
Несмотря на большое разнообразие размеров и конструктивных форм, валы подвергаются одинаковым процессам обработки. Типичными установочными базами для них являются центровые отверстия. На некоторых операциях обработки при воздействии изгибающих сил резания, например, при фрезеровании плоскостей, сверлении радиальных отверстий в качестве установочных баз используют обработанные шейки.
В зависимости от конструкций или программы выпуска изделий технологический процесс изготовления валов может отличаться только последовательностью обработки или введением дополнительных операций.
Типовую схему процесса изготовления валов можно представить в такой последовательности:
— подготовка технологических баз – подрезание торцов и центрование. Эту операцию при серийном и массовом производствах выполняют на центровальных и фрезерно-центровальных станках двустороннего или барабанного типа;
— черновая токарная обработка обоих концов вала, подрезание торцов и уступов;
— чистовая токарная обработка в той же последовательности, что и черновая. Наружные поверхности валов обтачивают на токарно-копировальных и на многорезцовых одно- и многошпиндельных автоматах;
— черновое шлифование шеек вала, служащих дополнительными базами при фрезеровании, сверлении, растачивании отверстий на одном из концов вала;
— правка стержня при обработке нежестких валов;
— черновая и чистовая обработка фасонных поверхностей – нарезание шлицев, зубчатых венцов, фрезерование кулачков и др.;
— выполнение второстепенных операций – сверления, развертывания, нарезания резьбы, фрезерования лысок, шпоночных канавок;
— термическая обработка всей детали или отдельных поверхностей;
— черновое и чистовое шлифование наружных поверхностей, торцов, отверстий;
— доводка особо точных поверхностей.
Оборудование для выполнения типового процесса может быть разным, но порядок и характер операций при обработке валов должны оставаться неизменными.
При разработке технологических процессов изготовления валов необходимо руководствоваться типовыми технологическими процессами обработки различных поверхностей (табл. 1).
Рассмотрим типовой технологический процесс изготовления вала – представителя группы ступенчатых валов, составленный по типовым процессам обработки отдельных поверхностей валов.
Типовой маршрутный технологический процесс изготовления вала. Дано: вал – представитель группы валов (рис. 2); материал – сталь 45; тип производства – среднесерийное; заготовка – штамповка.
005 операция. Фрезерно-центровальная, код 4269. Фрезеровать торцы и сверлить центровые отверстия окончательно. Станок: фрезерно-центровальный, код 381825, мод. МР76М. Приспособление: тиски с самоцентрирующими губками призматической формы, привод пневматический, код 396131. Базирование: по наружным поверхностям и одному торцу заготовки. Режущие инструменты: торцовые фрезы диаметром 100 мм, число зубьев 12, материал режущей части Т14К8, код 381855; центровочные сверла диаметром 5 мм, материал Р6М5, код 391242. Измерительный инструмент: штангенциркуль ШЦ1, диапазон измерения 400 мм, цена деления нониуса 0,1 мм, код 393310 (для наладки), шаблон для контроля длины 286±0,6, код 393610 (для работы).
010 операция. Токарно-копировальная, код 4117. Точить начерно поверхности диаметрами 50k6; 55h6; 52; 62; 65 мм. Станок: токарный гидрокопировальный полуавтомат, код 381115, мод. 1Н713. Приспособление: центры, код 392840; патрон поводковый с пневмоприводом, код 396115. Режущий инструмент: проходной резец, правый, сечением 25х20 мм; материал режущей части Т14К8, j = 45 °, a = 8 °, g = 12 °, код 392101. Измерительный инструмент: штангенциркуль ШЦ1, диапазон измерения 125 мм, цена деления нониуса 0,1 мм для наладки, код 393310; калибры скобы 51,5h14, 53,5h14; 56,5h14; 63,5h14; для работы код 393120.
015 операция. Токарно-копировальная, код 4117. Обточить поверхности диаметрами 40jS6 и 65 мм начерно (остальные данные приведены в операции 010).
Типовые технологические процессы (операции) обработки различных поверхностей валов в условиях серийного производства
| Поверхности | Точность | Шероховатость | Характер и последовательность выполнения операций (переходов) |
| Незакаливаемые цилиндрические и конические | 11-й квалитет и грубее | 25 и грубее | Черновое точение на станках класса Н |
| 9-й квалитет и грубее | 3,2 и грубее | Черновое и чистовое точение на станках класса Н | |
| 6…8-й квалитеты | 0,4…1,6 | 1. Черновое, чистовое (получистовое) точение и круглое шлифование на станках класса Н 2. Предварительное и чистовое точение на станках класса П | |
| Закаливаемые цилиндрические и конические | 6…8-й квалитеты | 0,4…1,6 | 1. Черновое и (получистовое) точение, закалка, круглое шлифование на станках класса Н 2. Черновое, чистовое (получистовое) точение, закалка, чистовое точение на станках класса П с использованием сверхтвердых режущих материалов на основе нитрида бора (композит 01), карбонада (например, марки АСПК) и др. |
| Незакаливаемые шлицевые поверхности | 6-й квалитет точности наружного диаметра | 0,4…1,6 | 1. Черновое, чистовое точение, круглое шлифование, шлицефрезерование 2. Черновое, чистовое точение, шлицефрезерование, и круглое шлифование |
| Закаливаемые шлицевые поверхности | Квалитет точности внутреннего диаметра 6…7-й | 0,4…1,6 | 1. Черновое, чистовое точение, шлицефрезерование, закалка, шлицешлифование 2. Получистовое точение, шлицефрезерование, закалка, шлицешлифование |
| Цилиндрическая со шпоночной канавкой | Ширины канавки 8…9-й квалитет, точность диаметра 6…8-й квалитет | 1,6 0,4…0,8 | 1. Черновое, чистовое точение, шпоночное фрезерование, круглое шлифование 2. Получистовое точение, фрезерование шпонки, круглое шлифование |
| Резьбовая(крепежная резьба) с нормальным и мелким шагами | 8h…8g | 1,6 | 1. Черновое, чистовое точение, нарезание резьбы плашками или резьбофрезерованием 2. Получистовое точение, нарезание резьбы плашками или резцами 3. Получистовое точение, накатывание резьбы |
| Резьбовая с нормальным и мелким шагами | 4h…6g | 0,8 | 1. Черновое, чистовое точение, нарезание резьбы резцами 2. Черновое, чистовое точение, резьбонакатывание, резьбошлифование |
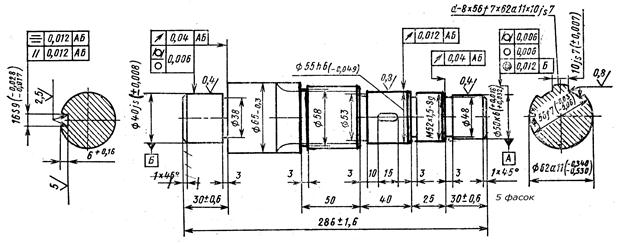

020 операция. Токарная с программным управлением. Обточить поверхности диаметрами 50k6, 55h6, 40jS6 с припуском на шлифование диаметром 65, 60a11, 52, проточки диаметром 38, 48, 53, 58 мм и фаски окончательно. Станок: токарный с программным управлением, код 381021, мод.16К20Т. Приспособление: поводковый плавающий центр, диаметр поводковой части 36 мм, код 392840. Базирование: по центровым отверстиям и левому торцу (диаметром 40 мм). Режущие инструменты: проходные резцы, правый и левый, сечениями 20х25 мм, материал режущей части Т14К8, j = 90 °, код 392101; прорезной резец, ширина режущей части 3 мм, материал режущей части Т14К8, код 392112; фасочные резцы левый и правый, j = 45°код 392114. Измерительный инструмент: штангенциркуль ШЦ1 для наладки; калибры скобы для работы 40, 3h9; 55,4h9; 50,4h9; 60a11; 65-0,3.
025 операция. Шпоночно-фрезерная, код 4272. Фрезеровать шпоночный паз 16S9 окончательно. Станок: шпоночно-фрезерный полуавтомат, код 381610. Мод. 692А. Приспособление: тиски с призматическим основанием, привод пневматический, код 396131. Базирование: по поверхности диаметром 55h6 и торцу диаметром 62. Режущий инструмент: шпоночная фреза диаметром 16 мм, материал режущей части Т14К8 (Р6М5), код 391826 (391856). Измерительный инструмент: штангенциркуль ШЦ1, код 393310: калибр-пробка 16S9, код 393110.
030 операция. Шлицефрезерная, код 4260. Фрезеровать шлицы с припуском на шлифование. Станок: шлицефрезерный, код 381630, мод. 5350Б. Приспособление: поводковое устройство, код 396115: центры, код 392840. Базирование: по центровым отверстиям. Режущий инструмент: червячная шлицевая фреза, материал Р6К5. d – 8х56х7х62а11х10jS7, код 391810. Измерительный инструмент: комплексный калибр-втулка, код 393180.
Читайте также: Втулка кулисы вала 530 1702215 ростар
035 операция. Шлицешлифовальная, код 4142. Шлифовать шлицы окончательно. Станок: шлицешлифовальный, код 381315, мод. 3Б450. Приспособления: центры, код 392840; поводковое устройство, код 396115. Базирование: по центровым отверстиям. Режущий инструмент: шлифовальный профильный круг ПП250х16х76 24А25ПСМ15К435М/С2КЛА, код 397111. Измерительный инструмент: комплексный калибр-втулка, код 393180; микрометр гладкий, диапазоны измерения: 50…75 и 0…25 мм, цена деления 0,01 мм, код 393410 для измерения внутреннего диаметра и толщины зубьев (шлицев).
040 операция. Круглошлифовальная, код 4131. Шлифовать поверхности диаметрами 50К6, 55h6, 40jS6 окончательно. Станок: круглошлифовальный, код 381311, мод. 3М150А. Приспособления: центры, код 393840: поводковое устройство, код 396155. Базирование: по центровым отверстиям. Режущий инструмент: шлифовальный круг ПП350х50х127 24А25ПСМ15К435М/С2КЛА, код 397111. Измерительный инструмент: рычажные скобы с диапазоном измерения 25…50 и 50…75 мм, ценой деления 0,002 мм для наладки, код 394240; калибры скобы 40jS6, 50К6, 55h6, код 393120.
045 операция. Резьбофрезерная, код 4271. Фрезеровать резьбу М52х1,5 – 8g окончательно. Станок: резьбофрезерный, код 391632, мод. 5Б63Г. Приспособление: центры, код 392840; поводковое устройство, код 396115. Базирование: по центровым отверстиям. Режущий инструмент – резьбовая гребенчатая фреза, материал Р6М5, код 391810. Измерительный инструмент: резьбовые калибры-кольца М52х1,5 – 8g, код 393140.
При составлении рабочих маршрутных технологических процессов на конкретные валы данной группы валов часть операций может быть опущена (например, при отсутствии на вале резьбы, шлицев, шпоночной канавки или др.). Кроме того, следует учесть, что в некоторых операциях приведенного выше технологического процесса перечислены не все режущие и измерительные инструменты, необходимые для обработки и измерения элементов валов, входящих в данную группу.
В табл. 2 приведены схемы технологических процессов изготовления первичного вала коробки передач ЗИЛ, вторичного вала ВАЗ и промежуточного КамАЗ. Анализ таблицы показывает, что ступенчатые шлицевые валы и валы с зубчатыми венцами обрабатываются по единой технологической схеме. Основное отличие при изготовлении – у шлицевого вала фрезеруют или накатывают шлицы, у вала шестерни – нарезают зубчатый венец.
Для обеспечения заданных точности и шероховатости отдельных поверхностей детали вводят ряд доводочных операций: микрофиниширование или полирование, например, при обработке первичного вала коробки передач ЗИЛ и вторичного вала автомобиля ВАЗ.
Схемы технологических процессов изготовления первичного вала коробки передач ЗИЛ, вторичного вала ВАЗ и промежуточного КамАЗ
| Операция механической обработки | Первичный вал | Вторичный вал | Промежуточный вал |
| ЗИЛ (20ХГМ) | ВАЗ (20ХГНМ) | КамАЗ (15ХГНТ2А) | |
| Центровальная | + | + | + |
| Черновая токарная | + | + | + |
| Чистовая токарная | + | + | + |
| Правка | — | + | — |
| Черновое шлифование шеек под подшипник | + | + | — |
| Токарная | + | — | — |
| Нарезание шлицев | + | + | — |
| Накатывание рифлений | — | + | — |
| Фрезерование зубьев | + | — | + |
| Долбление зубьев | — | — | + |
| Закругление зубьев | + | — | + |
| Шевингование зубьев | + | — | + |
| Сверление отверстий | + | + | + |
| Фрезерование шпоночных пазов | — | + | + |
| Нарезание резьбы | — | + | + |
| Термообработка | + | + | + |
| Зачистка центров | — | + | + |
| Правка | — | + | + |
| Окончательное шлифование шеек | + | + | + |
| Шлифование отверстия под подшипник | + | — | — |
| Хонингование отверстия под подшипник | + | — | — |
| Микрофиниширование шеек вала | + | П | — |
| Хонингование зубьев венцов | + | _ | + |
| Обкатка с эталонной шестерней | + | — | + |
| Промывка | + | + | + |
| Окончательный контроль | + | + | + |
Примечание. Знаком «+» обозначено выполнение операции, знаком «-» — недопустимость ее применения. Знаком «П» обозначена операция полирования.
Типовые технологические процессы
В основу разработки типовых технологических процессов положена конструктивно-технологическая классификация, предусматривающая систематизацию деталей и узлов по основным признакам как конструктивного, так и технологического подобия. Классификация деталей является первым этапом по созданию типовой технологии.
Валы характеризуются цилиндрической формой при длине значительно превышающей основной диаметр. К этим валам относятся ступенчатые и гладкие, пустотелые, коленчатые. Смещение центров при обработке шатунных шеек коленчатого вала или обточка кулачков и эксцентриков распределительных валов не изменяют основную схему технологического процесса изготовления деталей этого подкласса.
Цилиндрические, конические и червячные зубчатые колеса, ступицы машин на колесной базе, фланцы, диски и другие относятся к деталям, характерным признаком которых является отношение высоты и основного диаметра. Поэтому главными поверхностями обработки таких деталей являются торцы, цилиндрические наружные и внутренние поверхности, обрабатываемых на различных станках токарной группы.
К корпусным деталям относят литые или сварные детали коробчатого типа, представляющие собой основу для пространственного координирования и кинематической связи деталей и узлов, монтируемых в них. Главными поверхностями при обработке корпусных деталей являются плоскости и основные отверстия, а также обработка мелких отверстий и нарезание в них резьбы.
Типовой технологический процесс изготовления валов
К валам относят детали, образованные наружными и внутренними поверхностями вращения, имеющими одну общую прямолинейную ось при отношении длины цилиндрической части к наибольшему наружному диаметру более двух (рис. 1).
а)  | б)  | в)  |
г)  | д)  | е)  |
Рис. 1. Типичные ступенчатые валы:
а – ступенчатый вал без шлицев и зубчатого венца; б – шлицевой вал; в – вал-шестерня без шлицев;
г – вал-шестерня со шлицами; д – вал-шестерня коническая со шлицами; е – полый ступенчатый вал
Конструктивное разнообразие валов вызывается различным сочетанием цилиндрических, конических, а также зубчатых (шлицевых), резьбовых поверхностей. Валы могут иметь шпоночные пазы, лыски, осевые и радиальные отверстия.
Валы классифицируются по различным признакам.
По форме наружных поверхностей:
– с фасонными частями (конусами, шлицами, фланцами, зубчатыми венцами, кулачками, рейками и т.п.).
По форме внутренних поверхностей:
Жесткими считаются валы, у которых отношение длины к диаметру (l/d) не превышает 10 – 12. Валы с большим соотношением называют нежесткими
Основные технологические задачи при обработке валов следующие:
– выдержать: точность и шероховатость поверхностей (5 – 7 квалитет; шероховатость Ra=0,03…2,5 мкм); прямолинейность общей оси; концентричность поверхностей вращения; соосность резьб с наружными поверхностями или точными внутренними цилиндрическими отверстиями;
– получить глубокие центральные отверстия, соосные наружной поверхности в пустотелых валах (допускаемые отклонения ± 0,02) с радиальным биением шеек и торцовым биением торцов 0,02 – 0,03;
– выполнить шпоночные канавки и шлицы, параллельные оси вала (допускаемое отклонение 0,03 на длине 100мм).
Точность размеров.Точными поверхностями валов являются, как правило, его опорные шейки, поверхности под детали, передающие крутящий момент. Обычно они выполняются по 6 – 7-му квалитетам.
Точность формы. Наиболее точно регламентируется форма в продольном и поперечном сечениях у опорных шеек под подшипники качения. Отклонения от круглости и профиля в продольном сечении не должны превышать 0,25. 0,5 допуска на диаметр в зависимости от типа и класса точности подшипника.
Точность взаимного расположения поверхностей. Для большинства валов главным является обеспечение соосности рабочих поверхностей, а также перпендикулярности рабочих торцов базовым поверхностям. Как правило, эти величины выбираются по V–VII степеням точности.
Качество поверхностного слоя. Шероховатость базовых поверхностей обычно составляет Rа = 3,2. 0,4 мкм, рабочих торцов Rа = 3,2. 1,6 мкм, остальных неответственных поверхностей Rа = 12,5. 6,3 мкм. Валы могут быть сырыми и термообработанными. Твердость поверхностных слоев, способ термообработки могут быть весьма разнообразными в зависимости от конструктивного назначения валов. Если значение твердости не превышает НВ 200. 230, то заготовки подвергают нормализации, отжигу или термически не обрабатывают. Для увеличения износостойкости валов повышают твердость их рабочих поверхностей. Часто это достигается поверхностной закалкой токами высокой частоты, обеспечивающей твердость НRС 48. 55. Поверхности валов из малоуглеродистых марок стали подвергают цементации на глубину 0,7. 1,5 мм с последующей закалкой и отпуском. Таким способом можно достичь твердости НRС 55. 60.
Читайте также: Замена подшипников вала отбора мощности мтз 82
К технологичности валов предъявляются некоторые специфические требования.
1. Перепады диаметров ступенчатых валов должны быть минимальными. Это позволяет уменьшить объём механической обработки при их изготовлении и сократить отходы металла. По этой причине конструкция вала с канавками и пружинными кольцами более технологична конструкции вала с буртами.
2. Длины ступеней валов желательно проектировать равными или кратными длине короткой ступени, если токарная обработка валов будет осуществляться на многорезцовых станках. Такая конструкция позволяет упростить настройку резцов и сократить их холостые перемещения.
3. Шлицевые и резьбовые участки валов желательно конструировать открытыми или заканчивать канавками для выхода инструмента. Канавки на валу необходимо задавать одной ширины, что позволит прорезать их одним резцом.
4. Валы должны иметь центровые отверстия. Запись в технических требованиях о недопустимости центровых отверстий резко снижает технологичность вала. В таких случаях принято удлинять заготовку для нанесения временных центров, которые срезают в конце обработки.
Основные технологические базы — преимущественно центровые отверстия, центровые фаски для пустотелых валов.
Наиболее распространённым методом обработки цилиндрических наружных поверхностей является точение резцом (резцами).
Для точения цилиндрических поверхностей и поверхностей, прилегающих к ним и ограничивающих их длину (торцы, уступы, канавки, радиусы и т.д.), применяют проходные, подрезные (прямые и отогнутые), отрезные, канавочные и другие резцы с напайными пластинами из быстрорежущей стали или твёрдых сплавов и композиционных материалов.
При токарной обработке различают:
а) черновое точение (или обдирочное) – с точностью обработки IТ13. IТ12 с шероховатостью поверхности до Rа = 6,3 мкм;
б) получистовое точение – IТ12. IТ11 и шероховатость до Rа = = 1,6 мкм;
в) чистовое точение – IТ10. IТ8 и шероховатость до Rа = 0,4 мкм.
При черновом обтачивании, как и при любой черновой обработке снимают до 70% припуска. При этом назначаются максимально возможные глубина резания t и подача S.
На черновых операциях повышение производительности обработки добиваются увеличением глубины резания (уменьшением числа рабочих ходов), а также подачи.
На чистовых операциях подача ограничивается заданной шероховатостью поверхности, поэтому сокращение основного времени возможно за счёт увеличения скорости резания. На универсальных токарно-карусельных станках обрабатывают заготовки деталей типа тел вращения разнообразной формы диаметром до 10 000 мм.
К методам чистовой обработки относятся: тонкое точение и различные методы шлифования. Они, как правило, позволяют обеспечить требуемые точность размеров, формы, взаимного расположения и, в большинстве случаев, качество поверхностного слоя.
Тонкое точение применяется, главным образом, для отделки деталей из цветных металлов и сплавов (бронза, латунь, алюминиевые сплавы и другие) и отчасти для деталей из чугуна и закалённых сталей (НRС 45. 60). Объясняется это тем, что шлифование цветных металлов и сплавов значительно труднее, чем стали и чугуна, вследствие быстрого засаливания кругов. Кроме того, имеются некоторые детали, шлифование которых не допускается из-за возможного шаржирования поверхности.
Тонкое точение обеспечивает получение наружных цилиндрических поверхностей вращения правильной геометрической формы с точным пространственным расположением осей и является высокопроизводительным методом. При тонком точении используются алмазные резцы или резцы, оснащённые твёрдым сплавом. Тонкое точение характеризуется незначительной глубиной резания (t = 0,05. 0,2 мм), малыми подачами (S = 0,02. 0,2 мм/об) и высокими скоростями резания (V = 120….1000 м/мин). Точность размеров IТ5. IТ6; Ra = 0,8. 0,4 мкм.
Подготовка поверхности под тонкое точение сводится к чистовой обработке с точностью IТ8. IТ9. Весь припуск снимается за один рабочий ход. Применяются станки особо высокой точности, жёсткости и виброустойчивости. На этих станках не следует выполнять другие операции.
Основные операции при обработке гладких и ступенчатых валов – это центрование, обточка на токарных станках, шлифование посадочных поверхностей, доводка поверхностей.
Маршрутный технологический процесс обработки ступенчатых валов
| № | Операция | Оборудование | Технологическая база |
| Наименование | Содержание | ||
| Заготовительная Правильная Отрезная Термическая | Правка прутка | Правильно-калибровочная машина | Наружная поверхность |
| Разрезание прутка по длине | Токарный, отрезной станки. Ножницы. Ножовка. | Наружная поверхность | |
| Фрезерно-центровальная. Токарная | Фрезерование (подрезание) торцов и центрование (Подготовка технологических баз) | Фрезерно-центровальный или токарный станки | Наружная поверхность |
| Токарная | Черновая и чистовая токарная обработка | Токарный станок | Центровые отверстия |
| Фрезерная | Фрезерование шпоночных канавок, лысок, уступов | Фрезерный станок (шпоночно-фрезерный) | Центровые отверстия, шейки вала |
| Сверлильная. | Сверление отверстий, нарезание резьбы | Сверлильный станок | Шейки вала |
| Шлицефрезерная | Черновая, чистовая обработка шлицев | Шлицефрезерный станок | Центровые отверстия |
| Зубообрабатывающая | Черновое, чистовое нарезание зубьев | Зубофрезерный станок | Центровые отверстия |
| Термическая | Термообработка | Печь, установка ТВЧ | Центровые отверстия |
| Токарная. Шлифовальная | Зачистка, центровых отверстий | Токарный. Центрошлифовальный | Центровые отверстия |
| Шлифовальная | Шлифование опорных шеек | Шлифовальный станок | Центровые отверстия |
| Шлицешлифовальная | Обработка боковых поверхностей шлицев и центрирующих диаметров шлицевой части вала | Шлицешлифовальный, круглошлифовальный станки | Центровые отверстия |
| Зубообрабатывающая | Отделка зубьев | Центровые отверстия | |
| Моечная | |||
| Контрольная |
Основные схемы базирования.Основными конструкторскими базами большинства валов являются поверхности опорных шеек. Однако использовать их в качестве технологических баз для обработки наружных поверхностей на всех операциях затруднительно. Для условия сохранения единства и постоянства баз за технологические базы принимают поверхности центровых отверстий (ГОСТ 14034–74).
Передача крутящего момента при установке вала в центрах осуществляется с помощью поводкового патрона (ГОСТ 2571–71) или хомутика (ГОСТ 2578–70).
Основные операции механической обработки:
Заготовительная.Для заготовок из проката: рубка прутка на прессе или резка прутка на фрезерно-отрезном или другом станке. Для заготовок, получаемых методом пластического деформирования, штамповать или ковать заготовку.
Правильная(применяется для проката). Правка заготовки на прессе или другом оборудовании. В массовом производстве может производиться до отрезки заготовки. В этом случае правится весь пруток на правильно-калибровочном станке.
Термическая.Улучшение, нормализация.
Подготовка технологических баз.Операцию обработки торцов и сверление центровых отверстий в зависимости от типа производства производят:
– в единичном производстве подрезку торцов и центрование на универсальных токарных станках последовательно за два установа с установкой заготовки по наружному диаметру в патроне;
– в серийном производстве подрезку торцов выполняют раздельно от центрования на продольно-фрезерных или горизонтально-фрезерных станках, а центрование – на одностороннем или двустороннем центровальном станке. Применяются фрезерно-центровальные полуавтоматы последовательного действия с установкой заготовки по наружному диаметру в призмы и базированием в осевом направлении по упору;
Читайте также: Квадроциклы с карданным валом есть
– в массовом производстве применяют фрезерно-центровальные станки
барабанного типа, которые одновременно фрезеруют и центруют две за
готовки без съема их со станка.
Для нежестких валов (отношение l/d > 12) – обработка шеек под люнеты.

Рис. 3. Пример выполнения фрезерно-центровальной операции
Токарная (черновая). Выполняется за два установа на одной операции (единичное производство) или каждый уставов выполняется как отдельная операция.
Производится точение наружных поверхностей (с припуском под чистовое точение) и канавок. Это обеспечивает получение точности IT 12, шероховатости Ra = 6,3. В зависимости от типа производства операцию выполняют: в единичном производстве на токарно-винторезных станках; в мелкосерийном – на универсальных токарных станках с гидросуппортами и станках с ЧПУ; в серийном – на копировальных станках, горизонтальных многорезцовых, вертикальных одношпиндельных полуавтоматах и станках с ЧПУ; в крупносерийном и массовом – на многошпиндельных многорезцовых полуавтоматах; мелкие валы могут обрабатываться на токарных автоматах.
Токарная(чистовая). Аналогична приведенной выше. Производится чистовое точение шеек (с припуском под шлифование). Обеспечивается точность 11 – 10 квалитет, шероховатость Ra = 3,2.
Фрезерная.Фрезерование шпоночных канавок, шлицев, зубьев, всевозможных лысок.
Шпоночные пазы в зависимости от конструкции обрабатывают дисковой фрезой (если паз сквозной) на горизонтально-фрезерных станках, пальцевой шпоночной фрезой (если паз глухой) на вертикально-фрезерных станках. В серийном и массовом производствах для получения глухих шпоночных пазов применяют шпоночно-фрезерные полуавтоматы, работающие «маятниковым» методом.
Технологическая база – поверхности центровых отверстий или наружные цилиндрические поверхности вала. При установке на наружные цилиндрические поверхности вала (на призмы) возникает погрешность базирования, связанная с колебаниями диаметров установочных шеек вала в партии.
Шлицефрезерная.Шлицевые поверхности на валах чаще всего получают обкатыванием червячной фрезой на шлицефрезерных или зубофрезерных станках с установкой вала в центрах. При диаметре шейки вала более 80 мм шлицы фрезеруют за два рабочих хода.
Сверлильная.Сверление всевозможных отверстий.
Резьбонарезная.На закаливаемых шейках резьбу изготавливают до термообработки. Если вал не подвергается закалке, то резьбу нарезают после окончательного шлифования шеек (для предохранения резьбы от повреждений). Мелкие резьбы у термообрабатываемых валов получают сразу на резьбошлифовальных станках.
Внутренние резьбы нарезают машинными метчиками на сверлильных, револьверных и резьбонарезных станках в зависимости от типа производства.
– в единичном и мелкосерийном производствах на токарно-винторезных
станках плашками, резьбовыми резцами или гребенками;
– в мелкосерийном и серийном производствах резьбы не выше 7-ой степени точности нарезают плашками, а резьбы 6-ой степени точности — резьбонарезными головками на револьверных и болторезных станках;
– в крупносерийном и массовом производствах — гребенчатой фрезой на
резьбофрезерных станках или накатыванием.
Термическая.Закалка объемная или местная согласно чертежу детали.
Токарная. (Центрошлифовальная). Исправление центровых отверстий (центрошлифовальная). Перед шлифованием шеек вала центровые отверстия, которые являются технологической базой, подвергают исправлению путем шлифования конусным кругом на центрошлифовальном станке за два установа или притираются на токарных станках.
Круглошлифовальная.Шейки вала шлифуют на круглошлифовальных или бесцентрово-шлифовальных станках.
Шлицешлифовальная.Шлицы шлифуются в зависимости от центрирования:
– при центрировании по наружной поверхности – наружное шлифование
на круглошлифовальных станках и шлифование боковых поверхностей
на шлицешлифовальном полуавтомате с делением;
– при центрировании по поверхности внутреннего диаметра – шлифование
боковых поверхностей шлицев и шлифование внутренних поверхностей
по диаметру профильным кругом.
Контрольная.
Операционные эскизы маршрутного технологического процесса изготовления валов представлен в табл. 40, 41.
Маршрутный технологический процесс изготовления вала длиной до 120 мм
| Операция | |||
| П/п | Наименование | Содержание | Операционный эскиз |
| Заготовительная | Прокат |  | |
| Токарная | Обтачивание с припуском под шлифование, снятие фасок и отрезка в размер по длине. |  | |
| Кругло- шлифовальная | Шлифование шеек вала (черновое) |  | |
| Фрезерная | Фрезерование шпоночных канавок |  | |
| Сверлильная | Сверление продольных (осевых) и поперечных (радиальных) отверстий |  | |
| Термическая | |||
| Кругло-шлифовальная | Окончательное шлифование шеек вала. |  | |
| Контрольная |
Маршрутный технологический процесс изготовления валов диаметром 30…80 мм и длиной от 120 до 500 мм
| Операция | |||
| П/п | Наименование | Содержание | Операционный эскиз |
| Заготовительная | Штамповка. (Прокат) | ||
| Фрезерно-центровальная | Фрезерование торцов и центрование |  | |
| Токарная | Черновая обработка поверхностей (два установа) |  | |
| Токарная | Чистовая обработка поверхностей (два установа) |  | |
| Накатная | Накатывание рифлений |  | |
| Круглошлифовальная | Шлифование предварительное |  |
| Фрезерная | Фрезерование шпоночных канавок |  |
| Шлицефрезерная (Фрезерная) | Нарезание шлицев |  |
| Зубофрезерная | Нарезание зубьев |  |
| Зубозакругляющая | Закругление зубьев |  |
| Токарная (Резьбофрезерная) | Нарезание резьбы |  |
| Химико-термическая | ||
| Шевинговальная | Шевингование зубьев |  |
| Токарная | Калибровка резьбы | |
| Термическая | Закалка Поверхностная закалка с нагревом ТВЧ | |
| Токарная (Центрошлифоваль-ная) | Притирка (шлифование центров) |  |
| Обкаточная | Обкатка зубьев |  |
| Круглошлифовальная | Шлифование шеек вала |  |
| Шлице-шлифовальная | Шлифование шлицев |  |
| Контрольная |
Типовой технологический процесс изготовления втулок
К втулкам относят детали, образованные наружными и внутренними поверхностями вращения, имеющими одну общую прямолинейную ось при отношении длины цилиндрической части к наибольшему наружному диаметру более 0,5 и менее или равное 2 (рис. 2).

Рис. 2. Типичные детали класса втулки
Основные технологические задачи:
– обеспечение точности и концентричности наружных поверхностей относительно отверстия (точность 7–9 квалитет; шероховатость поверхности отверстия Ra=1,25…0,32 мкм: наружной – Ra=2,5…0,63 мкм);
– обеспечение перпендикулярности торцов к оси отверстия (0,015-0,020 мм на диаметре 100 мм);
– достижение точности взаимного расположения поверхностей (радиальное биение 0,01–0,03) и точности формы (отклонение от круглости и профиля продольного сечении в пределах допуска на размер).
Типовой технологический процесс обработки втулок приведен в табл. 42.
Маршрутный технологический процесс обработки втулок
| № | Операция | Оборудование | Технологическая база |
| Наименование | Содержание | ||
| Заготовительная | |||
| Токарная | Подрезка торца у прутка. Зацентровка, сверление отверстия. Обтачивание наружной поверхности. Растачивание или зенкерование отверстия; чистовое обтачивание наружной поверхности со снятием фаски на свободном торце. Черновое и чистовое развертывание | Токарно-винторезный; токарно-револьверный | Наружная поверхность |
| Токарная | Снятие фасок с противоположного торца втулки | Токарный | Наружная поверхность |
| Термическая обработка | |||
| Внутришлифовальная | Шлифовать отверстие | Внутришлифо- вальный | Наружная поверхность |
| Круглошлифовальная | Шлифовать наружную поверхность и торец | Круглошлифо- вальный | Отверстие и торец |
| Моечная | |||
| Контрольная |
Заготовки можно отрезать от прокатанных прутков, труб (сталь, латунь), отлитых прутков небольшой длины (чугун, бронза); штучные заготовки — литье в землю или в кокиль (чугун, бронза, специальные сплавы), штучные кованные или штампованные (сталь, бронза). Кроме того, втулки можно прессовать из порошков.
Основные технологические базы — обработанное отверстие или наружная поверхность.
Задача обеспечения концентричности поверхностей и перпендикулярности оси и торца решается обработкой:
– наружных и внутренних поверхностей и торцов за один установ;
– всех поверхностей за два установа или за две операции с базированием при окончательной обработке отверстия по наружной поверхности;
– всех поверхностей за два установа или за две операции с базированием при окончательной обработке наружной поверхности по отверстию.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала