

Специализированный токарный станок относится к группе токарного оборудования и предназначается для токарной обработки конкретных деталей, изготовляемых крупными сериями в различных отраслях промышленности. На заводах, выпускающих и эксплуатирующих прокатное оборудование, находят применение специализированные вальцетокарные токарные станки (рис. 1) для чернового и чистового обтачивания валков прокатных станов. Эти станки отличаются высокой жесткостью, что в сочетании с большой мощностью привода позволяет полностью использовать возможности оснащенного твердым сплавом инструмента. Станки этого вида оснащаются несколькими суппортами и специальными люнетами, позволяющими устанавливать парный валок при калибровании, которое может производиться с помощью электрокопировальных устройств.
Рис. 1. Специализированный вальцетокарный станок 1825.
На тепловозо- и вагоностроительных заводах и при ремонте находят применение колесотокарные (рис. 2) и осетокарные станки, предназначенные для обтачивания бандажей, ободов и осей колесных пар для подвижного состава железных дорог.
Рис. 2. Специальный колесотокарный станок 1836.
На заводах, выпускающих двигатели внутреннего сгорания, используются специальные токарные станки полуавтоматы для обработки коленчатых валов и распределительных валиков.
Обработка коренных шеек коленчатого вала и подрезание смежных с ними щек и концов вала может производиться на станках двух типов — с двусторонним или с центральным приводом. У станков с двусторонним приводом (рис. 3) задняя бабка является также ведущей, шпиндель ее вращается синхронно со шпинделем передней бабки.
Рис. 3. Полуавтоматический специализированный токарный станок 1A857 для обработки коленчатых валов.
На таких станках можно обтачивать средние коренные шейки коленчатых валов (рис. 4, α), подрезание смежных с ними щек, а также обработка соосных шатунных шеек и смежных с ними щек, если коленчатый вал закрепить так, что оси шеек совпадут с осью шпинделя станка (рис. 4, б).
Рис. 4. Схемы обработки коленчатого вала на токарном станке
Обработка коренных шеек, расположенных на концах вала, выполняется на специализированных токарных станках с центральным приводом (рис. 5). В этом случае вал, установленный в центрах, приводится через шестерню, закрепленную на предварительно обработанной средней шейке (рис. 4, в).
Рис. 5. Полуавтоматический специальный токарный станок 1А84 для обработки коленчатых валов.
Существуют разные токарные станки для одновременной обработки всех шатунных шеек коленчатого вала. В этом случае вал закрепляют так, как изображено на рис. 4, α, а суппортам, в которых закреплены резцы, сообщается движение по окружности синхронно с вращением заготовки, радиус которой равен эксцентрицитету коленчатого вала (рис. 1, 4, г).
Для обработки тяжелых коленчатых валов применяют токарные станки (рис. 6), на которых заготовку закрепляют неподвижно в люнетах 2, а последовательная обработка как коренных шеек, так и шатунных производится двумя резцами, установленными в суппортах 4 на планшайбе 3, которым сообщается радиальная подача. Планшайбе сообщается продольная подача по направляющим станины 1, а также поперечное установочное движение для совмещения центра планшайбы с центром обрабатываемой шейки коленчатого вала.
Рис. 6. Специализированный токарный станок с вращающимися резцами для последовательной обработки шеек тяжелых коленчатых валов
Для обработки кулачковых распределительных валиков используются специальные токарные многорезцовые станки полуавтоматы с двусторонним и с центральным приводом. На станках с двусторонним приводом (рис. 7) производятся обтачивание шеек и подрезание торцов кулачков в средней части вала, а также одновременное обтачивание профиля всех кулачков. Станки с центральным приводом предназначены для обработки шеек и подрезания торцов кулачков на концах распределительного валика.
Читайте также: Венец вала выходного эп парма 4 4066
Рис. 7. Полуавтоматический специальный токарный станок 1893 для обработки распределительных валиков.
В инструментальной промышленности находят применение разные токарно затыловочные станки (рис. 8) для снятия затылков у зубьев дисковых и червячных фрез и других инструментов.
Рис. 8. Специализированный токарно затыловочный станок К-96.
Токарно затыловочные станки отличаются от универсальных токарных станков тем, что резцовой каретке 2 суппорта (рис. 9) сообщается периодическое возвратно поступательное движение, состоящее из медленной поперечной подачи вперед, при которой снимается затылок на зубе, и быстрого отскока в исходное положение.
Возвратно-поступательное движение осуществляется кулачком 1, получающим движение от вала 3, кинематически связанного с приводом вращения заготовки.
Рис. 9. Суппорт токарно-затыловочного станка.
Обработка коленчатых валов
Обработка однородных элементов коленчатых валов различной конструкции и разных размеров имеет много общего. Коленчатые валы обладают сравнительно небольшой жесткостью и легко деформируются под воздействием радиальных и осевых нагрузок, поэтому при обработке, особенно чистовой, надо принимать меры, предотвращающие деформацию.
Обработка коленчатых валов ведётся обычно в три этапа: черновая, чистовая и отделочная. В том случае, когда заготовки коленчатых валов получают свободной ковкой, обработка ведётся в три-четыре этапа: обдирка, черновая, чистовая и отделочная обработка. Черновая и чистовая обработка коренных шеек и концов крупных коленчатых валов производится на токарных станках. Для устранения деформации вала в центрах обрабатывают только шейки, расположенные близко к концам, затем вал устанавливают этими шейками в люнеты, после чего обрабатывают другие шейки. Одновременно с этим обрабатывают торцевые поверхности, контуры и скосы щёк, то есть все поверхности, оси вращения которых совпадают с осью коренных шеек.
У валов небольших размеров коренные шейки часто обрабатывают на многорезцовых специальных токарных станках с двусторонним или центральным приводом. Вал устанавливают обработанными средней или крайними шейками во вращающийся люнет или специальные патроны. Одновременно обрабатывается часть или все свободные от зажима коренные шейки и торцовые поверхности щёк (см.рис1). каждая шейка или пара щёк обрабатывается тремя призматическими резцами: два резца переднего суппорта обрабатывают торцовые поверхности щёк, галтели и прилегающие к ним части шейки, а третий резец заднего суппорта – среднюю часть шейки. Резцы работают как фасонные, с радиальной подачей. Вследствие того что резцы расположены с двух сторон обрабатываемой шейки, уменьшается деформация вала.
 Рисунок №1 — обработка коренных и торцевых поверхностей шеек коленчатого вала |
Черновую и чистовую обработку производят на одинаковых станках, которые отличаются только настройкой (размерами посадочных мест в патронах и люнетах, размером и формой резцов). Специфической операцией при изготовлении коленчатых валов является обработка шатунных шеек и поверхностей шеек, оси которых не совмещены с осью коренных шеек. Для обработки шатунных шеек крупных коленчатых валов широко применяют станки с вращающимся суппортом (см.рис.2). Универсальность этих станков и достаточно высокая производительность позволяют применять их при различных выпусках.
Читайте также: Опорный подшипник с валом
Коленчатый вал закрепляют коренными шейками в призмы стоек 4, установленных на станине станка. Совмещение оси обрабатываемой шейки с осью вращения резцов достигается путём разворота вала и смещения корпуса 1 по направляющим 3 в поперечном направлении. На призматических направляющих 7, укреплённых на кольце 8, которое вращается в корпусе при помощи червячной пары, перемещаются два суппорта 6. Подача суппортов осуществляется от электродвигателя с редуктором 9 через ходовые винты. Установку вала проверяют при помощи скобы 5, которой изменяют расстояние от вращающегося кольца до накерненного на щеке центра шейки. Подрезание щёк производится одновременно двумя резцами, движущимися навстречу один другому. Протачивание шейки производится резцами, установленными на размер, при движении корпуса по направляющим 2 вдоль оси шейки.
Обтачивание шатунных шеек небольших валов при большом выпуске производится на станках с двусторонним приводом; при этом вкладыши в патронах для установки вала смещены на величину радиуса кривошипа (см.рис.3). С одной установки обрабатывают шейки, расположенные на другой оси. Угловое положение вала в патроне при обработке крайних шатунных шеек фиксируют по базовой площадке или риске на щеке, а при обработке остальных шеек – по обработанной крайней шатунной шейке.
 Рисунок №2 — Станок с вращающимся суппортом для обтачивания крупных коленчатых валов | 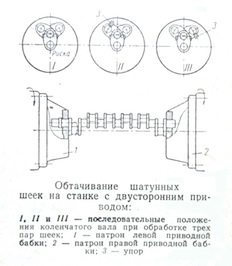 Рисунок №3 — Обтачивание шатунных шеек на станке с двухсторонним приводом |
Обработка ведётся двумя резцами с переднего суппорта и одним резцом с заднего суппорта, так же как при обработке коренных шеек. Прямоугольные щёки коленчатых валов обрабатывают на вертикально-фрезерных или продольно фрезерных станках торцевыми фрезами.
Щёки круглой формы обрабатывают на токарных станках, преимущественно с двусторонним приводом, аналогично обработке шатунных шеек. Обработку обычно ведут проходными резцами с продольной подачей. Щёки овальной формы обрабатывают или по частям такими же способами, как и круглые щёки, или на токарно-копировальных многосуппортных станках, конструктивно подобных станкам для обработки кулачковых валов, схема работы которых показана на рис.4.
Смотрите также
Шейки коленчатых валов после чистового обтачивания подвергают отделочной обработке. Шейки очень крупных валов подвергают отделочной обработке на токарных станках одновременно с чистовым обтачиванием. Эта работа ведётся вручную рабочими высокой квалификации. Форму поверхности шеек проверяют на краску по эталонным стальным вкладышам, а размеры и взаимное положение шеек – микрометрами и индикаторами.
В настоящее время отделка шеек коленчатых валов тепловозных и судовых двигателей производится так же, как и небольших коленчатых валов, на специальных шлифовальных станках. Шлифование коренных шеек производят с установкой вала в центрах и люнетах. При шлифовании крупных валов установку люнетов проверяют путём контроля изменения расстояния между щеками индикаторным приспособлением. Если вал при вращении изгибается, расстояние между щеками изменяется. При этом допускается изменение расстояния между щеками не более 0,01-0,02 мм. Регулировкой люнетов достигается правильное положение оси вала, и при этом положении шлифуются шейки. Шлифование шатунных шеек производится на шлифовальных станках с двусторонним приводом (см.рис.5). Коленчатый вал, так же как при обтачивании шатунных шеек, устанавливают концевыми коренными шейками в патроны 5 с эксцентрично расположенными вкладышами 2. На конце вала закрепляют делительный диск 6 с пазами 3, который фиксатором 4 удерживается в требуемом положении.
Читайте также: Сальник коробки приводного вала
При незажатых делительном диске и патронах вал устанавливают так, чтобы шлифуемые шатунные шейки имели минимальное биение. Затем патроны и делительный диск закрепляют на валу, а вал прочно закрепляют хомутами 7, после чего производят последовательное шлифование шеек, оси которых совпадают с осью вращения шпинделей станка. Шлифование ведется с постепенным поджимом люнетов 1, установленных под шлифуемые шейки. После шлифования пары шеек вал поворачивают до совмещения осей следующей пары шеек с осью вращения шпинделей станка, фиксатор вводят в паз делительного диска и затем производят шлифование следующей пары шеек. При шлифовании шеек на специализированных станках размеры контролируют индикаторной трёхконтактной скобой.
 Рисунок №4 — Обтачивание кулачков на токарно-копировальном станке |  Рисунок №5 — Шлифование шатунных шеек на станке с двухсторонним приводом |
Шейки валов после шлифования полируют или подвергают суперфинишированию. Схема работы станка для суперфиниширования коленчатого вала показана на рис 6. К шейкам коленчатого вала, вращающегося в центрах станка, прижимаются абразивные бруски 1 головок для суперфиниширования. Головки закреплены на коленчатых валах 2, вращающихся синхронно с обрабатываемой деталью, вследствие чего обеспечивается постоянный контакт брусков с шейками. Вращающийся от электродвигателя эксцентриковый палец 4 сообщает брускам возвратно-поступательные движения вдоль шейки. Работа ведётся с обильным охлаждением детали керосином.
 Рисунок №6 — Схема работы станка для суперфиниширования шеек коленчатого вала |
Полирование шеек производят на подобных станках, но у них вместо абразивных брусков закреплены жимки, охватывающие шейку вала и прижимающие к обрабатываемой поверхности мелкозернистую шлифовальную шкурку.
Для подвода смазки к подшипникам в шейках и щеках коленчатых валов деталей делают отверстия. Эти отверстия имеют малый диаметр (6-10 мм) и большую глубину. В мелкосерийном производстве обработку отверстий для смазки производят по кондукторам на радиально-сверлильных станках. В крупносерийном и массовом производстве для этого используют специальные станки, часто многошпиндельные, работающие с частными отводами сверла для удаления стружки, или автоматические линии. Отвод и подвод свёрл осуществляется автоматически после сверления 4-5 мм. Чтобы предотвратить поломку свёрл, станки для глубокого сверления часто снабжают устройствами, отводящими сверла при появлении крутящего момента.
Статья создана с использованием литературы: «Технология производства двигателей внутреннего сгорания», М.П. Ягудин
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала