
В процессе изготовления деталей вращения согласно технологическому процессу их изготовление связанно с определённым количеством операций, которые предусматривают переустановку обрабатываемого материала. В ходе смены позиций заготовки из-за погрешности закрепляющих механизмов и других факторов, возникают осевые биения обрабатываемой детали. Допуск биения наносится на чертеже в виде наклонной стрелки и цифрового значения указывающего величину отклонения.
Допуск радиального биения вала относительно оси конуса 0.01мм .

Допуск радиального биения поверхности относительно общей оси поверхностей
А и Б 0.1мм .
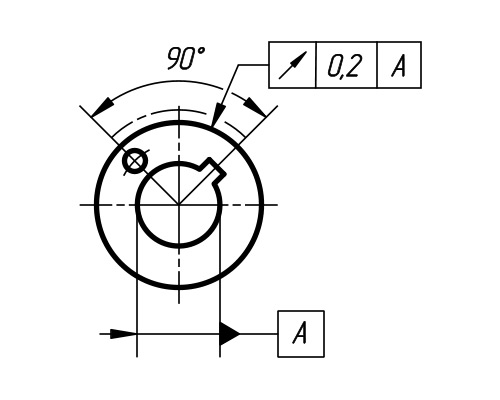
Допуск радиального биения участка поверхности относительно отверстия А 0.2мм .
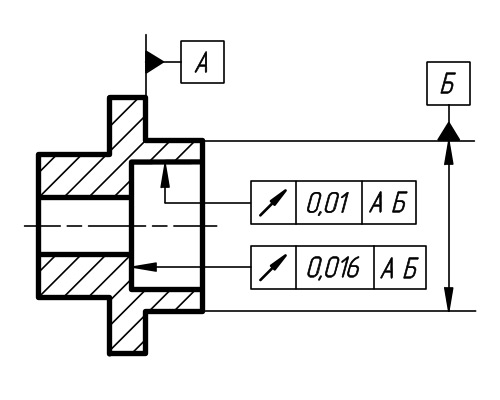
Допуск радиального биения отверстия 0.01мм . Первая база – поверхность А . Вторая база – ось поверхности Б . Допуск торцевого биения относительно тех же баз 0.016мм .

Допуск торцевого биения на диаметре 20мм относительно оси А 0.1мм .

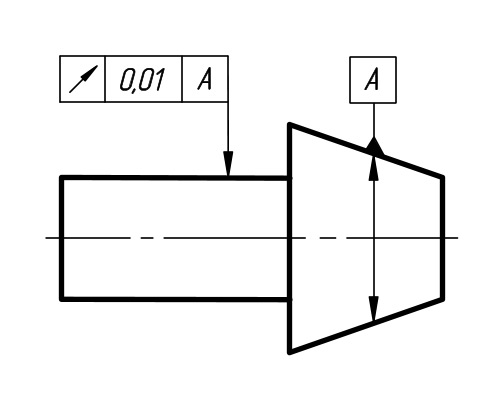
Допуск биения конуса относительно оси отверстия A в направлении перпендикулярном к образующей конуса 0.01 мм .
Коленчатые валы, изготавливаемые для различных двигателей, предназначены для преобразования рабочего движения поршней во вращение главного силового элемента машины. По конструкции валы представляют собой относительно не жёсткую геометрическую форму данного типа детали, которая в свою очередь воспринимает большие переменные нагрузки, вызывающие такие виды допустимых деформаций как кручение и изгиб с последующим возвратом к исходной форме в состоянии покоя.
Не зависимо от назначения двигателя согласно техническим условиям предусматривается необходимая точность выполнения рабочих частей коленчатых валов, таких как коренные и шатунные шейки. Цилиндрические поверхности деталей кривошипной шатунной группы являются подвижной частью подшипника скольжения, который работает на масляной плёнке, образующейся между валом и отверстием, поэтому зазор между ними должен составлять около 10 мкм . Обработка шеек коленчатого вала выполняется с точностью отклонений по пятому, шестому квалитету и шероховатостью поверхности не ниже Ra 0,8 мкм .
Допустимые отклонения формы на овальность и конусность, для автомобильных двигателей, находится в пределах от 10 мкм до 5 мкм , при не параллельности осей коренных и шатунных шеек, не более 10 мкм на всей длине для каждой из шеек. Допуски на радиусы элементов коленчатого вала составляют от 50 мкм до 150 мкм . Слишком большие отклонения радиусов галтелей приводят к неравномерности допустимых деформационных процессов, что оказывает отрицательное влияние на работу двигателей.
Так как коленчатые валы, сами являются частью подшипников скольжения, к коренным и шатунным шейкам предъявляются повышенные требования к поверхности в отношении их износостойкости и усталостной прочности, поверхностная твёрдость которых должна составлять около 52 – 62 HRC .
К наиболее важным техническим параметрам относятся параллельность осей, отклонение от круглости, допуски цилиндричности, допуск биения и многое другое.
Контроль параметров коленчатого вала достаточно, ответственный и трудоемкий процесс. Поэтому для контроля разного рода характеристик, применяют специальные приборы и стенды, а так же мерительные устройства с электронной индикацией и специальными датчиками.
- Суммарные отклонения и допуски формы и расположения поверхностей (ГОСТ24642-83)
- Радиальное биение и допуск радиального биения
- Торцевое биение и допуск торцевого биения
- Биение и допуск биения в заданном направлении
- Полное радиальное биение и допуск полного радиального биение
- Полное торцовое биение и допуск полного торцового биения
- Отклонение и допуск формы заданного профиля
- Отклонение и допуск формы заданной поверхности
- Суммарное отклонение и суммарный допуск параллельности и плоскостности
- Суммарное отклонение и суммарный допуск перпендикулярности и плоскостности
- Суммарное отклонение и суммарный допуск наклона и плоскостности
Суммарные отклонения и допуски формы и расположения поверхностей
(ГОСТ24642-83)
Суммарное отклонение формы и расположения — отклонение, являющееся результатом совместного проявления отклонения формы и отклонения расположения рассматриваемой поверхности или рассматриваемого профиля относительно заданных баз.
Количественно суммарные отклонения формы и расположения оцениваются в соответствии с определениями, приведенными ниже по точкам реального рассматриваемого элемента относительно прилегающих базовых элементов или их осей.
Суммарный допуск формы и расположения — предел ограничивающий допускаемое значение с отклонения
формы и расположения.
Поле суммарного допуска формы и расположения — область в пространстве или на заданной поверхности, внутри которой должны находиться все точки реальной поверхности (профиля) в пределах нормируемого участка.
Читайте также: Если в соединении размер отверстия больше размера вала это
Радиальное биение и допуск радиального биения
Радиальное биение — разность D наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси (рис.61).
Радиальное биение является результатом совместного проявления отклонения от круглости профиля рассматриваемого сечения и отклонения его центра относительно базовой оси. Оно не включает в себя отклонений формы и расположения образующей поверхности вращения.
Допуск радиального биения — наибольшее допускаемое значение радиального биения.
Поле допуска радиального биения — область на плоскости, перпендикулярной базовой оси, ограниченная двумя концентричными окружностями с центром, лежащим на базовой оси, и отстоящими друг от друга на расстоянии, равном допуску радиального биения Т (рис.62).
Торцевое биение и допуск торцевого биения
Торцовое биение — разность D наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности, до плоскости, перпендикулярной базовой оси (рис.63).
Примечание. Торцовое биение определяется в сечении торцовой поверхности цилиндром заданного диаметра, соосным с базовой осью, а если диаметр не задан, то в сечении любого (в том числе и наибольшего) диаметра торцовой поверхности.
При номинальной плоской форме торца торцовое биение является результатом совместного проявления
отклонения от общей плоскости точек, лежащих на линии пересечения торцовой поверхности с секущим цилиндром, и отклонения от перпендикулярности торца относительно оси базовой поверхности на длине, равно диаметру рассматриваемого сечения. Торцовое биение не включает в себя всего отклонения от плоскостности рассматриваемой поверхности.
Допуск торцевого биения — наибольшее допускаемое значение торцового биения.
Поле допуска торцевого биения — область на боковой поверхности цилиндра, диаметр которого равен заданному или любому (в том числе и наибольшему) диаметру торцовой поверхности, а ось совпадает с базовой осью, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии, равном допуску торцового биения Т, и перпендикулярными базовой оси (рис.64).
Биение и допуск биения в заданном направлении
Биение в заданном направлении — разность D наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения в сечении рассматриваемой поверхности конусом, ось которого совпадает с базовой осью, а образующая имеет заданное направление, до вершины этого конуса (рис.65).
Направление рекомендуется задавать по нормали рассматриваемой поверхности.
Биение является результатом совместного проявления в заданном направлении отклонений формы профиля рассматриваемого сечения и отклонений расположения оси рассматриваемой поверхности относительно базовой оси.
Допуск биения в заданном направлении — наибольшее допускаемое значение биения в заданном направлении.
Поле допуска биения в заданном направлении — область на боковой поверхности конуса, ось которого совпадает с базовой осью, а образующая имеет заданное направление, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии вдоль образующей конуса, равном допуску биения Т, и перпендикулярными базовой оси (рис.66).
Полное радиальное биение и допуск полного радиального биение
Термины применяю только к поверхностям с номинальной цилиндрической формой.
Полное радиальное биение — разность D наибольшего и наименьшего расстояний от всех точек реальной поверхности в пределах нормируемого участка до базовой оси (рис.67).
Полное радиальное биение является результатом совместного проявления отклонения от цилиндричности рассматриваемой поверхности и отклонения от ее соосности относительно базовой оси.
Допуск полного радиального биения — наибольшее допускаемое значение полного радиального биения.
Поле допуска полного радиального биения — область в пространстве, ограниченная двумя цилиндрами, ось которых совпадает с базовой осью, а боковые поверхности отстоят друг от друга на расстоянии, равном допуску полного радиального биения Т (рис.68).
Полное торцовое биение и допуск полного торцового биения
Термины применяются только к торцовым поверхностям с номинальной плоской формой.
Полное торцовое биение — разность D наибольшего и наименьшего расстояний от точек всей торцовой поверхности до плоскости, перпендикулярной базовой оси (рис.69).
Полное торцовое биение является результатом совместного проявления отклонения от плоскостности рассматриваемой поверхности и отклонения от ее перпендикулярности относительно базовой оси.
Допуск полного торцового биения — наибольшее допускаемое значение полного торцового биения.
Поле допуска полного торцового биения — область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии, равном допуску полного торцового биения Т и перпендикулярными базовой оси (рис.70).
Отклонение и допуск формы заданного профиля
Термины применяются в тех случаях, когда профиль задан номинальными размерами — координатами отдельных точек профиля или размерами его элементов без предельных отклонений этих размеров (размерами в рамках)
Отклонение формы заданного профиля — наибольшее отклонение D точек реального профиля от номинального профиля, определяемое по нормали к номинальному профилю в пределах нормируемого участка (рис.71).
В тех случаях, когда базы не заданы, расположение номинального профиля относительно реального определяется условием получения минимального отклонения формы профиля (рис.72).
Отклонение формы заданного профиля является результатом совместного проявления отклонений размеров и формы профиля , а также отклонений расположения его относительно заданных баз.
Допуск формы заданного профиля —
Допуск в диаметральном выражении — удвоенное наибольшее допускаемое значение отклонения формы заданного профиля.
Допуск в радиусном выражении — наибольшее допускаемое значение отклонения формы заданного профиля.
Допуск формы заданного профиля рекомендуется указывать в диаметральном выражении.
Кроме допуска формы заданного профиля по настоящему стандарту, для нормирования размеров и формы профиля могут быть применены способы, основанные на указании предельных отклонений координат отдельных точек профиля или на раздельном указании предельных отклонений размеров и допусков формы отдельных элементов профиля.
Отклонение и допуск формы заданной поверхности
Термины применяются в тех случаях, когда поверхность задана номинальными размерами — координатами отдельных точек поверхности или размерами её элементов без предельных отклонений этих размеров (размерами в рамках)
Отклонение формы заданной поверхности — наибольшее отклонение D точек реальной поверхности от номинальной поверхности, определяемое по нормали к номинальной поверхности в пределах нормируемого участка (рис.74).
В тех случаях, когда базы не заданы, расположение номинальной поверхности относительно реальной определяется условием получения минимального отклонения формы поверхности (рис.72).
Отклонение формы заданной поверхности является результатом совместного проявления отклонений размеров и формы поверхности, а также отклонений расположения его относительно заданных баз.
Допуск формы заданной поверхности —
Допуск в диаметральном выражении — удвоенное наибольшее допускаемое значение отклонения формы заданной поверхности.
Допуск в радиусном выражении — наибольшее допускаемое значение отклонения формы заданной поверхности.
Допуск формы заданной поверхности рекомендуется указывать в диаметральном выражении.
Кроме допуска формы заданной поверхности по настоящему стандарту, для нормирования размеров и формы поверхности могут быть применены способы, основанные на указании предельных отклонений координат отдельных точек поверхности или на раздельном указании предельных отклонений размеров и допусков формы отдельных элементов поверхности.
(x,y,z) -номинальные координаты
Поле допуска формы заданной поверхности — область в пространстве, ограниченная двумя поверхностями, эквидистантными номинальной поверхности, в отстоящими друг от друга на расстоянии, равном допуску формы заданного профиля в диаметральном выражении Т или удвоенному допуску формы заданного профиля в радиусном выражении Т/2. Поверхности, ограничивающие поле допуска, являются огибающими семейства сфер, диаметр которых равен допуску формы заданного профиля в диаметральном выражении Т, а центры находятся на номинальной поверхности (рис.75).
Суммарное отклонение и суммарный допуск параллельности и плоскостности
Суммарное отклонение от параллельности и плоскостности — разность D наибольшего и наименьшего рас стояний от точек реальной поверхности до базовой плоскости в пределах нормируемого участка (рис.76).
Суммарный допуск параллельности и плоскостности — наибольшее допускаемое значение суммарного отклонения от параллельности и плоскостности.
Поле суммарного допуска параллельности и плоскостности — область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии равном суммарному допуску параллельности и плоскостности Т и параллельными базовой плоскости (рис.77).
Суммарное отклонение и суммарный допуск перпендикулярности и плоскостности
Суммарное отклонение от перпендикулярности и плоскостности — разность D наибольшего и наименьшего расстояний от точек реальной поверхности до плоскости, перпендикулярной базовой плоскости или базовой оси в пределах нормируемого участка (рис.78).
Суммарный допуск перпендикулярности и плоскостности — наибольшее допускаемое значение суммарного отклонения от перпендикулярности и плоскостности.
Поле суммарного допуска перпендикулярности и плоскостности — область о пространстве, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии, равном суммарному допуску перпендикулярности и плоскостности Т и перпендикулярными к базовой плоскости или базовой оси (рис.79).
Суммарное отклонение и суммарный допуск наклона и плоскостности
Суммарное отклонение от номинального наклона и плоскостности — разность D наибольшего и наименьшего расстояний от точек реальной поверхности до плоскости, расположенной под заданным номинальным углом относительно базовой плоскости или базовой оси, в пределах нормируемого участка (рис.80).
Суммарный допуск от номинального наклона и плоскостности — наибольшее допускаемое значение суммарного отклонения от номинального наклона и плоскостности.
Поле суммарного допуска наклона и плоскостности — область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии, равном суммарному допуску наклона и плоскостности Т, и расположенными под заданным номинальным углом относительно базовой плоскости или базовой оси (рис.81).
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности