
Шайбы концевые. Конструкция
Купить ГОСТ 14734-69 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
- Способы доставки
- Оглавление
- Этот ГОСТ находится в:
- Организации:
- End washers. Design
- Исполнение 1 Исполнение2
- ГОСТ 14734-69 Шайбы концевые. Конструкция
- Текст ГОСТ 14734-69 Шайбы концевые. Конструкция
- Исполнение 1
- Исполнение 2
- (Введен дополнительно, Изм. № 1).
- Шайба 7019-0621 ГОСТ 14734—69 (Измененная редакция, Изм. № 1).
- 4. Отменен, Изм. № 1).
- Исполнение 1
- (Измененная редакция, Изм. № 1).
- Шайбы концевые (по гост 14734-69)
- Шайбы концевые с двумя болтами для торцевого крепления деталей
- 1. КОНСТРУКЦИЯ И РАЗМЕРЫ
- 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
- 3. ПРАВИЛА ПРИЕМКИ
- 4. МЕТОДЫ КОНТРОЛЯ
- 5. УПАКОВКА И МАРКИРОВКА
- ПРИЛОЖЕНИЕ 1 Справочное
- 1. ОБЪЕКТ И ОБЛАСТЬ ПРИМЕНЕНИЯ
- 2. ССЫЛКИ
- 3. ПРОХОДНЫЕ ОТВЕРСТИЯ
- 4. НАРУЖНЫЕ ДИАМЕТРЫ
- 1. ОБЪЕКТ И ОБЛАСТЬ ПРИМЕНЕНИЯ
- 2. ССЫЛКИ
- 3. ПРОХОДНЫЕ ОТВЕРСТИЯ
- 4. НАРУЖНЫЕ ДИАМЕТРЫ
- 5. ТОЛЩИНЫ
- 6. ДОПУСКИ
- 7. ПРЕДПОЧТИТЕЛЬНЫЕ СОЧЕТАНИЯ ДЛЯ ПЛОСКИХ ШАЙБ
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Распространяется на концевые шайбы, предназначенные для станочных приспособлений.
Издание (февраль 2005 г.) с изменениями № 1, 2
Видео:Стопорная шайба StarLock | ОбзорСкачать

Оглавление
Приложение 1 (справочное) Рекомендуемые размеры концов валов и крепежных деталей под концевык шайбы
Приложение 2 (справочное) Примеры применения концевых шайб
Этот ГОСТ находится в:
Организации:
End washers. Design
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
УДК 621.882.4:621.9-229:006.354 Группа ГО
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
End washers. Construction and dimensions
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 13 июня 1969 г. № 680 срок введения установлен
Проверен в 1980 г. Срок действия продлен до 01.81.9В
Несоблюдение стандарта преследуется по закону
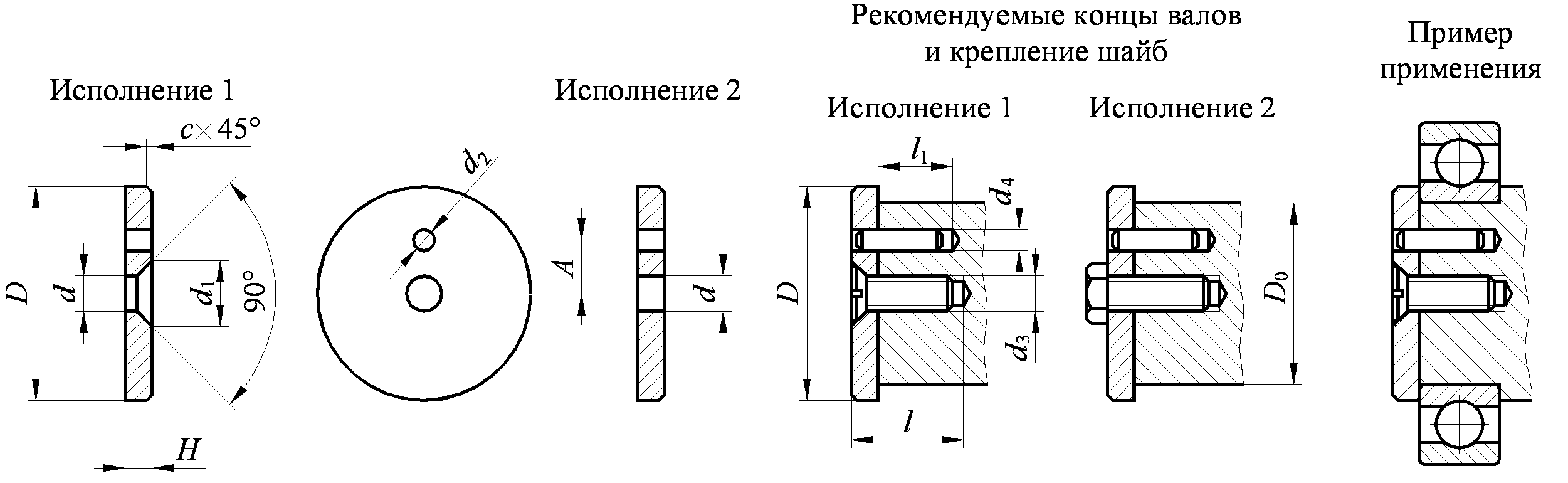
Настоящий стандарт распространяется на концевые шайбы, предназначенные для станочных приспособлений.
1. Конструкция и размеры шайб должны соответствовать указанным на чертеже и в таблице.
Видео:Шайба стопорная (фиксатор) STAR-LOCK | ЦКИСкачать

Исполнение 1 Исполнение2
2. Материал — сталь марки 45 по ГОСТ 1050-74. Допускается замена на сталь других марок с механическими свойствами не ниже, чем у стали марки 45.
2а. Опорные поверхности под крепежные детали — по ГОСТ 12876-67.
(Введен дополнительно, Изм. № 1)._
Издание официальное Перепечатка воспрещена
* Переиздание (сентябрь 1985 г.) с Изменением № 1, утвержденным в июне 1980 г. (ИУС № 9 1980 г.)
Пример условного обозначения концевой шайбы исполнения 1, размером D = 28 мм:
Шайба 7019-0621 ГОСТ 14734-69 (Измененная редакция, Изм. № 1).
3. Неуказанные предельные отклонения размеров: отверстий —
(Измененная редакция, Изм. № 1).
5. Покрытие — Хим. Оке. прм (обозначение покрытия — по ГОСТ 9.073-77). По соглашению с потребителем допускается применение других видов защитных покрытий.
6. По соглашению с потребителем допускается изготавливать шайбы без отверстия d2.
7. Маркировать: наименование изделия, его обозначение, обозначение настоящего стандарта и товарный знак предприятия-изготовителя. Маркировку нанести на тару или упаковку для партии шайб одного типоразмера.
РЕКОМЕНДУЕМЫЕ РАЗМЕРЫ КОНЦОВ ВАЛОВ И КРЕПЕЖНЫХ ДЕТАЛЕЙ ПОД КОНЦЕВЫЕ ШАЙБЫ
Видео:Шайба стопорная быстросъемная DIN 6799. Конструкция, применение. www.maysterfix.comСкачать

ГОСТ 14734-69 Шайбы концевые. Конструкция
Видео:Пружинные тарельчатые шайбы DIN 2093 |ОбзорСкачать

Текст ГОСТ 14734-69 Шайбы концевые. Конструкция
УДК 621.882.4:621.9-229:006.354 Группа Г27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА С С 8
ШАЙБЫ КОНЦЕВЫЕ Конструкция и размеры
Construction and dimensions
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 13 июня 1969 г. № 680 срок введения установлен
Проверен в 1980 г. Срок действия продлен до 01.01.98
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на концевые шайбы, предназначенные для станочных приспособлений.
1. Конструкция и размеры шайб должны соответствовать указанным на чертеже и в таблице.
Видео:Шайба на дисковую пилу в замен штатной.Скачать

Исполнение 1


Видео:Стопорная шайба.Скачать

Исполнение 2

2. Материал — сталь марки 45 по ГОСТ 1050—74. Допускается замена на сталь других марок с механическими свойствами не ниже, чем у стали марки 45.
2а. Опорные поверхности под крепежные детали — по ГОСТ 12876—67.
Читайте также: Как выставить балансировочные валы 4g63
Видео:DIN 471 Кольцо стопорное наружное для вала | ОбзорСкачать

(Введен дополнительно, Изм. № 1).
Издание официальное Перепечатка воспрещена
* Переиздание (сентябрь 1985 г.) с Изменением № 1, утвержденным в июне 1980 г. (МУС № 9 1980 г.)
Пример условного обозначения концевой шайбы исполнения 1, размером £> = 28 мм:
Видео:DIN 6799 Стопорная быстросъемная упорная шайба | ОбзорСкачать

Шайба 7019-0621 ГОСТ 14734—69 (Измененная редакция, Изм. № 1).
3. Неуказанные предельные отклонения размеров: отверстий — Н14, валов — Ы4, остальных — —•
(Измененная редакция, Изм. № 1).
Видео:Зачем сварщику знать ГОСТСкачать

4. Отменен, Изм. № 1).
5. Покрытие — Хим. Оке. прм (обозначение покрытия — по ГОСТ 9.073—77). По соглашению с потребителем допускается применение других видов защитных покрытий.
6. По соглашению с потребителем допускается изготавливать шайбы без отверстия d2—
7. Маркировать: наименование изделия, его обозначение, обозначение настоящего стандарта и товарный знак предприятия-изготовителя. Маркировку нанести на тару или упаковку для партии шайб одного типоразмера.
РЕКОМЕНДУЕМЫЕ РАЗМЕРЫ КОНЦОВ ВАЛОВ И КРЕПЕЖНЫХ ДЕТАЛЕЙ ПОД КОНЦЕВЫЕ ШАЙБЫ
Видео:установка стопорной шайбы на вал привода КалиныСкачать

Исполнение 1

24—28 28—32 32—36 36—4 0 40-45 45—50
Видео:DIN 25201 Стопорные шайбы din 25201 | ОбзорСкачать

(Измененная редакция, Изм. № 1).
ПРИМЕР ПРИМЕНЕНИЯ КОНЦЕВЫХ ШАЙБ


Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 20.64.89. № 1025
Наименование стандарта. Исключить слова: «и размеры*, «and dimensions». Пункт 1. Чертеж. Заменить параметры шероховатости: Rz 40 на Ra 6,3;
Пункт 2. Заменить ссылку: ГОСТ 1050—74 на ГОСТ 1050—88.
Пункт 3. Заменить слова: «отверстий — Н14, валов — hI4, остальных —
(Продолжение изменения к ГОСТ 14734—69)
Пункт 5. Заменить ссылку: ГОСТ 9.073—77 на ГОСТ 9.306—85.
Стандарт дополнить пунктом — 8: «8. Рекомендуемые размеры концов валов и крепежных деталей под концевые шайбы и примеры применения концевых шайб указаны в приложениях 1 и 2».
Приложение 1. Таблица. Графа d. Заменить слова: «(пред. откл. по Н7)> на 6Н;
исполнение 1. Заменить ссылку: ГОСТ 17475—72 на ГОСТ 17475—80;
заменить обозначения: М5Х 12,56.05 на ВМ5—6gX12.56.05, М6Х16.56.05 на ВМ6—6gX 16.56.05, M8X20.56.05 на ВМ8—6gX20.56.05;
исполнение 2. Заменить обозначения: М6Х 16.56.05 на ВМ6—6gX16.56.05,
Видео:Лайфхак ЦКИ: как сделать так, чтобы гайка не откручивалась | ЦКИСкачать

Шайбы концевые (по гост 14734-69)
Примечания: 1) Материал – сталь 45.
2) Пример обозначения концевой шайбы исполнения 1, D = 28 мм:
Шайба 7019-0621 ГОСТ 14734-69
Видео:ПОЧЕМУ ШУМИТ ИЛИ ГУДИТ КОРОБКА НА ВАЗ 2101 - 07 И НИВАСкачать

Шайбы концевые с двумя болтами для торцевого крепления деталей

Примечание: Материал – сталь 45.
Болты с шестигранной головкой (по ГОСТ 7805-70 и ГОСТ 7798-70) и
и с шестигранной уменьшенной головкой (по ГОСТ 7808-70 и ГОСТ 7796-70)
Болты класса точности А (ГОСТ 7805-70) и класса точности В (ГОСТ 7798-70)

Болты класса точности А (ГОСТ 7808-70) и класса точности В (ГОСТ 7796-70)

Примечания: 1) Размеры болтов, заключенные в скобки применять не рекомендуется.
2) ГОСТы предусматривают также и другие исполнения, варианты исполнений и нерекомендуемые диаметры и длины болтов.
3) Длина резьбовой части l0 приведена в таблице 4.11.
4) Резьба – по ГОСТ 24705. Сбег и недорез резьбы – по ГОСТ 27148. Концы болтов – по ГОСТ 12414.
5) Пример обозначения болта класса точности А, исполнения 1, диаметром резьбы d = 12 мм, длиной l = 60 мм, с крупным шагом резьбы, полем допуска 6g, класса прочности 5.8, без покрытия:
Болт М12-6g60.58 ГОСТ 7805-70
то же, с уменьшенной головкой, исполнения 3, класса прочности 10.9, из стали марки 40Х, с покрытием 01 толщиной 6 мкм:
Болт 3М12-6g60.109.40Х.016 ГОСТ 7808-70
Читайте также: Срок службы карданного вала рено дастер
Видео:Почему стучит бесконечный винт в недавних катушках Шимано и как это лечить. Страдик, Ванфорд.Скачать

1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1 . Конструкция и размеры шайб должны соответствовать указанным на чертеже и в табл. 1 .
Пример условного обозначения шайбы внутренним диаметром d = 5 мм из бронзы БрКМц3-1 с покрытием 07 толщиной 6 мкм:
(Измененная редакция, Изм. № 1).
Видео:Стопорно-клинова шайба | Тест Юнкера [Nord Lock]Скачать
![Стопорно-клинова шайба | Тест Юнкера [Nord Lock]](https://i.ytimg.com/vi/4eLFTfIAcEM/0.jpg)
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1 . Шайбы должны быть изготовлены из углеродистой качественной конструкционной стали марки 65Г по ГОСТ 14959-79 или из безоловянной бронзы марки БрКМц3-1 по ГОСТ 18175-78 .
Допускается по соглашению изготовителя с потребителем применять материалы других марок, обеспечивающие упругие свойства шайб.
2.2 . По заказу потребителя шайбы следует изготовлять с покрытием. Виды и условные обозначения — по ГОСТ 1759.0-87 , ГОСТ 1759.1-82 , ГОСТ 1759.2-82 , ГОСТ 1759.3-83 , ГОСТ 1759.4-87 , ГОСТ 1759.5-87 .
Выбор покрытия — по ГОСТ 9.303-84. Толщину покрытия необходимо назначать в соответствии с ГОСТ 9.306-85 по соглашению изготовителя с потребителем.
2.3 . На поверхности шайб не должно быть заусенцев, рисок, трещин, плен, рванин, следов окалины, расслоений, раковин и других дефектов. Дефекты поверхности, допускаемые нормативно-технической документацией на материал, из которого изготовляют шайбы, не являются браковочными признаками для шайб.
Шайбы не должны иметь острых кромок. Смятие кромок шайбы не является браковочным признаком.
2.4 . Допуск плоскостности шайбы — не более 0,1 мм.
2.5 . Допуск соосности поверхности диаметра относительно оси поверхности диаметра для d ≤ 5 мм — не более 0,04 мм, для d > 5 мм — не более 0,05 мм.
2.6 . Допуск симметричности паза А относительно оси внутреннего диаметра для d ≤ 7 мм — не более 0,05 мм; для d > 7 мм — не более 0,1 мм; несимметричность выступа Б — не более 1°.
2 .4. — 2.6. (Измененная редакция, Изм. № 1).
2.7 . Стальные шайбы должны иметь твердость HV 390 . 502, бронзовые — не менее HV 186.
2.8 . Водородная и кислотная хрупкость шайб, возникшая в процессе покрытия, должна быть снята.
2.10 . Размеры канавок под шайбы и допускаемые осевые нагрузки на шайбы даны в приложении 1 .
(Измененная редакция, Изм. № 1).
2. 11. Теоретическая масса шайб дана в приложении 2 .
Видео:2М112. Шлицевые втулки переднего шкива привода шпинделя. Комментарий перед сборкой.Скачать

3. ПРАВИЛА ПРИЕМКИ
3.1 . Правила приемки шайб — по ГОСТ 17769-83 для изделий повышенной и нормальной точности. Размер партии шайб не должен превышать 25000 шт.
Видео:DIN 7993 Кольца стопорные пружинные для вала | ОбзорСкачать

4. МЕТОДЫ КОНТРОЛЯ
4 .1. Внешний вид шайб (п. 2.3 ) следует проверять визуально.
4.2 . Неплоскостность шайб (п. 2.4 ) следует проверять универсальными методами и средствами.
4.3 . Контроль покрытий (п. 2.2 ) — по ГОСТ 9.302-88 .
4.4 . Определение твердости (п. 2.7 ) — по ГОСТ 2999-75 .
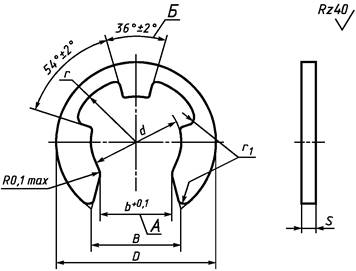
4.5 . Упругость упорных шайб следует проверять трехкратным надеванием их на оправку диаметром, равным диаметру канавки d 1 . После этого шайбы не должны иметь остаточных деформаций.
Видео:Как снять стопорное кольцо легко и без специальных приспособленийСкачать

5. УПАКОВКА И МАРКИРОВКА
5 .1. Упаковка шайб и маркировка тары — по ГОСТ 18160-72 .
ПРИЛОЖЕНИЕ 1
Справочное
Рекомендуемые размеры канавок и допускаемые осевые нагрузки
для упорных быстросъемных шайб
1. ОБЪЕКТ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает спецификацию для полного ряда плоских шайб классов точности А и С для болтов, винтов и гаек с размерами резьбы от М1 до М140 включительно.
Стандарт не распространяется на шайбы для предварительно собранных болтов и винтов с точки зрения диаметров отверстия.
Примечани е. Шайбы для строительных болтовых соединений будут включены в данный стандарт после достижения соглашения.
Требования настоящего стандарта являются обязательными.
Читайте также: Перекрытие для сток валов
2. ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 6958-78 «Шайбы увеличенные. Классы точности А и С. Технические условия».
ГОСТ 10450-78 «Шайбы уменьшенные. Классы точности А и С. Технические условия».
ГОСТ 11284-75 «Отверстия сквозные под крепежные детали. Размеры».
ГОСТ 11371-78 «Шайбы. Технические условия».
ГОСТ 18123-82 «Шайбы. Общие технические условия».
ГОСТ 28848-90 (ИСО 7094-83) «Шайбы плоские. Особо большие. Класс С».
3. ПРОХОДНЫЕ ОТВЕРСТИЯ
Проходные отверстия для шайб выбираются в соответствии с указанными в ГОСТ 11284, т.е. точный ряд для всех типов шайб класса точности А и средний ряд для всех типов шайб класса точности С. Однако для шайб класса точности А толщиной 6 мм и выше проходное отверстие среднего ряда является допустимым.
Примечани е. Класс точности С не относится к шайбам из нержавеющей стали.
4. НАРУЖНЫЕ ДИАМЕТРЫ
Наружные диаметры выбирают из ряда, указанного в табл. 1.
1. ОБЪЕКТ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает спецификацию для полного ряда плоских шайб классов точности А и С для болтов, винтов и гаек с размерами резьбы от М1 до М140 включительно.
Стандарт не распространяется на шайбы для предварительно собранных болтов и винтов с точки зрения диаметров отверстия.
Примечани е. Шайбы для строительных болтовых соединений будут включены в данный стандарт после достижения соглашения.
Требования настоящего стандарта являются обязательными.
2. ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 6958-78 «Шайбы увеличенные. Классы точности А и С. Технические условия».
ГОСТ 10450-78 «Шайбы уменьшенные. Классы точности А и С. Технические условия».
ГОСТ 11284-75 «Отверстия сквозные под крепежные детали. Размеры».
ГОСТ 11371-78 «Шайбы. Технические условия».
ГОСТ 18123-82 «Шайбы. Общие технические условия».
ГОСТ 28848-90 (ИСО 7094-83) «Шайбы плоские. Особо большие. Класс С».
3. ПРОХОДНЫЕ ОТВЕРСТИЯ
Проходные отверстия для шайб выбираются в соответствии с указанными в ГОСТ 11284, т.е. точный ряд для всех типов шайб класса точности А и средний ряд для всех типов шайб класса точности С. Однако для шайб класса точности А толщиной 6 мм и выше проходное отверстие среднего ряда является допустимым.
Примечани е. Класс точности С не относится к шайбам из нержавеющей стали.
4. НАРУЖНЫЕ ДИАМЕТРЫ
Наружные диаметры выбирают из ряда, указанного в табл. 1.
5. ТОЛЩИНЫ
Толщины шайб выбирают из ряда, указанного в табл. 2.
6. ДОПУСКИ
Допуски на шайбы принимаются в соответствии с ГОСТ 18123.
7. ПРЕДПОЧТИТЕЛЬНЫЕ СОЧЕТАНИЯ ДЛЯ ПЛОСКИХ ШАЙБ
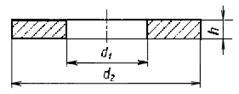
Размеры шайб должны соответствовать указанным на чертеже и в табл. 3.
ГОСТ 11371 класс точности А (исполнение 1)
ГОСТ 11371 класс точности А (исполнение 2)
* Шайбы класса точности А толщиной 6 мм и выше имеют проходные отверстия среднего ряда.
Примечани е. Таблица расширена по сравнению с ГОСТ 10450, ГОСТ 6958, ГОСТ 11371 и ГОСТ 28848. Знаком «х» отмечены шайбы, установленные соответствующими стандартами.
1. ПОДГОТОВЛЕН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 05.04.91 № 443
3. Стандарт подготовлен методом прямого применения международного стандарта ИСО 887-83 «Шайбы плоские для метрических болтов, винтов и гаек. Общий план» и полностью ему соответствует
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности