная (или токарная)
На этой операции подготавливают технологические базы. Обрабатывают торцы и центровые отверстия. Обеспечивается точность IT 11…14, шероховатость — Ra = 6,3-12,5 мкм. Эту операцию выполняют следующим образом:
— в единичном производстве подрезают и центруют торцы на универсально-токарных станках последовательно за два установа;
универсально-токарный станок CA6140A x 750
— в серийном производстве подрезку торцев выполняют раздельно от центрования на горизонтально-фрезерных (а) или продольно-фрезерных станках (б), а центрование — на одностороннем или двухстороннем центровальном станке. Применяются также фрезерно-центровальные полуавтоматы (мод. МР-37, МР-71, МР-73, МР-76М, 2Г942 и др.) последовательного действия с установкой заготовки по наружному диаметру в призмы, в том числе самоцентрирующие, и базированием в осевом направлении по упору (см. рис. 4);


— в массовом производстве применяют фрезерно-центровальные станки барабанного типа (мод. МР-77, МР-78), которые одновременно фрезеруют и центруют две заготовки без снятия их со станка.
Более производительным методом является одновременная обработка торцов и центровых отверстий специальными головками [7, с. 50].
На современных фрезерно-центровальных станках благодаря применению многоинструментальных головок можно выполнять растачивание отверстий, обтачивание концов валов, сверление отверстий на фланце и другие технологические переходы [7, с. 51].
Форму и размеры центровых отверстий назначают в соответствии с их технологическими функциями по ГОСТ 14034-74.
Для нежёстких валов (отношение длины к диаметру более 12) обрабатываются шейки под люнеты.

Рис. 4. Операционный эскиз фрезерно-центровальной операции
Для коротких валов (ориентировочно до 200 мм) отдельная операция по подготовке технологических баз может быть исключена, а центровые отверстия и торцы совместно с другими поверхностями обрабатывают на токарных операциях, базируя заготовку по шейкам в самоцентрирующих патронах. Это рационально при наличии удобных базовых поверхностей достаточной длины и приемлемой жесткости заготовки (рис. 5).

Рис. 5. Операционный эскиз токарной операции
Выполняется за два установа на одной операции или каждый установ выносится как отдельная операция.
Обтачиваются наружные поверхности (с припуском под чистовое точение) и прорезаются канавки. Обеспечивает точность IT 10…14, шероховатость — Ra= 6,3….12,5 мкм. В зависимости от типа производства операцию выполняют:
— в единичном производстве на токарно-винторезных станках;
— в мелкосерийном — на универсальных токарных станках с гидросуппортами типа КСТ-1 и станках с ЧПУ

— в серийном — на копировальных токарных станках (рис. 6), горизонтальных многорезцовых, вертикальных одношпиндельных полуавтоматах и станках с ЧПУ;
— в крупносерийном и массовом — на многошпиндельных многорезцовых полуавтоматах; мелкие валы могут обрабатываться на токарных автоматах.
Наиболее широко применяются токарные гидрокопировальные станки (мод. 1712, 1Н713, 1716Ц, 1719, 1722, 1723, 1Б732, 1Б732Ф3, 1А751П). В автоматическом цикле они выполняют одно- и многоходовое точение наружных и торцовых поверхностей заготовок (рис.6). При контурном точении одним резцом возможна обработка валов низкой жесткости. За один установ можно вести черновую и чистовую обработку цилиндрических и конических поверхностей, а также прорезание канавок. Во многих случаях применение гидрокопировальных станков экономически целесообразно при партии заготовок более 10 штук [7, с. 53…54].
Обработка на токарных многорезцовых станках типа 1А720(a), 1721, 1А730(б) [8, с. 276…278] сокращает основное время, но не позволяет совместить черновую и чистовую обработку в одной операции. Одновременное участие в работе нескольких инструментов увеличивает силовое воздействие на технологическую систему, что повышает требования к ее жесткости.

Рис. 6. Операционный эскиз токарной гидрокопировальной операции
Используется для валов с центральным отверстием (см. рис. 1). Сверлится глубокое центральное отверстие. К глубоким относят отверстия, диаметр которых превышает их длину более чем в 5 раз. Обеспечивается точность IT 9…14, шероховатость — Rz = 5…40 мкм. При использовании двухсторонних станков сверление производится с двух сторон одновременно, что не только повышает производительность, но и снижает погрешность обработки отверстия, вызываемую уводом сверла. На односторонних станках упомянутую погрешность также можно уменьшить, если обработку выполнить за два установа, осуществляя сверление вначале с одной, а затем с другой стороны.
В отдельных случаях, если позволяют технологические возможности оборудования, сверление глубокого отверстия рационально выполнить на предыдущей токарной операции, в том числе удлиненными спиральными сверлами (l / d до 10). Однако при работе этими сверлами стружечные канавки забиваются стружкой. Для ее удаления требуется периодически выводить сверло из отверстия. Лучшее удаление стружки обеспечивают спиральные сверла с отверстиями для подвода СОЖ. Наиболее надежное удаление стружки из зоны резания без вывода сверла из отверстия обеспечивают шнековые сверла (l / d до 40).
Для сверления отверстий, имеющих отношение l / d свыше 10, часто приходится использовать специальные станки для глубокого сверления, например, ОС-801, ОС-802 и др. Применяют сверла одностороннего резания с внутренним подводом СОЖ и наружным отводом стружки, а также сверла с наружным подводом СОЖ и внутренним отводом стружки, в том числе эжекторные [15]. Кроме сверл сплошного сверления используют сверла кольцевого сверления (d > 80 мм).
В единичном и мелкосерийном производстве при использовании токарных обрабатывающих центров глубокое центральное отверстие может обрабатываться на токарных операциях (см. рис. 3).
Аналогична операции 025. Производится чистовое точение (с припуском под шлифование). Обеспечивается точность IT 9…12, шероховатость — Ra = 1,25…..3,2 мкм.
Следует подчеркнуть, что продолжает сохраняться и расширяться использования принципа совмещения черновых и чистовых переходов в одной операции и не только в мелко- и среднесерийном производстве.
Наблюдается устойчивая тенденция использования токарных обрабатывающих центров (ТОЦ) для мелко- и среднесерийного производства. Применение такого оборудования для токарных операций позволяет обеспечить высокую концентрацию технологических переходов не только токарных, но и фрезерных, сверлильных, резьбонарезных (см. например, операции 040, 045), а в отдельных случаях зубофрезерных, шлицефрезерных, долбежных (см. операции 050, 055) и других технологических переходов.
Фрезерование шпоночных пазов [5, с. 273…274; 7, с. 59…60; 8, с. 327…328; 13, с. 35…39], канавок, скосов, выемок, граней, лысок и других поверхностей. Обеспечивается точность IT 9…14, шероховатость Ra = 2,5…6,3 мкм.
Шпоночные пазы в зависимости от их конструкции обрабатывают либо дисковой фрезой (если паз сквозной или полуоткрытый) на горизонтально-фрезерных станках (рис. 7), например, мод. 6Р80, 6Р81Г, 6Р82Ш, 6Р83; либо пальцевой фрезой (если паз глухой) на вертикально-фрезерных станках (мод. 6Р10, 6Р11МФ3-1, 6Р12, 6Р13РФ3, 6540, 6550, 6550РФ3), например, за один или несколько ходов. В серийном и массовом производствах для получения глухих шпоночных пазов применяют шпоночно-фрезерные полуавтоматы, например, мод. ДФ-96, 692А, 6930, работающие маятниковым методом двузубыми шпоночными фрезами.
Для фрезерования нескольких одинаковых поверхностей, расположенных на одной шейке по окружности используют делительные приспособления. Возможна обработка и за несколько установов.

Рис. 7. Операционный эскиз горизонтально-фрезерной операции
Сверление всевозможных отверстий. Обеспечивается точность IT 9…14, шероховатость Rz = 10…40 мкм.
Используются вертикально-сверлильные (мод. 2Н106П, 2М112, 2Н118, 2Н125Л, 2Н125, 2Н135)-(а), радиально-сверлильные станки (мод. 2М55, 2554, 2Ш55, 2Р53, 2М57, 2М58)- (б), а также сверлильные станки с ЧПУ.
Если используется вертикально-сверлильный станок, то, как правило, для обработки нескольких отверстий, расположенных на одном диаметре, необходимо применять делительное устройство (см. рис. 8) или многошпиндельную головку (в крупносерийном и массовом производстве).
Радиально-сверлильный станок отличается большей универсальностью, но для обработки отверстий необходимо использовать накладные или скальчатые кондукторы (в серийном производстве). В единичном и мелкосерийном производстве иногда целесообразно сверление производить по разметке.
Кроме сверления на подобных операциях выполняют технологические переходы зенкерования, зенкования, развертывания, нарезания резьбы метчиками. Для установки инструментов используют быстросменные патроны, сокращающие вспомогательное время.

Рис. 8. Операционный эскиз вертикально-сверлильной операции
Шлицевые поверхности на валах чаще всего фрезеруют методом обкатывания червячной фрезой на шлицефрезерных или зубофрезерных станках, например, мод. 5350А, 5А352ПФ3. Наиболее высокую точность обеспечивает базирование заготовки в центрах по сравнению с патроном (для длинных заготовок) или в оправке с обратным конусом, если невозможен привод заготовки хомутиком, когда шлицы с одной и другой стороны выходят к опорным шейкам небольшой длины [5, с.267…268].
При диаметре шейки вала более 80 мм шлицы фрезеруют за два рабочих хода.
Другие методы получения шлицевых поверхностей используются существенно реже [5, с.268…273; 7, c. 60…63; 13, с. 39…45]. В массовом и крупносерийном производстве используют также контурное строгание, точение, протягивание и накатывание, которые отличаются большей производительностью особенно при большой длине шлицев.
055 Зубофрезерная (или зубострогальная)
Выполняется аналогично предыдущей шлицефрезерной операции. На вал-шестернях фрезеруется зубчатый венец червячными фрезами методом обкатывания [16, 17]. Обеспечивается 6…8 степень точности зубчатого венца, шероховатость поверхности Rz = 10…40 мкм. Заготовка базируется в центрах. Используются шлице-зубофрезерные станки типа 5313, 5А326 и др.
Для конических вал-шестерен может использоваться зубострогальная или протяжная операция [5, с. 380…393; 7, с.147…154]. В качестве баз используют поверхность шейки и торец.
На закаливаемых шейках резьбу изготавливают до термообработки. Если вал не подвергается закалке, то резьбу часто нарезают после окончательного шлифования шеек (для предохранения резьбы от повреждений). Мелкие резьбы у термообрабатываемых валов получают сразу на резьбошлифовальных станках. Внутренние резьбы нарезают машинными метчиками на сверлильных, револьверных и резьбонарезных станках в зависимости от типа производства. Наружные резьбы нарезают [5, 275…276; 13, с. 45…54]:
— в единичном и мелкосерийном производствах на токарно-винторезных станках плашками, резьбовыми резцами или гребёнками;
— в мелкосерийном и серийном производствах резьбы не выше 7-ой степени точности нарезают плашками, а резьбы 6-ой степени точности — резьбонарезными головками на револьверных и болторезных станках;
— в крупносерийном и массовом производствах — гребёнчатой фрезой на резьбофрезерных станках или накатыванием.
Выполняется для вал-шестерен с твердостью зубчатого венца до HRCэ 33 [5, с.367; 8, с. 349…352, 12, с. 108…111] (см. типовые маршруты обработки зубчатых колес п. 4). Заготовка базируется в центрах.
070 Термохимическая (или термическая)
Цементация или азотирование.
Объёмная или местная закалка (согласно ТУ на чертеже детали).
075 Исправление центров (центрошлифовальная)
Перед шлифованием шеек вала, обычно точнее IT7, центровые отверстия, которые являются технологической базой для большинства операций, подвергают шлифованию коническим кругом за два установа на центрошлифовальном станке, например, мод. МВ119, МВ149, 3922Р. В единичном и мелкосерийном производстве возможна притирка или приработка центровых отверстий с использованием твердосплавных центров.
Шейки вала шлифуют на круглошлифовальных (рис. 9) или бесцентрово-шлифовальных станках. Обеспечивается точность IT 5…11, шероховатость Rz = 1…10 мкм [11, 14]. Как правило, базирование заготовки на круглошлифовальных станках выполняется в центрах; на универсальных круглошлифовальных — возможно шлифование в патроне.
Торцекруглошлифовальные станки (мод. 3Т153Е, 3Т153ДФ2, 3Б153Т, 3Т160, 3Т160ДЛФ20, 3Т161Е позволяют с высокой производительностью выполнять одновременное шлифование цилиндрической и прилегающей торцовой поверхностей, что обеспечивает максимально высокую точность их взаимного расположения [11, 14].

Рис. 9. Операционный эскиз круглошлифовальной операции
Шлицы шлифуются [14] в зависимости от вида центрирования:
— центрирование по наружному диаметру. Шлифуется наружная цилиндрическая поверхность на круглошлифовальных станках; в случае необходимости и боковых поверхностей шлицев на шлицешлифовальном полуавтомате, например, одновременно двумя кругами с делением; впадина (внутренняя поверхность) шлицев не шлифуется;
— центрирование по внутреннему диаметру. Шлифуется поверхность впадины и боковые поверхности шлицев либо профильным кругом одновременно (рис. 10), либо в две операции.
Заготовка, как правило, базируется в центрах.
Используются шлицешлифовальные станки мод. 3451, 3Б451П, 3П451С, 3В451ВФ20 и др.

Рис. 10. Операционный эскиз шлицешлифовальной операции
090 Зубошлифовальная (или зубохонинговальная)
Выполняется для вал-шестерен (см. типовые маршруты обработки зубчатых колес п. 4). Заготовка базируется в центрах.
Следует обратить внимание на следующую особенность: финишные процессы зубообработки, как правило, производятся однократно до или после термической (термохимической) обработки. Например, применяют зубошевингование или зубошлифование (зубохонингование). Однако в ряде случаев рационально до закалки производить шевингование, а после ее — зубохонингование, что существенно повышает стойкость зубчатых хонов. Повышение стойкости зубчатых хонов связано со снижением уровня коробления зубьев после закалки.
Зубошлифование основной метод финишной обработки закаленных зубчатых колес выше 8-ой степени точности [5, с. 367…368; 7, с. 144…147; 8, с. 353…354; 14]. Применяются станки мод. 5Д831, 5В833, 5М841, 5А851, 5А868, 5А893С и др.
Зубохонингование целесообразно применять в серийном и массовом производстве для финишной обработки (Ra до 0,32 мкм), зубчатые венцы которых до зубохонингования не имеют значительных погрешностей (короблений), заусенцев и забоин [5, с. 368…369; 7, с.147; 8, с. 353; 12, с. 113…114]. Обеспечивается существенное повышение точности зубчатого венца, связанной с плавностью работы, что резко снижает уровень шума при эксплуатации зубчатых колес.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала