
1. Настоящий стандарт устанавливает формы и размеры центровых отверстий. Стандарт соответствует рекомендации СЭВ по стандартизации PC 2772-70.
В стандарте учтены требования международных стандартов ИСО 866-75, ИСО 2540-73 и ИСО 2541-72.
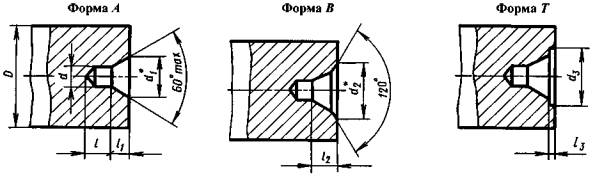
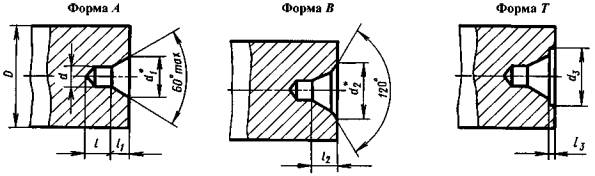
2. Размеры центровых отверстий форм А, В, Т, С, Е, R , F и Н должны соответствовать указанным на черт. 1 — 4 и в табл. 1 — 4. Размеры центровых отверстий формы Р указаны в приложении 3.
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 60°
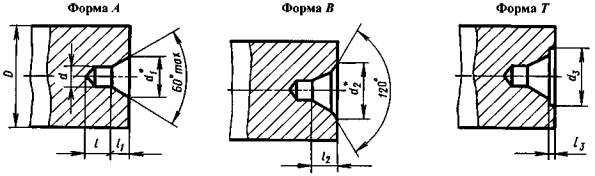
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы А диаметром d = 1 мм:
Отв. центр. AI ГОСТ 14034-74
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 75°
Примечание. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы C диаметром d = 8 мм:
Отв. центр. С8 ГОСТ 14034-74
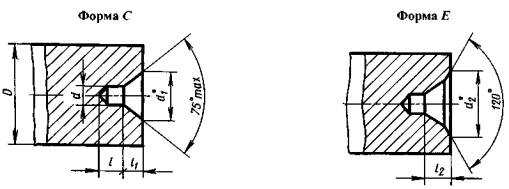
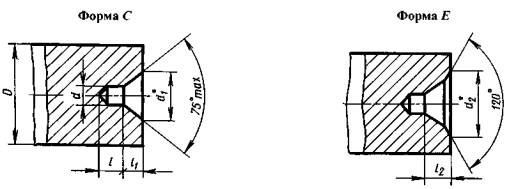
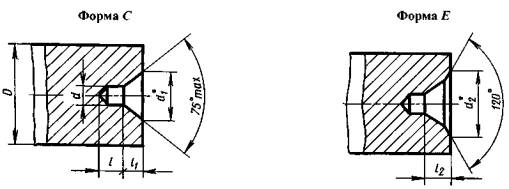
ЦЕНТРОВОЕ ОТВЕРСТИЕ С ДУГООБРАЗНОЙ ОБРАЗУЮЩЕЙ
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы R диаметром d = 1 мм:
Отв. центр. R1 ГОСТ 14034-74
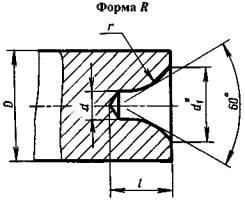
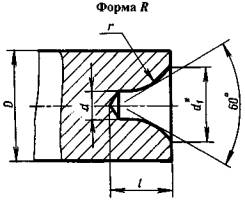
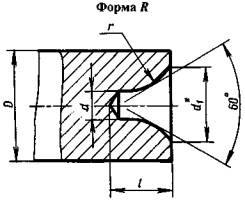
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ
1. Размеры D рекомендуемые.
2. Формы F и Н не должны применяться для режущего и вспомогательного инструмента с коническими хвостовиками с конусностью 1:10, 1:7, 7:24, метрической и Морзе.
Пример условного обозначения центрового отверстия формы F с диаметром резьбы d = M 3 :
Отв. центр. F М3 ГОСТ 14034-74
1.1, 1.2. (Измененная редакция, Изм. № 1, 2).
3. Точность изготовления размера d и углов 60°, 75° и 120°, а также радиуса г в центровом отверстии с дугообразной образующей обеспечивается центровочным режущим инструментом. При обработке углов рабочего конуса 60° и 75° другими видами режущего инструмента отклонение угла должно быть не более минус 30′.
4. Длина конической поверхности l 1 в центровых отверстиях с углом конуса 60° в технически обоснованных случаях может быть уменьшена до 0,5 l 1 .
5. Резьба — по ГОСТ 24705-2004.
Поле допуска резьбы — 7Н по ГОСТ 16093-2004.
6. Параметры шероховатости поверхностей центровых отверстий по ГОСТ 2789-73 должны быть:
посадочных (конусной и дугообразной) поверхностей — Ra ≤ 2,5 мкм; поверхностей резьбы и предохранительных фасок — Rz ≤ 80 мкм.
(Измененная редакция, Изм. № 1).
7. Сведения о применении центровых отверстий даны в приложении 1.
8. Данные для выбора центровых отверстий в зависимости от массы изделий (заготовок) приведены в приложении 2.
СВЕДЕНИЯ О ПРИМЕНЕНИИ ФОРМ ЦЕНТРОВЫХ ОТВЕРСТИЙ
Форма центровых отверстий
а) В случаях, когда после обработки необходимость в центровых отверстиях отпадает.
б) В случаях, когда сохранность центровых отверстий в процессе их эксплуатации гарантируется соответствующей термообработкой
В случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях
Для оправок и калибров-пробок
Для крупных валов (назначение аналогично с формой А)
Для крупных валов (назначение аналогично с формой В)
В случаях, когда требуется повышенная точность обработки
Для монтажных работ, транспортирования, хранения и термообработки де-
талей в вертикальном положении
Для конусов инструмента: Морзе, метрических и др.
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 1).
ДАННЫЕ ДЛЯ ВЫБОРА ЦЕНТРОВЫХ ОТВЕРСТИЙ В ЗАВИСИМОСТИ ОТ МАССЫ ИЗДЕЛИЙ (ЗАГОТОВОК)
ГОСТ 14034-74 Отверстия центровые. Размеры
Постановлением Государственного комитета стандартов Совета Министров СССР от 27 сентября 1974 г. № 2253 дата введения установлена
Ограничение срока действия снято Постановлением Госстандарта СССР от 1 апреля 1981 г. № 1638
Издание 2006 г. с Изменениями № 1, 2, утвержденными в декабре 1978 г., апреле 1981 г. (ИУС 5-80, 6-81).
1. Настоящий стандарт устанавливает формы и размеры центровых отверстий. Стандарт соответствует рекомендации СЭВ по стандартизации PC 2772-70.
В стандарте учтены требования международных стандартов ИСО 866-75, ИСО 2540-73 и ИСО 2541-72.
Читайте также: Скольжение вала во втулке
2. Размеры центровых отверстий форм А, В, Т, С, Е, R , F и Н должны соответствовать указанным на черт. 1 — 4 и в табл. 1 — 4. Размеры центровых отверстий формы Р указаны в приложении 3.
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 60°
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы А диаметром d = 1 мм:
Отв. центр. AI ГОСТ 14034-74
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 75°
Примечание. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы C диаметром d = 8 мм:
Отв. центр. С8 ГОСТ 14034-74
ЦЕНТРОВОЕ ОТВЕРСТИЕ С ДУГООБРАЗНОЙ ОБРАЗУЮЩЕЙ
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы R диаметром d = 1 мм:
Отв. центр. R1 ГОСТ 14034-74
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ
1. Размеры D рекомендуемые.
2. Формы F и Н не должны применяться для режущего и вспомогательного инструмента с коническими хвостовиками с конусностью 1:10, 1:7, 7:24, метрической и Морзе.
Пример условного обозначения центрового отверстия формы F с диаметром резьбы d = M 3 :
Отв. центр. F М3 ГОСТ 14034-74
1.1, 1.2. (Измененная редакция, Изм. № 1, 2).
3. Точность изготовления размера d и углов 60°, 75° и 120°, а также радиуса г в центровом отверстии с дугообразной образующей обеспечивается центровочным режущим инструментом. При обработке углов рабочего конуса 60° и 75° другими видами режущего инструмента отклонение угла должно быть не более минус 30′.
4. Длина конической поверхности l 1 в центровых отверстиях с углом конуса 60° в технически обоснованных случаях может быть уменьшена до 0,5 l 1 .
5. Резьба — по ГОСТ 24705-2004.
Поле допуска резьбы — 7Н по ГОСТ 16093-2004.
6. Параметры шероховатости поверхностей центровых отверстий по ГОСТ 2789-73 должны быть:
посадочных (конусной и дугообразной) поверхностей — Ra ≤ 2,5 мкм; поверхностей резьбы и предохранительных фасок — Rz ≤ 80 мкм.
(Измененная редакция, Изм. № 1).
7. Сведения о применении центровых отверстий даны в приложении 1.
8. Данные для выбора центровых отверстий в зависимости от массы изделий (заготовок) приведены в приложении 2.
СВЕДЕНИЯ О ПРИМЕНЕНИИ ФОРМ ЦЕНТРОВЫХ ОТВЕРСТИЙ
Форма центровых отверстий
а) В случаях, когда после обработки необходимость в центровых отверстиях отпадает.
б) В случаях, когда сохранность центровых отверстий в процессе их эксплуатации гарантируется соответствующей термообработкой
В случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях
Для оправок и калибров-пробок
Для крупных валов (назначение аналогично с формой А)
Для крупных валов (назначение аналогично с формой В)
В случаях, когда требуется повышенная точность обработки
Для монтажных работ, транспортирования, хранения и термообработки де-
талей в вертикальном положении
Для конусов инструмента: Морзе, метрических и др.
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 1).
ДАННЫЕ ДЛЯ ВЫБОРА ЦЕНТРОВЫХ ОТВЕРСТИЙ В ЗАВИСИМОСТИ ОТ МАССЫ ИЗДЕЛИЙ (ЗАГОТОВОК)
Торцевые отверстия в валах
Постановлением Государственного комитета стандартов Совета Министров СССР от 27 сентября 1974 г. № 2253 дата введения установлена
Ограничение срока действия снято Постановлением Госстандарта СССР от 1 апреля 1981 г. № 1638
Издание 2006 г. с Изменениями № 1, 2, утвержденными в декабре 1978 г., апреле 1981 г. (ИУС 5-80, 6-81).
1. Настоящий стандарт устанавливает формы и размеры центровых отверстий. Стандарт соответствует рекомендации СЭВ по стандартизации PC 2772-70.
В стандарте учтены требования международных стандартов ИСО 866-75, ИСО 2540-73 и ИСО 2541-72.
2. Размеры центровых отверстий форм А, В, Т, С, Е, R , F и Н должны соответствовать указанным на черт. 1 — 4 и в табл. 1 — 4. Размеры центровых отверстий формы Р указаны в приложении 3.
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 60°
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы А диаметром d = 1 мм:
Отв. центр. AI ГОСТ 14034-74
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С УГЛОМ КОНУСА 75°
Читайте также: Крестовина кардана рулевого вала газель
Примечание. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы C диаметром d = 8 мм:
Отв. центр. С8 ГОСТ 14034-74
ЦЕНТРОВОЕ ОТВЕРСТИЕ С ДУГООБРАЗНОЙ ОБРАЗУЮЩЕЙ
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Пример условного обозначения центрового отверстия формы R диаметром d = 1 мм:
Отв. центр. R 1 ГОСТ 14034-74
ЦЕНТРОВЫЕ ОТВЕРСТИЯ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ
1. Размеры D рекомендуемые.
2. Формы F и Н не должны применяться для режущего и вспомогательного инструмента с коническими хвостовиками с конусностью 1:10, 1:7, 7:24, метрической и Морзе.
Пример условного обозначения центрового отверстия формы F с диаметром резьбы d = M 3 :
Отв. центр. F М3 ГОСТ 14034-74
1.1, 1.2. (Измененная редакция, Изм. № 1, 2).
3. Точность изготовления размера d и углов 60°, 75° и 120°, а также радиуса г в центровом отверстии с дугообразной образующей обеспечивается центровочным режущим инструментом. При обработке углов рабочего конуса 60° и 75° другими видами режущего инструмента отклонение угла должно быть не более минус 30′.
4. Длина конической поверхности l 1 в центровых отверстиях с углом конуса 60° в технически обоснованных случаях может быть уменьшена до 0,5 l 1 .
Поле допуска резьбы — 7Н по ГОСТ 16093-2004.
6. Параметры шероховатости поверхностей центровых отверстий по ГОСТ 2789-73 должны быть:
посадочных (конусной и дугообразной) поверхностей — Ra ≤ 2,5 мкм; поверхностей резьбы и предохранительных фасок — Rz ≤ 80 мкм.
(Измененная редакция, Изм. № 1).
7. Сведения о применении центровых отверстий даны в приложении 1.
8. Данные для выбора центровых отверстий в зависимости от массы изделий (заготовок) приведены в приложении 2.
СВЕДЕНИЯ О ПРИМЕНЕНИИ ФОРМ ЦЕНТРОВЫХ ОТВЕРСТИЙ
Форма центровых отверстий
а) В случаях, когда после обработки необходимость в центровых отверстиях отпадает.
б) В случаях, когда сохранность центровых отверстий в процессе их эксплуатации гарантируется соответствующей термообработкой
В случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях
Для оправок и калибров-пробок
Для крупных валов (назначение аналогично с формой А)
Для крупных валов (назначение аналогично с формой В)
В случаях, когда требуется повышенная точность обработки
Для монтажных работ, транспортирования, хранения и термообработки де-
талей в вертикальном положении
Для конусов инструмента: Морзе, метрических и др.
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 1).
ДАННЫЕ ДЛЯ ВЫБОРА ЦЕНТРОВЫХ ОТВЕРСТИЙ В ЗАВИСИМОСТИ ОТ МАССЫ ИЗДЕЛИЙ (ЗАГОТОВОК)
Торцевые отверстия в валах
Формы центровых отверстий . Обтачивание деталей в центрах — наиболее распространенный способ обработки, так как он позволяет переставлять деталь со станка на станок без последующей выверки.
На рис. 171, а показано нормальное центровое отверстие, состоящее из конической и цилиндрической частей. Угол конической части центрового отверстия должен точно соответствовать углу центров станка. Обычно этот угол равен 60°, но при обработке крупных и тяжелых деталей применяют центры с углом 75 и даже 90°. Цилиндрическая часть отверстия служит для разгрузки вершины центра и для заполнения его смазкой.

На рис. 171, б показано центровое отверстие с предохранительным конусом в 120°, который защищает основной конус от забоин и облегчает обработку торца. Центровые отверстия с предохранительным конусом применяются главным образом для деталей, подвергающихся большому количеству операций.
Размеры центровых отверстий . Размеры центровых отверстий выбирают в зависимости от диаметра заготовки (табл. 8).

2. Приемы центрования

Центрование коротких деталей производят в патроне, при этом сначала подрезают торец заготовки, а затем на подрезанном торце засверливают центровое отверстие нужного размера.

Сверление центровых отверстий производится сначала коротким сверлом диаметром d на глубину L (рис. 172, а), а затем зенковкой с углом 60° раззенковывают отверстие до диаметра D (рис. 172, б). Лучше применять комбинированное центровочное сверло (рис. 173), которое объединяет в себе спиральное сверло и коническую зенковку. Понятно, что центрование таким сверлом много производительнее. На рис. 173, а показано комбинированное сверло для центровых отверстий без предохранительного конуса, а на рис. 173, б — с предохранительным конусом.
Читайте также: Сальник коленчатого вала передний 10000 04364
Сверление центровых отверстий производится следующим образом. Деталь закрепляют в трехкулачковом самоцентрирующем патроне, а в пиноли задней бабки устанавливают патрон с комбинированным сверлом (рис. 174). Подачу осуществляют вручную, равномерно вращая маховичок задней бабки.
Если длина заготовки не позволяет произвести зацентровку в патроне, сначала производится разметка центровых отверстий на необработанных торцах.
3. Разметка центровых отверстий
Существуют различные способы разметки центровых отверстий.
Перед разметкой обычно закрашивают торцы мелом, чтобы риски, определяющие положение центровых отверстий, были более заметны.

Применяется разметка при помощи разметочного циркуля (рис. 175, а), ножки которого при этом разводят на расстояние, приблизительно равное радиусу детали. Изогнутую ножку прикладывают к окружности торца детали, зажатой в тисках, а заостренной ножкой прочерчивают дугу около центра торца. Затем таким же способом проводят еще три дуги, каждый раз переставляя изогнутую ножку циркуля примерно на ¼ окружности торца. Начерченные четыре дуги образуют криволинейный четырехугольник. Если ножки циркуля развести на расстояние, превышающее радиус, то риски получатся, как на рис. 175, б, а если на расстояние меньше радиуса, то как на рис. 175, в. Центр отверстия должен находиться в центре получающегося четырехугольника. Его намечают на глаз и накернивают, как показано на рис. 175, г.
Центровые отверстия размечают также с помощью центроискателя (рис. 176, а). Приложив к торцу детали центроискатель, проводят чертилкой риску, затем повертывают деталь или центроискатель на 90° и проводят вторую риску. Пересечение рисок дает положение центрового отверстия. То же делают на другом торце.

Положение центрового отверстия удобно определять накерниванием без разметки с помощью специального приспособления, называемого колоколом (рис. 176, б). Приспособление устанавливают на торец детали вертикально и ударом молотка по керну колокола намечают место центрового углубления.
4. Режимы резания при центровании
Скорость резания при центровании комбинированным сверлом из быстрорежущей стали выбирают в зависимости от обрабатываемого материала: для стали — 7 — 15 м/мин, для чугуна—18— 20 м/мин, бронзы и латуни — 18 — 25 м/мин, для алюминия — 40—60 м/мин. Величина подачи при центровании — 0,03 —0,08 мм/об.
5. Брак при центровании и меры его предупреждения
На изготовление центровых отверстий нужно обращать серьезное внимание, так как от этого зависит правильная установка заготовок при их обработке в центрах.
Выполнение центровых отверстий с отступлением от размеров, указанных в табл. 8, приводит к порче центра и центрового отверстия детали.

На рис. 177, а показано правильное центровое отверстие, а на рис. 177, б — центровое отверстие без цилиндрической части. При отсутствии цилиндрической части возможна неточная установка заготовки, кроме того, вероятно выдавливание смазки. Последнее ведет к быстрому нагреву и сильному износу стенок конического отверстия и заднего центра.
На рис. 177, в и г показаны центровые отверстия с углами конуса больше и меньше 60°. В таких отверстиях центр будет соприкасаться с деталью по узкой полоске, что может вызвать биение детали, разрабатывание и нагрев конического отверстия, сильный износ центра.
Если центровое отверстие засверлено на длину L, большую той, какая указана в табл. 8, то его больший диаметр может совпасть с диаметром детали (рис. 177, д). В этом случае нельзя будет обтачивать поверхность резцом, так как он упрется в задний центр.
Если центровое отверстие смещено относительно оси детали (рис. 177, е), то деталь будет бить, и часть наружной поверхности детали может остаться необработанной. На рис. 177, ж показано центровое отверстие, засверленное наискось от оси детали. В таком отверстии центр будет соприкасаться с деталью только частью своей поверхности и в результате быстро сработается. Кроме того, деталь при вращении будет бить.
Чтобы предупредить брак при центровании, необходимо:
1. Обеспечить глубину L и l и диаметры d и D отверстия согласно табл. 8.
2. Конус под углом 60° должен быть чисто обработан, не иметь дробления или огранки. Нужно предупреждать также увод сверла в сторону при центровании отверстия. Для этого необходимо обращать внимание на то, чтобы торцовые поверхности перед центрованием были чисто обработаны и перпендикулярны к оси заготовки.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала