
В технологии машиностроения в понятие «валы» принято включать собственно валы, оси, пальцы, штоки, колонны и другие подобные детали машин, образованные наружными поверхностями вращения при значительном преобладании длины над диаметром. Конструктивное разнообразие валов вызывается различным сочетанием цилиндрических, конических, а также зубчатых (шлицевых), резьбовых поверхностей. Валы могут иметь шпоночные пазы, лыски, осевые и радиальные отверстия.
Первые технологические переходы при изготовлении ступенчатых валов – подготовка технологических баз, т.е. подрезка торцов и их зацентровка. В зависимости от масштаба выпуска валов эти переходы можно выполнять с применением различного оборудования.
При обработке заготовок нежестких валов необходимо дополнительно проточить или шлифовать шейки под люнет.
Торцы заготовок имеют дефекты, обусловленные способом получения заготовок (штамповочные уклоны, сколы, неперпендикулярность и т.п.). Поэтому первой операцией обычно является обработка торцов с целью устранения дефектов и получения общей длины вала в пределах, заданных чертежом. Исключение составляют заготовки, полученные на отрезных автоматах или токарно-отрезных станках, обеспечивающих точность по длине в пределах 0,5 мм.
Торцы, имеющие припуск, можно обрабатывать на токарных и фрезерных станках, фрезерно-центровальных, протяжно-центровальных полуавтоматах. При обработке на фрезерно-центровальном полуавтомате МР-76М барабанного типа (рис. 8) вначале устанавливают заготовку (позиция 1); затем выполняют фрезерование торцов (позиция II) и центрование отверстий (позиция III). На каждой позиции инструменты имеют индивидуальные подачи. После окончания обработки барабан с приспособлениями поворачивается на угол 120 ° для смены позиций.
 |
| Рисунок 8 – Схема обработки заготовки на фрезерно-центровальном полуавтомате МР-76М |
Основными базами подавляющего большинства валов являются поверхности его опорных шеек. Однако использовать их в качестве технологических баз для обработки наружных поверхностей, как правило, затруднительно, особенно при условии сохранения единства баз. Поэтому при большинстве операций за технологические базы принимают поверхности центровых отверстий с обоих торцов заготовки, что позволяет обрабатывать почти все наружные поверхности вала на постоянных базах с установкой его в центрах.
При этом может возникать погрешность базирования, влияющая на точность взаимного расположения шеек, равная величине несовпадения оси центровых отверстий и общей оси опорных шеек.
Для исключения погрешности базирования при выдерживании длин ступеней от торца вала необходимо в качестве технологической базы использовать торец заготовки. С этой целью заготовку устанавливают на плавающий передний центр.
Использование центров в качестве установочных элементов (рис. 9) предусматривает применение того или иного поводкового устройства, передающего крутящий момент заготовке. Такими устройствами являются поводковые патроны, хомутики и т.п.
Основные способы установки валов приведены на рис. 10 – 13.
Читайте также: Датчик частоты вращения вала у ман тга
 |
| Рисунок 9 – Установка вала в центрах с поводковым патроном |
 |  |
| Рисунок 10 – Установка вала в патроне (L/D 4) | Рисунок 13 – Установка вала в центрах с люнетом (7 10) |
Например, черновой базой при фрезеровании торцов валов и их зацентровке обычно служит цилиндрическая поверхность вала, устанавливаемая в двух самоцентрирующих призмах, и торец вала (по откидному упору). Последующая обработка валов осуществляется в центрах (искусственная технологическая база). При обработке ступенчатых валов на настроенных станках (многорезцовых, гидрокопировальных, многопозиционных) для обеспечения точности линейных размеров необходимо предусмотреть при выполнении первой операции достижение требуемой точности глубины зацентровки и ее контроль. В случаях, когда дальнейшая обработка заготовок производится с применением специальных пружинных центров-поводков, обеспечивающих поджим торца вала к соответствующему упорному торцу центра-поводка, это требование не обязательно. При обработке валов в большинстве случаев удается осуществить принцип постоянства базы и все операции выполнить на базе центровых отверстий. В этом случае правильность геометрической формы наружных поверхностей вращения в значительной степени определяется точностью формы и качеством поверхности центровых отверстий.
Класификация и назначение баз . Базирование вала в центрах
Конструкторская база– база, используемая для определения положения детали или сборочной единицы в изделии.
Основная база – конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии.
Вспомогательная база– конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения по-ложения присоединяемых деталей (сборочных единиц) относительно дан-ной детали (сборочной единицы).
Технологическая база– база, используемая для определения относи-тельного положения заготовки (изделия) в процессе изготовления или ре-монта.
Измерительная база– база, используемая для определения относи-тельного положения заготовки или детали и средств измерения.
Основными и вспомогательными могут быть только конструктор-ские базы. В то же время основная конструкторская база может являться измерительной или технологической.
Установочная база– база, лишающая заготовку (изделие) 3-х степеней свободы перемещения вдоль одной координатной оси и поворотов вокруг двух других осей.
Направляющая база– база, лишающая заготовку (изделие) двух степеней свободы перемещения вдоль одной координатной оси и поворота вокруг другой.
Опорная база– база, лишающая заготовку (изделие) одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси.
Читайте также: Фланец вала привода пер моста рк уаз
Двойная направляющая база – база, лишающая заготовку (изделие) четырех степеней свободы – перемещения вдоль двух координатных осей и поворотов вокруг этих осей.
Двойная опорная база– база, лишающая заготовку (изделие) двух степеней свободы – перемещений вдоль двух координатных осей
Явная база– база заготовки (изделия) в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Скрытая база– база заготовки или изделия в виде воображаемой плоскости, оси или точки.


1,2,3,4 – двойная направляющая zy ZY

1,2,3,4 – двойная направляющая zy ZY
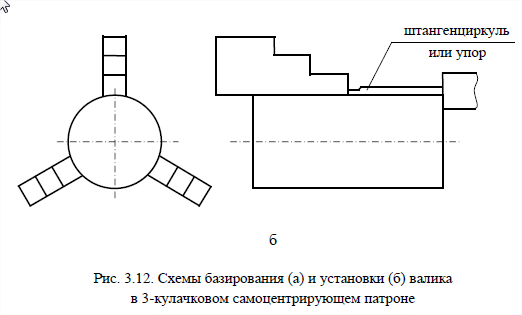
13. Правило шести точек. Базирование вала в самоцентрующем.
Таким образом, для того, чтобы определить положение любого абсолютно твердого тела, необходимо и достаточно в выбранной системе координат наличие 6 геометрических связей, которые при соединении.деталей превращается в 6 опорных точек.
Независимые перемещения, которые может иметь тело, называют степенями свободы. Абсолютно твердое тело имеет шесть степеней свободы: 3 перемещения относительно трех взаимно перпендикулярных
координатных осей и 3 вращения вокруг этих осей (рис. 3.1).
Связямив теоретической механике называют условия, которые налагают ограничения либо только на положение, либо также и на скорость точек тела.


1,2,3,4-Двойная направляющая. XY ZY
14. Определённость и неопределённость базирования.
Подопределенностью базирования детали понимается неизменяемость ее положения относительно поверхностей сопряженных с нею деталей ( или детали), определяющих ее положение при работе в машине или в процессе обработки.
Неопределённость– единичное или многократное изменение относительного положения детали в выбранной системе координат под действием различных факторов.
Неопределённость может вызываться случайностью подбора и местонахождением точек контакта заготовок и базирующих поверхностей замка.
1)Из-за отклонения формы контактирующих поверхностей.
2)Неполным контактом заготовки с базирующими элементами приспособлений.
3)Деформированием заготовки в процессе закрепления и обработке.
4)недостаточностью сил закрепления.
Для обеспечения определнности базирования баз применяют силовые замыкания которые препятствуют смещению детали под действием сил резания и других факторов.
Уравнение равновесия Qf=kР Q- сила закрепления, Р-сила резания, f- коэфициент трения между заготовкой и и элементами приспособления. К-коэфициент запаса закрепления.
15. Базирование заготовки на магнитной плите.


16. Базирование заготовки по плоскости и 2м отверстиям.


1,2,3 –Установочная явная Z XY
17.Базирование заготовки по плоскости основания и 2м боковым сторонам.


1,2,3-установочная явная Z XY
4,5 – направляющая скрытая Y Z
Читайте также: Подшипники уравновешивающих валов для оки
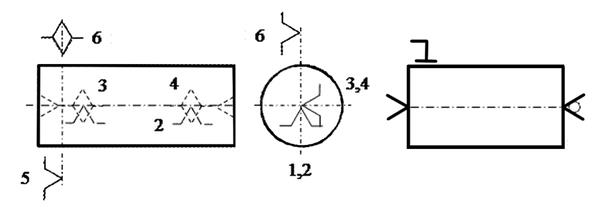
18.Базирование диска в самоцентрирующем патроне.


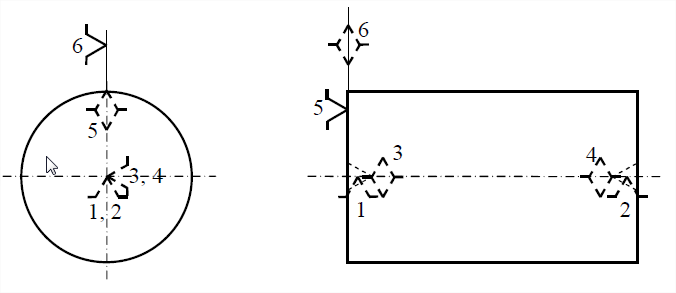
19.Базирование вала в призме.
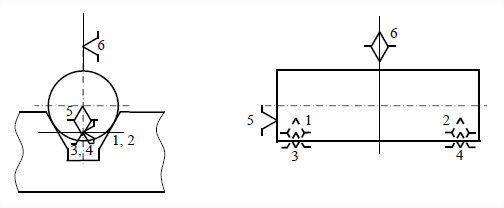

1,2,3,4 – двойная направляющая. Zy Zy
Скрытые и явные базы.
Явная база– база заготовки (изделия) в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Скрытая база– база заготовки или изделия в виде воображаемой плоскости, оси или точки.
21.Структура технологического процесса. Рабочее место, технологическая операция, установ, позиция, переход, проход…
Технологический процесс– часть производственного процесса, со-
держащая действия по изменению и последующему определению состоя-
ния предметов производства.
Технологическая операция(операция) –
законченная часть технологического процесса, выполняемая на одном ра-
Переход– законченная часть операции, выполняемая одни-
ми и теми же средствами технологического оснащения при постоянных
режимах и установке заготовки.
Рабочее место – часть пространства цеха (участка), предназначенная для выполнения операции одним или группой рабочих, в которой размещены оборудование, инструменты, приспособления.
Прием– законченная совокупность действий, направленных на выполнение перехода или его части и объединенных одним целевым назначением. Например, переход — «установить заготовку» включает в себя ряд действий:
Конспекты лекций по дисциплине «Технология машиностроения» (Основные понятия и определения. Основы базирования. Точность и погрешности при изготовлении изделий. Основы проектирования технологических процессов) , страница 5
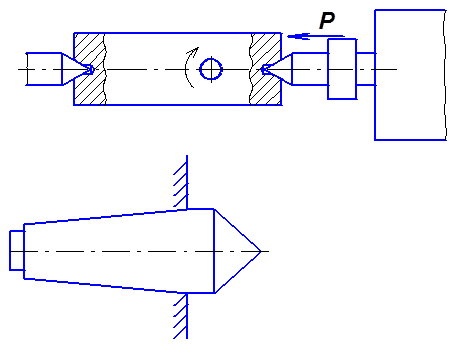
Рисунок 24 Базирование в центрах
При анализе реальной схемы базирования должны применяться все классификационные признаки базы.
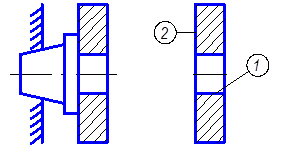
Рисунок 25 Базирование на оправке
Пов. 1 – технологическая ТДОБ явная.
2. Условные обозначения баз в технологической документации.
3. Типовые схемы базирования различных заготовок.
Базирование заготовок типа корпусных деталей.
При базировании заготовок такого класса в качестве баз в большинстве случаев используются плоскости, а также сочетание плоскости и отверстий.
При базировании по плоскостям рекомендуется следующее расположение опорных точек.
На плоскости имеющей наибольшую площадь располагаются 3 опорные точки и наз. установочной базой.
На плоскости, имеющей большие протяженности, располагаются 2 опорные точки с наибольшим удалением. Такая база наз. направляющая.
Шестая опорная точка располагается на любой опорной поверхности выбранной для базирования.
Заготовка лишенная всех степеней свободы наз. полностью сбазированной.
Если заготовка лишена меньшего числа степеней свободы, то это наз. неполное или частичное базирование.
Как правило, на производстве необходимости полного базирования нет.
Минимальное количество степеней свободы, которых можно лишить
заготовку –3.
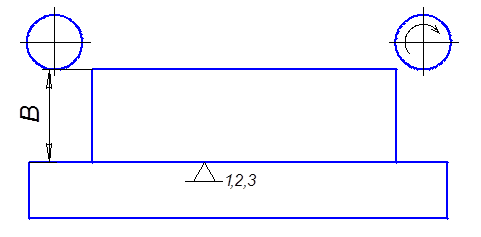
Рисунок 26 Базирование на плоскости
Схема базирования типа корпусной детали.
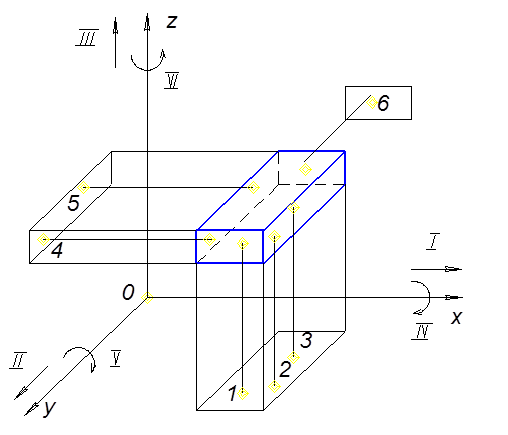
Рисунок 27 Схема базирования корпусной детали