
- Что делать, если коленвал неисправен?
- Дефект коленчатого вала: причины и симптомы
- Ремонт и стоимость поврежденного коленчатого вала
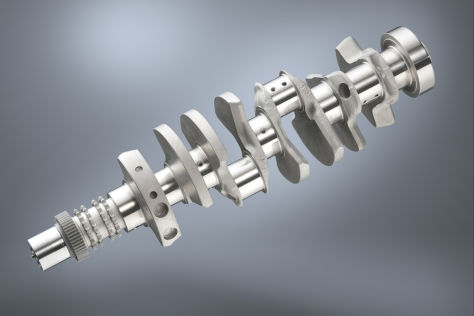
- Структура и функция коленчатого вала
- Коленчатый вал должен выдерживать высокие нагрузки
- Виды дефектов коленчатого вала
- Износ шеек коленчатого вала
- Задиры на шейке распределительного вала
- Устранение царапин на шейке коленвала
- Прогиб коленвала
- Трещины в шейке коленчатого вала
- Поиск трещин в двигателе и в цилиндрах
- Проверка коленвала.
- Приспособления для проверки коленвала.
- Проверка геометрии коленчатого вала
- Трещины на коленвале
- Шлифовка коленчатого вала
- Правка коленвала профессионально!
- Добавить комментарий Отменить ответ
- Восстановление коленчатого вала
- Поиск трещин в двигателе и в цилиндрах
Что делать, если коленвал неисправен?
Повреждение коленчатого вала встречается редко в современных автомобилях, но тем не менее все же происходит время от времени. Стоит ли в этом случае ремонтировать автомобиль (стоит ли игра свеч)? Какими затратами обернется ремонт коленвала? Отвечаем на наиболее важные вопросы.
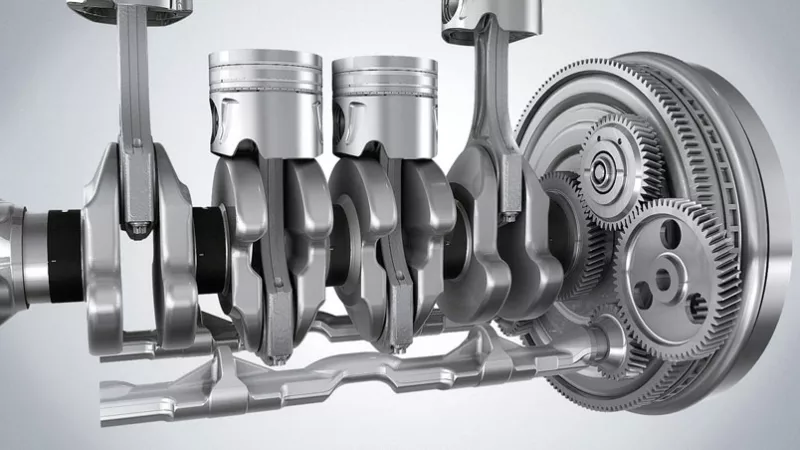
Коленчатый вал – важный элемент двигателя внутреннего сгорания. Это та деталь, которая превращает кинетическую энергию, получаемую при сгорании топлива в двигателе, в механическую. Также коленвал служит связующим звеном между двигателем и коробкой передач, которая в свою очередь распределяет крутящий момент на колеса. К сожалению, если коленвал выходит из строя из-за дефекта, дорогостоящего ремонта не избежать.
Дефект коленчатого вала: причины и симптомы
В современных машинах повреждение коленвала стало довольно-таки редким явлением. Обычно коленчатый вал может выйти из строя в основном по двум причинам: нехватка моторного масла и превышение нагрузки на двигатель. Последняя причина современным машинам не грозит, поскольку электроника контролирует все функции двигателя и отключает подачу топлива, когда двигатель начинает испытывать повышенную нагрузку. Особенно эта защита актуальна, когда стрелка на тахометре находится на красной отметке.
Получается, подобная защита является своеобразным электронным ограничением оборотов двигателя, точно так же как работает электронный ограничитель скорости, встроенный во все современные автомобили.
Чаще же всего убить коленвал можно нехваткой моторного масла. Когда коленвалу не хватает смазки, это разрушает шатунные подшипники и затем более крупные основные подшипники, в которых вращается коленвал. Однако для наступления фактического ущерба от нехватки масла требуется довольно много времени – примерно до четверти часа, до тех пор, пока остаточное моторное масло в герметичных подшипниках не будет полностью использовано. В такой ситуации из-за сухого трения начнется разрушение подшипников и износ коленвала.
Но почему в современных автомобилях поломка коленвала – более редкое явление, чем в старых машинах? Все дело в том, что во многих современных машинах двигатели оснащены турбиной, которая быстрее выйдет из строя в случае острой нехватки моторного масла. Так что, по сути, коленвал не успеет получить критичный износ.
Тем не менее в некоторых современных автомобилях все же случается поломка коленвала, которая, как правило, дает о себе знать грохотом (громким стуком).
Ремонт и стоимость поврежденного коленчатого вала
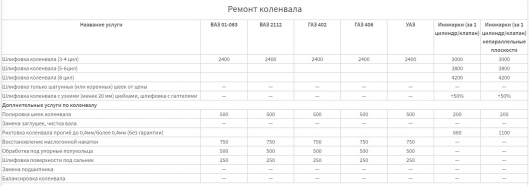
К сожалению, ремонт коленвала – очень сложный процесс, который могут делать не многие технические центры. Ведь в этом случае нужна шлифовка коленчатого вала на специальном оборудовании. Вот виды возможных работ при восстановлении изношенного вала:
Также в некоторых случаях старый коленвал может нуждаться в термообработке. А иногда нужна балансировка коленвала. К сожалению, для этих работ требуются специалисты высокого класса, а также дорогостоящее оборудование.
Также не забывайте, что, прежде чем приступить к ремонту коленвала, нужно его еще демонтировать, а после ремонта поставить на место. Для многих автомобилей это обходится в круглую сумму, так что в итоге будет проще купить новый коленвал, чем ремонтировать старый. Вот для примера расценки на ремонт коленвала в одном из автосервисов Москвы. Причем это еще не высокие ценники.
Логично, что раз придется разбирать мотор, то вместе с ремонтом коленвала придется также проводить и другие работы. В этом случае восстановление работоспособности коленвала может вылиться автовладельцу в круглую сумму. В некоторых случаях будет проще купить контактный подержанный мотор. Можно также обратиться в специализированные компании, которые занимаются восстановлением моторов. В таких компаниях вы можете приобрести уже готовый восстановленный двигатель на свою машину. В этом случае, чтобы уменьшить стоимость восстановленного мотора, вы можете сдать двигатель со сломанным коленвалом в качестве зачета в стоимость восстановленного.
Структура и функция коленчатого вала
Если вы хотите понять функцию коленвала, то, чтобы это было проще, вспомним, что такое велосипедные педали, которые соединены между собой специальным валом. Ваши ноги при вращении педалей выполняют точно такую же роль, которую играют в двигателе поршни, прикрепленные к шатунам, толкающим коленвал. На велосипеде, чтобы вращать колеса, вам нужно крутить педали вверх и вниз.
По сути, наши ноги на велосипеде (если их сравнивать с конструкцией двигателя) представляют собой два поршня с шатунами, которые ходят вверх и вниз в двухцилиндровом моторе. Вместо же звездочки, которая, вращаясь от движения педалей, передает по цепи крутящий момент на заднее колесо, в двигателях внутреннего сгорания используется коленвал, который и преобразует энергию, получаемую от хода поршней и шатунов, в механическую. С одной стороны коленвала расположен маховик, который передает крутящий момент на коробку передач.
Коленчатый вал должен выдерживать высокие нагрузки
Сегодня в современных автомобилях в двигателях используется коленвал, с каждой стороны которого находится подшипник. Со временем подшипники изнашиваются и между ними и поверхностью коленвала появляется люфт, что приводит к износу коленвала.
К счастью, современная конструкция двигателя способна долгое время выдерживать большие нагрузки. В том числе способны выдерживать нагрузку и современные коленчатые валы. Например, в дизельном современном двигателе каждый ход шатуна испытывает от воспламенения топлива нагрузку в 10 000 кг, которая, естественно, передается на коленвал.
Итак, на короткое время в одно мгновенье на шатуне присутствует сила, эквивалентная десяти тоннам, которая воздействует на коленвал. И это мы говорим только об одном шатуне. Вы представляете, какую нагрузку получает коленвал в восьмицилиндровом моторе?
И это еще не все. В зависимости от конструкции двигателя коленчатые валы также подвержены вибрациям. Поэтому многие автопроизводители стараются сделать коленчатые валы достаточно прочными и долговечными. Например, коленвал может быть изготовлен из высококачественной стали. Особенно для мощных турбированных высокооборотистых дизельных двигателей.
Для атмосферного (нетурбированного) бензинового двигателя коленвал может быть уже не столь прочен. Поэтому производители часто еще недавно многие коленчатые валы изготавливали из чугуна. Сегодня же в мире наблюдается тенденция по снижению веса автомобиля. В первую очередь двигателя.
В итоге вместо чугунных блоков двигателя во многих современных авто стали использоваться блоки цилиндров из алюминия. Также производители стали использовать облегченные поршни и шатуны. Не обошла эта мода на легкое и коленчатые валы, которые также заметно полегчали. Все это, конечно, не добавляет машине надежности и увы, не гарантирует долгий срок службы двигателя.
Виды дефектов коленчатого вала
Самым ответственным элементом в конструкции двигателя является коленчатый вал, работа которого осуществляется под воздействием динамических и ударных деформаций, вибраций, а также колебаний и высоких температур. Если шатуны или блоки имеют дефекты в геометрии, то ресурс роботы коленчатого вала будет значительно уменьшен. Но если сборка двигателя осуществлялась грамотно, а сам коленвал изготовлен качественно, то ресурс его работы будет большим. Коленчатый вал необходимо проверить перед тем, как он будет установлен в двигатель. Причем независимо от того, новый он или ремонтный.
Читайте также: Чертежи валов для рейсмуса
Износ шеек коленчатого вала
Данный недостаток возникает в результате нарушенной правильной розстановки деталей блока. В данном случае следует осмотреть места под подшипники. Шейка коленвала изнашивается в результате того, что вал «болтается», и тогда он подвергается воздействию увеличенных нагрузок.
Еще одна причина слишком быстрого износа шеек – это материал невысокого качества самого коленвала. Желательно приобретать запчасти для машин у известных и проверенных поставщиков и производителей, чтобы не попасть на подделку или детали низкого качества. Особенно большим ресурсом обладают коленчатые валы из высокопрочного чугуна. Если же производитель при изготовлении вала использовал сталь либо мягкий серый чугун, то ресурс работы вала будет небольшим.

Задиры на шейке распределительного вала
Возникнуть такая проблема может:
- из-за использования смазки низкого качества;
- в результате засорения фильтра для масла;
- если масло не менялось вовремя;
- если система характеризуется недостаточным давлением;
- при перегреве, так как высокая температура уменьшает вязкость масла и его смазывающие свойства ухудшаются.
Исправить дефект можно методом шлифовки вала при помощи вкладышей. Но для того чтобы предотвратить подобную проблему в будущем, нужно сделать проверку системы смазки и при необходимости устранить все обнаруженные недостатки.
Устранение царапин на шейке коленвала
Нельзя путать царапины с усталостными трещинами. Отличить их достаточно просто: если взять лупу и осмотреть царапину, то можно увидеть светлое дно, а в трещинах дно будет иметь темный цвет. Также царапину можно удалить простой полировкой, в то время как трещины таким методом не удаляются. Еще одним важным отличием царапины от трещины является ее форма: она является прямой, а трещина зачастую характеризуется ломаной линией.
Если царапины неглубокие, то можно осуществить полировку шеек коленвала, но при глубине царапины свыше 5 мкм придется шлифовать поверхность на следующий ремонтный размер. Перед дальнейшей эксплуатацией двигателя необходимо заменить масло и масляный фильтр. Не помешает произвести проверку шатунов на эллипсность.

Прогиб коленвала
Зачастую такой дефект характерен для валов тяжелой строительной и сельскохозяйственной техники (например, комбайнов). Также прогнуться может вал, который был сделан из материала низкого качества, то есть из мягкого чугуна. Если анализ показал деформацию вала более 0,1 миллиметр, то необходимо выполнить его выпрямление.
Трещины в шейке коленчатого вала
Данный дефект считается одним из серьезнейших, ведь трещины могут стать причиной возникновения излома, это, повлияет и на детали, сопряженные с коленвалом. Коленчатый вал с трещинами (вне зависимости от их размеров и места расположения) необходимо заменить, ремонтировать его нельзя!
Поиск трещин в двигателе и в цилиндрах
При эксплуатации автомобиля возникает много случаев, при которых необходимо производить первичную и инструментальную диагностику коленчатого вала. К таким случаям относятся: плановый капитальный ремонт двигателя после отработанного назначенного ресурса; внеплановый капитальный ремонт двигателя после эксплуатации с максимальными нагрузками; внеплановый капитальный ремонт двигателя вследствие нарушения правил эксплуатации, установленных заводом-изготовителем; внеплановый капитальный ремонт двигателя вследствие разрушения деталей цилиндропоршневой группы, заклинивания двигателя, проворота подшипников скольжения коленчатого вала (вкладышей) и др.
Проверка коленвала.
Перед принятием решения о выполнении капитального ремонта коленчатого вала и, соответственно, капитального ремонта двигателя, необходимо выполнить первичную диагностику. Она в себя включает проверку пробега машины и календарный срок службы после начала эксплуатации и последнего капитального ремонта (если он выполнялся). Запустить двигатель и прогреть его, проверить давление масла, проанализировать расход масла и топлива, определить цвет выхлопных газов (сизый дым – повышенный расход масла, чёрный дым – повышенный расход топлива), наличие скрытых (определяются стетоскопом) и ярко выраженных стуков (отчётливо слышно на слух), сильных вибраций двигателя и его неравномерной работы. Проверяется компрессия в цилиндрах. После принятия решения о ремонте двигателя, демонтировать его и произвести разборку.
Если коленчатый вал не ремонтировался, на нём стоят вкладыши нулевого размера. На нерабочей стороне выбит знак завода, выбитая цифра говорит о том, какой ремонт выполнялся ранее. После выполнения четвёртого ремонта коленчатый вал подлежит утилизации, или после выполнения тщательной диагностики и при отсутствии повреждений, его можно отдать в наплавку или напыление с последующим шлифованием под нулевой размер и полированием.
Проверить состояние коренных и шатунных шеек, наличие неравномерной выработки, задиров, царапин, трещин, наплывов. На этом этапе первичная диагностика коленчатого вала заканчивается, и теперь необходимо переходить к инструментальной диагностике. Если у вас навыки такой работы, а также инструмент и приспособления отсутствуют, её нужно передать специалисту, обычно тому же, который будет выполнять шлифовку шеек коленчатого вала и, при необходимости, другие ремонтные работы. Если всё необходимое есть в наличии, инструментальную диагностику можно выполнить своими руками.
Для этого необходима ровная металлическая плита толщиной 10-12 мм, длина и ширина которой позволит разместить призмы для установки коленчатого вала на крайние коренные шейки, и штатив с микрометром часового типа для проверки вала на изгиб (биение). Также проверяется биение остальных коренных шеек, а также соосность хвостовика и поверхности сальников коренным шейкам. После этого рычажным микрометром замеряются диаметры коренных и шатунных шеек, проверяется отсутствие эллипсной и конусной выработки (проверка выполняется в нескольких плоскостях). Допуски даются в инструкции по ремонту данного двигателя.
Все полученные размеры анализируются, и принимается решение о ремонтопригодности коленчатого вала. После выполнения этих операций коленчатый вал отдаётся на шлифовку шеек и их полировки. Свои данные измерений сопоставляются с данными измерений шлифовщика, и оформляется заказ на выполнение работ.
Приспособления для проверки коленвала.
Основным приспособлением для проверки коленчатого вала можно считать приспособление для измерения радиального биения. Самое простое приспособление – токарный станок. Коленвал зажимается в центрах, устанавливается микрометр часового типа, вал медленно проворачивается, и проверяются все коренные шейки, а также остальные посадочные места на биение. Существует станок, изготовленный по такому же принципу. Он состоит из станины, на которой закреплены передняя и задняя бабки с установленными в них центрами. Одна бабка закреплена неподвижно, вторая – подвижно. На станке закреплена подвижная каретка со штативом для крепления микрометра часового типа. Процесс измерения аналогичен первому.
Если в коленчатом валу отсутствуют посадочные места для центров, можно воспользоваться приспособлением следующей конструкции. Шлифуется для выравнивания поверхности металлическая плита толщиной 10-12 мм. Закрепляются две призмы с посадочными местами под коренные шейки. Коленвал устанавливается на переднюю и заднюю шейку. Штатив берётся для закрепления микрометра часового типа с тяжёлым или магнитным основанием. Проверка начинается со средней коренной шейки. Устанавливается ножка микрометра на шейку, выставляется «ноль» с запасом на биение, медленно прокручивается вал, фиксируются размеры. Если размер не выходит за пределы допуска, проверяются остальные коренные шейки, а также поверхности хвостовика и сальников.
Читайте также: Таблица квалитеты допусков для валов
Диаметр шеек коленвала, эллипсность, конусность проверятся рычажным или другим микрометром, конструкция которого позволяет провести замеры. Пред замерами микрометр калибруется. Замер выполняется в нескольких плоскостях с поворотом на 90°. При подозрении на предельный размер, проверка выполняется более тщательно. Для проверки осевого биения коленчатого вала можно использовать этот же штатив с часовым микрометром или специальным щупом.
Проверка геометрии коленчатого вала
Перед тем, как отправить коленчатый вал на шлифовку, нужно проверить геометрию вала и, уже исходя из результатов проверки, выбирать соответствующую технологию ремонта.
Перед началом проверки вал устанавливают крайними коренными шейками на призмы и с помощью индикаторной стойки измеряют биение средних шеек. Затем проверяют биение поверхностей сальников и хвостовика, с максимальной тщательностью измеряют диаметры коренных и шатунных шеек. Особое внимание обращают на износ средней и крайних коренных шеек, и на эллипсность шатунных шеек. Эллипсность замеряют в нескольких плоскостях для получения более точных измерений.
Исходя из полученных результатов, выбирают способ ремонта. Если величина биения средних коренных шеек вала относительно крайних не превышает 0,1 мм, то выл можно отшлифовать. В случае превышения этого показателя вал необходимо править.
Перед тем, как приступить к ремонту, нужно проконтролировать несколько важных моментов.
Если вал шлифовали ранее, нужно проверить соосность хвостовика и поверхностей сальников коренным шейкам и уточнить наличие вкладышей нужного ремонтного размера. Особенно необходимо такое уточнение при ремонте валов двигателей многих иномарок, так как нередки ситуации, когда вкладышей нужного ремонтного размера нет в продаже, они существуют только в каталогах.
Если вал имеет шейки, сильно перегретые после разрушения подшипников, его следует проверить магнитным дефектоскопом на отсутствие трещин. Трещины, уходящие глубоко в тело вала или явно заметные невооруженным взглядом являются основанием для его выбраковки.
Коленчатый вал также выбраковывается в случае, когда износ шеек превышает максимальный ремонтный размер. В крайнем случае, изношенные шейки вала можно попытаться восстановить методами наварки или наплавки.
Завершает подготовку к ремонту коленчатого вала операция по удалению заглушек и промывке внутренних каналов. Это процедура носит обязательный характер, так как во внутренних каналах скапливается большое количество грязи, которая способна испортить самый качественный ремонт коленчатого вала.
Трещины на коленвале
Одним из важных направлений явилось совершенствование физических методов выявления трещин. Цикл опытно-методических работ позволил установить, что для эффективного выявления трещин при проверке коленчатых валов на магнитном дефектоскопе необходимо следующее: перед проверкой на магнитном дефектоскопе коленчатые валы обезжиривать; поддерживать концентрацию ферромагнитного порошка в пределах 25-30 г на 1 л суспензии.
Самым эффективным средством борьбы с микротрещинами является улучшение качества металла наружных слоев заготовки, поэтому было проведено исследование по определению эффективности использования более качественной стали рафинированной синтетическими шлаками, вместо стандартной стали 50Г.
В результате применения рафинированной стали количество коленчатых валов с микротрещинами по разъему штампов уменьшилось в 2 раза, а число валов с трещинами на кромках масляных каналов — в 3,5 раза. Однако относительное количество валов с неметаллическими включениями в их других элементах несколько возросло (на 4-5%).
Большое влияние на возникновение трещин на кромках масляных каналов шатунных шеек оказывает форма закруглений этих кромок и чистота обработки их перед закалкой шеек с нагревом.
Чтобы ликвидировать «пятнистую» твердость шеек, стабилизировать глубину и ширину закаленного слоя, была применена закалка с нагревом т. в. ч. вращающегося коленчатого вала. Далее, для уменьшения интенсивности влияния микротрещин на прочность коленчатого вала были приняты меры, чтобы микротрещины не возникали на галтелях и у масляных каналов. С этой целью ширина незакаленной зоны была увеличена с 6-7 до 8-10 мм, а плоскость разъема штампов смещена так, чтобы она не проходила по отверстиям масляных каналов шатунных шеек. Более эффективным способом устранения данного недостатка является введение предварительной гибки заготовки после подкатки перед штамповкой, позволяющее исключить выход ликвационной части металла заготовки на наружную часть щек и шатунных шеек с внутренней стороны кривошипа, где возникают наибольшие циклические напряжения по сравнению с другими элементами кривошипа. Это также способствует более благоприятному расположению внутренних волокон металла по контуру вала, при котором они не перерезаются при формовании вала.
В результате исследования состояния деталей в процессе капитального ремонта выявлено, что одним из наиболее опасных по своим последствиям концентраторов напряжений в элементах коленчатого вала могут являться трещины на шейках валов. В процессе эксплуатации данный концентратор возникает из-за наличия температурных напряжений, развивающихся в поверхностных слоях шеек в результате интенсивного тепловыделения, завершающегося схватыванием (прижог). Относительное количество прижогов шатунных шеек значительно больше, чем коренных, несмотря па то, что на шатунные шейки не влияет несоосность постелей блока и коренных шеек, имеющая значение для коренных подшипников. Основная причина возникновения прижогов — нарушение сплошности масляной пленки и обусловленное этим нарушение теплового баланса. Поэтому радикальным средством устранения прижогов является совершенствование геометрической формы постелей шатунных подшипников, повышение качества их изготовления, а также улучшение смазки.
Шлифовка коленчатого вала
Коленчатые валы шлифуют на специализированных шлифовальных станках, имеющих приспособления, которые позволяют смещать ось коренных шеек относительно оси вращения вала в станке. Это нужно для шлифования шатунных шеек. Кроме того, результат ремонта во многом зависит от состояния шлифовального станка и точности его наладки.
До начала шлифовки необходимо провести еще одну проверку. Вал устанавливают в центрах и замеряют биение хвостовика и поверхности заднего сальника, которое не должно превышать 0,01-0,02 мм. Если биение превышает допуск, то будет невозможно шлифовать коренные шейки вала, в этом случае необходима правка центровых фасок вала. Фаски правятся несколькими способами: протачиванием, притиркой и шабрением.
Шлифовать коленчатый вал начинают с шатунных шеек. Это связано с тем, что после обработки шатунных шеек могут резко изменить значение внутренние напряжения в их поверхностном слое, что может быть причиной деформации всего вала. И если сначала были зашлифованы коренные шейки, то их ось изогнется, а шейки получат взаимное, иногда совсем не малое, биение. То есть, вся работа пойдет насмарку.
Правка коленвала профессионально!
Править коленчатый вал следует в том случае, когда, как было написано выше, биение средних шеек коленвала превышает 0,1 мм относительно крайних.
Специалистам известно несколько способов правки коленчатого вала, но большинство из них имеют различные недостатки, которые были учтены при разработке уникального способа, получившего название «метод поэлементной холодной правки» или метод Буравцева.
Читайте также: Диаметры валов приводных барабанов
Данный метод позволяет править коленчатые валы, имевшие изначальное биение шеек более 1 мм с конечным результатом всего 0,01 мм! Такой результат не давал ни один из ранее известных способов правки коленчатых валов. Более того, качественная правка способна заменить шлифовку, особенно это касается новых «заводских» коленчатых валов, которые часто имеют недопустимо большое биение (от 0,05 мм и более).
Достижение высокого качества ремонта коленчатого вала возможно только при правильном выполнении всех технологических приемов во время шлифования и доводки рабочих поверхностей шеек и гаптелей коленвала.
Специалисты Автопрайд качественно выполнят необходимые работы по ремонту, шлифовке коленчатых валов двигателей любых автомобилей иностранного производства не старше 2000 года выпуска. Капитальный ремонт двигателя требует серьезного подхода.
Добавить комментарий Отменить ответ
Этот сайт использует Akismet для борьбы со спамом. Узнайте как обрабатываются ваши данные комментариев.
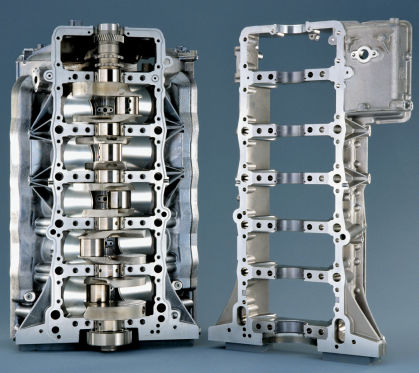
Коленчатые валы большинства двигателей изготовлены штамповкой из стали 45, 40Х, 50Т. У некоторых двигателей валы изготовлены литьем из высокопрочного магниевого чугуна.
Основными дефектами коленчатых валов являются износ коренных и шатунных шеек и изгиб вала. Реже встречаются повреждения резьбы, трещины, износы шпоночных канавок, отверстий под болты крепления маховика, посадочных мест под шестерню и шкив, маслосгонной резьбы.
Восстановление коленчатого вала
Коленчатый вал выбраковывают при наличии трещин, за исключением небольших продольных трещин на коренных и шатунных шейках длиной до 3 мм.
Поиск трещин в двигателе и в цилиндрах
ВИЗУАЛЬНЫЙ КОНТРОЛЬ
После того как детали полностью очищены, необходимо осмотреть их на наличие дефектов. Обнаружить мелкие дефекты помогает увеличительное стекло. Самые ответственные детали должны быть проверены на отсутствие трещин с помощью специальных приборов магнитной и проникающей дефектоскопии. Внутренние детали, такие как поршни, шатуны и коленчатые валы, при обнаружении трещин подлежат замене. Трещины в блоке цилиндров и головке блока цилиндров часто удается отремонтировать. Технологии ремонта таких дефектов описаны в последующих разделах (рис. 10.10).
Рис. 10.10. Для проверки того, что след на стенке цилиндра представляет собой трещину, в охлаждающую рубашку был подан сжатый воздух и на поверхность цилиндра был нанесен мыльный раствор. Пузырьки воздуха подтвердили, что след на стенке цилиндра, несомненно, является трещиной
МАГНИТНАЯ ДЕФЕКТОСКОПИЯ ТРЕЩИН
Метод проверки на наличие трещины с использованием магнитного поля имеет общепринятое название — магнитопорошковая дефектоскопия. Визуальным осмотром часто бывает невозможно обнаружить трещины в блоке цилиндров, головке блока цилиндров, коленчатом валу и других деталях. Именно по этой причине на ремонтных предприятиях и моторостроительных заводах широко используются специальные методы для проверки на отсутствие трещин всех ответственных деталей двигателя.
Метод контроля с использованием магнитного поля чаще всего используется для контроля стальных и чугунных деталей. Металлическая деталь двигателя (например, чугунная головка блока цилиндров) вносится в магнитное поле, создаваемое мощным электромагнитом. Силовые линии магнитного поля легко пронизывают чугун. Концентрация силовых линий магнитного поля возрастает на краях трещины. На поверхность проверяемой детали напыляется тонкодисперсный железный порошок, который скапливается в том месте, где концентрация силовых линий магнитного поля выше — по краям трещины (рис. 10.11-10.14).
Рис. 10.11. Эта трещина в блоке цилиндров старого восьмицилиндрового V-образного двигателя Ford 289 была сделана, по-видимому, автомехаником, слишком усердно пытавшимся выкрутить пробку из блока. Он должен был бы прогреть перед этим пробку и пропитать резьбу парафином — не только для того чтобы облегчить себе работу, но и для того, чтобы уберечь двигатель от повреждения
Рис. 10.12. Магнитопорошковый контроль, выполняемый на крупном ремонтном предприятии
Рис. 10.13. Светлый железный порошок концентрируется по краям трещин. На этой фотографии видна трещина в седле выпускного клапана, обнаруженная при проверке головки блока цилиндров
КОНТРОЛЬ МЕТОДОМ ПРОНИКАЮЩЕГО КРАСИТЕЛЯ
Контроль методом проникающего красителя используется для дефектоскопии поршней и других деталей, изготовленных из алюминия или другого немагнитного материала. Сначала на проверяемый участок поверхности разбрызгивается темно-красный прони-кающии краситель. После очистки на проверяемый участок поверхности напыляется белый порошок. При наличии трещины сквозь белый слой в месте дефекта проступит след красителя. Хотя этот метод применим также для контроля деталей, изготовленных из чугуна и стали (магнитных материалов), но обычно он применяется для контроля только изделий из немагнитных материалов, потому что методы магнитной дефектоскопии для их контроля непригодны.
КОНТРОЛЬ МЕТОДОМ ПРОНИКАЮЩЕГО ФЛУОРЕСЦЕНТНОГО ВЕЩЕСТВА
Флуоресцентный проникающии состав светится при облучении его ультрафиолетовыми лучами. Этот метод применим для контроля деталей из стали, чугуна и алюминия. Общепринятое название этого метода — Zyglo, является торговой маркой корпорации Magnaflux Corporation При ультрафиолетовом освещении в тех местах, где имеются трещины, видны яркие линии.
Рис. 10.14. Прибор для магнитопорошковой дефектоскопии (а). Так выглядит трещина в стенке цилиндра после того, как на стенку был нанесен мелкодисперсный железный порошок (публикуется с любезного разрешения компании George Olcott Company) (б)
КОНТРОЛЬ ПОВЫШЕННЫМ ДАВЛЕНИЕМ
Головки блока цилиндров и блоки цилиндров часто испытывают на наличие утечек иод давлением сжатого воздуха. Все каналы охлаждения запечатываются резиновыми пробками или прокладками и в водяную рубашку(и) подается сжатый воздух от компрессора. Проверяемая головка или блок цилиндров погружается в воду и воздушные пузырьки указывают места утечек. Для большей точности результатов контроля вода должна быть горячей. Под воздействием горячей воды отливка расширяется примерно настолько же, как и в работающем двигателе.
Рис. 10.15. Контроль повышенным давлением блока цилиндров восьмицилиндрового V-образного двигателя Chevrolet с использованием горячей воды. Головки блока цилиндров также проверяются под давлением на аналогичном оборудовании. Под действием горячей воды металлические детали расширяются и малеишие утечки обнаруживаются легче, чем в случае, когда при контроле повышенным давлением используется холодная вода
Альтернативный метод заключается в пропускании через цилиндр или блок горячей воды с растворенным в ней красителем. Просочившаяся вода указывает места трещин.
Дефектоскопия трещин
Ил. 19.1. Для проверки чугунной головки блока цилиндров на наличие трещин используется мощный электромагнит. Головка блока цилиндров должна быть тщательно очищена и установлена на рабочем столе, обеспечивающем хорошие условия наблюдения
Ил. 19.2. Электромагнит включается выключателем, расположенным сверху на его корпусе, и между полюсами магнита распыляется мелкодисперсный железный порошок. Концентрация силовых линий магнитного поля на краях трещины выше, и в этом месте, вокруг трещины, концентрация железного порошка также будет выше
Ил. 19.3. Особенно тщательно проверяйте участки вокруг и между седлами клапанов
Ил. 19.4. В этой головке блока цилиндров от двух седел клапанов расходятся трещины. Эту головку придется либо заменять, либо ремонтировать
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала