

Токарно-винторезный станок – это режущее оборудование для обработки заготовок точением. Обработка производится путем одновременного вращения заготовки и рабочего движения резца – по направлению к оси детали вдоль неё.
Данный тип станков является универсальным металлорежущим оборудованием и повсеместно применяется для изготовления или восстановления деталей из стали и других материалов. В зависимости от параметров, токарно-винторезные станки могут использоваться и в домашних мастерских, и на крупных промышленных предприятиях для серийного производства деталей.
- Особенности конструкции
- Возможности и технологии
- Классификация токарно-винторезных станков
- Преимущества и сфера применения
- Токарно-винторезные станки. Виды, устройство станков
- 1. Основные типы токарных станков
- 2. Классификация токарно–винторезных станков
- 3. Устройство токарно–винторезных станков
- 5. Резцедержатель
- 6. Фартук
- 7. Задняя бабка
- 8. Система смазки станка
- 9. Кинематическая схема токарного станка
Особенности конструкции
Токарно-винторезный станок состоит из унифицированных узлов и механизмов обеспечивающие фиксацию и вращение заготовки, а также рабочее движение резца. Основные узлы и детали оборудования:
- станина;
- суппорт станка;
- коробка регулировка скорости;
- передняя бабка;
- задняя бабка;
- шпиндель;
- двигатель;
- тумбы оборудования;
- гитары шестерен;
- коробка выбора и смены подач;
- фартук;
- ходовой валик;
- ходовой винт.

Следует отметить, что основные узлы токарно-винторезных станков различных производителей имеют одинаковую схему расположения и сходные наименования. Во многих случаях они идентичны и взаимозаменяемые.
Возможности и технологии
Токарно-винторезный станок предназначен для выполнения ряда операций:
- Обточка и расточка цилиндрических и конических поверхностей.
- Расточка фасонных поверхностей.
- Сверление и развертка отверстий.
- Зенкерование отверстий.
- Подрезка и обработка торцов.
- Отрезание заготовки.
- Нарезание резьбы.

Кратко остановимся на основных технологиях обработки. При обточке наружных цилиндрических поверхностей используется проходной резец. Припуск по длине заготовки составляет от 7 до 12 мм для отрезания и обработки торцов. При торцевании используются несколько типов инструмента – подрезные, упорные и прямые проходные резцы.
На токарно-винторезном станке можно прорезать канавки требуемой глубины. Для этого необходима минимальная скорость вращения шпинделя и специальный резец. Аналогично производится и отрезание детали от заготовки. Отрезной резец вырезает канавку до диаметра 2-2,5 мм, и деталь отламывается под собственным весом.
Классификация токарно-винторезных станков
Данный тип станков выпускается в различных модификациях и классифицируется по следующим основным параметрам:
- Масса станка.
- Наибольшая длина заготовки, которую можно установить на станок.
- Наибольший диаметр детали.
Максимальная длина обрабатываемой заготовки зависит от расстояния между центрами. Наибольший допустимый диаметр заготовки современного оборудования находится в пределах от 100 мм до 4 метров. При этом максимальные длины и диаметры заготовок могут не совпадать в различных моделях станков. Например, при одном и том же допустимом диаметре длины могут быть различными.
В зависимости от массы существуют следующие категории токарно-винторезных станков:
- Легкие массой до 500 кг. Предназначены для обработки заготовок диаметром до 200 мм. В эту категорию входят настольные модели используемые в быту и небольших мастерских.
- Средние массой 4 тонн. Максимальный диаметр 250-500 мм.
- Крупные – масса до 15 тонн, наибольший диаметр 600-1250 мм.
- Тяжелые – масса до 40 тонн и более, максимальный диаметр заготовки от 1600 мм до 4 метров.
Преимущества и сфера применения
Область использования токарно-винторезного станка зависит от его параметров – массы, максимального диаметра и длины заготовки. Так, легкие станки применяются на часовых заводах, на опытно-экспериментальных участках, в бытовых мастерских, при производстве приборов и на других объектах.
Станки крупной и тяжелой группы применяются в энергетике и машиностроении. Они используются для изготовления и ремонта деталей крупных механизмов – турбин, колесных пар и других узлов железнодорожного транспорта, тяжелого прокатного оборудования и т. д.
Наибольшее применение получили станки средней группы. Они используются для производства крепежа и других деталей для машиностроения, строительства, приборостроения и других сфер деятельности, их возможности позволяют производить широкий спектр получистовых и чистовых операций, в том числе и нарезку резьб.
Основными преимуществами токарно-винторезного станка являются:
- Широкий диапазон подачи резца.
- Большой выбор частот вращения шпинделя.
- Высокая мощность двигателя.
- Жесткость конструкции.
- Универсальность обработки, доступность широкого спектра металлорежущих операций.
- Возможность расширения функциональных возможностей при установке дополнительных механизмов и приспособлений, в том числе автоматизация с помощью системы ЧПУ.
Оснащение системой числового-програмного управления позволяет эффективно использовать станок для выпуска серийной продукции, производить быструю переналадку при переходе на другую номенклатуру деталей.
Токарно-винторезные станки. Виды, устройство станков
1. Основные типы токарных станков
Станки токарной группы наиболее распространены в машиностроении и металлообработке по сравнению с металлорежущими станками других групп. В состав этой группы входят токарно-винторезные, токарно-револьверные, токарно-карусельные, токарные автоматы и полуавтоматы и другие станки.
Токарно-винторезные станки предназначены для наружной и внутренней обработки, включая нарезание резьбы, единичных и малых групп деталей.
Токарно-револьверные станки предназначены для обработки малых и больших групп деталей сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента.
Токарно-карусельные станки предназначены для обработки разнообразных по форме деталей, у которых диаметр намного больше длины. Эти станки отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепится обрабатываемая деталь.
Токарные автоматы предназначены для обработки деталей из прутка, а токарные полуавтоматы — для обработки деталей из прутка и штучных заготовок.
Металлорежущие станки отечественного производства имеют цифровое обозначение моделей.
Первая цифра в обозначении модели показывает, к какой технологической группе относится станок: 1-токарные станки, 2-сверлильные и расточные станки; 3-шлифовальные станки и т.д.
Вторая цифра указывает на типы станков в группе: 1-одношпиндельные и 2-многошпиндельные автоматы; 3-токарно-револьверные станки; 5-токарно-карусельные и т.д.
Две последние цифры определяют технические параметры станка: высоту центров над станиной для токарного станка, наибольший диаметр обрабатываемого прутка для токарно-револьверного станка и т.д. Наличие буквы между цифрами указывает на произведенную модернизацию станка.
Точность станка, класс, определяют буквами: Н, П, В, А, С в конце цифрового обозначения модели.
Читайте также: Гетраг 220 подшипник первичного вала
По буквам в обозначении станков различают станки нормальной точности — класс Н (в большинстве случаев не указывается); повышенной точности — класс П; высокой точности (прецизионные) — класс В; особо высокой точности — класс А и особо точные (мастер-станки) — класс С.
Например, в обозначении токарно-винторезного станка модели 16К20П цифра 1 обозначает группу токарных станков, цифра 6-тип станка (токарновинторезный), цифра 20 — высоту центров в см, буква К-модернизацию станка, буква П-станок повышенной точности.
2. Классификация токарно–винторезных станков
Техническими параметрами, по которым классифицируют токарновинторезные станки являются наибольший диаметр D обрабатываемой детали или высота центров над станиной (равная 0,5D), наибольшая длина L обрабатываемой детали и масса станка.
По наибольшему диаметру обрабатываемой детали станки изготовляются по ряду: D=100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм.
Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. При одном и том же D изготавливают станки для обработки коротких и длинных деталей.
По массе токарные станки делят на легкие — до 0,5 т (D=100÷200 мм), средние — до 4 т (D=250÷500 мм), крупные — до 15 т (D=630÷1250 мм), тяжелые — 40 т и выше (D=1600÷4000 мм).
По назначению. Легкие токарные станки применяют в инструментальном производстве, в приборостроении, в часовой промышленности, в экспериментальных и опытных цехах. Эти станки выпускаются с механической подачей и без нее. Средние токарные станки выполняют 70-80 % общего объема токарных работ. Станки этой группы предназначены для выполнения чистовой и получистовой обработки, нарезания резьбы.
Станки имеют высокую жесткость, достаточную мощность и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с применением современных прогрессивных инструментов из твердых и сверхтвердых материалов. Предусмотрено также оснащение станков различными приспособлениями для расширения их технологических возможностей, облегчающих труд рабочего и повышающих качество обработки. Станки имеют достаточно высокий уровень автоматизации.
Крупные и тяжелые токарные станки предназначены в основном для тяжелого и энергетического машиностроения и других отраслей. Станки этого типа менее универсальны, чем станки среднего типа, и приспособлены в основном для обработки определенных типов деталей (валков прокатных станов, железнодорожных колесных пар, роторов турбин и др.).
Каким станкам следует отдать предпочтение для изучения? Если любую машину (комплект чертежей) разобрать на детали, то окажется, что крупных и тяжелых деталей будет небольшое количество. Наибольшее количество будет средних размеров деталей, которые по количеству значительно превышают количество крупных деталей. Мелкие детали по количеству также значительно уступают средним деталям. Поэтому, учитывая, что все токарные станки имеют типовую и подобную конструкцию, дальше будет уделено внимание изучению средних токарных (D=250÷500 мм и массой до 4 т) и других станков для обработки деталей средних размеров.
3. Устройство токарно–винторезных станков
Токарно-винторезные станки имеют типовую конструкцию для всех видов токарных станков (рис. 1).
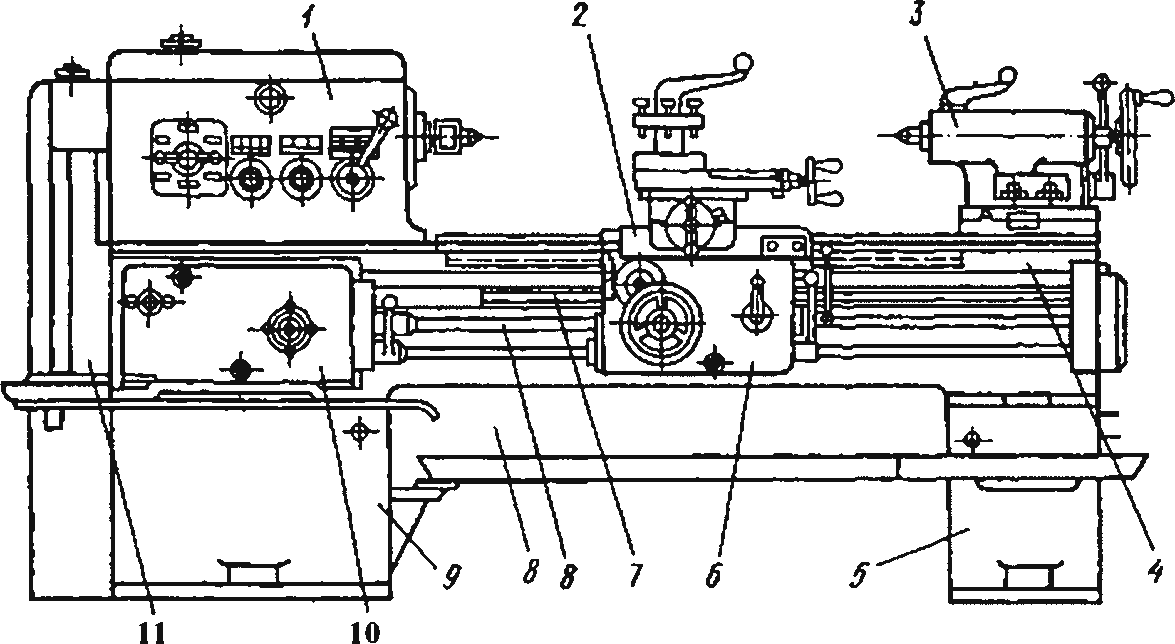
Рис. 1. Устройство токарно–винторезного станка: 1 — передняя бабка, 2 — суппорт, 3 — задняя бабка, 4 — станина, 5 и 9 — тумбы, 6 — фартук, 7 — ходовой винт, 8 — ходовой валик, 10- коробка подач, 11 — итары сменных шестерен
Главный привод станка. Механизм и коробка подач.
Главный привод станка. В передней бабке размещены шпиндель и коробка скоростей (рис. 2), которые сообщают заготовке главное движение и подачу при выбранной глубине резания.
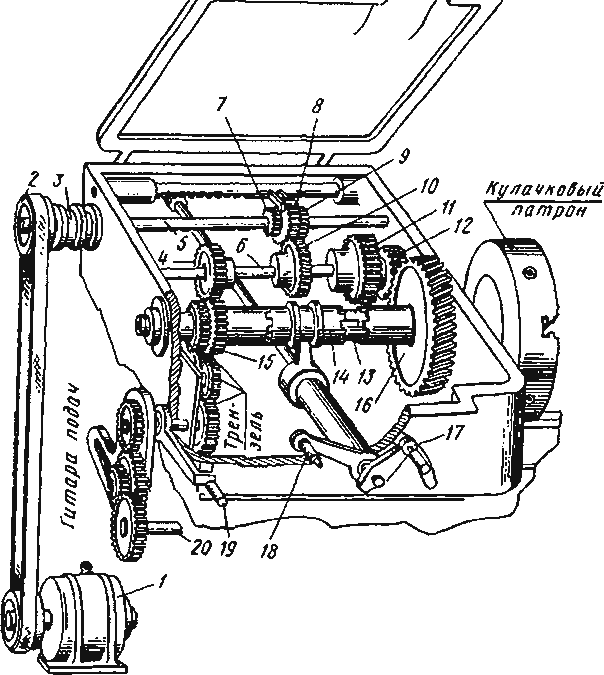
Рис. 2. Устройство шестискоростной коробки скоростей токарного станка
Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1, через ременную передачу 2 и муфту включения 3 передается на вал 5. Блок из трех шестерен 7, 8, 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута то шпиндель получает вращение через зубчатое колесо 16, а е ли влево зубчатое колесо 15. Таким образом, приведенная коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя.
Механизм и коробка подач. Механизм подач соединяет суппорт станка с коробкой скоростей, посредством реверсивного механизма (трензеля) и гитары осуществляет изменение направления и скорости перемещения суппорта станка. От коробки скоростей через трензель (рис. 3), который состоит из четырех х колес а, б, в, г, связанных с рукояткой 19 (см. рис. 2), осуществляется реверсирование движения приводного вала 20 суппорта станка.
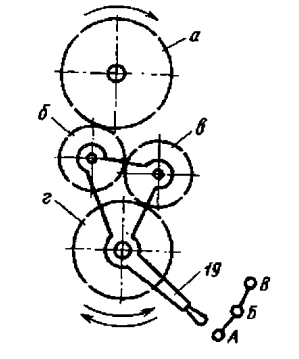
Рис. 3. Схема трензеля
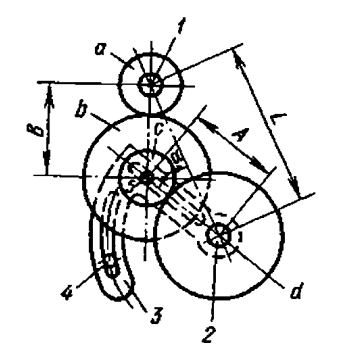
Рис. 4. Схема двухпарной гитары
При нижнем крайнем положении рукоятки 19 (положении А) зубчатые колеса (а, б, в, г) соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса (а, в, г) и направление вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
С помощью гитары (рис. 4) устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое вращение суппорта на один оборот шпинделя станка. Расстояние L между валом 1 колеса и валом 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес b и с можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес с и d. Дуговой паз приклона позволяет регулировать размер В.
Читайте также: Как точить длинные валы
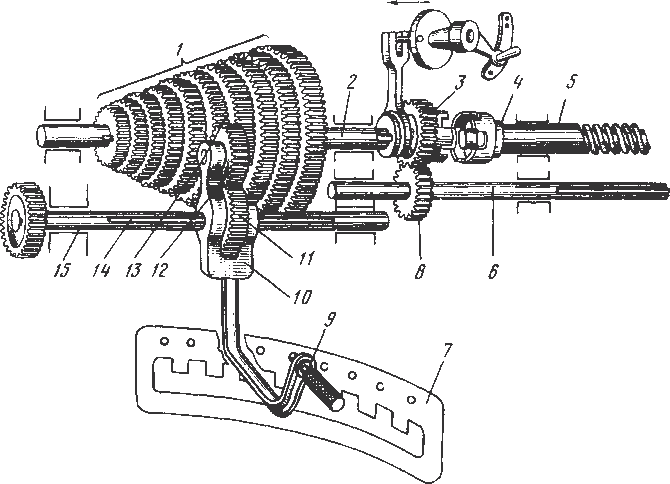
Рис. 5. Коробка подач
Назначение коробки подач — изменять скорости вращения ходового винта и ходового вала, что обеспечивает перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 коробки подач (рис. 5) получает вращение от зубчатых колес гитары. Вместе с валом 14 на опорах 15 вращается и имеет возможность перемещаться вдоль него зубчатое колесо 11 вместе с рычагом
10. На одном конце рычага 10 вращается закрепленное на оси зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — расположена рукоятка 9. За рукоятку 9 рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений соответственно числу зубчатых колес в механизме 1 Нортона. В каждом из таких положений рычаг 10 поворачивается рукояткой 9 и удерживается ее штифтом, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, вращающего вал 2 с заданной частотой. Вместе с валом 2 вращается зубчатое колесо 3, которое может перемещаться вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 с помощью кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Суппорты станка
Суппорты (рис. 6) предназначены для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе.
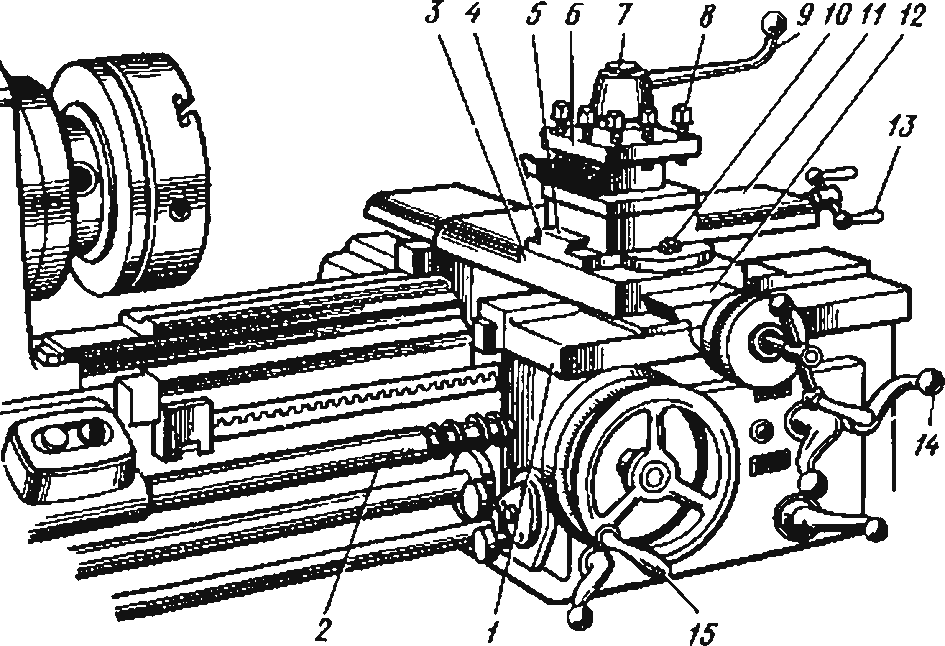
Рис. 6. Суппорт токарного станка
Суппорт (продольный), состоит из нижних салазок 1 которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки 3 (поперечный суппорт), которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются с помощью рукоятки 13 верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель 6 (резцовая головка) с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая, перемещаясь по винту 7, зажимает резец. Привод перемещения суппорта производится от ходового винта 2 и ходового вала, расположенного под ходовым винтом. Включение автомати еских подач производится рукояткой 14.
Устройство поперечного суппорта показано на рис. 7.
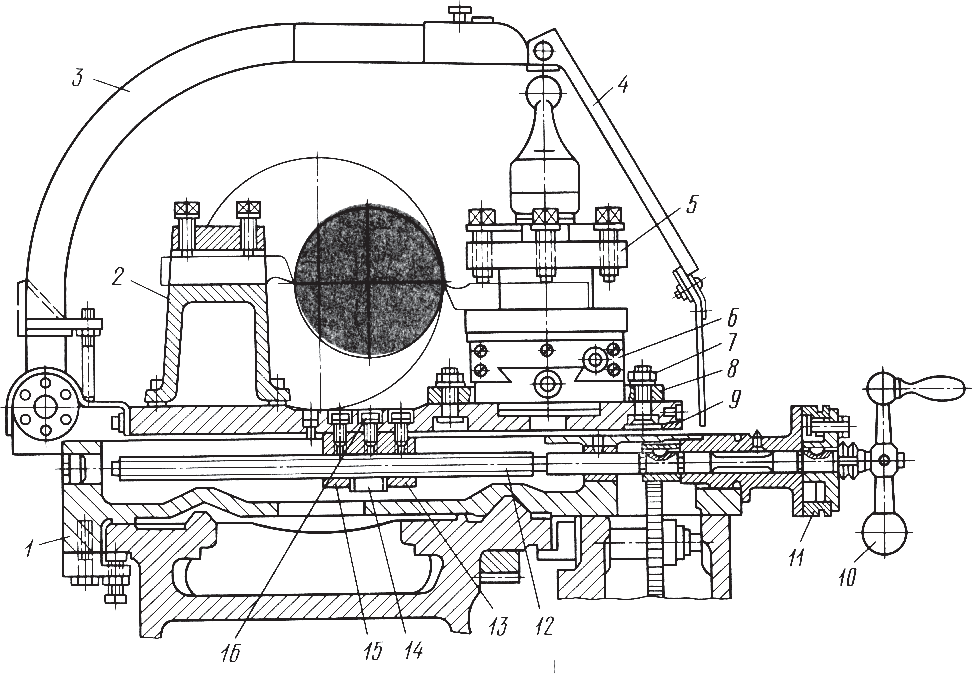
Рис. 7. Поперечный суппорт.
По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой, состоящей из двух частей 15 и 13 и клина 14, которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают клином 14 обе части 15 и 13 гайки, в результате чего выбирается зазор между ходовым винтом 12 и гайкой. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится гайками 7 поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5.
На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 со щитком 4, защищающим рабочего от попадания стружки и брызг смазочноохлаждающей жидкости.
5. Резцедержатель
Устройство резцедержателя показано на рис. 8. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6.
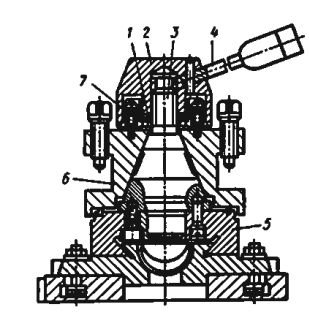
Рис. 8. Резцедержатель
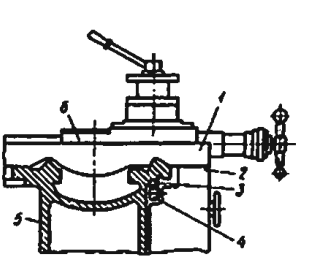
Рис. 9. Фартук
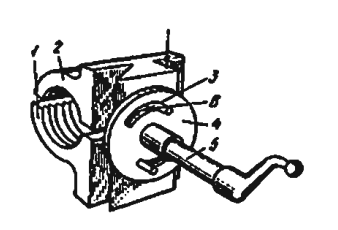
Рис. 10. Разъемная гайка
При вращении рукоя ки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От проворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхност ми, образованными пазом на основании конической оправки 3 и отверстием в езцовой головке 6.
При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 п ворачивается и перемещается вверх по резьбе кон ческой оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, связанных фрикционно с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливаетс в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для работы положение.
6. Фартук
Продольное и поперечное перемещение салазок суппорта производится фартуком 2 (рис. 9), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком 15 (см. рис. 6), который через зубчатую передачу сообщает вращение зубчатому колесу (см. рис. 9), катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт 1 вместе с поперечным суппортом 6 и фартуком 2.
Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (см. рис. 6). Разъемная гайка (рис. 10) состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5.При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещае пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
Читайте также: Что такое биение вала турбины
7. Задняя бабка
Устройство задней бабки показано на рис. 11. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3.
В пиноли устанавливаются центр 2 с коническим хвостовиком или инструмент.
Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
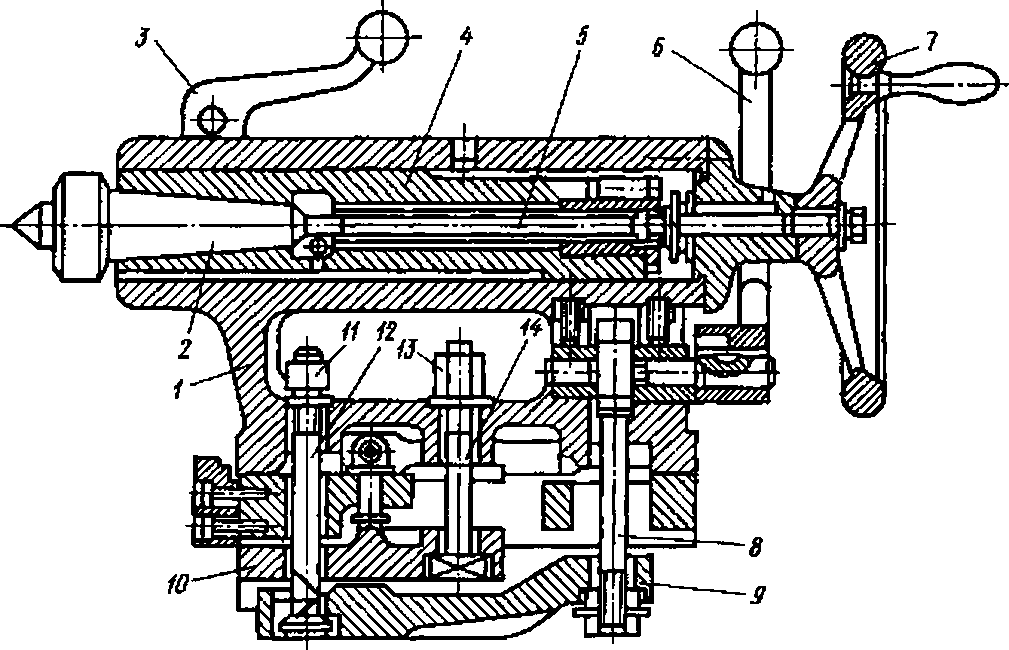
Рис. 11. Задняя бабка
8. Система смазки станка
Масло, введенное между контактирующими и взаимно перемещающимися поверхностями станка, образует на них защитную пленку, которая уменьшает коэффициент трения. В результате этого уменьшаются износ деталей и затраты мощности привода на преодоление сил трения, повышается коэффициент полезного действия станка. Одновременно масло охлаждает поверхности деталей, контактирующие при взаимном перемещении.
Для смазки станка применяют жидкие и консистентные смазочные материалы. В качестве жидких используют, как правило, индустриальные масла марок И-20А, И-30А, в качестве консистентных солидол С, пресс-солидол — УС-1 и др.
Детали станков смазывают двумя способами — индивидуальным и ентрализованным. Индивидуальная смазка бывает периодического и непрерывного действия. Периодическая смазка производится вручную (из пресс-масленки) или одноплунжерным насосом, непрерывная — разбрызгивающими кольцами, капельными масленками, масляной ванной или насосами. Наиболее распространена централизованная смазка.
9. Кинематическая схема токарного станка
Несмотря на большое разнообразие конструкций токарных станков, в их механизмах и агрегатах есть много общего и сходного. Поэтому применяют упрощенные, условные обозначения механизмов и их элементов (рис. 12), дающие наглядное представление о кинематике станков и, в некоторой степени, представление об их конструкции.
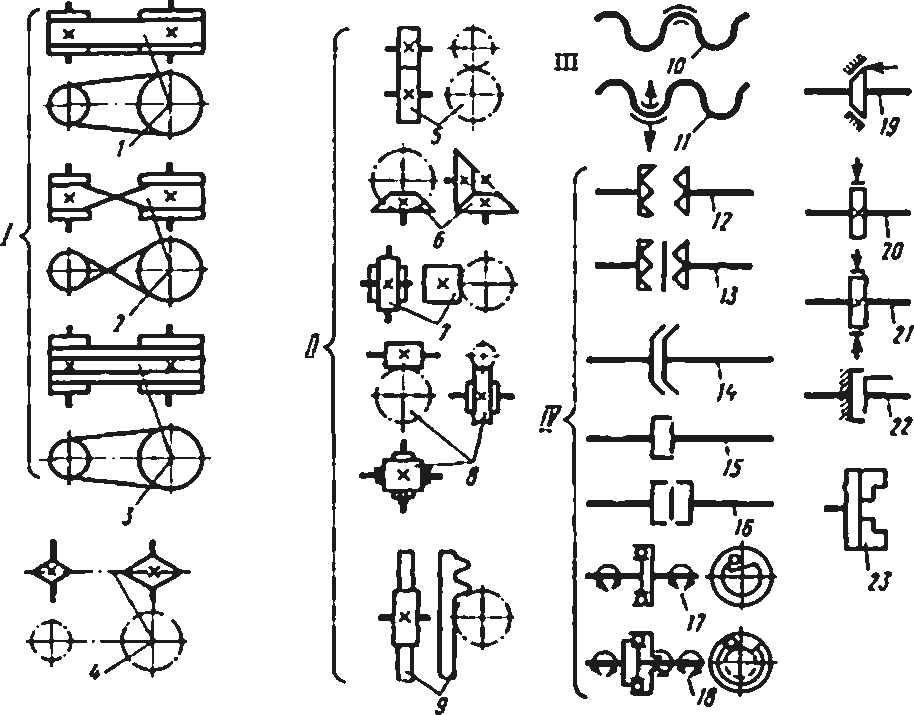
Рис. 12. Условные обозначения основных элементов на кинематических схемах станков: I — ременные передачи: 1-плоская, 2-перекрестная, 3-клиновая, 4 — цепная передача; II — зубчатые передачи: 5-цилиндрическая, 6-коническая, 7-винтовая, 8-червячная,9- реечная; IIIпередача ходовым винтом с неразъемной 10 и разъемной 11 гайками; IV — муфты: 12-кулачковая односторонняя, 13-кулачковая двусторонняя,14- конусная, 15-дисковая односторонняя, 16-дисковая двусторонняя, 17-обгонная односторонняя, 18-обгонная двусторонняя; V — тормоза: 19-конусный, 20-колодочный, 21-ленточный, 22-дисковый; 23- патронный конец шпинделя
Схемы устройства станков, вычерченные с применением условных обозначений, называют кинематическими. На них дополнительно к условному изображению указывают диаметры шкивов, число зубьев и модуль зубчатых и червячных колес, число заходов червяка, шаг ходового винта, мощность и частоту вращения электродвигателя, опоры рычагов, порядковую нумерацию валов, рукоятки и маховички для ручного перемещения сборочных единиц (узлов) и др.
Упрощенная кинематическая схема токарно-винторезного станка представлена на рис. 13. Обрабатываемая заготовка установлена в центрах. Вращение заготовке передается от шпинделя станка через поводковый патрон и хомутик, закрепленный на заготовке (детали). Обработка заготовки производится резцом, который перемещается (с подачей 5) суппортом, связанным с ходовым винтом, имеющим шаг Рхв. Движение от шпинделя передается к ходовому винту через трензель, гитару сменных колес z1 и z2, zз и z4) и коробку подач.
Частота вращения шпинделя рассчитывается по формуле п = 1000v/πd, где п — частота вращения шпинделя, об/мин; v — скорость резания, м/мин; d — диаметр обрабатываемой детали, мм.
Изменение частоты вращения шпинде я производится ступенчато в соответствии с геометрическим рядом со знаменателем φ, т.е. n2=n1φ; n3=n2φ=n1φ 2 ; n4=n3φ=n1φ 3 и т.д. В практике станкостроения применяют φ =1,26; 1,41; 1,58.
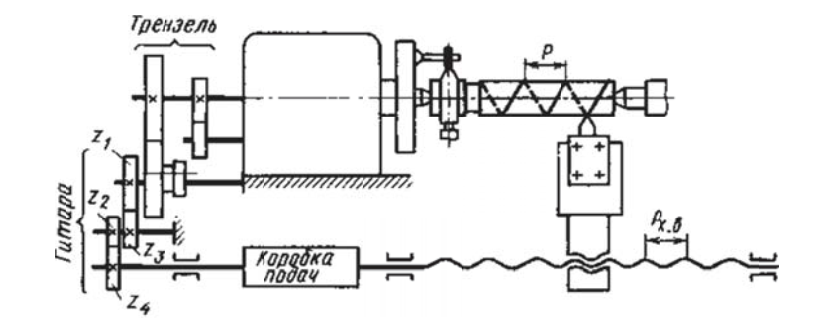
Рис. 13. Упрощенная кинематическая схема токарного станка.
Быстрое изменение частоты вращения шпинделя в процессе обработки детали, производится с помощью коробки скоростей. Кинематическая цепь коробки скоростей обеспечивает частоту вращения шпинделя по геометрическому ряду с выбранным знаменателем φ.
Структурная формула коробки скоростей зависит от числа ступеней частоты вращения шпинделя: z=р1·р2·р3·…·рк, где рк — число ступеней в каждой группе передач между валами. Структурная формула (z=12=2·3·2) коробки скоростей, кинематическая схема которой приведена на рис. 14, указывает на то, что коробка включает в себя три группы передач (р1=2; р2=3 и р3=2). Цифрами обозначены числа зубьев колес, расположенных на 1, 11, III, IV валах коробки скоростей.
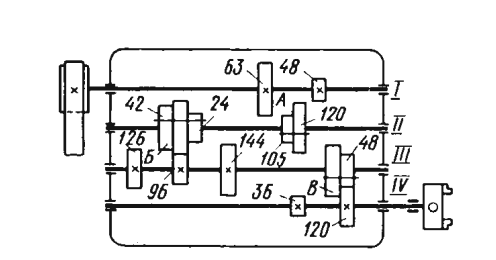
Рис. 14. Кинематическая схема коробки скоростей
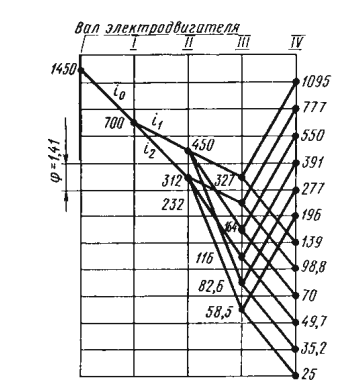
Рис. 15. График изменения частоты вращения вало в коробки скоростей
График изменения частоты вращения валов коробки скоростей (см. рис. 14) приведен на рис. 15. Число вертикальных линий графика соответствует числу валов коробки скоростей, число горизонтальных линий — числу ступеней частоты вращения шпинделя. Частота вращения шпинделя изменяется от n1=25 об/мин до n12=1095 об/мин (см. рис. 15) по геометрическому ряду с φ=1,41. Луч, соединяющий на графике две точки соседних валов, обозначает передачу с передаточным отношением и=φ m , где m — число интервалов, равных φ и перекрываемых этим лучом. Если луч отклоняется вниз, то передача понижающая (m 0). Если луч горизонтальный, то передаточное отношение равно единице (m=0).
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала